ГОСТ 20692-2003
Группа Г43
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДОЛОТА ШАРОШЕЧНЫЕ
Технические условия
Roller bits. Specifications
МКС 75.180.10
ОКП 36 6440
Дата введения 2004-07-01
Предисловие
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 261 "Материалы и оборудование для нефтяной и газовой промышленности" (ОАО "НПО "Буровая техника" - ВНИИБТ)
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 23 от 22 мая 2003 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдова-Стандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Главгосслужба "Туркменстандартлары" |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 В стандарте учтены требования спецификации 7 Американского нефтяного института (API Spec 7)
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 7 октября 2003 г. N 281-ст межгосударственный стандарт ГОСТ 20692-2003 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2004 г.
5 ВЗАМЕН ГОСТ 20692-75
1 Область применения
Настоящий стандарт распространяется на шарошечные долота для сплошного бурения скважин.
Требования, изложенные в разделах 3-5 (кроме 5.2), разделах 6-8, являются обязательными.
Обязательные требования, обеспечивающие безопасность работы с шарошечными долотами, изложены в 4.4-4.6.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 164-90 Штангенрейсмасы. Технические условия
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 7918-75 Замки для геолого-разведочных бурильных труб диаметром 50 мм. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 28487-90 Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски*
________________
* На территории Российской Федерации действует ГОСТ Р 50864-96 Резьба коническая замковая для элементов бурильных колонн. Профиль, размеры, технические требования.
3 Классификация и основные размеры
3.1 Долота следует изготовлять следующих видов:
I - одношарошечные;
II - двухшарошечные;
III - трехшарошечные.
3.2 Долота следует изготовлять следующих типов:
М - со стальными зубьями для бурения мягких пород;
МЗ - с твердосплавными зубками для бурения мягких абразивных пород;
МС - со стальными зубьями для бурения мягких пород с пропластками средней твердости;
МСЗ - с твердосплавными зубками для бурения мягких абразивных пород с пропластками средней твердости;
С - со стальными зубьями для бурения пород средней твердости;
СЗ - с твердосплавными зубками для бурения абразивных пород средней твердости;
СТ - со стальными зубьями для бурения пород средней твердости с пропластками твердых;
Т - со стальными зубьями для бурения твердых пород;
ТЗ - с твердосплавными зубками для бурения твердых абразивных пород;
ТК - со стальными зубьями и твердосплавными зубками для бурения твердых пород с пропластками крепких;
ТКЗ - с твердосплавными зубками для бурения твердых абразивных пород с пропластками крепких;
К - с твердосплавными зубками для бурения крепких пород;
ОК - с твердосплавными зубками для бурения очень крепких пород.
3.3 По расположению и конструкции промывочных и продувных узлов (каналов) долота следует изготовлять с:
центральной промывкой - Ц;
боковой гидромониторной промывкой - Г;
комбинированной промывкой - ЦГ;
центральной продувкой - П;
боковой продувкой - ПГ.
3.4 Опоры шарошек следует изготовлять на:
подшипниках с телами качения и одном или более упорных подшипниках скольжения, или без упорных подшипников скольжения - В;
подшипниках с телами качения и одном или более упорных подшипниках скольжения и герметизацией опоры - ВУ;
одном радиальном и одном или более упорных подшипниках скольжения (остальные подшипники с телами качения) - Н;
одном радиальном и одном или более упорных подшипниках скольжения (остальные подшипники с телами качения) и герметизацией опоры - НУ;
двух или более радиальных подшипниках скольжения с одним или более упорным подшипником скольжения - А;
двух или более радиальных подшипниках скольжения с одним или более упорным подшипником скольжения и герметизацией опоры - АУ.
3.5 Основные размеры долот и обозначения присоединительной резьбы должны соответствовать указанным на рисунке 1 и в таблице 1.
