ГОСТ 16163-90
Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТОЛЫ ПОВОРОТНЫЕ ДЕЛИТЕЛЬНЫЕ КООРДИНАТНО-РАСТОЧНЫХ
И КООРДИНАТНО-ШЛИФОВАЛЬНЫХ СТАНКОВ
Основные размеры. Нормы точности
Rotary indexing tables of jig-boring and jig-grinding machines.
Basic dimensions. Standards of accuracy
ОКП 38 7300
Дата введения 1991-07-01
в части пп.2.9-2.12 - 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
РАЗРАБОТЧИКИ
A.Н.Байков, Ю.А.Архипов, С.С.Кедров, Л.М.Кордыш, B.П.Титов, Г.И.Бойцова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 31.05.90 N 1373
3. Срок проверки - 1996 г., периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 12879-77 и ГОСТ 16163-79
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
|
2.1 | |
|
ГОСТ 6464-78 |
1 |
|
2.1; 2.5-2.12 | |
|
2.1; 2.7 | |
|
ГОСТ 27218-87 |
1 |
|
1 | |
|
ГОСТ 27843-88* |
2.1; 2.11.2; 2.12.2 |
________________
* На территории Российской Федерации действует ГОСТ 27843-2006. Здесь и далее. - Примечание изготовителя базы данных.
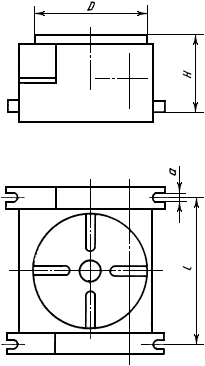
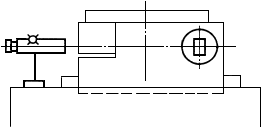
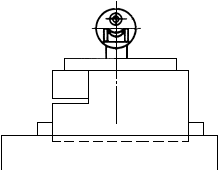
Настоящий стандарт распространяется на простые горизонтальные и вертикальные, в том числе кантуемые (черт.1, 2); универсальные (черт.3) поворотные делительные столы с ручным и механизированным приводом поворота планшайбы, с механической, оптической, индуктивной системами отсчета угловых координат, устройствами цифровой индикации (ЦИ) и числового программного управления (ЧПУ), классов точности А и С, для координатно-расточных, координатно-шлифовальных станков, координатных сверлильно-фрезерно-расточных станков, изготовляемых для народного хозяйства и экспорта.
Стандарт устанавливает основные размеры и нормы точности простых и универсальных поворотных делительных столов, обеспечивает взаимозаменяемость и техническую совместимость.
1. ОСНОВНЫЕ РАЗМЕРЫ
Основные размеры столов должны соответствовать указанным на черт.1, 2, 3 и в табл.1.

Черт.1

Черт.2
Черт.3
Размеры  и
и  , кратные расстоянию между Т-образными пазами, и
, кратные расстоянию между Т-образными пазами, и  , выбираются в соответствии с ГОСТ 6464, ГОСТ 27218 и ГОСТ 27491 по согласованию с потребителем.
, выбираются в соответствии с ГОСТ 6464, ГОСТ 27218 и ГОСТ 27491 по согласованию с потребителем.
Таблица 1
мм
|
|
Высота | ||||
|
Диаметр планшайбы |
простого с системой отсчета угловых координат, не более |
универсального, с системой отсчета угловых координат, | |||
|
механической |
оптической, индуктивной |
с устройством ЦИ и ЧПУ |
механической, индуктивной |
оптической, | |
|
160 |
100 |
125 |
200 |
200 |
220 |
|
200 |
110 |
125 |
200 |
200 |
250 |
|
250 |
125 |
160 |
220 |
250 |
280 |
|
320 |
140 |
180 |
240 |
280 |
320 |
|
400 |
160 |
210 |
265 |
320 |
360 |
|
500 |
180 |
220 |
290 |
360 |
400 |
|
630 |
200 |
250 |
315 |
400 |
480 |
|
800 |
220 |
280 |
340 |
450 |
600 |
|
1000 |
250 |
300 |
365 |
500 |
710 |
|
1250 |
280 |
340 |
390 |
530 |
750 |
 для стола
для стола
2. ТОЧНОСТЬ СТОЛА
2.1. Общие требования к испытаниям столов на точность, к методам проверки и средствам измерения - по ГОСТ 8; ГОСТ 22267-76; ГОСТ 25889.2; ГОСТ 27843 и настоящему стандарту.
2.2. Точность столов проверяется в закрепленном состоянии на контрольном стенде или на столе координатно-расточного или координатно-шлифовального станка соответствующего класса точности.
Универсальные столы устанавливаются по контрольной кромке или боковой поверхности направляющего паза стола стенда или станка.
2.3. Проверка по пп.2.6 и 2.8 для универсальных столов проводят и при вертикальном расположении рабочей поверхности стола.
При испытаниях столов можно проводить не все проверки, включенные в настоящий стандарт. По согласованию с изготовителем потребитель может выбрать проверки, которые характеризуют интересующие его свойства, но эти проверки должны быть четко определены при заказе столов.
2.4. Нормы точности столов не должны превышать значений, указанных в пп.2.5-2.12.
2.5. Прямолинейность рабочей поверхности планшайбы стола

