ГОСТ 10025-78
Группа В55
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРУТКИ ОЛОВЯННО-ФОСФОРИСТОЙ БРОНЗЫ
Технические условия
Tin-phosphor bronze rods. Specifications
ОКП 18 4670
Дата введения 1980-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.08.78 N 2395
2. ВЗАМЕН ГОСТ 10025-62
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
4.2 | |
|
4.2 | |
|
4.5 | |
|
4.8 | |
|
5.1 | |
|
5.1 | |
|
2.1.1 | |
|
4.2 | |
|
4.2 | |
|
5.1 | |
|
4.6 | |
|
5.1 | |
|
5.2.2 | |
|
5.2.1 | |
|
ГОСТ 18242-72 |
4.2 |
|
4.2 | |
|
ГОСТ 24047-80 |
4.5 |
|
4.8 | |
|
5.1 | |
|
4.8 | |
|
4.3, 4.4 |
4. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
5. ПЕРЕИЗДАНИЕ (ноябрь 1998 г.) с Изменениями N 1, 2, утвержденными в июне 1984 г., марте 1989 (ИУС 10-84, 6-89)
Настоящий стандарт распространяется на тянутые или холоднокатаные и прессованные круглые прутки из оловянно-фосфористой бронзы, применяемые в различных отраслях промышленности.
(Измененная редакция, Изм. N 1).
1. СОРТАМЕНТ
1.1. Размеры тянутых и холоднокатаных прутков и предельные отклонения по ним должны соответствовать указанным в табл.1.
Таблица 1
|
Номинальный |
Предельное отклонение по диаметру, мм |
Площадь |
Линейная | ||
|
|
высокой точности (В) |
повышенной точности (П) |
нормальной точности (Н) |
|
|
|
5,0 |
|
|
|
19,6 |
0,17 |
|
5,5 |
-0,05 |
-0,08 |
-0,12 |
23,8 |
0,21 |
|
6,0 |
|
|
|
28,3 |
0,25 |
|
6,5 |
|
|
|
33,2 |
0,29 |
|
7,0 |
|
|
|
38,5 |
0,34 |
|
7,5 |
|
|
|
44,2 |
0,39 |
|
8,0 |
|
|
|
50,3 |
0,44 |
|
8,5 |
-0,06 |
-0,09 |
-0,15 |
56,7 |
0,50 |
|
9,0 |
|
|
|
63,6 |
0,56 |
|
9,5 |
|
|
|
70,9 |
0,62 |
|
10,0 |
|
|
|
78,5 |
0,69 |
|
11,0 |
|
|
|
95,0 |
0,84 |
|
12,0 |
|
|
|
113,1 |
1,00 |
|
13,0 |
-0,07 |
|
|
132,7 |
1,17 |
|
14,0 |
|
|
|
153,9 |
1,35 |
|
15,0 |
|
-0,11 |
-0,18 |
176,7 |
1,55 |
|
16,0 |
|
|
|
201,1 |
1,77 |
|
17,0 |
|
|
227,0 |
2,00 | |
|
18,0 |
254,5 |
2,23 | |||
|
19,0 |
|
|
|
283,5 |
2,49 |
|
20,0 |
|
|
|
314,2 |
2,76 |
|
21,0 |
|
|
|
346,4 |
3,05 |
|
22,0 |
|
|
|
380,1 |
3,34 |
|
23,0 |
- |
|
|
415,3 |
3,65 |
|
24,0 |
|
-0,13 |
-0,21 |
452,4 |
3,98 |
|
25,0 |
|
|
|
490,9 |
4,32 |
|
27,0 |
|
|
572,6 |
5,04 | |
|
28,0 |
|
|
|
615,8 |
5,42 |
|
30,0 |
|
|
|
706,9 |
6,22 |
|
32,0 |
|
|
|
804,2 |
7,08 |
|
35,0 |
|
|
|
962,1 |
8,47 |
|
36,0 |
|
-0,16 |
-0,25 |
1017,9 |
8,96 |
|
38,0 |
1134,1 |
9,98 | |||
|
40,0 |
|
|
|
1256,6 |
11,06 |

(Измененная редакция, Изм. N 1).
1.2. Размеры прессованных прутков и предельные отклонения по ним должны соответствовать указанным в табл.2.
