
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
декабря
1
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 5688-61
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ С ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ
Технические условия
Carbide-tipped tools. Specifications
МКС 25.100.10
ОКП 39 2130
Дата введения 1962-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Комитетом стандартов, мер и измерительных приборов при Совете Министров Союза ССР 01.07.61 N 422
3. Стандарт полностью соответствует СТ СЭВ 1165-78
4. ВЗАМЕН ГОСТ 5688-51
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
30з | |
|
22д; 33а | |
|
10 | |
|
10 | |
|
2; 26 | |
|
2 | |
|
26 | |
|
6 | |
|
1 | |
|
2 | |
|
30ж | |
|
22г; 22е; 31 | |
|
30а | |
|
1a.1 | |
|
19 | |
|
30ж |
6. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
7. ИЗДАНИЕ с Изменениями N 2, 3, 4, 5, 6, 7, утвержденными в феврале 1984 г., апреле 1979 г., январе 1982 г., марте 1987 г., августе 1988 г., июне 1989 г. (ИУС 3-74, 6-79, 4-82, 6-87, 12-88, 9-89)
Настоящий стандарт распространяется на токарные, строгальные и расточные державочные резцы общего назначения с напаянными пластинами (изделиями) из твердого сплава, изготовляемые для нужд народного хозяйства и экспорта.
(Измененная редакция, Изм. N 3, 5).
I. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. В качестве режущей части резца должны применяться твердосплавные напаиваемые пластины из марок твердого сплава групп применения Р01...Р50, М10...М40, К01...К40 по ГОСТ 3882.
Допускается применять пластины по другой технической документации, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 6).
2. Державки токарных проходных, подрезных, расточных исполнения 2 и расточных державочных резцов с высотой более 12 мм должны изготовляться из стали марки 45 или 50 по ГОСТ 1051 группы Б общего назначения, а державки этих же резцов с высотой до 12 мм вкл. - из стали марки 40Х по ГОСТ 1051 группы Б общего назначения.
Допускается соответственно применять сталь марки 45 и 50 по ГОСТ 1050 и марки 40Х по ГОСТ 4543.
Державки строгальных проходных и подрезных резцов должны изготовляться из стали марки 45 или 50 по ГОСТ 1050, а державки строгальных и токарных отрезных и прорезных резцов и токарных расточных резцов исполнения 1 - из стали марки 40Х по ГОСТ 4543 и стали марок 45 или 50 по ГОСТ 1050.
Допускается изготовление державок резцов из конструкционных порошковых сталей плотностью не менее 6,9 г/см .
.
(Измененная редакция, Изм. N 3, 4, 5, 6).
3. Допускается выступание режущей пластины относительно державки резца. Величина выступания пластины  не должна превышать при толщине режущей пластины:
не должна превышать при толщине режущей пластины:
|
до 5 мм |
0,5 мм |
|||
|
свыше 5 мм |
1,0 мм |
|||
Величина выступания пластины у отрезных, прорезных и револьверных резцов не должна превышать 0,5 мм.
Глубина паза под режущую пластину  на державках резцов должна составлять 0,5-0,75 толщины режущей пластины
на державках резцов должна составлять 0,5-0,75 толщины режущей пластины  . Для резцов с сечением державок равным 12х12 мм или с диаметром державок равным или менее 12 мм, глубина паза может быть равной толщине пластины (черт.1).
. Для резцов с сечением державок равным 12х12 мм или с диаметром державок равным или менее 12 мм, глубина паза может быть равной толщине пластины (черт.1).
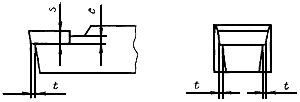
Черт.1
При алмазной заточке допускается нависание твердосплавных пластин величиной до 0,8 мм.
Глубина паза отрезных резцов должна быть равной толщине пластины.
В качестве припоя должны применяться припои марок П102 и ПрМНМЦ 68-4-2.
Допускается применение припоев марок ПрАНМц 06-4-2 и П100.
Слой припоя должен быть толщиной не более 0,35 мм.
В шве по периметру и в углах шва допускаются единичные места без припаивания (поры).
Разрывы паяного шва между опорными поверхностями режущей пластины и державки не должны превышать 10% видимой длины паяного шва на проходных и подрезных резцах и 5% на прорезных и отрезных резцах. Не допускаются разрывы припоя под главной режущей кромкой.