Черт.4
Черт.5

Черт.6

Черт.7
Таблица 2
|
|
Допуск, мкм, для столов классов точности | |
|
А |
С | |
|
До 320 |
6 |
4 |
|
Св. 320 " 500 |
8 |
5 |
|
" 500 " 800 |
10 |
6 |
|
" 800 " 1250 |
12 |
8 |
Измерения - по ГОСТ 22267, разд.4, методы 3, 4 и 6 (черт.4, 5, 6).
При проверке универсальных столов планшайбу располагают в горизонтальном положении.
Измерения проводят в направлениях указанных на черт.7. Расстояние между точками измерений не более 0,08...0,12 длины измерения и не менее 50 мм.
2.6. Торцовое биение рабочей поверхности планшайбы стола

Черт.8
Таблица 3
|
|
Допуск, мкм, для столов классов точности | |
|
А |
С | |
|
До 320 |
6 |
4 |
|
Св. 320 " 500 |
8 |
5 |
|
" 500 " 800 |
10 |
6 |
|
" 800 " 1250 |
12 |
8 |
Измерение - по ГОСТ 22267, разд.13, метод 1 (черт.8). Измерительный наконечник должен отстоять от оси вращения планшайбы стола на расстоянии не менее 0,4 .
.
В точках измерения между планшайбой и измерительным наконечником прибора допускается располагать концевую меру длины (плитку).
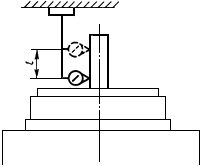
2.7. Параллельность рабочей поверхности планшайбы основанию стола

Черт.9
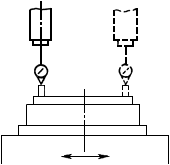
Черт.10
Таблица 4
|
|
Допуск, мкм, для столов класса точности | |
|
А |
С | |
|
До 320 |
5 |
3 |
|
Св. 320 " 500 |
6 |
4 |
|
" 500 " 800 |
8 |
5 |
|
" 800 " 1250 |
10 |
6 |
Измерение - по ГОСТ 25889.2, метод 1 (черт.9), если проверку проводят на столе станка, то допускается измерения проводить по ГОСТ 22267, разд.6, метод 1б (черт.10). В этом случае измерительный прибор закрепляют на шпинделе станка, а стол станка перемещают.
Измерения проводят в средней части планшайбы вдоль продольной (поперечной) оси стола.
Для универсальных столов проверку в плоскости, перпендикулярной к оси наклона стола, не проводят.
2.8. Радиальное биение центрирующего отверстия планшайбы стола:
) конического, у поверхности планшайбы;
 ) конического, на расстоянии
) конического, на расстоянии  100 мм;
100 мм;
 ) цилиндрического.
) цилиндрического.
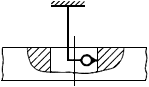
Черт.11
Черт.12
Таблица 5
|
|
Номер проверки |
Допуск, мкм, для столов классов точности | |
|
|
А |
С | |
|
До 500 |
2.8. |
5 |
3 |
|
6 |
4 | ||
|
Св. 500 до 800 |
2.8. |
6 |
4 |
|
8 |
5 | ||
|
Св. 800 до 1250 |
2.8. |
8 |
5 |
|
10 |
6 | ||
Измерение - по ГОСТ 22267, разд.15, методы 1 и 2 (черт.11 и 12).
2.9. Перпендикулярность оси наклона планшайбы к контрольной кромке (пазу) стола в горизонтальной плоскости (для универсальных столов)

