ГОСТ 1215-79
Группа В81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТЛИВКИ ИЗ КОВКОГО ЧУГУНА
Общие технические условия
Malleable iron castings.
General specifications
ОКП 41 1110
Срок действия с 01.01.81
до 01.01.94*
______________________________
* Ограничение срока действия снято по протоколу N 3-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации. (ИУС N 5-6 1993 г.). -
Примечание .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством автомобильной промышленности СССР
РАЗРАБОТЧИКИ
А.Д.Шерман, канд. техн. наук; В.М.Жаров, канд техн. наук; Н.С.Фролова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14.09.79 N 3570
3. Срок проверки - 1992 г.
4. ВЗАМЕН ГОСТ 1215-59
5. ССЫЛОЧНЫЕ НОРМАТИВНО ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
5.9 | |
|
|
5.13
|
|
|
2.1
|
|
|
5.11
|
|
|
5.10
|
|
|
5.12
|
|
5.12 | |
|
|
5.12
|
|
5.12 | |
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
5.12 | |
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
5.12 | |
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
|
5.12
|
|
5.12 | |
|
|
3.1; 4; 6
|
|
|
2.1
|
|
|
5.9
|
|
|
5.12
|
6. Проверен в 1990 г. Срок действия продлен до 01.01.94 Постановлением Госстандарта СССР от 24.07.94 N 2251
7. ПЕРЕИЗДАНИЕ (декабрь 1991 г.) с Изменениями N 1, 2, утвержденными в сентябре 1988 г., июле 1990 г. (ИУС 12-88, 11-90)
Настоящий стандарт распространяется на отливки из ковкого чугуна, изготовленные из белого чугуна и подвергнутые термической обработке с целью получения необходимых механических свойств и микроструктуры, состоящие из феррита и перлита в различных соотношениях и углерода отжига.
1. МАРКИ
1.1. В зависимости от состава микроструктуры металлической основы ковкий чугун делят на ферритный (Ф) и перлитный (П) классы
1.2. Отливки изготовляют из ковкого чугуна следующих марок:
КЧ 30-6; КЧ 33-8; КЧ 35-10; КЧ 37-12 ферритного класса, характеризующегося ферритной или ферритно-перлитной микроструктурной металлической основы;
КЧ 45-7; КЧ 50-5; КЧ 55-4; КЧ 60-3; КЧ 65-3; КЧ 70-2; КЧ 80-1,5 перлитного класса, характеризующегося в основном перлитной микроструктурой металлической основы.
Химический состав для отливок из ковкого чугуна ферритного и перлитного классов приведен в справочном приложении.
2. СОРТАМЕНТ
2.1. Форма и размеры отливок должны соответствовать чертежам, утвержденным в установленном порядке.
Предельные отклонения по размерам и массе, припуски на механическую обработку должны соответствовать требованиям ГОСТ 26645-85, формовочные уклоны - требованиям ГОСТ 3212-80.
Примеры условных обозначений
Отливка из ковкого чугуна марки КЧ 30-6 ферритного класса:
Отливка КЧ 30-6-Ф ГОСТ 1215-79
Отливка из ковкого чугуна марки КЧ 60-3 перлитного класса:
Отливка КЧ 60-3-П ГОСТ 1215-79
(Измененная редакция, Изм. N 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Отливки из ковкого чугуна должны изготовляться в соответствии с требованиями настоящего стандарта, ГОСТ 26358-84, нормативно-технической документации (НТД) на конкретные отливки по чертежам, утвержденным в установленном порядке.
(Измененная редакция, Изм. N 2).
3.2. Механические свойства чугуна ферритного и перлитного классов должны соответствовать требованиям, указанным в табл.1.