На боковых опорных поверхностях режущей пластины общая длина разрывов не должна превышать 50% длины паяного шва. Остатки припоя допускаются на державке под пластиной на задних и передних поверхностях резцов в том случае, если указанные поверхности выходят за державку.
(Измененная редакция, Изм. N 4, 5, 6).
4. На передней и задней поверхностях, образующих режущую кромку и округление вершины, трещины, выкрашивания и следы припоя не допускаются.
На нерабочих кромках и углах допускаются выкрашивания, величины которых не должны превышать указанных в табл.1а.
Таблица 1а
мм
|
Толщина режущей пластины |
Допускаемый размер выкрашивания | |
|
свыше |
до |
|
|
|
2 |
0,3х0,5 |
|
2 |
5 |
0,4х0,8 |
|
5 |
10 |
0,6х1,2 |
|
10 |
|
0,8х2,0 |
(Измененная редакция, Изм. N 4, 6).
5. Передняя и задняя поверхности, образующие главную режущую кромку, включая криволинейный участок при вершине резца, должны быть подвергнуты операции доводки.
Криволинейная передняя поверхность, имеющая форму лунки, доводке не подвергается.
У резцов, передняя поверхность которых образована двумя пересекающимися плоскостями, доводке должна быть подвергнута только поверхность, сопряженная с главной режущей кромкой.
6. Параметры  шероховатости резцов по ГОСТ 2789 не должны превышать указанных значений, мкм передних, задних поверхностей и криволинейной поверхности при вершине:
шероховатости резцов по ГОСТ 2789 не должны превышать указанных значений, мкм передних, задних поверхностей и криволинейной поверхности при вершине:
|
подвергаемых доводке |
0,4 |
|||
|
не подвергаемых доводке |
0,8 |
|||
|
вспомогательной задней поверхности |
1,6 |
|||
|
опорной поверхности |
3,2 |
|||
|
боковой и верхней поверхности державок расточных державочных и револьверных резцов |
3,2 |
|||
|
остальных обработанных поверхностей |
10 |
|||
Допускается по согласованию с потребителем не производить заточку и доводку резцов по передней, а отрезных резцов и по вспомогательным задним поверхностям.
(Измененная редакция, Изм. N 6, 7).
7, 8. (Исключены, Изм. N 4).
9. Сопряжение главной и вспомогательной режущей кромок должно быть плавным и соответствовать кривой, описанной радиусом. Резкие переходы не допускаются.
10. Поверхности державки резца должны иметь защитное или защитно-декоративное покрытие по ГОСТ 9.301 и ГОСТ 9.306.
Защитные или защитно-декоративные покрытия не должны нарушать плоскостности опорной поверхности резцов.
Допускается по согласованию с потребителем изготовлять державки резцов без защитного или защитно-декоративного покрытия.
(Измененная редакция, Изм. N 7).
11. Предельные отклонения размеров державок токарных и строгальных резцов не должны превышать указанных значений, мкм:
|
высоты и ширины резцов из холоднотянутой стали с одной обработанной опорной поверхностью |
h 16 |
|||
|
высоты резцов из горячекатаной стали с одной обработанной опорной поверхностью |
h 17 |
|||
|
высоты, ширины и диаметра револьверных, токарных, отогнутых и расточных державочных резцов со всеми обработанными поверхностями |
h 11 |
|||
|
расточных резцов с круглым сечением державки |
h 9 |
|||
(Измененная редакция, Изм. N 4).
12. (Исключен, Изм. N 4).
13. Для резцов, у которых высота режущей кромки соответствует высоте державки, предельные отклонения вершины режущей кромки не должны превышать: допуска ±IТ 14 - для токарных резцов, ± IT 11 - для расточных резцов.
Для резцов, у которых высота режущей кромки не соответствует высоте державки, предельные отклонения вершины режущей кромки не определяются.
У резцов с симметричной режущей частью предельные отклонения от симметричности режущих пластин (у широких резцов) или вершин (у остроконечных резцов) относительно ширины державки не должны превышать допуска IT 14.
Предельные отклонения от симметричности вершины резца относительно ширины режущей пластины не должны превышать половины допуска IT 15 (черт.2).