Таблица 2
|
Номинальный диаметр, мм |
Предельное отклонение по диаметру, мм |
Площадь поперечного сечения, мм |
Линейная плотность 1 м прутков, кг |
|
40,0 |
|
1256,6 |
11,06 |
|
42,0 |
|
1385,4 |
12,19 |
|
45,0 |
-1,6 |
1590,6 |
14,00 |
|
48,0 |
|
1809,6 |
15,92 |
|
50,0 |
|
1963,5 |
17,28 |
|
55,0 |
|
2375,8 |
20,91 |
|
60,0 |
|
2827,4 |
24,88 |
|
65,0 |
|
3318,2 |
29,20 |
|
70,0 |
-1,9 |
3848,5 |
33,87 |
|
75,0 |
|
4417,9 |
38,88 |
|
80,0 |
|
5026,6 |
44,23 |
|
85,0 |
|
5674,5 |
49,94 |
|
90,0 |
|
6361,7 |
55,98 |
|
95,0 |
|
7088,2 |
62,38 |
|
100,0 |
-2,2 |
7854,0 |
69,12 |
|
108,0 |
|
8987,5 |
79,09 |
|
110,0 |
|
9503,3 |
83,63 |
Примечание. При вычислении линейной плотности плотность бронзы принята равной 8,8 г/см .
.
1.3. По длине прутки изготовляют немерной длины:
от 1 до 4 м - тянутые или холоднокатаные диаметром до 40 мм включ.;
от 0,5 до 4 м - прессованные диаметром до 80 мм включ.;
от 0,5 до 2 м - прессованные диаметром свыше 80 мм.
Примечание. Допускается изготовлять тянутые или холоднокатаные прутки диаметром 40 мм и менее меньшей длины, но не короче 0,5 м в количестве не более 10% массы партии.
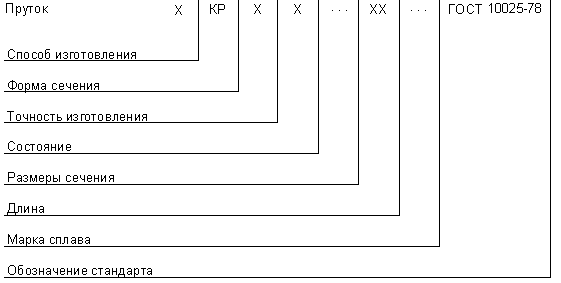
Условные обозначения прутков проставляют по схеме:
|
при следующих сокращениях: | ||
|
способ изготовления: |
тянутые (холоднокатаные) |
- Д |
|
|
прессованные |
- П |
|
форма сечения: |
круглые |
- КР |
|
точность изготовления: |
нормальная |
- Н |
|
|
повышенная |
- П |
|
|
высокая |
- В |
|
состояние: |
мягкое |
- М |
|
|
полутвердое |
- П |
|
|
твердое |
- Т |
|
|
особотвердое |
- О |
|
длина: |
немерная |
- НД |
|
в бухтах |
- БТ | |
Вместо отсутствующих данных ставят "X".
Пруток тянутый, нормальной точности изготовления, твердый, диаметром 20 мм, немерной длины, из бронзы марки БрОФ 6,5-0,15:
Пруток ДКРНТ 20 НД БрОФ 6,5-0,15 ГОСТ 10025-78
То же, прессованный, диаметром 80 мм, немерной длины, из бронзы марки БрОФ 7-0,2:
Пруток ПКРХХ 80 НД БрОФ 7-0,2 ГОСТ 10025-78
То же, прессованный, диаметром 50 мм, немерной длины, из бронзы марки БрОФ 7-0,2:
Пруток ПКРХХ 50 НД БрОФ 7-0,2 ГОСТ 10025-78
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Прутки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Измененная редакция, Изм. N 1).
2.1.1. Прутки изготовляют из оловянно-фосфористой бронзы марок БрОФ 6,5-0,15 и БрОФ 7-0,2 с химическим составом по ГОСТ 5017.
(Введен дополнительно, Изм. N 1).
2.2. Прутки изготовляют тянутыми или холоднокатаными и прессованными.
Тянутые или холоднокатаные прутки изготовляют мягкими, полутвердыми, твердыми и особотвердыми.