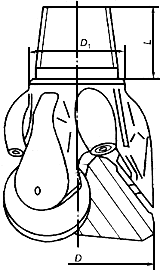
Примечание - Рисунок не определяет конструкцию долота
Рисунок 1
Таблица 1
Размеры в миллиметрах
|
Диаметр долота |
Диаметр упорного уступа |
Длина ниппеля |
Обозначение присоединительной резьбы | |
|
Номин. |
Пред.откл. |
|||
|
76,0 |
+0,6 |
57,0 |
50 |
3-42 |
|
93,0 |
65,0; 77,4; 78,18 |
3-50 | ||
|
95,3 |
76; (60) |
|||
|
98,4 |
77,4; 78,18; 83,0 |
3-63,5; 3-66 | ||
|
114,3 |
||||
|
117,5 |
||||
|
120,6 |
92,47 |
88,9; (70) |
3-76 | |
|
127,0 |
||||
|
130,2 |
||||
|
132,0 |
92,47; 105,17 |
88,9; 95,25; (70) |
3-76; 3-88 | |
|
139,7 |
||||
|
146,0 |
||||
|
151,0 |
||||
|
161,0 |
83,0; 105,17 |
70,0; 95,25; (60) |
3-63,5; 3-88 | |
|
165,1 |
+0,8 |
|||
|
171,4 |
||||
|
187,3 |
||||
|
190,5 |
||||
|
200,0 |
||||
|
212,7 |
136,13 |
107,95; (80) |
3-117 | |
|
215,9 |
||||
|
222,3 |
||||
|
238,1 |
||||
|
241,3 |
||||
|
244,5 |
||||
|
250,8 |
||||
|
269,9 |
||||
|
295,3 |
142,1; 187,72 |
102; 127; (80) |
3-121; 3-152 | |
|
304,8 |
||||
|
311,1 |
||||
|
320,0 |
||||
|
349,2 |
||||
|
365,1 |
||||
|
368,3 |
||||
|
371,5 |
+1,6 |
187,72; 196,0; 203*; 215,9 |
127,0; (80); 133,35 |
3-152; 3-171; 3-177 |
|
374,6 |
||||
|
393,7 |
||||
|
444,5 |
||||
|
469,9 |
||||
|
473,1 |
||||
|
490,0 |
+2,4 |
196,0; 215,9; 243,28; 243,8 |
127,0; 133,35; 136,53; 137,0 |
3-171; 3-177; 3-201 |
|
508,0 |
||||
|
_______________ * Для корпусных долот с муфтовой присоединительной резьбой. | ||||
|
Примечания | ||||
|
1 Размеры в скобках указаны для долот с укороченной резьбой. | ||||
|
2 По заказу потребителя допускается изготовление долот с размерами, отличными от указанных. | ||||
|
3 Долота с опорами А и В следует изготовлять: с | ||||



 мм, с
мм, с  мм до
мм до  мм, с
мм, с  мм ±2,0 мм.
мм ±2,0 мм.
Пример условного обозначения трехшарошечного долота диаметром 215,9 мм для бурения абразивных пород средней твердости (СЗ), с боковой гидромониторной промывкой (Г), на двух или более радиальных подшипниках скольжения с одним или более упорным подшипником скольжения и герметизацией опоры (АУ):
Долото шарошечное III 215,9 СЗ-ГАУ ГОСТ 20692-2003
4 Технические требования
4.1 Долота следует изготовлять в соответствии с требованиями настоящего стандарта, по рабочим чертежам, утвержденным в установленном порядке.
4.2 Точность изготовления долот должна соответствовать значениям, указанным в таблице 2.
Таблица 2
Размеры в миллиметрах
|
|
Норма точности для долот диаметрами, не более | ||||||||
|
Наименование |
Тип долота |
от 76,0 |
св. 98,4 |
св. 171,4 |
св. 250,8 |
св. 311,1 |
св. 349,2 |
св. 393,7 |
|
|
Разновысотность шарошек относительно упорного уступа |
М, МС, С, МЗ, МСЗ, СЗ |
1,1 |
1,5 |
1,6 |
2,2 |
2,4 |
2,6 |
3,3 | |
|
СТ, Т, ТЗ, ТКЗ |
0,9 |
1,3 |
1,6 |
2,0 |
2,4 |
2,6 |
3,3 | ||
|
|
ОК, К |
0,7 |
1,0 |
1,2 |
1,5 |
1,7 |
2,6 |
- | |
|
Радиальное биение шарошек относительно оси резьбы |
М |
1,0 |
1,1 |
1,4 |
2,0 |
2,3 |
2,8 |
3,0 |
3,8 |
|
МС, С, МЗ, МСЗ, СЗ |
1,0 |
1,1 |
1,4 |
1,6 |
2,0 |
2,5 |
3,0 |
3,8 | |
|
|
СТ, Т, ТЗ, ТКЗ |
0,8 |
1,0 |
1,3 |
1,5 |
1,8 |
2,3 |
3,0 |
3,0 |
|
ОК, К |
0,6 |
0,8 |
1,2 |
1,4 |
1,5 |
1,8 |
3,0 |
- | |
4.3 Долота следует изготовлять с правой конической замковой резьбой.
