Дата введения 1989-01-01
УТВЕРЖДЕНО И ВВЕДЕНО В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.06.88 N 2253
Пункт 2. Заменить слово: "смесей" на "смесей в %".
Таблица 1. Заменить слова: "Поле рассеивания средних усадок" на "Интервал усадок", "Реперные значения усадок" на "Средние значения усадок".
Пункт 4. Таблицы 2, 3. Головка. Заменить слово: "реперном" на "среднем".
Таблица 2. Для  1,4 дополнить размерами:
1,4 дополнить размерами:
|
Резиновые кольца |
при среднем значении усадки, % |
Пред. откл. по Н7 | |||||||
|
|
|
1,2 |
1,8 |
2,4 |
3,0 |
3,5 |
4,0 |
4,5 |
|
|
1,4 |
4,7 |
4,7 |
4,7 |
4,7 |
4,8 |
4,8 |
4,8 |
4,8 |
+0,012 |
|
5,7 |
5,7 |
5,7 |
5,7 |
5,8 |
5,8 |
5,8 |
5,8 |
||
|
7,7 |
7,7 |
7,7 |
7,7 |
7,8 |
7,8 |
7,9 |
7,9 |
+0,015 | |
графа  . Для резинового кольца
. Для резинового кольца  2,5 и
2,5 и  15,6 при среднем значении усадки 3,0% заменить значение: 159 на 15,9; для резинового кольца 2,5 и 88,5 при среднем значении усадки 3,5% заменить значение: 90,0 на 91,0;
15,6 при среднем значении усадки 3,0% заменить значение: 159 на 15,9; для резинового кольца 2,5 и 88,5 при среднем значении усадки 3,5% заменить значение: 90,0 на 91,0;
графы 1,2; 1,8; 2,4 для резиновых колец 4,6, 118,0 и 120,0 изложить в новой редакции:
|
Резиновые кольца |
при среднем значении усадки, % | |||
|
|
|
1,2 |
1,8 |
2,4 |
|
4,6 |
118,0 |
118,4 |
119,1 |
119,8 |
|
120,0 |
120,4 |
121,1 |
121,9 | |
графа  . Для резинового кольца 4,6 заменить значение: 245,5 на 245,0;
. Для резинового кольца 4,6 заменить значение: 245,5 на 245,0;
для резинового кольца  5,8 после 73,5 дополнить значением:
5,8 после 73,5 дополнить значением:
|
Резиновые кольца |
при среднем значении усадки, % |
Пред. откл. по Н7 | |||||||
|
|
|
1,2 |
1,8 |
2,4 |
3,0 |
3,5 |
4,0 |
4,5 |
|
|
5,8 |
76,5 |
76,8 |
77,2 |
77,7 |
78,2 |
78,6 |
79,0 |
79,4 |
+0,030 |
графы 1,2; 1,8; 2,4; 3,0; 3,5 для резиновых колец 8,5, 175,0 и 180,0 изложить в новой редакции:
|
Резиновые кольца |
при среднем значении усадки, % | |||||
|
|
|
1,2 |
1,8 |
2,4 |
3,0 |
3,5 |
|
8,5 |
175,0 |
175,4 |
176,5 |
177,6 |
178,7 |
179,6 |
|
180,0 |
180,4 |
181,5 |
182,7 |
183,8 |
184,8 | |
Таблица 3. Исключить слова: "по h8"; заменить значения: -0,014 на -0,010; h9 на "h8 для колец сечением до 2,5 мм и h9 для колец сечением свыше 2,5 мм".
Чертеж 2. Исполнение 1. Заменить обозначения:  на
на  ;
;
0,3±0,1 на 0,6 ;
;
исполнение 2. Заменить обозначение: 0,8 на 0,9
на 0,9 ;
;
сноску дополнить словами: " - поле допуска на размер ".
- поле допуска на размер ".
Пункт 7. Заменить ссылку: СТ СЭВ 302-76 на ГОСТ 25670-83*.
______________
* На территории Российской Федерации действует ГОСТ 30893.1-2002. - Примечание изготовителя базы данных.
Приложение 2. Пункт 3.3. Заменить ссылку: ГОСТ 8.051-73 на ГОСТ 8.051-81;
пункт 3.5. Заменить ссылку: п.2.4 на п.3.4;
пункт 4.1. Заменить ссылку: п.2.7 на п.3.7.
Стандарт дополнить приложением - 3:
"ПРИЛОЖЕНИЕ 3
Справочное
ОСОБЕННОСТИ КОНСТРУКЦИИ ПАКЕТОВ ДЛЯ МАЛООБЛОЙНЫХ
И БЕЗОБЛОЙНЫХ РЕЗИНОВЫХ КОЛЕЦ КРУГЛОГО СЕЧЕНИЯ
1. Резиновые кольца круглого сечения с толщиной и шириной облоя не более 0,3 условно принято считать малооблойными, т.к. ГОСТ 18829-73 допускает установку в изделия резиновых колец с толщиной и шириной облоя до 0,3 без удаления облоя ( - поле допуска на диаметр резинового кольца), а с толщиной и шириной облоя не более 0,13 - безоблойными.