2.3. Размеры прутков в зависимости от способа изготовления и марки бронзы должны соответствовать указанным в табл.3.
Таблица 3
|
Марка |
Способ изготовления |
Диаметр прутка, мм |
|
БрОФ 6,5-0,15 |
Тянутые или холоднокатаные |
От 5 до 20 включ. |
|
|
Прессованные |
" 100 " 110 " |
|
БрОФ 7-0,2 |
Тянутые или холоднокатаные |
Oт 16 до 40 включ. |
|
|
Прессованные |
" 40 " 95 " |
2.4. Поверхность прутков должна быть свободной от загрязнений, затрудняющих ее осмотр, не должна иметь трещин, чешуйчатости, пузырей и посторонних включений.
На поверхности прутков не допускаются дефекты, выводящие их при контрольной зачистке за предельные отклонения по размерам.
На поверхности прутков допускаются цвета побежалости, темные и светлые пятна, полученные в результате термической обработки или травления, а также следы от правки прутков в виде спиральных линий.
На поверхности тянутых прутков допускаются следы технологической смазки.
2.5. Прутки не должны иметь посторонних включений, расслоений и пустот.
2.6. Прутки должны быть ровно обрезаны с торцов и не должны иметь значительных заусенцев.
Косина реза не должна превышать значений, указанных в табл.4.
Таблица 4
|
мм | |
|
Диаметр прутков |
Допустимая косина реза |
|
От 5 до 14 включ. |
5 |
|
" 15 " 50 " |
7,5 |
|
Св. 50 |
10 |
Допускается у прутков диаметром 40 мм и менее концы обрубать.
2.7. Прутки должны быть выправлены. Местная кривизна тянутых прутков на 1 м длины не должна превышать значений, указанных в табл.5.
Таблица 5
|
Состояние материала |
Допускаемая кривизна на 1 м длины, мм |
|
Полутвердый |
2,0 |
|
Твердый |
3,0 |
|
Особотвердый |
5,0 |
|
Прессованный |
6,0 |
Общая кривизна прутков не должна превышать произведения допускаемой местной кривизны на 1 м на длину прутка в метрах.
По требованию потребителя прутки диаметром 20-40 мм в полутвердом состоянии изготовляют повышенной точности по кривизне с местной кривизной не более 1,5 мм на 1 м длины.
2.8. Овальность прутков допускается в пределах допусков по диаметру.
По требованию потребителя прутки изготовляют повышенной точности по овальности с овальностью в пределах половины допуска по диаметру.
2.9. Механические свойства прутков должны соответствовать указанным в табл.6.
Таблица 6
|
Марка бронзы |
Способ изготовления |
Диаметр прутков, мм |
Состояние материала |
Временное сопротивление разрыву |
Относительное удлинение |
Твердость НВ |
|
не менее | ||||||
|
БрОФ 6,5-0,15 |
Тянутые или |
5-20 |
Мягкий |
352,8·10 |
40 |
70 |
|
|
|
|
Полутвердый |
392·10 |
18 |
120 |
|
|
|
|
Твердый |
470,4·10 |
12 |
140 |
|
|
|
|
Особотвердый |
548,8·10 |
6 |
150 |
|
Прессованные |
100-110 |
343,0·10 |
55 |
70 | ||
|
БрОФ 7-0,2 |
Тянутые или холоднокатаные |
16-40 |
Мягкий |
392·10 |
40 |
80 |
|
|
|
|
Полутвердый |
441·10 |
15 |
130 |
|
|
|
|
Твердый |
519,4·10 |
10 |
150 |
|
|
|
|
Особотвердый |
568,4·10 |
6 |
180 |
|
Прессованные |
40-95 |
362,6·10 |
55 |
70 | ||
 , Па
, Па , %
, % (36)
(36)
2.6-2.9. (Измененная редакция, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Прутки принимают партиями. Партия должна состоять из прутков одной марки сплава, одного способа и точности изготовления, одного размера и состояния материала и быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение прутков;
номер партии;
массу партии;
результаты механических испытаний (по требованию потребителя).
Масса партии не должна превышать 3000 кг.
(Измененная редакция, Изм. N 1).
3.2. (Исключен, Изм. N 2).