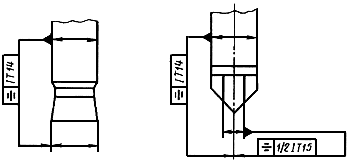
Черт.2
(Измененная редакция, Изм. N 4).
14. (Исключен, Изм. N 4).
15. Предельные отклонения ширины рабочей части отрезных и прорезных резцов не должны превышать указанных в табл.1.
Таблица 1
мм
|
Номинальная ширина рабочей части |
Предельное отклонение ширины рабочей части резца | |
|
прорезные |
отрезные | |
|
3, 4, 5 |
+0,1 |
+0,2 |
|
6, 8, 10 |
+0,1 |
+0,2 |
|
12, 16, 18 |
+0,2 |
+0,2 |
|
20, 25 |
+0,2 |
+0,2 |
(Измененная редакция, Изм. N 3, 5).
16. Предельные отклонения резцов длиной до 50 мм не должны превышать допуска ±IТ 16, а для резцов длиной более 50 мм допуска ±2 IT 16.
(Измененная редакция, Изм. N 4).
17. Допускаемые отклонения на длину оттянутой части прорезных, отрезных и расточных резцов не должны превышать:
|
для резцов с длиной оттянутой части до 20 мм |
±1 мм |
|||
|
для резцов с длиной оттянутой части более 20 до 50 мм |
|
|||
|
для резцов с длиной оттянутой части более 50 мм |
|
|||
 мм
мм мм
мм
18. (Исключен, Изм. N 6).
19. Допуск плоскостности нижней опорной поверхности державки резца должен соответствовать 10 степени точности по ГОСТ 24643. Выпуклость не допускается.
Допускается изготовлять резцы с допуском плоскостности нижней опорной поверхности державки резца, не более, мм: 0,1 - для резцов длиной до 50 мм; 0,2 - для резцов длиной свыше 50 мм.
(Измененная редакция, Изм. N 6, 7).
20. Допуск прямолинейности боковых сторон державки токарных и строгальных резцов не должен превышать 1 мм на 100 мм длины.
В случае разрубки на прессах на конце державки токарных и строгальных резцов допускаются замины, размеры которых не должны превышать указанных в табл.2.
Таблица 2
мм
|
Высота державки резца, |
Замин | |
|
|
вдоль державки |
по высоте державки |
|
6-12 |
2 |
0,8 |
|
16; 20 |
3 |
1,0 |
|
25; 32 |
5 |
1,5 |
|
40; 50; 63 |
7 |
2,0 |

(Измененная редакция, Изм. N 3, 4, 6).
21. Предельные отклонения углов режущей части резцов (черт.3) не должны превышать:
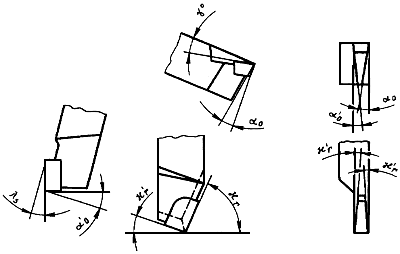
Черт.3
|
передний главный угол |
±1° |
|||
|
свыше 10° |
±2° |
|||
|
задний главный угол |
±1° |
|||
|
свыше 10° |
±2° |
|||
|
главный угол в плане |
±2° |
|||
|
вспомогательный угол в плане |
|
|||
|
при |
±0°30' |
|||
|
при |
±1° |
|||
|
при |
±2° |
|||
|
угол наклона режущей кромки |
±1° |
|||
|
главный угол в плане |
±0°30' |
|||
 до10°
до10° (
( ) до 10°
) до 10° 
 (
( )
) (
( )
)  для отрезных и прорезных резцов
для отрезных и прорезных резцов
22. Предельные отклонения от перпендикулярности боковых поверхностей относительно опорной поверхности резца не должны превышать:
|
для резцов, обработанных только по опорной поверхности |
±2° |
|
для резцов со всеми обработанными поверхностями |
±1° |
|
для расточных резцов |
±0°30' |
|
для прорезных и отрезных резцов |
±1° |
21, 22. (Измененная редакция, Изм. N 4).
22а. Средний период стойкости резцов должен быть не менее 45 мин, установленный период стойкости - не менее 20 мин, при условиях эксплуатации указанных в общемашиностроительных нормативах резания для токарных и карусельных работ.