Резьбы 3-42 и 3-63,5 - по техническому документу, утвержденному в установленном порядке.
Резьба 3-50 - по ГОСТ 7918.
Остальные резьбы (кроме величины натяга) - по ГОСТ 28487.
Соответствие обозначений присоединительной резьбы по настоящему стандарту и спецификации 7 Американского нефтяного института (API Spec 7) приведено в приложении А.
4.4 Натяг конической замковой резьбы должен быть:
10,35 мм - для ниппельной резьбы З-42;
мм - для ниппельной резьбы З-42;
10,00 мм - для ниппельной резьбы З-50;
16,00 мм - для ниппельной резьбы З-63,5;
15,875 мм - для ниппельных резьб З-88, З-117, З-121, З-152, З-171, З-177, З-201;
мм - для ниппельных резьб З-88, З-117, З-121, З-152, З-171, З-177, З-201;
0 мм - для муфтовых резьб З-88, З-117, З-121, З-152, З-171, З-177, З-201.
мм - для муфтовых резьб З-88, З-117, З-121, З-152, З-171, З-177, З-201.
4.5 Система промывки гидромониторных долот диаметрами 190,5 мм и более должна быть герметична при давлении жидкости 7,85 МПа; диаметрами менее 190,5 мм - при давлении жидкости 5 МПа.
4.6 Насадки в гидромониторных долотах с боковой промывкой диаметрами 190,5 мм и более должны удерживаться при давлении жидкости 7,85 МПа; диаметрами менее 190,5 мм - при давлении жидкости 5 МПа. Насадки должны быть сменными.
4.7 В сварных швах на поверхностях упорного уступа ниппеля и на расстоянии 25 мм над упорным уступом ниппеля не допускаются дефекты сварки, на остальной резьбовой части ниппеля допускаются единичные поры и раковины диаметром не более 1 мм в количестве не более 3 шт. на каждом шве. На резьбовой части корпусных долот допускаются единичные поры и раковины диаметром не более 2 мм в количестве до 5 шт.
4.8 Требования к материалам, химико-термической обработке, комплектующим, краскам, смазкам должны соответствовать нормативной и технической документации, утвержденной в установленном порядке.
4.9 Поверхность долот, кроме присоединительной резьбы, упорного уступа ниппеля (упорного торца муфты), торца ниппеля и заходной фаски должна быть покрыта ровным слоем краски. После высыхания краска должна прочно удерживаться на долоте. Класс покрытия VII - по ГОСТ 9.032.
4.10 Поры, вздутия, мелкие пузыри и выступания коррозии через краску, а также попадание краски на присоединительную резьбу, упорный уступ, клапаны, в отверстия крышек смазочных резервуаров, промывочные каналы гидромониторных долот не допускаются.
4.11 Присоединительная резьба должна быть покрыта антикоррозионной смазкой.
4.12 Опоры шарошек должны быть заполнены смазкой. Заполнение смазкой долот с опорой НУ следует проводить до появления смазки из-под манжеты. Долота с опорами АУ и ВУ перед заполнением смазкой вакуумируют.
4.13 Шарошки долот с опорами АУ, НУ, ВУ должны проворачиваться на опорах от руки со значительным усилием. Шарошки долот с опорами Н, В, А должны свободно и плавно проворачиваться на опорах от усилий руки.
Зацепление зубьев или зубков одной шарошки за зубья или зубки, а также за корпус другой шарошки не допускается.
4.14 Пружинное кольцо компенсационного узла долота должно заходить по всему периметру в канавку и не иметь повреждений, а крышка не должна проворачиваться от руки.
4.15 Требования надежности
4.15.1 Срок сохраняемости долот - не менее 18 мес со дня изготовления.
4.16 Комплектность
4.16.1 В комплект поставки входят: долото с установленными насадками и (или) клапанами, а также паспорт долота.
По согласованию с потребителем допускается поставка долот без насадок.
4.17 Маркировка
4.17.1 Маркировка долот должна быть четкой и сохраняться на протяжении срока службы долота.
4.17.2 На торце ниппеля (пояске муфты) маркируются:
- товарный знак предприятия-изготовителя:
- условное обозначение долота (допускается обозначение стандарта не маркировать);
- обозначение присоединительной резьбы (по требованию потребителя);
- порядковый номер долота по системе нумерации предприятия-изготовителя;
- дата изготовления (месяц, год);
- клеймо технического контроля.