3.3. Для проверки механических свойств и химического состава от партии отбирают два прутка, два пучка или две бухты.
При проверке механических свойств определяют временное сопротивление и относительное удлинение или твердость.
По требованию потребителя определяют временное сопротивление, относительное удлинение и твердость.
Допускается изготовителю проверку химического состава проводить на пробах, взятых от расплавленного металла.
3.4. Контролю на наличие внутренних дефектов прессованных прутков подвергают каждый пруток партии, тянутых прутков - два прутка, два пучка или две бухты от партии.
3.3, 3.4. (Измененная редакция, Изм. N 1).
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей механических свойств, размеров, химического состава по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяются на всю партию. При получении неудовлетворительных результатов испытаний на наличие внутренних дефектов тянутых прутков изготовитель проводит сплошной контроль.
(Измененная редакция, Изм. N 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Поверхность прутков осматривают без применения увеличительных приборов.
4.2. Контролю размеров подвергают 10% прутков от партии.
Контроль внешнего вида прутков проводят с заданной вероятностью 96%, для чего от партии отбирают прутки (пучки, бухты) "вслепую" (методом наибольшей объективности) по ГОСТ 18321. Планы контроля соответствуют ГОСТ 18242. Количество отбираемых прутков (пучков, бухт) определяют по табл.7.
Таблица 7
шт.
|
Количество прутков (пучков, бухт) в партии |
Количество контролируемых прутков (пучков, бухт) |
Браковочное число |
|
2-8 |
2 |
1 |
|
9-15 |
3 |
1 |
|
16-25 |
5 |
1 |
|
26-50 |
8 |
2 |
|
51-90 |
13 |
2 |
|
91-150 |
20 |
3 |
|
151-280 |
32 |
3 |
|
281-500 |
50 |
4 |
|
501-1200 |
80 |
6 |
|
1201-3200 |
125 |
8 |
Партия считается годной, если число прутков (пучков, бухт), не соответствующих требованиям, менее браковочного числа, приведенного в табл.7. При получении неудовлетворительных результатов изготовитель проводит сплошной контроль.
Контроль диаметров тянутых прутков производят микрометром с ценой деления 0,01 мм по ГОСТ 6507, диаметров прессованных прутков - штангенциркулем с ценой деления 0,1 мм по ГОСТ 166. Длину прутков измеряют металлической линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502.
4.3. Кривизну прутков проверяют по ГОСТ 26877.
4.4. Косину реза проверяют по ГОСТ 26877.
4.2-4.4. (Измененная редакция, Изм. N 2).
4.5. Для испытания на растяжение отбирают по два образца от каждого прутка или бухты выборки и по одному образцу от каждого из двух прутков, отобранных из пучков. Испытание проводят по ГОСТ 1497. Образцы для испытаний на растяжение изготовляют диаметрами 5; 8; 10; 12; 15 мм. За диаметр образца принимают из указанного ряда меньший диаметр, ближайший к диаметру испытуемого прутка.
Отбор проб для испытания на растяжение проводят по ГОСТ 24047.
4.6. Для испытания на твердость отбирают по два образца от каждого прутка или бухты выборки, по одному образцу от каждого из двух прутков, отобранных из пучков. Испытания проводят по ГОСТ 9012.
Тянутые или холоднокатаные прутки диаметром от 16 до 28 мм испытывают шариком диаметром 5 мм под нагрузкой 750 кгс при выдержке 30 с.
Тянутые прутки диаметром 28 мм и более испытывают шариком диаметром 10 мм под нагрузкой 3000 кгс при выдержке 30 с.
Прессованные прутки диаметром 40 мм и более испытывают шариком диаметром 10 мм под нагрузкой 1000 кгс при выдержке 30 с.
4.7. Проверку прутков на наличие внутренних дефектов проводят неразрушающим методом контроля (по методике, указанной в приложении 2). Контролю подвергают: прессованные прутки - с конца, примыкающего к пресс-остатку; тянутые - с обоих концов - два прутка (бухты) или по одному прутку от каждого отобранного пучка.
Допускается производить проверку на наличие внутренних дефектов путем излома прутка. Прутки диаметром 100-110 мм контролю на излом не подвергают. Излом при сдаче прутков не обрезают.