условно принято считать малооблойными, т.к. ГОСТ 18829-73 допускает установку в изделия резиновых колец с толщиной и шириной облоя до 0,3 без удаления облоя ( - поле допуска на диаметр резинового кольца), а с толщиной и шириной облоя не более 0,13 - безоблойными.
2. Трудоемкость изготовления пакетов в малооблойном и безоблойном исполнении (приведенных на черт.1-6) по сравнению с пакетами по ГОСТ 24514-80 - ГОСТ 24516-80 повышается в среднем на 5%.
Однако повышение их трудоемкости изготовления оправдывается тем, что:
трудоемкость отделки резиновых колец снижается в среднем на 35%;
устраняются дефекты, сопутствующие операции отделки резиновых колец (порезы, вырывы, царапины и т.д.), что повышает качество резиновых колец;
отпадает необходимость в технологической оснастке и оборудовании для отделки резиновых колец;
снижается выбраковка пресс-форм по смещению, овальности и т.п. дефектам резиновых колец.
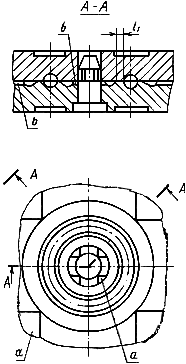
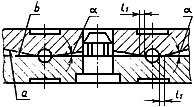
3. Пакеты с отводными каналами (пазами) для отвода излишка резиновой смеси из облойной канавки
3.1. В пакетах, приведенных на черт.1 и 2, излишек резиновой смеси удаляется из формообразующей полости () клиновидными рассекателями ( ) и направляется в отводные каналы (
) и направляется в отводные каналы ( ), и тем самым предотвращается поступление резиновой смеси на поверхности смыкания (ориентирования) - клиновидных рассекателей (). Резиновая смесь в формообразующей полости () при этом уплотняется за счет отвода ее излишка по отводным каналам () с давлением прессования.
), и тем самым предотвращается поступление резиновой смеси на поверхности смыкания (ориентирования) - клиновидных рассекателей (). Резиновая смесь в формообразующей полости () при этом уплотняется за счет отвода ее излишка по отводным каналам () с давлением прессования.
|
|
| ||
|
Черт.1 |
Черт.2 |
||
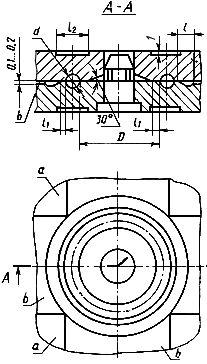
Глубина отводных каналов () должна быть обратно пропорциональна вязкости резиновой смеси и должна находиться в пределах 0,1-0,2 мм.
3.2. Количество отводных каналов () должно быть не менее четырех.
3.3. В пакетах, например по ГОСТ 24514-80, с поверхностями смыкания в виде тел вращения технологичнее выполнять отводные каналы в виде лысок вместо пазов.
3.4. При обнаружении резиновой смеси на поверхностях смыкания () необходимо увеличить глубину отводных каналов () или размеры облойной канавки или уменьшить массу (объем) заготовки резиновой смеси.
3.5. Предпочтительно применение пакетов по черт.2. Пакеты, приведенные на черт.1, следует применять только при отсутствии места для изготовления внутренней облойной канавки и внутренних отводных каналов.
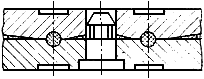
4. Пакеты с облойными полостями-гасителями
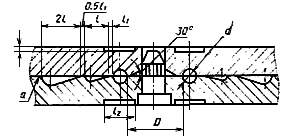
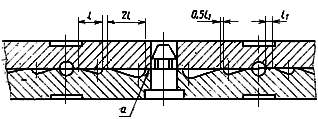
4.1. В пакетах, приведенных на черт.3 и 4
Черт.3
Черт.4
основная разделительная кромка ( ) выполнена шире, чем дополнительная (0,5 ) для того, чтобы резиновая смесь не могла накапливаться на последней. Причем дополнительная разделительная кромка (0,5 ) может быть занижена по отношению к основной () до 0,1 мм;
) выполнена шире, чем дополнительная (0,5 ) для того, чтобы резиновая смесь не могла накапливаться на последней. Причем дополнительная разделительная кромка (0,5 ) может быть занижена по отношению к основной () до 0,1 мм;
дополнительная разделительная кромка (0,5 ) выполнена для гашения кинетической энергии резиновой смеси, истекающей из формообразующей полости ();
основная облойная канавка ( ) выполнена меньшего объема, чем дополнительная (2 ) для уплотнения резиновой смеси в формообразующей полости. Этому же способствует основная () и дополнительная (0,5 ) разделительные кромки;
) выполнена меньшего объема, чем дополнительная (2 ) для уплотнения резиновой смеси в формообразующей полости. Этому же способствует основная () и дополнительная (0,5 ) разделительные кромки;
дополнительная облойная канавка (2 ) выполнена большего объема с целью приема ею всего остатка избыточной резиновой смеси, что предотвращает поступление последней на поверхности смыкания () деталей пакета.
