ГОСТ 16929-90
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ДЛЯ ЗАТОЧКИ ПЛОСКИХ НОЖЕЙ
С ПРЯМОЛИНЕЙНОЙ РЕЖУЩЕЙ КРОМКОЙ
Нормы точности
Straight cutting edge grinders for flat knives.
Norms of accuracy
ОКП 38 3161
Дата введения 1991-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Э.Ф.Харитонович; Р.К.Лукашина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 02.02.90 N 142
3. Срок проверки 1996 г., периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 16929-71
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
1.1 | |
|
1.2-1.10 |
Настоящий стандарт распространяется на станки с вертикальным шпинделем классов точности Н, П, В для заточки плоских ножей с прямолинейной режущей кромкой, применяемые в деревообрабатывающих производствах.
1. ТОЧНОСТЬ СТАНКА
1.1. Общие требования к испытаниям на точность - по ГОСТ 8.
Нормы точности станков не должны превышать значений, указанных в пп.1.2-1.10.
1.2. Прямолинейность рабочих поверхностей направляющих станины в продольном направлении
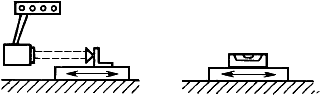
Черт.1
Таблица 1
|
Длина направляющих, мм |
Допуск, мкм, для станков классов точности | ||
|
Н |
П |
В | |
|
До 2500 |
40 |
24 |
15 |
|
Св. 2500 |
60 |
36 |
22 |
Измерение - по ГОСТ 22267, разд.3, метод 6 или 7 (черт.1).
1.3. Расположение рабочих поверхностей направляющих в горизонтальной плоскости в поперечном направлении
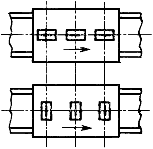
Черт.2
Таблица 2
|
Длина направляющих, мм |
Допуск, мкм, для станков классов точности | ||
|
Н |
П |
В | |
|
До 2500 |
40* |
24 |
15 |
|
Св. 2500 |
40* |
36 |
22 |
_______________
* Допуск установлен на 1000 мм.
Измерение - по ГОСТ 22267, разд.13, метод 3 (черт.2).
1.4. Плоскостность рабочих поверхностей стола (выпуклость не допускается)
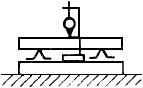
Черт.3
Таблица 3
|
Длина стола, мм |
Допуск, мкм, для станков классов точности | ||
|
Н |
П |
В | |
|
До 1000 |
25 |
15 |
9 |
|
Св. 1000 до 2500 |
40 |
24 |
15 |
|
Св. 2500 |
60 |
36 |
22 |
Измерение - по ГОСТ 22267, разд.4, метод 3 (черт.3).
1.5. Параллельность рабочих поверхностей стола направлению перемещения каретки в вертикальной и горизонтальной плоскостях
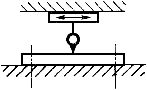
Черт.4
Таблица 4
|
Длина стола, мм |
Допуск, мкм, для станков классов точности | ||
|
Н |
П |
В | |
|
До 1000 |
40 |
24 |
15 |
|
Св. 1000 до 2500 |
60 |
36 |
22 |
|
Св. 2500 |
100 |
60 |
37 |
Измерение - по ГОСТ 22267, разд.6, метод 2а (черт.4).
1.6. Соответствие угла поворота стола заданному по шкале
Черт.5
Допуск для станков классов точности:
|
Н |
60' |
|
П |
40' |
|
В |
25' |
Измерение - по ГОСТ 22267, разд.20, метод 2 (черт.5).
Допускается осуществлять проверку поворота стола с помощью оптического квадранта, устанавливаемого на его рабочую поверхность.
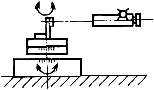
1.7. Соответствие фактической величины подачи круга на глубину резания заданной по шкале лимба
Черт.6
Допуск, мкм, для станков классов точности:
|
Н |
3 |
|
П |
2,5 |
|
В |
1,5 |
Измерение - по ГОСТ 22267, разд.21, метод 1 (черт.6).
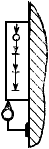
1.8. Радиальное биение шпинделя шлифовального круга

Черт.7
Таблица 5
|
Диаметр шпинделя, мм |
Допуск, мкм, для станков классов точности | ||
|
Н |
П |
В | |
|
До 32 |
15 |
9 |
6 |
|
Св. 32 до 50 |
20 |
12 |
7 |
Измерение - по ГОСТ 22267, разд.15, метод 1 (черт.7).
1.9. Осевое биение шпинделя шлифовального круга

Черт.8
Таблица 6
|
Диаметр шпинделя, мм |
Допуск, мкм, для станков классов точности | ||
|
|
Н |
П |
В |
|
До 32 |
10 |
6 |
4 |
|
Св. 32 до 50 |
16 |
10 |
6 |
Измерение - по ГОСТ 22267, разд.17, метод 1 (черт.8).
1.10. Торцовое биение опорной поверхности фланца шлифовального круга
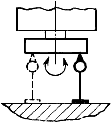
Черт.9
Таблица 7
|
Диаметр фланца, мм |
Допуск, мкм, для станков классов точности | ||
|
Н |
П |
В | |
|
До 50 |
15 |
9 |
6 |
|
Св. 50 |
20 |
12 |
7 |
Измерение - по ГОСТ 22267, разд.18, метод 1 (черт.9).
2. ТОЧНОСТЬ СТАНКА В РАБОТЕ
2.1. На станке затачивают плоские ножи с прямолинейной режущей кромкой.
Заточку производят на десять проходов на чистовом режиме, указанном в руководстве по эксплуатации к станку.
При наличии заусенца он должен быть удален.
2.2. Нормы точности заточенных ножей не должны превышать значений, указанных в пп.2.3-2.5.
2.3. Прямолинейность заточенной режущей кромки
Таблица 8
|
Наибольшая длина ножа, мм |
Допуск, мкм, на длине 1000 мм для станков классов точности | ||
|
Н |
П |
В | |
|
До 2500 |
100 |
60 |
37 |
|
Св. 2500 |
120 |
72 |
45 |
Нож проверяют на столе в зажатом состоянии.
Поверочную линейку прикладывают рабочей гранью к режущей кромке ножа так, чтобы она была перпендикулярна передней грани ножа.
Зазор между режущей кромкой и линейкой контролируют щупом.
2.4. Точность угла заострения
Допуск для станков классов точности:
|
Н |
60' |
|
П |
40' |
|
В |
25' |
Угол заострения заточенного ножа измеряют угломером.
2.5. Шероховатость заточенных граней ножа
Параметр шероховатости, мкм, для станков классов точности:
|
Н |
|
|
П |
|
|
В |
|
 1,25
1,25