ГОСТ 24112-80*
Группа Г28
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КАЛИБРЫ-ПРОБКИ ШПОНОЧНЫЕ ДИАМЕТРОМ
св. 56 до 125 мм
Конструкция и размеры
Keyway plug gauges with diameter over 56 to 125 mm.
Design and dimensions
ОКП 39 3181
Срок действия с 01.01.81
до 01.01.2000**
________________________________
** Ограничение срока действия снято
по протоколу N 7-95 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 11, 1995 год.). - Примечание .
Постановлением Государственного комитета СССР по стандартам от 26 апреля 1990 г. N 1034 срок действия установлен с 01.01.81 до 01.01.2000
* ПЕРЕИЗДАНИЕ (июль 1993 г.) с Изменением N 1, утвержденным в декабре 1983 г. (ИУС N 4-84)
1. Настоящий стандарт распространяется на комплексные калибры-пробки для контроля шпоночных пазов во втулках по ГОСТ 23360-78 и ГОСТ 24068-80.
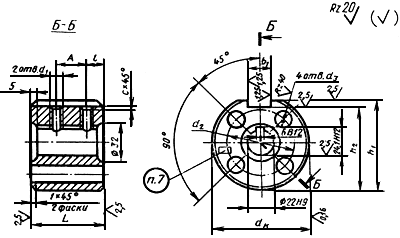
2. Размеры калибров-пробок должны соответствовать указанным на черт.1 и в табл.1.
Исполнительные размеры  ,
,  и допуск
и допуск  - по ГОСТ 24109-80.
- по ГОСТ 24109-80.

1 - насадка; 2 - шпонка; 3 - ручка по ГОСТ 14749-69; 4 - винт (см. табл.1)
Черт.1
Таблица 1
мм
|
Диаметр |
|
Поз.4 |
|
Св. 56 до 65 |
165 |
Винт В.М6-8g |
|
Св. 65 до 75 |
169 |
|
|
Св. 75 до 95 |
174 |
Винт B.M8-8g |
|
Св. 95 до 110 |
180 |
|
|
Св. 110 до 125 |
Винт В.М10-8g |

 16.46.019
16.46.019
Примечания:
1. Допускается изготовление калибров с вклеенными шпонками, при этом отверстия для крепления шпонок не выполняются.
2. Допускается применять винты более высоких классов прочности.
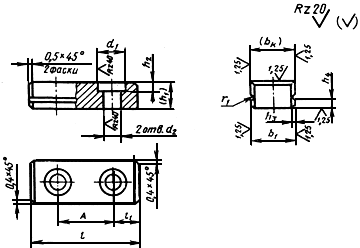
3. Размеры насадки должны соответствовать указанным на черт.2 и в табл.2.
Исполнительные размеры - по ГОСТ 24109-80.
Черт.2
Таблица 2
мм
|
Диаметр |
|
|
|
|
|
|
|
|
|
|
|
Св. 56 до 58 |
50 |
11 |
М6 |
- |
- |
16 |
|
|
23 |
0,7 |
|
Св. 58 до 65 |
18 |
|
|
|||||||
|
Св. 65 до 75 |
55 |
13 |
45 |
10 |
20 |
|
24 |
|||
|
Св. 75 до 85 |
60 |
15 |
М8 |
55 |
14 |
22 |
|
|
25 |
1,0 |
|
Св. 85 до 95 |
60 |
20 |
25 |
|||||||
|
Св. 95 до 100 |
65 |
25 |
28 |
|
|
28 |
||||
|
Св. 100 до 110 |
65 |
16 |
70 |
28 |
||||||
|
Св. 110 до 125 |
М10 |
75 |
32 |
|




 (пред. откл. по Н7)
(пред. откл. по Н7) (пред. откл. по h12)
(пред. откл. по h12) (пред. откл. ±0,5)
(пред. откл. ±0,5)
4. Размеры шпонок должны соответствовать указанным на черт.3 и в табл.3.
Черт.3
Примечание. Размеры в скобках - после сборки по черт.1.
Таблица 3
мм
|
( |
|
( |
|
|
|
|
|
|
|
|
|
|
16 |
16 |
10 |
4 |
1 |
3,0 |
45 |
11 |
12 |
7 |
23 |
1,0 |
|
18 |
18 |
11 |
|||||||||
|
20 |
20 |
12 |
3,5 |
50 |
13 |
24 |
|||||
|
22 |
22 |
14 |
6 |
55 |
15 |
14 |
9 |
25 |
1,5 | ||
|
25 |
25 |
||||||||||
|
28 |
28 |
16 |
2 |
5,0 |
60 |
16 |
28 |
||||
|
32 |
32 |
18 |
7 |
6,0 |
17 |
11 |
1,8 |
 )
) 6)
6)