4.2. Количество дополнительных облойных канавок (2 ) должно быть прямо пропорционально норме расхода резиновой смеси.
4.3. При обнаружении резиновой смеси на поверхностях смыкания () следует увеличить число облойных полостей или увеличить их размеры, или уменьшить массу (объем) заготовки резиновой смеси.
4.4. Предпочтительно применение пакетов по черт.4. Пакеты, приведенные на черт.3, следует применять только при отсутствии места для изготовления внутренних облойных канавок.
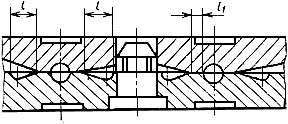
5. Пакеты с изменяющейся шириной разделительной кромки
5.1. В пакетах, приведенных на черт.5 и 6, поверхность смыкания () выполнена расходящейся по отношению к поверхности смыкания () на угол  0,5-5°. В результате при прессовании поверхности (, ) сходятся и ширина разделительной кромки () увеличивается от величины острой кромки до замкнутого пятна контакта. При этом излишек резиновой смеси выталкивается (оттесняется) от формообразующей полости сходящимися поверхностями смыкания в облойную полость или за пресс-форму. Кроме того, при увеличении ширины разделительной кромки увеличивается гидравлическое сопротивление пакета, что обеспечивает хорошее уплотнение резинового кольца.
0,5-5°. В результате при прессовании поверхности (, ) сходятся и ширина разделительной кромки () увеличивается от величины острой кромки до замкнутого пятна контакта. При этом излишек резиновой смеси выталкивается (оттесняется) от формообразующей полости сходящимися поверхностями смыкания в облойную полость или за пресс-форму. Кроме того, при увеличении ширины разделительной кромки увеличивается гидравлическое сопротивление пакета, что обеспечивает хорошее уплотнение резинового кольца.
Черт.5
Черт.6
На черт.7 приведен пакет (изображенный на черт.5) в процессе прессования.
Черт.7
5.2. Угол расхождения ( ) поверхностей смыкания прямо пропорционален норме расхода резиновой смеси и ширине разделительной кромки ().
) поверхностей смыкания прямо пропорционален норме расхода резиновой смеси и ширине разделительной кромки ().
5.3. Облойные полости следует выполнять в тех случаях, когда масса заготовки превышает массу резинового кольца более, чем на 10-20%.
6. Пакеты комбинированной конструкции
6.1. Для повышения технологичности пакета, приведенного на черт.2, необходимо в данном пакете внутренние отводные каналы заменить облойными полостями-гасителями по черт.4.
6.2. Во всех пакетах, приведенных на черт.1-4, допускается одну из поверхностей смыкания выполнять расходящейся в целях уменьшения толщины облоя.
7. Во всех пакетах, приведенных на черт.1-6:
а) размеры , , - по ГОСТ 24513-80;
б) формы и размеры облойных канавок - исполнения 1 по ГОСТ 24513-80;
в) ширина разделительной кромки () не должна быть более 0,3 для малооблойных пресс-форм и более 0,13 для безоблойных пресс-форм.
8. Кольцевые проточки шириной  на опорных поверхностях пакетов по черт.1-7 предназначены для снижения чувствительности пакета к неровностям плит пресса и способствуют уменьшению толщины и разнотолщинности облоя.
на опорных поверхностях пакетов по черт.1-7 предназначены для снижения чувствительности пакета к неровностям плит пресса и способствуют уменьшению толщины и разнотолщинности облоя.
9. Наибольший эффект от применения пакетов по черт.1-7 достигается в случае их изготовления из пресс-формовых сталей - ДИ80 и ДИ80Ш по техническим условиям.
10. Допустимые давления на пресс-форму определяют по приложению 3 ГОСТ 24511-80.
11. В случае возникновения необходимости изготовления других резинотехнических изделий малооблойными или безоблойными следует использовать приведенные в настоящем приложении принципы конструирования пакетов при проектировании пресс-форм.
12. Основные параметры и описание работы малооблойных и безоблойных пресс-форм - по авт. св. N 1237458; N 1237459 и N 1348191".