ГОСТ 18877-73
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
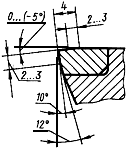
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ОТОГНУТЫЕ С ПЛАСТИНАМИ
ИЗ ТВЕРДОГО СПЛАВА
Конструкция и размеры
Carbide-tipped bent bull-nose turning tools.
Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. N 1429
Ограничение срока действия снято Постановлением Госстандарта СССР от 20.02.81 N 866
ВЗАМЕН ГОСТ 6743-61 в части типа 1; МН 575-64; МН 576-64; МН 5199-64
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в феврале 1981 г., ноябре 1984 г. (ИУС 5-81, 2-85), Поправками (ИУС 6-88, ИУС 4-89)
1. Настоящий стандарт распространяется на токарные проходные отогнутые резцы общего назначения, с углами  ,
,  , с напаянными пластинами из твердого сплава.
, с напаянными пластинами из твердого сплава.
Стандарт полностью соответствует СТ СЭВ 191-75.
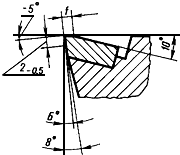
2. Конструкция и основные размеры резцов должны соответствовать указанным на чертеже и в таблице.
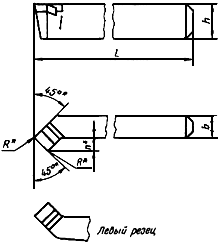
Черт.1
________________
* Размеры для справок.
Размеры в мм
|
Резцы |
|||||||||||||
|
С углом врезки пластины 10° |
С углом врезки пластины 0° |
Державка резца |
|
|
Тип пластин по ГОСТ 25395-90 | ||||||||
|
правые |
левые |
правые |
левые |
для угла врезки | |||||||||
|
Обозна- чение |
Приме- няемость |
Обозна- чение |
Приме- няемость |
Обозна- чение |
Приме- няемость |
Обозна- чение |
Приме- няемость |
|
|
10° |
0° | ||
|
2102-1097 |
|
2102-1098 |
|
2102-1099 |
|
2102-1101 |
|
10х10 |
90 |
6 |
|||
|
2102-1102 |
|
2102-1103 |
|
2102-1104 |
|
2102-1105 |
|
12х12 |
100 |
7 |
|||
|
2102-0021 |
|
2102-0022 |
|
2102-0071 |
|
2102-0072 |
|
16х10 |
110 |
6 |
|||
|
2102-0023 |
|
2102-0024 |
|
2102-0073 |
|
2102-0074 |
|
16х12 |
100 |
7 |
0,4 |
01 |
61 |
|
2102-1106 |
|
2102-1107 |
|
2102-1108 |
|
2102-1109 |
|
16х16 |
110 |
8 |
|||
|
2102-0025 |
|
2102-0026 |
|
2102-0075 |
|
2102-0076 |
|
20х12 |
125 |
7 |
|||
|
2102-0027 |
|
2102-0028 |
|
2102-0077 |
|
2102-0078 |
|
20х16 |
120 |
02 |
62 | ||
|
2102-1111 |
|
2102-1112 |
|
2102-1113 |
|
2102-1114 |
|
20х20 |
125 |
10 |
0,8 |
01 |
61 |
|
2102-0005 |
|
2102-0006 |
|
2102-0055 |
|
2102-0056 |
|
25х16 |
140 |
||||
|
2102-0029 |
|
2102-0030 |
|
2102-0079 |
|
2102-0080 |
|
25х20 |
140 |
13 |
02 |
62 | |
|
2102-1115 |
|
2102-1116 |
|
2102-1117 |
|
2102-1118 |
|
25х25 |
12 |
01 |
61 | ||
|
2102-0009 |
|
2102-0010 |
|
2102-0059 |
|
2102-0060 |
|
32х20 |
170 |
13 |
62 | ||
|
2102-0031 |
|
2102-0032 |
|
2102-0081 |
|
2102-0082 |
|
32х25 |
16 |
0,8 |
02 |
||
|
2102-1119 |
|
2102-1121 |
|
2102-1122 |
|
2102-1123 |
|
32х32 |
14 |
|
01 |
61 | |
|
2102-0013 |
|
2102-0014 |
|
2102-0063 |
|
2102-0064 |
|
40х25 |
16 |
||||
|
2102-0033 |
|
2102-0034 |
|
2102-0083 |
|
2102-0084 |
|
40х32 |
200 |
02 |
62 | ||
|
2102-1124 |
|
2102-1125 |
|
2102-1126 |
|
2102-1127 |
|
40х40 |
18 |
||||
|
2102-0017 |
|
2102-0018 |
|
2102-0067 |
|
2102-0068 |
|
50х32 |
1,2 |
||||
|
2102-0035 |
|
2102-0036 |
|
2102-0085 |
|
2102-0086 |
|
50х40 |
240 |
23 |
01 |
62 | |
|
2102-1128 |
|
2102-1129 |
|
2102-1131 |
|
2102-1132 |
|
50х50 |
22 |
||||




Пример условного обозначения правого резца сечением  мм, с углом врезки пластины в стержень 0°, с пластиной из твердого сплава марки Т15К6:
мм, с углом врезки пластины в стержень 0°, с пластиной из твердого сплава марки Т15К6:
Резец 2102-0055 Т15 К6 ГОСТ 18877-73
1, 2. (Измененная редакция, Изм. N 1, 2).