Примечание - Допускается маркирование товарного знака предприятия-изготовителя на других поверхностях долота.
4.18 Упаковка
4.18.1 Поверхность присоединительной резьбы, включая упорный уступ ниппеля (упорный торец муфты), торец ниппеля и заходную фаску, должна быть полностью покрыта ровным слоем консервационной смазки по технической документации, утвержденной в установленном порядке.
4.18.2 Долота упаковывают в соответствии с технической документацией, утвержденной в установленном порядке.
По согласованию с потребителем допускается не упаковывать долота, при этом должна быть обеспечена защита присоединительной резьбы.
Каждое долото должно сопровождаться паспортом, содержащим:
- наименование продукции;
- наименование страны-изготовителя;
- наименование предприятия-изготовителя;
- область применения продукции;
- основные технические характеристики;
- изображение знака соответствия для сертифицированной продукции;
- юридический адрес предприятия-изготовителя (продавца);
- массу нетто;
- комплектность;
- товарный знак предприятия-изготовителя;
- дату изготовления;
- код IADC (по требованию потребителя).
5 Правила приемки
5.1 Для контроля соответствия долот требованиям настоящего стандарта предприятие-изготовитель должно проводить приемосдаточные испытания по ГОСТ 15.309.
5.2 Объем выборки при приемосдаточных испытаниях: 100% - по 3.5, 4.2, 4.4-4.6, 4.9-4.14, 4.16-4.18; 10% - по 4.7.
6 Методы контроля
6.1 Контроль размеров долот следует проводить с применением универсальных или специальных средств измерений.
6.2 Диаметр долот следует контролировать с помощью предельных калибров-колец.
6.3 Разновысотность шарошек относительно упорного уступа, радиальное биение шарошек относительно оси резьбы следует контролировать по техническому документу, утвержденному в установленном порядке, с помощью специальных контрольных приспособлений, штангенрейсмаса по ГОСТ 164, индикатора часового типа по ГОСТ 577 с ценой деления 0,01 мм.
6.4 Натяг присоединительной резьбы следует контролировать резьбовыми калибрами по техническому документу, утвержденному в установленном порядке. При этом поверхность резьбы должна быть тщательно очищена, а на поверхность резьбы должен быть нанесен тонкий слой жидкого масла.
6.5 Герметичность системы промывки и крепления насадок следует контролировать опрессовкой долот с уплотнением по упорному уступу ниппеля (упорному торцу муфты) в течение 20 с на гидравлическом стенде.
6.6 Методы контроля сварных швов - по ГОСТ 3242.
6.7 Контроль маркировки, окраски долот, наличие смазки ниппеля и в опорах, отсутствия сколов наплавленного слоя у долот со стальными зубьями, расколотых или имеющих частичные сколы твердосплавных зубков, также по 4.16-4.18 проводят визуально.
7 Транспортирование и хранение
7.1 Транспортирование долот должно осуществляться любым видом транспорта с соблюдением правил перевозки, действующих на этих видах транспорта при условии защиты долот от атмосферных осадков и механических повреждений.
7.2 Транспортная маркировка - по ГОСТ 14192.
7.3 Долота следует хранить в сухих закрытых помещениях.
Группа условий хранения - 6 (ОЖ2) по ГОСТ 15150.
8 Указания по эксплуатации
8.1 Соединение долота с бурильной трубой должно осуществляться с использованием специального приспособления, имеющего конфигурацию долота, и машинного ключа, обеспечивающих сохранность долота при навинчивании.
9 Гарантии изготовителя
9.1 Изготовитель должен гарантировать соответствие долот требованиям настоящего стандарта при соблюдении правил транспортирования, хранения и эксплуатации.
ПРИЛОЖЕНИЕ А
(справочное)
Соответствие обозначений присоединительной резьбы по настоящему стандарту и спецификации 7 Американского нефтяного института (API Spec 7)
|
Обозначение присоединительной резьбы по | |
|
настоящему стандарту |
API Spec 7 |
|
3-66 |
|
|
3-76 |
|
|
3-88 |
|
|
3-117 |
|
|
3-121 |
|
|
3-152 |
|
|
3-171 |
|
|
3-177 |
|
|
3-201 |
|









Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2003