ГОСТ 7211-86
Группа Г24
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЗУБИЛА СЛЕСАРНЫЕ
Технические условия
Cold chisels. Specifications
ОКП 39 2634
Срок действия с 01.07.87
до 01.01.95*
______________________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 4, 1994 год). - Примечание .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Т.С.Мгеладзе, Т.К.Вардосанидзе, Г.Г.Бакрадзе
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.06.86 N 1805
3. Срок проверки - 1994 г.
4. ВЗАМЕН ГОСТ 7211-72
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, раздела |
|
2.12 | |
|
2.5, 4.4 | |
|
2.7 | |
|
4.4 | |
|
2.5 | |
|
2.5 | |
|
ГОСТ 380-88 |
2.10, 4.5 |
|
ГОСТ 1435-74 |
2.2 |
|
2.4 | |
|
1.3 | |
|
ГОСТ 5210-82 |
1.3 |
|
ГОСТ 5950-73 |
2.2 |
|
1.3 | |
|
1.2 | |
|
4.2 | |
|
2.14, разд.5 | |
|
3.1 |
6. ПЕРЕИЗДАНИЕ (май 1990 г.) с Изменением N 1, утвержденным в апреле 1988 г. (ИУС 7-88)
7. Проверен в 1987 г. Постановлением Госстандарта СССР от 26.04.88 N 1146 срок действия продлен до 01.01.95
Настоящий стандарт распространяется на ручные слесарные зубила для рубки незакаленных металлов, изготовляемые для нужд народного хозяйства и для экспорта.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Зубила должны изготовляться:
типов:
1 - с державкой плоскоовального сечения;
2 - с державкой овального сечения;
3 - с державкой шестигранного сечения;
4 - с державкой двутаврового сечения;
исполнений:
1 - конусной рабочей и ударной частью по ширине;
2 - прямой рабочей ударной частью по ширине.
1.2. Основные размеры зубил типов 1 и 2 должны соответствовать указанным на черт.1, 2 и в табл.1, зубил типа 3 - на черт.3 и в табл.2, зубил типа 4 - на черт.4 и в табл.2а.
Примечание. Чертежи 1-4 не определяют конструкцию зубил.
Тип 1

________________
* Размеры для справок.
** Размер  для зубил всех типов с шириной рабочей части:
для зубил всех типов с шириной рабочей части:
|
|
|
|||
|
для |
для |
|||
|
для |
для |
|||
|
для |
для |
|||
|
для |
для |
|||
Черт.1
Тип 2
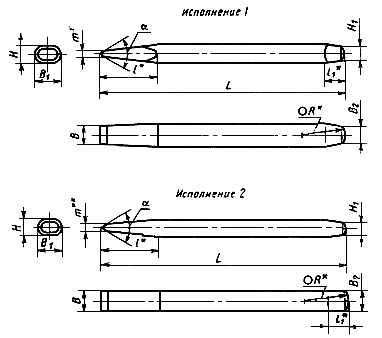
________________
* Размеры для справок.
** См. сноску под черт.1.
Черт.2
Таблица 1
Размеры в мм
|
Обозначение зубил |
Применяемость |
Тип |
|
|
|
|
|
|
|
|
|
Масса, кг, не более | ||||||
|
Угол заточки (пред. откл. по 17-й степени точности ГОСТ 8908-81) |
||||||||||||||||||
|
35° |
45° |
60° |
70° |
35° |
45° |
60° |
70° |
|||||||||||
|
Исполнение 1 | ||||||||||||||||||
|
2810-0121 |
2810-0122 |
2810-0123 |
2810-0124 |
|
|
|
|
1 |
5 |
12 |
11 |
100 |
30 |
10 |
8 |
7 |
35 |
0,08 |
|
2810-0137 |
2810-0138 |
2810-0139 |
2810-0140 |
|
|
|
|
2 |
||||||||||
|
2810-0153 |
2810-0154 |
2810-0155 |
2810-0156 |
|
|
|
|
1 |
10 |
125 |
40 |
0,10 | ||||||
|
2810-0169 |
2810-0170 |
2810-0171 |
2810-0172 |
|
|
|
|
2 |
||||||||||
|
2810-0185 |
2810-0186 |
2810-0187 |
2810-0188 |
|
|
|
|
1 |
16 |
20 |
18 |
160 |
40 |
16 |
12 |
10 |
55 |
0,28 |
|
2810-0201 |
2810-0202 |
2810-0203 |
2810-0204 |
|
|
|
|
2 |