3. Угол врезки пластины в стержень для обработки чугуна и других хрупких материалов - 10°, для обработки стали и других вязких материалов - 0°.
(Измененная редакция, Изм. N 2).
4. (Исключен, Изм. N 1).
5. Элементы конструкции и геометрические параметры резцов указаны в приложении 1.
6. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2.
7. Технические требования - по ГОСТ 5688-61.
8. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
1. Элементы конструкции и геометрические параметры резцов указаны на черт.1, 2 и в табл.1, 2.
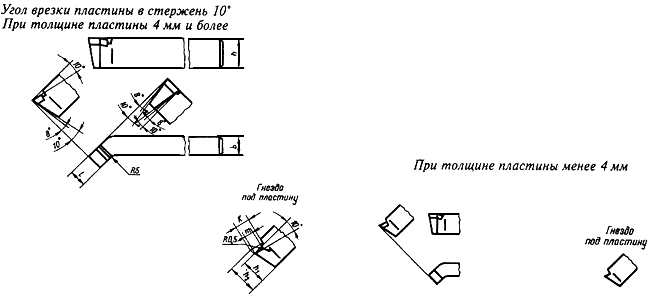
Черт.1
Таблица 1
Размеры в мм
|
Сечение резца |
|
|
|
|
|
Обозначение пластин по ГОСТ 25395-90 |
|
10х10 |
8 |
3,6 |
7,0 |
- |
- |
01331 |
|
12х12 |
10 |
4,2 |
8,0 |
10,0 |
9 |
01352 |
|
16х10 |
8 |
3,6 |
13,0 |
- |
- |
01331 |
|
10 |
4,2 |
12,0 |
14,0 |
9 |
01352 | |
|
16х12 |
10 |
4,2 |
12,0 |
14,0 |
9 |
01352 |
|
16х16 |
12 |
5,8 |
11,0 |
13,5 |
11 |
01372 |
|
20х12 |
10 |
4,2 |
16,0 |
18,0 |
9 |
01352 |
|
12 |
5,8 |
15,0 |
17,5 |
11 |
01372 | |
|
20х16 |
14 |
9,2 |
13,5 |
17,0 |
15 |
02252 |
|
20х20 |
16 |
7,2 |
13,5 |
17,0 |
13 |
01392 |
|
25х16 |
14 |
9,2 |
18,5 |
22,0 |
19 |
02252 |
|
16 |
7,2 |
18,5 |
22,0 |
13 |
01392 | |
|
25х20 |
18 |
13,2 |
18,5 |
22,0 |
19 |
02272 |
|
25х25 |
20 |
8,8 |
17,5 |
21,5 |
15 |
01152 |
|
32х20 |
18 |
13,0 |
26,0 |
29,0 |
19 |
02272 |
|
32х20 |
20 |
9,2 |
24,5 |
28,5 |
15 |
01152 |
|
32х25 |
22 |
14,8 |
24,5 |
28,5 |
21 |
02312 |
|
32х32 |
25 |
10,5 |
23,5 |
28,0 |
17 |
01412 |
|
40х25 |
22 |
14,8 |
32,5 |
36,5 |
21 |
02312 |
|
25 |
10,5 |
31,5 |
36,0 |
17 |
01412 | |
|
40х32 |
25 |
10,4 |
32,0 |
36,0 |
17 |
01412 |
|
40х40 |
32 |
13,8 |
29,5 |
35,0 |
21 |
01432 |
|
50х32 |
25 |
15,8 |
39,5 |
45,0 |
33 |
02352 |
|
32 |
14,4 |
39,5 |
45,0 |
21 |
01432 | |
|
50х40 |
32 |
14,4 |
39,5 |
45,0 |
21 |
01432 |
|
50х50 |
40 |
19,2 |
37,5 |
44,0 |
26 |
01452 |






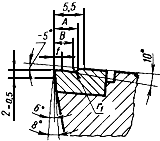
Черт.2
Таблица 2
Размеры в мм
|
Сечение резца |
|
|
|
|
|
Обозначение пластин по ГОСТ 25395-90 |
|
10х10 |
8 |
3,6 |
7,0 |
- |
- |
01331 |
|
12х12 |
10 |
4,2 |
8,0 |
10,0 |
9 |
61352 |
|
16х10 |
8 |
3,6 |
13,0 |
- |
- |
01331 |
|
10 |
4,2 |
12,0 |
14,0 |
9 |
61352 | |
|
16х12 |
||||||
|
16х16 |
12 |
5,8 |
11,0 |
14,0 |
11 |
61372 |
|
20х12 |
10 |
4,2 |
16,0 |
18,0 |
9 |
61352 |
|
12 |
5,8 |
15,0 |
17,5 |
11 |
61372 | |
|
20х16 |
14 |
9,2 |
13,5 |
17,0 |
15 |
62252 |
|
20х20 |
16 |
7,2 |
13 |
61392 | ||
|
25х16 |
14 |
9,2 |
18,5 |
22,0 |