Для проверки металла на наличие внутренних дефектов путем излома прутки должны быть надрезаны с одной или двух сторон, после чего их ломают, надрез должен быть сделан таким образом, чтобы излом проходил через центральную часть прутка.
Ширина излома должна быть:
не менее 60% диаметра - для прутков диаметром до 16 мм включ.;
не менее 10 мм - для прутков диаметром более 16 мм.
Осмотр производят без применения оптических приборов.
4.8. Для контроля химического состава отбирают по два образца от каждого прутка или бухты выборки и по одному образцу от каждых из двух прутков, отобранных из пучков.
Химический состав определяют по ГОСТ 25086, ГОСТ 1953.1 - ГОСТ 1953.12 или другими методами, не уступающими по точности указанным в стандартах.
При возникновении разногласий в оценке качества химический состав прутков определяют по ГОСТ 25086, ГОСТ 1953.1 - ГОСТ 1953.12.
Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231.
4.5-4.8. (Измененная редакция, Изм. N 1).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Прутки диаметром 35 мм и менее связывают в пучки массой не более 80 кг каждый. Пучок должен состоять из трех и более прутков и должен быть перевязан проволокой диаметром не менее 1,2 мм в три оборота по ГОСТ 3282 или другим материалом, обеспечивающим сохранность прутков, по нормативно-технической документации в двух-трех местах таким образом, чтобы исключалось взаимное перемещение прутков в пачке. Концы проволоки соединяют скруткой в пять витков и более.
По требованию потребителя допускается связывать прутки в пучки массой до 500 кг. Каждый пучок должен быть перевязан проволокой диаметром не менее 3 мм в два оборота по ГОСТ 3282 не менее чем в двух местах таким образом, чтобы исключить перемещение прутков в пучке.
По требованию потребителя прутки диаметром до 15 мм сматывают в бухты. Каждая бухта должна быть перевязана проволокой диаметром не менее 1,2 мм в три оборота по ГОСТ 3282 или другим материалом по нормативно-технической документации, но не менее чем в трех местах, равномерно по окружности бухты. В бухтах концы прутков должны быть заправлены внутрь.
Для механизированной погрузки и выгрузки укрупняют грузовые места в транспортные пакеты массой до 1250 кг по ГОСТ 24597. Габаритные размеры пакетов - по ГОСТ 7566.
Пакетирование пучков и отдельных прутков, не связанных в пучки, производят на поддонах по ГОСТ 9557 или без поддонов с использованием брусков высотой не менее 50 мм с обвязкой проволокой диаметром не менее 3 мм в два оборота по ГОСТ 3282 или лентой размерами не менее 0,3х30 мм по ГОСТ 3560.
5.2. К каждому пучку и бухте должен быть прикреплен металлический или фанерный ярлык с указанием:
а) наименования или товарного знака предприятия-изготовителя;
б) условного обозначения прутков;
в) номера партии.
На торце прутков диаметром более 35 мм ставят: товарный знак предприятия-изготовителя, условное обозначение марки сплава и номер партии. Допускается указанные данные наносить несмываемой краской на боковой поверхности прутков или указывать на бумажных ярлыках, которые наклеивают на торцы прутков.
5.1, 5.2. (Измененная редакция, Изм. N 1, 2).
5.2.1. Прутки транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Для грузов длиной более 3 м транспортные средства определяют в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Упаковка грузов, отправляемых в районы Крайнего Севера и труднодоступные районы, должна соответствовать требованиям ГОСТ 15846.
5.2.2. Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционного знака "Беречь от влаги" и дополнительного номера партии.
5.2.1, 5.2.2. (Введены дополнительно, Изм. N 1).
5.3. (Исключен, Изм. N 1).
5.4. При хранении прутки должны быть защищены от механических повреждений, действия влаги и активных химических веществ.
Прутки должны храниться в закрытых помещениях или под навесом, защищающим их от атмосферных осадков, в ящиках или на полках, поддонах или стеллажах.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2*
Справочное
_________________
* ПРИЛОЖЕНИЕ 1. (Исключено, Изм. N 1).
МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРЕСС-УТЯЖИН
1. Назначение и общие требования при проведении контроля
1.1. Настоящая методика принимается при ультразвуковом контроле с целью обнаружения и определения места окончания пресс-утяжины в прессованных или тянутых прутках из цветных металлов и сплавов диаметром от 10 мм и выше с помощью ультразвуковых средств дефектоскопии при контактном способе ввода ультразвуковых колебаний со стороны цилиндрической поверхности прутка.
Допускается применять любой ультразвуковой дефектоскоп совместно с соответствующими датчиками, обеспечивающими достаточную чувствительность, величина которой устанавливается настройкой по стандартному образцу.
При контроле используют устройство для сканирования с вмонтированными раздельно-совмещенными, призматическими или прямыми совмещенными датчиками. Устройства для сканирования позволяют обеспечить за счет непрерывной подачи жидкости надежный и стабильный акустический контакт пьезопреобразователя датчика с прутком в динамике, то есть при движении датчика по поверхности контролируемого прутка.
1.2. Физические основы метода и порядок работы с дефектоскопом в настоящей методике изложены очень кратко в объеме, необходимом для понимания техники и приемов контроля места окончания пресс-утяжины в прессованных или тянутых прутках.
1.3. К проведению контроля с помощью ультразвукового дефектоскопа допускаются лица, прошедшие обучение и имеющие удостоверение об окончании курсов и тщательно изучившие настоящую методику.
1.4. По мере накопления на заводах опыта ультразвукового контроля методика может дополняться и уточняться. Все вносимые дополнения и уточнения согласуются с Государственным научно-исследовательским и проектным институтом сплавов и обработки цветных металлов.
2. Изготовление стандартных образцов для настройки чувствительности и зоны автоматического контроля дефектоскопа
2.1. Для настройки дефектоскопа на заданную чувствительность изготовляют специальные стандартные образцы диаметром 100, 60, 40 и 25 мм, длиной 200-300 мм из того же сплава, что и контролируемые прутки, или из сплава с близкими акустическими свойствами.
2.2. Состояние наружной поверхности стандартного образца должно быть не хуже контролируемых изделий.
2.3. Стандартный образец не должен иметь внутренних дефектов металлургического происхождения, которые могли быть выявлены ультразвуковым методом при настройке дефектоскопа на наивысшую реальную чувствительность.
2.4. Стандартный образец должен иметь контрольный отражатель в виде просверленного отверстия диаметром 1 мм, длиной 20 мм, расположенного на осевой линии прутка на расстоянии 70 мм от торца. Допускается применять контрольные отражатели других типов, позволяющие настраивать дефектоскоп на чувствительность не ниже, чем при настройке по контрольному отражателю в виде просверленного отверстия. Диаметр заготовки для стандартного образца выбирают в зависимости от диаметра контролируемого прутка (см. таблицу).
|
мм | |
|
Диаметр заготовки для стандартного образца |
Диаметр контролируемого прутка |
|
100 |
110-80 |
|
60 |
80-50 |
|
40 |
50-30 |
|
25 |
30-10 |
2.5. Стандартный образец считается действительным, если на него имеется свидетельство, утвержденное начальником центральной заводской лаборатории предприятия-изготовителя.
3. Подготовка к контролю
3.1. Перед проведением контроля прутки должны быть очищены от грязи, пыли, масел, краски и других загрязнений.
3.2. Подключают датчик и сигнальную лампочку к дефектоскопу, а устройство для сканирования - к бачку с контактной жидкостью. Регулирующим краном необходимо отрегулировать подачу контактной жидкости (воды), чтобы обеспечить надежный акустический контакт и минимальный расход контактной жидкости.
3.3. Включение дефектоскопа в сеть и работу с ним проводят в соответствии с техническим описанием и инструкцией по эксплуатации дефектоскопа.
3.4. Перед тем как приступить к настройке дефектоскопа на заданную чувствительность, проводят регулировку осциллоскопической части (яркость, фокус, смещение по вертикали и горизонтали) так, чтобы линия развертки находилась не ниже центра экрана дефектоскопа примерно на  радиуса, была хорошо сфокусирована и в начале ее не было видно яркой точки.
радиуса, была хорошо сфокусирована и в начале ее не было видно яркой точки.
3.5. При настройке дефектоскопа для определения места окончания пресс-утяжины в прутке ручки на лицевой панели прибора должны быть установлены в следующее положение:
"Частота" - в положение, соответствующее частоте применяемого датчика;
"Диапазон прозвучивания" - в положение П.