||||||||||
|
2810-0217 |
2810-0218 |
2810-0219 |
2810-0220 |
|
|
|
|
1 |
20 |
25 |
23 |
200 |
80 |
20 |
16 |
14 |
70 |
0,55 |
|
2810-0233 |
2810-0234 |
2810-0235 |
2810-0236 |
|
|
|
|
2 |
||||||||||
|
2810-0251 |
2810-0252 |
2810-0253 |
2810-0254 |
|
|
|
1 |
25 |
30 |
28 |
250 |
100 |
23 |
18 |
16 |
90 |
0,63 | |
|
2810-0259 |
2810-0261 |
2810-0262 |
2810-0263 |
|
|
|
2 |
|||||||||||
|
Исполнение 2 | ||||||||||||||||||
|
2810-0129 |
2810-0130 |
2810-0131 |
2810-0132 |
|
|
|
|
1 |
5 |
12 |
11 |
100 |
30 |
10 |
8 |
7 |
35 |
0,08 |
|
2810-0145 |
2810-0146 |
2810-0147 |
2810-0148 |
|
|
|
|
2 |
||||||||||
|
2810-0161 |
2810-0162 |
2810-0163 |
2810-0164 |
|
|
|
|
1 |
10 |
10 |
10 |
125 |
40 |
0,10 | ||||
|
2810-0177 |
2810-0178 |
2810-0179 |
2810-0180 |
|
|
|
|
2 |
||||||||||
|
2810-0193 |
2810-0194 |
2810-0195 |
2810-0196 |
|
|
|
|
1 |
16 |
16 |
16 |
160 |
40 |
16 |
10 |
8 |
55 |
0,28 |
|
2810-0209 |
2810-0210 |
2810-0211 |
2810-0212 |
|
|
|
|
2 |
||||||||||
|
2810-0225 |
2810-0226 |
2810-0227 |
2810-0228 |
|
|
|
|
1 |
20 |
20 |
20 |
200 |
80 |
20 |
12 |
10 |
70 |
0,55 |
|
2810-0241 |
2810-0242 |
2810-0243 |
2810-0244 |
|
|
|
|
2 |
||||||||||
|
2810-0255 |
2810-0256 |
2810-0257 |
2810-0258 |
|
|
|
|
1 |
25 |
25 |
25 |
250 |
100 |
23 |
16 |
14 |
90 |
0,630 |
|
2810-0264 |
2810-0265 |
2810-0266 |
2810-0267 |
|
|
|
|
2 |
||||||||||


 , не менее
, не менее
Тип 3

________________
* Размеры для справок.
** См. сноску под черт.1.
Черт.3
Таблица 2
Размеры в мм
|
Обозначение зубил |
Применяемость |
|
|
|
|
|
|
|
|
|
|
|
Масса, кг, не более | ||||||
|
Угол заточки (пред. откл. по 17-й степени точности ГОСТ 8908-81) |
|||||||||||||||||||
|
35° |
45° |
60° |
70° |
35° |
45° |
60° |
70° |
||||||||||||
|
Исполнение 1 | |||||||||||||||||||
|
2810-0268 |
2810-0269 |
2810-0271 |
2810-0272 |
|
|
|
|
10 |
- |
8 |
12 |
125 |
30 |
10 |
20 |
8 |
7 |
40 |
0,10 |
|
2810-0273 |
2810-0274 |
2810-0275 |
2810-0276 |
|
|
|
|
16 |
- |
12 |
20 |
160 |
40 |
16 |
25 |
12 |
10 |
55 |
0,28 |
|
2810-0277 |
2810-0278 |
2810-0279 |
2810-0281 |
|
|
|
|
20 |
- |
16 |
25 |
200 |
80 |
20 |
60 |
16 |
14 |
70 |
0,55 |
|
2810-0282 |
2810-0283 |
2810-0284 |
2810-0285 |
|
|
|
|
25 |
- |
18 |
30 |
250 |
100 |
23 |
75 |
18 |
16 |
90 |
0,63 |
|
Исполнение 2 | |||||||||||||||||||
|
2810-0286 |
2810-0287 |
2810-0289 |
2810-0291 |
|
|
|
|
10 |
- |
8 |
- |
125 |
30 |
10 |
20 |
8 |
7 |
40 |
0,10 |
|
2810-0292 |
2810-0293 |
2810-0294 |
2810-0295 |
|
|
|
|
16 |
- |
12 |
- |
160 |
40 |
16 |
25 |
12 |
10 |
55 |
0,28 |
|
2810-0296 |
2810-0297 |
2810-0298 |
2810-0299 |
|
|
|
|
20 |
- |
16 |
- |
200 |
80 |
20 |
60 |
16 |
14 |
70 |
0,55 |
|
2810-0301 |
2810-0302 |
2810-0303 |
2810-0304 |
|
|
|
|
25 |
- |
18 |
- |
250 |
100 |
23 |
75 |
18 |
16 |
90 |
0,63 |



Примечания: 1. Допускается изготавливать зубила с плоской ударной частью и фаской не менее 1 мм, а зубила типов 1 и 2 длиной от 160 до 250 мм с углублениями до 1,5 мм с двух сторон на державке.
2. Для зубил, выпускаемых для розничной продажи через торговую сеть, значение допуска угла заточки устанавливается по согласованию с потребителем.
Тип 4
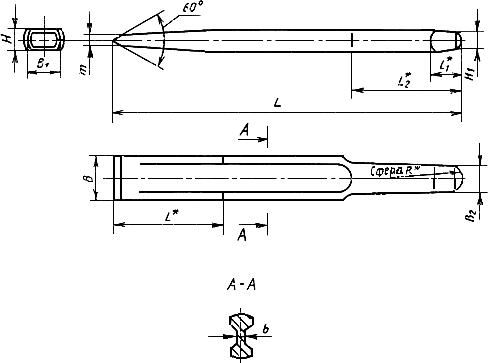
________________
* Размеры для справок.
Черт.4
Таблица 2а
|
Обозначение зубил |
Применяемость |
|
|
|
|
|
|
|
|
|
|
|
|
|
2810-0305 |
|
16 |
11 |
10 |
125 |
30 |
10 |
45 |
8 |
7 |
2 |
35 |
3 |
|
2810-0306 |
|
20 |
12 |
11 |
160 |
40 |
12 |
53 |
10 |
8 |
4 |
40 |
4 |
|
2810-0307 |
|
25 |
20 |
18 |
200 |
80 |
16 |
63 |
12 |
10 |
55 |
4 | |
|
2810-0308 |
|
30 |
25 |
23 |
250 |
100 |
20 |
70 |
16 |
14 |
|
70 |
8 |



Пример условного обозначения зубила типа 2 исполнения 1 с размерами  =60°,
=60°,  =160 мм,
=160 мм,  =16 мм, с покрытием Н12.Х1:
=16 мм, с покрытием Н12.Х1:
Зубило 2810-0203 Н12Х1 ГОСТ 7211-86
1.3. Предельные отклонения размеров, приведенных в табл.1, кроме и для размеров конструктивных элементов, подвергаемых механической обработке, - ±IТ17, при изготовлении зубил из поковок по второму классу точности ГОСТ 7505-89.
Предельные отклонения размеров (типы 1 и 2 исполнения 2),  и
и  при изготовлении зубил из проката по ГОСТ 5210-82* и ГОСТ 2879-88.
при изготовлении зубил из проката по ГОСТ 5210-82* и ГОСТ 2879-88.
__________________
* На территории Российской Федерации действует ГОСТ 5210-95. - Примечание .
1.1-1.3. (Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Зубила должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Зубила должны изготовляться из инструментальной стали марок 7ХФ, 8ХФ по ГОСТ 5950-73* и У7А, У8А по ГОСТ 1435-74**.
_________________
* На территории Российской Федерации действует ГОСТ 5950-2000;
** На территории Российской Федерации действует ГОСТ 1435-99. - Примечание .
Допускается изготовлять зубила из сталей других марок с механическими свойствами в термически обработанном состоянии не ниже, чем у перечисленных марок сталей.
2.3. Твердость зубил должна соответствовать указанной:
рабочей части зубил на длине не менее 0,5 от режущей кромки для стали марок:
от режущей кромки для стали марок:
|
7ХФ, 8ХФ |
56...60 HRC |
|||
|
У7А, У8А |
54...58 HRC |
|||

ударной части зубил на длине не менее 1,5 от ударного торца для стали марок:
от ударного торца для стали марок:
|
7ХФ, 8ХФ |
41,5...46,5 HRC |
|||
|
У7А, У8А |
36,5...41,5 HRC |
|||
2.4. Параметры шероховатости поверхностей зубил по ГОСТ 2789-73 под покрытия должны быть: режущих граней  мкм, а остальных поверхностей
мкм, а остальных поверхностей  мкм.
мкм.
2.5. Зубила должны иметь одно из защитно-декоративных покрытий, указанных в табл.3.
2.4; 2.5. (Измененная редакция, Изм. N 1).
Таблица 3
|
Группа условий эксплуатации по ГОСТ 9.303-84 |
Вид покрытия |
Обозначение покрытия | |
|
1 |
Окисное с промасливанием |
Хим. Окс. прм. |
- |
|
Фосфатное с промасливанием |
Хим.фос.прм. |
- | |
|
|
Хромовое толщиной 9 мкм |
Х9 |
- |
|
2-4 |
Хромовое толщиной 1 мкм с подслоем никеля, нанесенного способом катодного восстановления толщ. 12 мкм |
Н12.Х |
- |
|
Цинковое толщиной 15 мкм с хроматированием |
Ц15.хр. |
- | |
|
|
Фосфатное с последующей окраской поверхностей зубила нитроглифталевой эмалью НЦ-132 различных цветов по II классу |
- |
Хим. фосф. Эм. НЦ-132 |
|
5-8 |
Кадмиевое толщиной 21 мкм с хроматированием |
Кд 21.хр |
- |
|
Хромовое толщиной 1 мкм с подслоем никеля, нанесенного способом катодного восстановления толщиной 14 и 7 мкм |
Нд.21.Х |
- | |
Примечания:
1. По согласованию с потребителем допускается применять металлические и неметаллические покрытия по ГОСТ 9.303-84, ГОСТ 9.306-85, ГОСТ 9.032-74 по защитно-декоративным свойствам, не уступающим указанным в табл.3.
2. Зубила, выпускаемые для продажи через розничную торговую сеть, должны иметь защитно-декоративное покрытие не ниже 2-4 группы условий эксплуатации по ГОСТ 9.303-84.
Допускается по согласованию с потребителем применение защитно-декоративных покрытий 1-й группы условий эксплуатации.
2.6. При окисном, фосфатном и лакокрасочном покрытиях режущая часть и торец ударной части должны быть осветлены.
Допускается по согласованию с потребителем изготовлять зубила без осветления.
2.7. Качество покрытий зубил должно соответствовать требованиям ГОСТ 9.301-86 и ГОСТ 9.032-74.
2.8. Внешний вид зубил, предназначенных для экспорта, должен соответствовать образцу-эталону, утвержденному в установленном порядке.
2.9. Переточка зубил осуществляется до длины их рабочей части не более 0,25.
2.10. Надежность зубил определяется полным установленным ресурсом, выраженным отрубкой ленты из стали марки Ст6 по ГОСТ 380-88* высотой не менее 20 мм с размерами (толщина длину) 3х300 и 3х400 мм для зубил длиной 100-160 мм, изготовленных соответственно из углеродистой и легированной сталей, и 5х400 и 5х500 мм - для остальных зубил.
длину) 3х300 и 3х400 мм для зубил длиной 100-160 мм, изготовленных соответственно из углеродистой и легированной сталей, и 5х400 и 5х500 мм - для остальных зубил.
_________________
* На территории Российской Федерации действует ГОСТ 380-94, здесь и далее по тексту. - Примечание .
Критерием предельного состояния является появление расклепанных участков на ударной части зубила или появление радиуса затупления на рабочей части более 0,4 мм.
2.11. На державке каждого зубила должны быть четко нанесены:
товарный знак предприятия-изготовителя;
ширина режущей кромки;
марка стали (для зубил, изготовленных из хромванадиевой стали);
цена (для розничной продажи).
2.12. Консервация зубил - по ГОСТ 9.014-78 для категорий условий хранения 2.
Внутренняя упаковка зубил - ВУ-1, ВУ-5, ВУ-7 по ГОСТ 9.014-78.
2.13. Каждое зубило, предназначенное для розничной продажи, должно быть уложено в индивидуальную потребительскую тару.
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки - по ГОСТ 26810-86.
3.2. Периодические испытания, в том числе испытания на надежность, следует проводить один раз в два года, не менее чем на 10 зубилах. Испытаниям подвергают зубила из легированной и углеродистой стали одного типоразмера.
(Введен дополнительно, Изм. N 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Размеры зубил должны контролироваться универсальными или специальными (скобы, шаблоны и т.д.) измерительными средствами.
4.2. Проверка твердости рабочей и ударной части зубил - по ГОСТ 9013-59.
4.3. Шероховатость поверхностей зубил проверяют сравнением с образцами шероховатости или профилометрами (профилографами).
4.4. Качество гальванических покрытий контролируют по ГОСТ 9.302-88, лакокрасочных покрытий - по ГОСТ 9.032-74.
4.5. Работоспособность зубил должна проверяться путем отрубки от полосы из стали марки Ст6 по ГОСТ 380-88 высотой не менее 20 мм ленты с размерами (толщинаширина): 3х50 мм для зубил длиной 100 и 125 мм, 5х75 для остальных зубил.
Допускается применять сталь других марок с механическими свойствами, аналогичными свойствам стали марки Ст6.
После испытаний на режущей кромке зубил не должно быть вмятин, трещин, выкрошенных мест и притупления, а на ударной части - выкрошенных мест, трещин и расклепанных участков.
4.6. Испытания зубил на надежность проводят на испытательных стендах (или вручную). При этом результаты испытаний считаются удовлетворительными, если каждое из контролируемых зубил не достигнет предельного состояния.
(Введен дополнительно, Изм. N 1).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение зубил - по ГОСТ 18088-83.
(Измененная редакция, Изм. N 1).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие зубил требованиям настоящего стандарта при соблюдении условий эксплуатации и хранения, установленных настоящим стандартом.
6.2. Гарантийный срок эксплуатации - 6 мес со дня продажи через розничную торговую сеть, а для внерыночного потребления - с момента получения потребителем.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1990