19 |
62252 |
|
16 |
7,2 |
18,5 |
13 |
61392 | ||
|
25х20 |
18 |
13,2 |
18,5 |
21,5 |
19 |
62272 |
|
25х25 |
20 |
8,8 |
17,5 |
15 |
61152 | |
|
32х20 |
18 |
13,0 |
26,0 |
29,0 |
19 |
62272 |
|
20 |
9,2 |
23,5 |
28,0 |
15 |
61152 | |
|
32х25 |
22 |
14,8 |
24,5 |
28,5 |
21 |
62312 |
|
32х32 |
25 |
10,5 |
23,5 |
28,0 |
17 |
61412 |
|
40х25 |
22 |
14,8 |
32,5 |
36,5 |
21 |
62312 |
|
|
10,5 |
31,5 |
36,0 |
17 |
61412 | |
|
40х32 |
25 |
10,4 |
32,0 |
36,0 |
17 |
61412 |
|
40х40 |
32 |
13,8 |
29,5 |
35,0 |
21 |
61432 |
|
50х32 |
25 |
10,4 |
42,0 |
46,0 |
17 |
61412 |
|
32 |
39,5 |
45,0 |
21 |
61432 | ||
|
50х40 |
14,4 |
39,5 |
61432 | |||
|
50х50 |
40 |
37,5 |
44,0 |
26 |
61452 |
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1, 2).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ФОРМА ЗАТОЧКИ РЕЗЦОВ И ДОВОДКА РЕЖУЩЕЙ ЧАСТИ
1. Форма заточки передней поверхности резцов с пластинами из твердого сплава указана на чертеже и в табл.1-3.
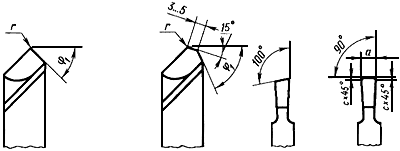
Таблица 1
|
Форма заточки |
|||
|
Номер |
Передняя поверхность |
Эскиз |
Область применения |
|
I |
Плоская, с положительным передним углом |
|
Обработка серого чугуна, бронзы и других хрупких материалов |
|
II |
Плоская с отрицательной фаской |
|
Обработка ковкого чугуна, стали и стального литья |
|
IIa |
Плоская, с отрицательной фаской и припайным стружколомом |
|
Обработка стали и стального литья |
|
III |
Криволинейная, с отрицательной фаской |
|
Обработка стали |
|
IlIa |
Плоская, с мелкоразмерной лункой и |
|
Обработка стали и стального литья при |
|
IlIб |
Плоская, с мелкоразмерной лункой и |
|
Обработка стали и стального литья при |
|
IV |
Плоская, с отрицательным передним углом |
|
Черновая обработка стали и стального литья |
|
V |
Криволинейная, с отрицательной фаской |
|
Обработка нержавеющих сталей |
|
VI |
|
Обработка материалов с | |
|
VIa |
Криволинейная, с отрицательной фаской |
|
Обработка материалов с |
|
VIб |
|
Обработка материалов с | |
|
VII |
Плоская с отрицательным передним углом |
|
Обработка материалов с |
 кгс/мм
кгс/мм , а также
, а также  кгс/мм
кгс/мм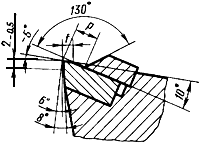

 кгс/мм
кгс/мм
 кгс/мм
кгс/мм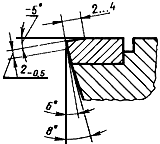

 кгс/мм
кгс/мм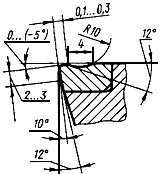
 кгс/мм
кгс/мм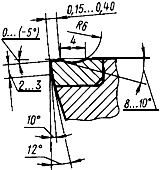
 до 130 кгс/мм
до 130 кгс/мм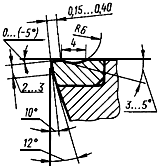
2. Доводку передней и задней поверхностей производить вдоль главной режущей кромки и по радиусу.