Таблица 1
|
Марка ковкого чугуна ферритного и перлитного класса |
Временное сопротивление разрыву, МПа (кгс/мм |
Относительное удлинение, %, не менее |
Твердость по Бринеллю НВ |
|
|
|
|
|
|
КЧ 33-8 |
323 (33) |
8 |
100-163 |
|
КЧ 35-10 |
333 (35) |
10 |
100-163 |
|
КЧ 37-12 |
362 (37) |
12 |
110-163 |
|
КЧ 45-7 |
441 (45) |
7* |
150-207 |
|
КЧ 50-5 |
490 (50) |
5* |
170-230 |
|
КЧ 55-4 |
539 (55) |
4* |
192-241 |
|
КЧ 60-3 |
588 (60) |
3 |
200-269 |
|
КЧ 65-3 |
637 (65) |
3 |
212-269 |
|
КЧ 70-2 |
686 (70) |
2 |
241-285 |
|
КЧ 80-1,5 |
784 (80) |
1,5 |
270-320 |
|
__________ * По согласованию изготовителя с потребителем допускается понижение на 1%. | |||
 ), не менее
), не менее
3.3. На поверхности отливок из ковкого чугуна допускаются перлитная кайма и обезуглероженный слой суммарной толщиной до 1,2 мм.
3.4. (Исключен, Изм. N 2).
3.5. Размеры и вид допускаемых к исправлению дефектов и дефектов, допускаемых на отливках без исправления, а также условия допускаемых отклонений должны быть установлены в НТД на конкретные отливки.
Вид, количество, размеры и расположение дефектов на необрабатываемых и механически обрабатываемых поверхностях отливок должны быть установлены в НТД на отливку.
(Измененная редакция, Изм. N 2).
3.6. (Исключен, Изм. N 2).
4. ПРИЕМКА
Правила приемки должны соответствовать требованиям ГОСТ 26358-84, разд. 2.
(Измененная редакция, Изм. N 2).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Для проверки механических свойств чугуна отливают контрольные образцы. Для партии отливок из одной плавки отливают 8 образцов в середине разливки. При установившемся технологическом процессе плавки отливают по 4 образца два раза в сутки.
5.2. Контрольные образцы отливают горизонтально и одинаковые с отливками формы. Для отливок, отлитых в сырых формах, допускается заливка образцов в сухие формы.
Рекомендуемые схемы заливки образцов представлены на черт.1 и 2.
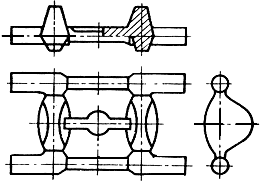
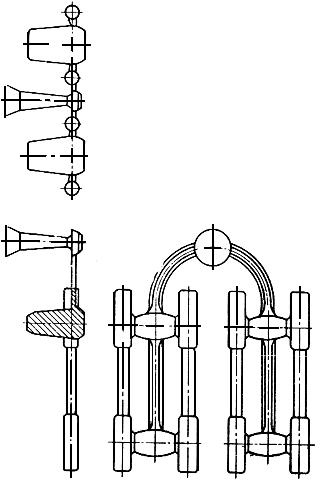
Черт.2
5.3. Из отлитых образцов составляют четыре комплекта: два для первичных испытаний и два на случай испытания после повторной термической обработки.
5.4. Каждый образец должен иметь маркировку с указанием номера плавки или даты и порядкового номера отливки образцов. Все одновременно отлитые образцы должны иметь один и тот же порядковый номер.
Результаты испытаний образцов, имеющих пороки, получаемые во время отливки (раковины, посторонние включения, трещины и др.), механической обработки или испытания, не учитываются.
Дефектные образцы должны быть заменены новыми из той же партии.
(Измененная редакция, Изм. N 2).
5.5. Устанавливается основной размер контрольного образца, диаметр расчетной части которого равен 16 мм, а длина расчетной части - 50 мм.
По согласованию изготовителя с потребителем могут быть выбраны другие размеры образцов, указанные в табл.2, в зависимости от преобладающей толщины тела отливок партии.
Таблица 2
мм
|
|
|
|
До 12 |
8 |
|
От 12 до 20 |
12 |
5.6. Форма и размеры контрольных образцов приведены на черт.3 и в табл.3.