3.6. Настройку чувствительности дефектоскопа при контроле прутков производят при помощи соответствующих стандартных образцов.
Перемещением датчика в зоне контрольного отражателя добиваются получения максимальной амплитуды эхо-сигнала от контрольного отражателя. Затем вращением ручки "Чувствительность" устанавливают амплитуду эхо-сигнала от контрольного отражателя примерно на 0,5 высоты экрана дефектоскопа.
3.7. Устанавливают передний фронт строб-импульса автоматического сигнализатора дефектов дефектоскопа рядом с задним фронтом зондирующего импульса, задний фронт строб-импульса - рядом с передним фронтом донного эхо-сигнала.
3.8. Правильность настройки дефектоскопической аппаратуры по стандартному образцу должна проверяться не реже одного раза через каждые 2 ч контроля.
4. Проведение контроля
4.1. Контроль проводят на контрольном участке. Место контроля должно быть удобным и обеспечивать свободный доступ по окружности к пресс-утяжному концу контролируемого прутка.
4.2. Контроль проводят, начиная с заднего конца прессованного или тянутого прутка. Поверхность прутка, через которую вводятся ультразвуковые колебания, должна быть гладкой, без резких выбоин, раковин и задиров. Температура контролируемого прутка должна быть не выше 40 °С.
4.3. Пресс-утяжина в прутках имеет вытянутую форму и различную ориентацию отражающих поверхностей по отношению к образующей и чаще всего расположена близко к центру прутка, поэтому выявляемость ее с разных участков поверхностей может быть различной.
4.4. Для механизированного сканирования по поверхности контролируемого изделия рекомендуется использовать роликовые, призматические или другие устройства с вмонтированными датчиками ультразвуковых колебаний.
4.5. Прутки диаметром менее 60 мм контролируют на частоте ультразвуковых колебаний 5 МГц, а прутки диаметром более 60 мм - на частоте 2,5 МГц. При определении места окончания пресс-утяжины в прутках из материала, обладающего упругой анизотропией с крупнозернистой структурой, рекомендуется использовать более низкие частоты.
4.6. При проведении контроля устройство для сканирования устанавливают на пресс-утяжный конец прутка и плотно прижимают датчик к его поверхности, при этом на экране дефектоскопа должен появиться донный эхо-сигнал. С появлением донного эхо-сигнала перемещают сканирующее устройство по окружности и вдоль изделия.
4.7. Скорость сканирования датчика по поверхности изделия выбирают из условий получения надежного акустического контакта. Она не должна превышать 0,5 м/с.
4.8. При перемещении датчика вдоль и вокруг изделия необходимо следить по экрану дефектоскопа за наличием акустического контакта. Устойчивый донный эхо-сигнал указывает на удовлетворительный ввод ультразвукового колебания в пруток. Если при работоспособном датчике и правильной настройке аппаратуры эхо-сигнал пропадает, то проверяют надежность акустического контакта путем увеличения подачи контактной жидкости и протирки ветошью поверхности прутка.
4.9. При контроле прутков о наличии пресс-утяжины можно судить по появлению дополнительного эхо-сигнала левее донного отражения.
4.10. После обнаружения пресс-утяжины датчик перемещают вдоль изделия с целью определения протяженности пресс-утяжины и места ее окончания. В зоне, где происходит полное пропадание дополнительного эхо-сигнала левее донного отражения, путем вращения устройства для сканирования вокруг изделия убеждаются в окончании пресс-утяжины по всей окружности прутка.
4.11. Определив с помощью ультразвука точное место окончания пресс-утяжины, наносят на пруток хорошо видимую метку, показывающую место резки.
4.12. При контроле сплавов, обладающих упругонеоднородной крупнозернистой структурой, необходимо тщательно проконтролировать задний конец прутка, где структурные помехи ниже и донный эхо-сигнал устойчив. На фоне неустойчивых структурных помех замечают на экране дефектоскопа местоположение эхо-сигнала от пресс-утяжины. Перемещая сканирующее устройство вдоль прутка, непрерывно наблюдают за эхо-сигналом от пресс-утяжины, который, в отличие от структурных помех, устойчив.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1998