1, 2. (Измененная редакция, Изм. N 1, 2).
3. Для упрочнения вершины резца и лучшего теплоотвода рекомендуется затачивать вспомогательную плоскость под углом 15° на длине 3 ... 5 мм.
Таблица 2
мм
|
Резцы |
Ширина головки | ||||||||
|
Вид |
Тип |
Элементы режущей части резцов |
до 3 |
4 |
5 |
6-8 |
10-12 |
15-20 |
св. 20 |
|
Токарные, строгальные, долбежные |
Отрезные, прорезные |
Притупление |
0,2 |
0,4 |
0,6 |
0,8 |
1,0 | ||
|
Ширина фаски |
0,15 |
0,2 |
0,3 |
0,4 |
0,5 | ||||



Таблица 3
мм
|
Резцы |
Элементы режущей части резцов |
Сечение | |||||||||||||
|
Вид |
Тип |
- |
- |
- |
- |
16х12 |
20х16 |
25х20 |
32х25 |
40х32 |
50х40 | ||||
|
6х6 |
8х8 |
10х10 |
12х12 |
16x16 |
20х20 |
25х25 |
32х32 |
40х40 |
63х40 | ||||||
|
- |
- |
- |
16х10 |
20x12 |
25х16 |
32х20 |
40х25 |
50х32 |
63х50 | ||||||
|
|
|
|
|
|
|
- |
- |
- |
- | ||||||
|
Строгаль- ные |
Проходные, подрезные |
- |
1,6 |
2 |
2,5 |
3 |
4 | ||||||||
|
Проходные, подрезные |
Радиус при вершине |
0,5 |
1 |
1,6 |
2 |
2,5 | |||||||||
|
Расточные |
0,5 |
1 |
1,6 | ||||||||||||
|
|
Проходные, подрезные |
Ширина фаски |
0,15-0,2 |
0,3-0,4 |
0,6-0,8 |
0,9-1,2 | |||||||||
|
Токарные |
Расточные |
0,1-0,15 |
0,2-0,3 |
0,4-0,5 |
0,6 |
- | |||||||||
|
Проходные, подрезные, расточные |
Форма за- точки III |
|
- |
4 |
5 | ||||||||||
|
|
- |
2,5 |
3,5 | ||||||||||||
|
|
- |
1,5 |
1,8 | ||||||||||||
|
Форма заточки IIIа, IIIб |
|
3-4 |
6-8 |
8-10 |
10-12 |
14-10** |
16-18 |
22-24 |
28-30 | ||||||
|
Проходные |
Форма заточки IIа |
|
- |
3-4 |
5-6 |
7-8 | |||||||||
 6*
6* 




________________
* Диаметры оттянутой части расточных резцов.
** Текст соответствует оригиналу. - Примечание .
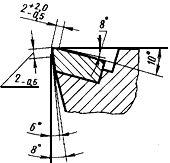
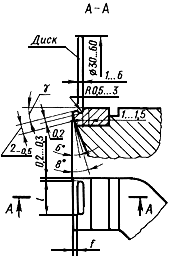
4. Геометрические параметры режущих частей резцов при заточке и доводке их алмазными кругами указаны на черт.2.
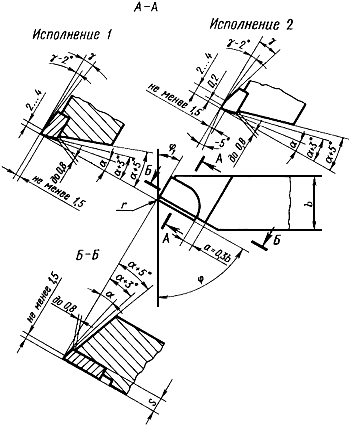
Черт.2
Примечания:
1. Геометрические параметры режущих частей выполняются таким образом, чтобы исключить соприкосновение алмазного круга с поверхностью державки резца во избежание засаливания круга.
2. Допускается стенку гнезда под пластину располагать под углом до 105° по отношению к ее опорной плоскости.
3. У резцов, имеющих толщину пластины менее 3 мм, допускается производить ее заточку с одним задним углом  .
.
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. N 1, 2).
Текст документа сверен по:
официальное издание
Резцы. Конструкция и размеры.
Часть 1: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003