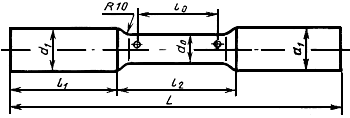
Черт.3
Таблица 3
мм
|
Расчетный диаметр образца |
| ||||
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
12 |
16 |
150 |
36 |
50 |
50 |
|
8 |
12 |
105 |
25 |
35 |
35 |






Примечания:
1. Форма и размеры головок образцов могут быть изменены в соответствия с формой и размерами зажимного устройства разрывной машины.
2. Отклонения диаметра контрольного образца в любом сечении расчетной части не должны превышать ±0,5 мм.
Расчетный диаметр образца измеряется при испытании с точностью до 0,1 мм. Смещение по линии разъема допускается до 0,2 мм на сторону.
5.7. Допускается образцы вырезать непосредственно из отливок. Нормы механических свойств в этом случае должны быть установлены в НТД на конкретную отливку.
5.8. Испытаниям на разрыв подвергают один из четырех комплектов контрольных образцов. Испытания проводят с точностью до 9,8 МПа (1 кгс/мм ).
).
5.9. Механические испытания проводят в соответствии с ГОСТ 27208-87, ГОСТ 1497-84.
(Измененная редакция, Изм. N 1).
5.10. Определение твердости по ГОСТ 9012-59.
5.11. Определение микроструктуры по ГОСТ 3443-87.
5.12. Определение химического состава по ГОСТ 12344-88, ГОСТ 12345-88, ГОСТ 12346-78, ГОСТ 12347-77, ГОСТ 12348-78, ГОСТ 12349-83, ГОСТ 12350-78, ГОСТ 12351-81, ГОСТ 12352-81, ГОСТ 12353-78, ГОСТ 12354-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 12362-79, ГОСТ 12363-79, ГОСТ 12364-84, ГОСТ 12365-84, ГОСТ 22536.0-87, ГОСТ 22536.1-88, ГОСТ 22536.2-87, ГОСТ 22536.3-88, ГОСТ 22536.4-88, ГОСТ 22536.5-87, ГОСТ 22536.6-88, ГОСТ 22536.7-88, ГОСТ 22536.8-87, ГОСТ 22536.9-88, ГОСТ 22536.10-88, ГОСТ 22536.11-87, ГОСТ 22536.12-88, ГОСТ 27809-88.
(Измененная редакция, Изм. N 1, 2).
5.13. Определение шероховатости поверхности отливок по ГОСТ 2789-73.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Маркировка, упаковка, транспортирование и хранение должны соответствовать требованиям ГОСТ 26358-84, разд.4.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ
Справочное
|
Марка чугуна |
Способ выплавки |
Химический состав, % | ||||||
|
|
|
Углерод |
Кремний |
Массовая доля углерода и кремния |
Марганец |
Фосфор |
Сера |
Хром |
|
|
|
| ||||||
|
КЧ 30-6; |
Вагранка |
2,6-2,9 |
1,0-1,6 |
3,7-4,2 |
0,4-0,6 |
0,18 |
0,20 |
0,08 |
|
КЧ 35-10; |
Вагранка - электропечь |
2,5-2,8 |
1,1-1,3 |
3,6-4,0 |
0,3-0,6 |
0,12 |
0,20 |
0,06 |
|
КЧ 37-12 |
Электропечь - электропечь |
2,4-2,7 |
1,2-1,4 |
3,6-4,0 |
0,2-0,4 |
0,12 |
0,06 |
0,06 |
|
|
|
| ||||||
|
КЧ 45-7; |
Вагранка - электропечь |
2,5-2,8 |
1,1-1,3 |
3,6-3,9 |
0,3-1,0 |
0,10 |
0,20 |
0,08 |
|
КЧ 65-3; |
Электропечь - электропечь |
2,4-2,7 |
1,2-1,4 |
3,6-3,9 |
.0,3-1,0 |
0,10 |
0,06 |
0,08 |
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1992