(Введен дополнительно, Изм. N 5).
22б. Критерием затупления является достижение износа по задней поверхности, указанного в табл.4.
Таблица 4*
_________________
* Табл.3. (Исключена, Изм. N 5).
|
Тип резца |
Обрабатываемый материал |
Допустимый износ |
|
Проходные прямые и отогнутые, проходные упорные |
Сталь |
0,8 |
|
|
Чугун |
1,2 |
|
Расточные |
Сталь |
0,6 |
|
|
Чугун |
1,0 |
|
Отрезные и прорезные |
Сталь, чугун |
0,8 |
(Измененная редакция, Изм. N 6).
Продолжение табл.4
|
Тип резца |
Обрабатываемый материал |
Допустимый износ |
|
Резьбовые для шага |
||
|
до 3 мм |
Сталь, чугун |
0,2 |
|
св. 3 мм |
Сталь, чугун |
0,4 |
|
Строгальные |
Сталь, чугун |
0,8 |
 :
:
22в. На одной из боковых сторон каждого резца должны быть нанесены:
товарный знак предприятия-изготовителя;
ширина режущей части для прорезных резцов;
марка твердого сплава;
обозначение резца (последние четыре цифры);
изображение государственного Знака качества при его присвоении в порядке, установленном Госстандартом СССР.
22г. Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
22д. Вариант внутренней упаковки ВУ-1 - по ГОСТ 9.014.
22е. Остальные требования к упаковке - по ГОСТ 18088.
22в-22е. (Введены дополнительно, Изм. N 6).
23, 24. (Исключены, Изм. N 4).
la. ПРАВИЛА ПРИЕМКИ
la.1. Правила приемки - по ГОСТ 23726.
Iа.2. Испытания на средний период стойкости должны проводиться один раз в 3 года, на установленный период стойкости два раза в год, не менее, чем на 5 резцах.
Iа.3. Испытания резцов на работоспособность, средний и установленный периоды стойкости проводят на 5 резцах каждого типа для каждого обрабатываемого материала по табл.4.
(Измененная редакция, Изм. N 7).
II. МЕТОДЫ КОНТРОЛЯ
25. Испытания резцов на работоспособность, средний и установленный периоды стойкости должны проводиться на токарных и строгальных станках, соответствующих установленным для них нормам точности и жесткости.
26. Испытания резцов должны проводиться без охлаждения на заготовках из чугуна марок СЧ 25 и СЧ 30 по ГОСТ 1412 твердостью 171...190 НВ для резцов с пластинами из твердых сплавов группы марок ВК;
из стали марок 45 или 50 по ГОСТ 1050 твердостью 191...210 НВ для резцов с пластинами из твердого сплава группы марок ТК.
27. Вершины резцов устанавливают по линии центров станка с предельными отклонениями:
|
для точения наружных поверхностей |
|
|||
|
для точения внутренних поверхностей, мм |
+1,0 |
|||
|
для отрезки, мм |
|
|||
 14
14 
28. Вылет режущей части резцов из резцедержателя не должен превышать:
1,2 ... 1,3 высоты резца для точения наружных поверхностей;
длины оттянутой части резца для точения внутренних поверхностей;
длины узкой части резца для отрезки;
высоты резца для строгания прямыми резцами;
удвоенной высоты резца для строгания изогнутыми резцами.
29. Диаметр заготовки при испытании резцов для точения наружных поверхностей - не менее 1/3 высоты центров, длина - более 5 диаметров.
Вылет заготовки (типа втулки) при испытании подрезных резцов не более 1/2 ее наружного диаметра, при отношении минимального диаметра к максимальному 0,5-0,7.
Вылет заготовки при испытании отрезных резцов не более 1,6-2  .
.
30. Поверхности заготовки для испытаний должны быть предварительно обработаны до параметра шероховатости 12,5 мкм; радиальное биение заготовки - 0,1 мм.
30а. Условия испытаний резцов на стойкость должны соответствовать указанным в табл.7-10.
30б. Поправочные коэффициенты на скорость в зависимости от обрабатываемого материала и величины главного угла в плане указаны в табл.5, 6.
При испытаниях резцов с пластинами из твердого сплава марки Т5К10 значение скорости резания умножить на коэффициент 0,65.