Примечание. Размер ( ) соответствует большему сечению глубины паза по ГОСТ 24068-80.
) соответствует большему сечению глубины паза по ГОСТ 24068-80.
5. Поле допуска резьбы - 7Н по ГОСТ 16093-81*.
_________________
* Действует ГОСТ 16093-2004. - Примечание .
2-5. (Измененная редакция, Изм. N 1).
6. Технические требования - по ГОСТ 2015-84.
6а. Обозначения калибров-пробок для шпоночных пазов втулок по ГОСТ 23360-78 диаметрами по нормальному ряду чисел Ra 20 должны соответствовать указанным в табл.4.
6б. Обозначения калибров-пробок для шпоночных пазов втулок по ГОСТ 24068-80 диаметрами по нормальному ряду чисел Ra 20 должны соответствовать указанному в табл.5.
6в. Обозначения кодов полей допусков для шпоночных пазов должны соответствовать указанным в табл.6.
6г. Условные обозначения калибров-пробок должны состоять из наименования калибра, его обозначения, кода поля допуска шпоночного паза втулки, черты дроби, обозначения поля допуска отверстия втулки и обозначения настоящего стандарта.
Таблица 4
мм
|
Диаметр |
|
Обозначение калибров- пробок |
Применяемость |
Насадка |
Шпонка |
Ручка |
|
Количество | ||||||
|
1 |
1 |
1 | ||||
|
Обозначение деталей | ||||||
|
60 |
18 |
8313-0193 |
8313-0193/001 |
8313-0193/002 |
8055-0028 | |
|
63 |
8313-0194 |
8313-0194/001 |
||||
|
65 |
8313-0195 |
8313-0195/001 |
||||
|
70 |
20 |
8313-0196 |
8313-0196/001 |
8313-0196/002 |
8055-0029 | |
|
71 |
8313-0197 |
8313-0197/001 |
||||
|
75 |
8313-0198 |
8313-0198/001 |
||||
|
80 |
22 |
8313-0199 |
8313-0199/001 |
8313-0199/002 |
||
|
85 |
8313-0201 |
8313-0201/001 |
||||
|
90 |
25 |
8313-0202 |
8313-0202/001 |
8313-0202/002 |
||
|
95 |
8313-0203 |
8313-0203/001 |
||||
|
100 |
28 |
8313-0204 |
8313-0204/001 |
8313-0204/002 |
8055-0030 | |
|
105 |
8313-0205 |
8313-0205/001 |
||||
|
110 |
8313-0206 |
8313-0206/001 |
||||
|
120 |
32 |
8313-0207 |
8313-0207/001 |
8313-0207/002 |
||
|
125 |
8313-0208 |
8313-0208/001 |
||||
Примечание. Диаметры 60, 65, 70, 75, 85, 95, 105 и 120, не входящие в нормальный ряд чисел, включены как наиболее часто применяемые.
Пример условного обозначения калибра-пробки для контроля втулки диаметром 80Н9 со шпоночным пазом  =22D10 по ГОСТ 23360-78:
=22D10 по ГОСТ 23360-78:
Пробка 8313-0199-1/Н9 ГОСТ 24112-80
Допускается вместо кода указывать обозначение поля допуска шпоночного паза втулки.
6а.-6г. (Введены дополнительно, Изм. N 1).
7. Маркировать: обозначение и код поля допуска (например, 8313-0199-1), номинальные размеры  и втулки с обозначением полей допусков (например, 80Н9, 22D10) и товарный знак.
и втулки с обозначением полей допусков (например, 80Н9, 22D10) и товарный знак.
(Измененная редакция, Изм. N 1).
Таблица 5
мм
|
Диаметр |
|
Обозначение калибров-пробок |
Применяемость |
Насадка |
Шпонка |
Ручка |
|
Количество | ||||||
|
1 |
1 |
1 | ||||
|
Обозначение деталей | ||||||
|
63 |
18 |
8313-0229 |
8313-0194/001 |
8313-0193/002 |
8055-0028 | |
|
71 |
20 |
8313-0231 |
8313-0197/001 |
8313-0196/002 |
8055-0029 | |
|
80 |
22 |
8313-0232 |
8313-0199/001 |
8313-0199/002 |
||
|
90 |
25 |
8313-0233 |
8313-0202/001 |
8313-0202/002 |
||
|
100 |
28 |
8313-0234 |
8313-0204/001 |
8313-0204/002 |
8055-0030 | |
|
110 |
8313-0235 |
8313-0206/001 |
||||
|
125 |
32 |
8313-0236 |
8313-0208/001 |
8313-0207/002 |
||
Таблица 6
|
Поле допуска |
Код |
|
D 10 |
1 |
|
J |
2 |
|
P 9 |
3 |
 9
9
Текст документа сверен по:
официальное издание
Калибры для шпоночных соединений: Сб. ГОСТов. -
М.: Издательство стандартов, 1993