Черт.13
Таблица 6
|
|
Допуск, мкм, для столов классов точности | |
|
А |
С | |
|
До 320 |
4 |
2,5 |
|
Св. 320 " 500 |
5 |
3 |
|
" 500 " 800 |
6 |
4 |
|
" 800 " 1250 |
8 |
5 |
Измерение - по ГОСТ 22267, разд.10, метод 5 (черт.13).
Длина измерения определяется конструкцией стола.
Допускается производить проверку в соответствии со схемой измерения черт.14.
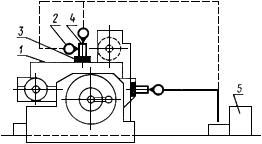
Черт.14
На рабочей поверхности стенда или стола станка устанавливается угольник (вспомогательная линейка, брусок) 5 перпендикулярно к кромке (среднему пазу) стола или параллельно поперечному ходу стола (станка). На планшайбе 1 стола, находящейся в горизонтальном положении, с помощью показывающего прибора 2 и двух регулируемых опор 3 (плоскопараллельных концевых мер длины) одинаковой высоты устанавливают и закрепляют поверочную линейку 4 перпендикулярно к контрольной кромке (ходу) стола и параллельно поверхности планшайбы.
При длине линейки св. 500 мм опоры следует устанавливать в точках, удаленных от концов линейки на 2/9 ее длины.
Планшайбу устанавливают в вертикальное положение и закрепляют.
Показывающий прибор 2 перемещают вдоль оси наклона стола, касаясь основанием соответствующей грани угольника (вспомогательной линейки, бруска), его измерительный наконечник касается при этом верхней грани линейки перпендикулярно ей.
Измерение производят на длине  0,75.
0,75.
Отклонение равно наибольшей алгебраической разности показаний прибора на длине измерения.
2.10. Параллельность оси наклона планшайбы стола к основанию в вертикальной плоскости (для универсальных столов)
Черт.15
Таблица 7
|
|
Допуск, мкм, для столов классов точности | |
|
А |
С | |
|
До 320 |
4 |
2,5 |
|
Св. 320 " 500 |
5 |
3 |
|
" 500 " 800 |
6 |
4 |
|
" 800 " 1250 |
8 |
5 |
Измерения - по ГОСТ 22267, разд.7, метод 3 (черт.15). Длина измерения определяется конструкцией стола.

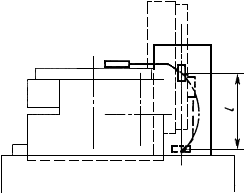
Черт.16
Допускается проводить проверку по черт.16. Измерения проводят по проверке 2.9. Показывающий прибор 2 касается боковой грани линейки перпендикулярно ей.
Измерения проводят на длине 0,75.
Отклонение равно наибольшей алгебраической разности показаний прибора на длине измерения.
2.11. Точность углов поворота планшайбы (для столов без ЧПУ) или точность углового позиционирования планшайбы (для столов с ЧПУ)
2.11.1. Для столов без ЧПУ
Черт.17

Черт.18

Черт.19
Таблица 8
|
|
Допуск в угловых секундах для столов классов точности | |
|
|
А |
С |
|
До 500 |
±6 |
±3 |
|
Св. 500 " 1250 |
±5 |
±2,5 |
Измерение - по ГОСТ 22267, разд.20, методы 1, 2, 3 (черт.17, 18, 19).
Погрешность углов поворота есть алгебраическая величина (со знаком) и равна наибольшей по абсолютной величине разности фактического и номинального углов поворота.
2.11.2. Для столов, управляемых от ЧПУ:
) точность двустороннего позиционирования -  ;
;
) повторяемость двустороннего позиционирования - 

Черт.20
Таблица 9
|
|
Допуск, в угловых секундах, для столов классов точности | |||
|
А |
С | |||
|
|
|
|
| |
|
До 500 |
20 |
12 |
12 |
8 |
|
Св. 500 " 1250 |
16 |
10 |
10 |
6 |
Измерение - по ГОСТ 27843, разд.3, методы 5, 6, 7 (черт.17, 18, 20).
Количество контрольных точек на один полный поворот стола должно быть не менее 16.
При приемосдаточных испытаниях допускается проводить проверку согласно п.2.11.1, но с выходом в заданные точки в режиме автоматического позиционирования. Допуски в этом случае принимаются по табл.8.
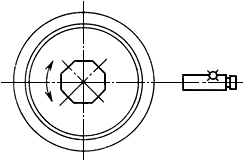
2.12. Точность установки угла планшайбы
2.12.1. Для столов без ЧПУ
Черт.21
Черт.22
Таблица 10
|
|
Допуск в угловых секундах для столов классов точности | |
|
А |
С | |
|
До 500 |
±8 |
±4 |
|
Св. 500 " 1250 |
±6 |
±3 |
Измерения - по ГОСТ 22267, разд.20, метод 2, или с помощью оптического квадранта, или с помощью фотоэлектрического углового преобразователя с цифровой индикацией (черт.21 и 22). Стол наклоняют с интервалом 15° на угол от 0° до 90°.
Погрешность установки угла наклона есть алгебраическая величина (со знаком) и равна наибольшей по абсолютной величине разности фактического и номинального углов наклона.
2.12.2. Для столов, управляемых от ЧПУ:
) точность двустороннего позиционирования - ;
) повторяемость двустороннего позиционирования - .

Черт.23
Таблица 11
|
|
Допуск в угловых секундах для столов классов точности | |||
|
А |
С | |||
|
|
|
|
| |
|
До 500 |
25 |
15 |
15 |
10 |
|
Св. 500 " 1250 |
19 |
12 |
12 |
7 |

Измерение - по ГОСТ 27843. При приемосдаточных испытаниях допускается проводить проверку согласно п.2.12.1, но с выходом в заданные точки в режиме автоматического позиционирования. Допуски в этом случае принимаются по табл.10.