Таблица 5
|
Твердость обрабатываемого материала НВ |
150...170 |
171...190 |
191...210 |
211...240 |
241...270 | |
|
|
для стали 45 или 50 |
1,3 |
1,1 |
1,0 |
0,95 |
0,85 |
|
|
для чугуна СЧ25 |
1,1 |
1,0 |
0,9 |
0,8 |
0,7 |

Таблица 6
|
Значение главного угла в плане |
15° |
20° |
30° |
45° |
60° |
75° |
90°... 95° |
|
|
1,25 |
1,1 |
1,05 |
1,0 |
0,9 |
0,8 |
0,85 |

Таблица 7
Условия испытаний проходных, подрезных и расточных резцов*
_________________
* При испытании расточных резцов поправочный коэффициент на скорость  0,8.
0,8.
|
Сечение резца |
Марка твердого |
Глубина |
Подача |
Скорость |
|
Для стали | ||||
|
8х8 |
Т15К6 |
1 |
0,2 |
240 |
|
10х10 |
Т14К8 |
182 | ||
|
12х12 |
Т5К10 |
|
|
160 |
|
16х10 |
Т15К6 |
2 |
0,2 |
230 |
|
16х12 |
Т14К8 |
175 | ||
|
16х16 |
Т5К10 |
|
|
150 |
|
20х12 |
|
|
|
|
|
20х16 |
Т15К6 |
2 |
0,3 |
215 |
|
20х20 |
Т14К8 |
165 | ||
|
25х16 |
Т5К10 |
|
|
140 |
|
25х20 |
|
|
|
|
|
32х20 |
Т15К6 |
3 |
0,4 |
210 |
|
32х25 |
Т14К8 |
160 | ||
|
40х25 |
Т5К10 |
|
|
135 |
|
40х32 |
Т15К6 |
3 |
0,5 |
205 |
|
50х32 |
Т14К8 |
155 | ||
|
50х40 |
Т5К10 |
|
|
130 |
|
50х50 |
|
|
|
|
|
Для чугуна | ||||
|
8х8 |
ВК3М |
1 |
0,2 |
125 |
|
10х10 |
ВК6 |
120 | ||
|
12х12 |
ВК8 |
|
|
100 |
|
16х10 |
ВК3М |
2 |
0,25 |
115 |
|
16х12 |
ВК6 |
110 | ||
|
16х16 |
ВК8 |
|
|
100 |
|
20х12 |
|
|
|
|
|
20х16 |
ВК3М |
2 |
0,35 |
110 |
|
20х20 |
ВК6 |
105 | ||
|
25х16 |
ВК8 |
|
|
90 |
|
25х20 |
|
|
|
|
|
32х20 |
ВК3М |
3 |
0,5 |
105 |
|
32х25 |
ВК6 |
100 | ||
|
40х25 |
ВК8 |
|
|
85 |
|
40х32 |
ВК3М |
3 |
0,6 |
100 |
|
50х32 |
ВК6 |
95 | ||
|
50х40 |
ВК8 |
|
|
80 |
|
50х50 |
|
|
|
|
 , мм/об
, мм/об , м/мин
, м/мин
Примечание. Заточка проходных, подрезных и расточных резцов для испытаний в зависимости от обрабатываемого материала - по ГОСТ 18877: для стали - форма 3, для чугуна - форма 1.
Таблица 8
Условия испытаний отрезных и прорезных резцов
|
Сечение резца |
Диаметр заготовки |
Марка твердого сплава |
Подача |
Скорость |
|
Для стали | ||||
|
16х10 |
40 |
Т15К6 |
0,08 |
150 |
|
|
|
Т5К10 |
|
100 |
|
20х12 |
60 |
Т15К10 |
0,1 |
140 |
|
|
|
Т5К10 |
|
90 |
|
25х16 |
100 |
Т15К6 |
0,15 |
115 |
|
32х20 |
|
Т5К10 |
|
75 |
|
40х25 |
150 |
Т15К6 |
0,18 |
100 |
|
50х32 |
|
Т5К10 |
|
65 |
|
Для чугуна | ||||
|
16х10 |
40 |
ВК8 |
0,1 |
110 |
|
|
|
ВК6 |
|
126 |
|
20х12 |
60 |
ВК8 |
0,15 |
100 |
|
|
|
ВК6 |
|
115 |
|
25х16 |
100 |
ВК8 |
0,18 |
88 |
|
32х20 |
|
ВК6 |
|
102 |
|
40х25 |
150 |
ВК8 |
0,2 |
80 |
|
50х32 |
|
ВК6 |
|
92 |
Таблица 9
Условия испытаний строгальных резцов
|
Тип резца |
Сечение резца |
Ширина резца |
Марка твердого сплава |
Глубина |
Подача |
Скорость |
|
Для стали | ||||||
|
Проходные |
20х16 |
- |
Т5К10 |
2 |
1,3 |
47 |
|
|
32х20 |
|
|
|
|
|
|
|
63х50 |
- |
Т5К10 |
2 |
2,2 |
38 |
|
Для чугуна | ||||||
|
|
20х16 |
|
ВК8 |
2 |
1,9 |
40 |
|
|
32х20 |
|
ВК6 |
|
|
33 |
|
|
63х50 |
- |
ВК8 |
2 |
3,2 |
31 |
|
|
|
|
ВК6 |
|
|
26 |
|
Чистовые широкие |
20х12 |
|
ВК8 |
|
|
15 |
|
|
32х20 |
- |
ВК6 |
2 |
15 |
12 |
|
|
63х40 |
|
|
|
|
|
|
|
16х10 |
3-4 |
ВК8 |
- |
0,25 |
25 |
|
|
20х12 |
|
ВК6 |
|
|
21 |
|
Отрезные и прорезные |
25х16 |
5-6 |
ВК8 |
- |
0,3 |
24 |
|
|
32х20 |
|
ВК6 |
|
|
20 |
|
40х25 |
8 |
ВК8 |
- |
0,38 |
20 | |
|
|
|
|
ВК6 |
- |
|
17 |
|
50х32 |
10 |
ВК8 |
- |
0,48 |
18 | |
|
|
|
|
ВК6 |
|
|
15 |
Таблица 10
Условия испытаний резьбовых резцов с пластинами из твердого сплава
марки Т15К16
|
Назначение резца |
Шаг резьбы, мм |
Количество проходов |
Скорость резания | |
|
черновых |
чистовых |
|||
|
Для наружной метрической резьбы |
2 |
6 |
2 |
70 |
|
|
3 |
7 |
2 |
60 |
|
Для внутренней метрической резьбы |
2 |
6 |
2 |
60 |
|
|
3 |
7 |
|
65 |
|
Для наружной трапецеидальной резьбы |
3 |
3 |
2 |
90 |
|
|
6 |
7 |
3 |
|
|
|
12 |
12 |
4 |
|
|
|
20 |
20 |
5 |
|
|
Для внутренней трапецеидальной резьбы |
2 |
3 |
2 |
75 |
|
|
3 |
4 |
|
|
|
|
4 |
5 |
|
|
30в. Испытания на работоспособность должны проводиться 3 мин. После испытаний на режущих кромках не должно быть выкрашиваний, следов деформации державки или припоя. Резцы должны быть пригодны для дальнейшей работы.
30г. Приемочные значения среднего периода стойкости должны быть не менее - 35 мин, установленного периода стойкости - 16 мин.
30д. Контроль внешнего вида резцов осуществляется визуально.
30е. Качество паяного соединения у отрезных резцов, незаточенных по вспомогательным задним поверхностям, контролируется на 5 шт. от каждой партии.
30ж. Контроль параметров шероховатости поверхностей осуществляется сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими предельные значения параметров шероховатости.
Сравнение осуществляется визуально при помощи лупы ЛП-1-4 по ГОСТ 25706.
по ГОСТ 25706.
30з. Контроль геометрических параметров резцов должен осуществляться с погрешностью измерения не более:
при измерении линейных размеров - значений, указанных в ГОСТ 8.051;
при измерении углов - 35% значений допуска на проверяемый угол;
при контроле формы и расположения поверхности - 25% значения допуска на проверяемый параметр.
Разд. Iа, II. (Измененная редакция, Изм. N 5).
III. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
31. Транспортирование и хранение - по ГОСТ 18088.
(Измененная редакция, Изм. N 6).
Текст документа сверен по:
официальное издание
Резцы. Технические условия.
Типы и основные размеры:
Сб. ГОСТов. - М.: ИПК Издательство стандартов, 2003
Личный кабинет:
доступно после авторизации
 Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке