
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
22
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Требования настоящей Инструкции распространяются на проведение комплексного технического освидетельствования вертикальных цилиндрических стальных изотермических резервуаров (далее - ИР) наземного типа отечественной и импортной поставки для хранения сжиженных газов.
1.2. Настоящая Инструкция содержит основные требования, объемы и методы выполнения организационных и технических мероприятий, необходимых для проведения комплексного технического освидетельствования ИР.
1.3. Основной целью комплексного технического освидетельствования является определение технического состояния, возможности дальнейшей безопасной эксплуатации, сроков последующих обследований, необходимости ремонта или исключения из эксплуатации ИР.
1.4. Комплексное техническое освидетельствование включает следующее:
периодический наружный осмотр технического состояния ИР в режиме эксплуатации;
полное техническое освидетельствование ИР в режиме выведения его из эксплуатации.
1.5. В отдельных случаях экспертной организацией проводится частичное освидетельствование ИР в режиме эксплуатации (разд.6), по результатам которого возможно продление сроков эксплуатации до очередного полного технического освидетельствования ИР по согласованию с органами Госгортехнадзора России (п.3.5).
1.6. Полному техническому освидетельствованию подлежат следующие элементы ИР:
наружная металлическая емкость;
внутренняя металлическая емкость;
теплоизоляция между внутренней и наружной емкостями;
теплоизоляция наружной поверхности стен и крыши (для одностенных ИР);
технологическое оборудование (компрессоры, насосы, теплообменная аппаратура, газгольдеры), трубопроводы, запорная и регулирующая арматура, предохранительные и дыхательные клапаны, опоры трубопроводов, фланцевые соединения, теплоизоляция оборудования и трубопроводов, система заземления и молниезащиты;
вспомогательные металлические конструкции (лестницы обслуживающие, переходные площадки, эстакады, колонны);
грунты основания и железобетонный фундамент;
анкерные крепления.
1.7. По результатам полного и (или) частичного технического освидетельствования осуществляется оценка остаточного ресурса и выдача заключения экспертизы промышленной безопасности о возможности дальнейшей эксплуатации ИР.
2. КОНСТРУКТИВНЫЕ РЕШЕНИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ ИР
2.1. ИР предназначен для хранения жидкого аммиака и сжиженных углеводородных газов (пропана, бутана, изобутана, этилена, пропилена, широкой фракции легких углеводородных газов) при постоянной низкой температуре, обеспечивающей избыточное давление насыщенных паров в пределах 0,004-0,008 МПа.
2.2. По конструктивным решениям ИР подразделяются на одностенные и двустенные, изготовленные полистовым, укрупненно-полистовым или рулонированным способом.
2.3. Для изготовления ИР с температурой хранения продуктов до -63 °С применяется низколегированная сталь [1], а с температурой хранения продуктов ниже -63 °С - железоникелевые сплавы [2].
2.4. Одностенный ИР представляет собой вертикальный цилиндрический резервуар с наружной тепловой изоляцией (приложение 17).
2.5. Двустенный ИР представляет собой сооружение, состоящее из двух резервуаров - внутреннего, где непосредственно хранится сжиженный газ, и наружного. Внутренний резервуар концентрически расположен относительно наружного. Наружный резервуар предохраняет теплоизоляцию от повреждения и проникания влаги.
2.6. Наружный резервуар изготовляется из низкоуглеродистой стали и рассчитывается на избыточное давление и на вакуум. При расчете учитываются атмосферные нагрузки (снег, ветер), вес теплоизоляции и несомых конструкций.
2.7. Толщина стенки наружного резервуара принимается постоянной по высоте из расчета на устойчивость.
2.8. Внутренний резервуар рассчитывается на гидростатическую нагрузку, на вакуум и на внешнее давление сыпучего изоляционного материала (как правило, перлита). Для обеспечения устойчивости корпуса резервуара предусматриваются кольцевые ребра жесткости.
2.9. Стенка и днище внутреннего резервуара собираются из крупногабаритных листов. В конструкции днища применяются либо односторонние нахлесточные соединения, либо стыковые на подкладке. Окрайки шириной 600-900 мм сваривают встык.
2.10. В конструкциях двустенных ИР как отечественной, так и импортной поставки межстенное пространство между резервуарами заполнено тепловой изоляцией из вспученного перлитового песка; в конструкции отечественной поставки дополнительно устраивается компенсационный слой по наружной поверхности внутреннего резервуара из эластичного минерального войлока в обкладке из металлической сетки. Компенсационный слой теплоизоляции стенки частично компенсирует температурные деформации конструкций внутреннего резервуара.
2.11. Двустенные ИР изготовляются в двух вариантах:
с самонесущей внутренней крышей (приложение 18);
с подвесной внутренней крышей (приложение 19).
2.12. В двустенном ИР с подвесной крышей пары продукта свободно проникают в межстенное пространство через специальные отверстия в подвесной крыше, вследствие этого избыточное давление газа воспринимает наружный резервуар, выполненный из более дешевой стали по сравнению с внутренней емкостью. Подвесная крыша несет теплоизоляцию и состоит из плоской листовой мембраны толщиной 5 мм, усиленной концентрическими кольцами, к которым крепятся подвески. При подвесной крыше осушку теплоизоляции осуществляют пары продукта, проникающие в межстенное пространство.
2.13. В конструкции ИР с самонесущей внутренней крышей избыточное давление газа воспринимается внутренним резервуаром. В межстенное пространство необходимо подавать инертный газ для осушки теплоизоляции в процессе эксплуатации. Указанное решение предполагает наличие специального газгольдера для хранения инертного газа.
2.14. Наружная крыша представляет собой самонесущий ребристо-кольцевой купол. Минимальная толщина элементов конструкций крыши принимается 5 мм.
2.15. Наружная крыша воспринимает следующие нагрузки:
собственный вес;
вес подвесной крыши с подвесками и теплоизоляцией;
атмосферные нагрузки (снег, ветер);
избыточное давление (как правило, до 1 кПа);
вакуум (как правило, до 1 кПа);
вес оборудования (трубопроводы, площадки, клапаны и др.).
2.16. Тепловая изоляция днища ИР выполняется в двух вариантах:
с опорным бетонным кольцом под окраек днища и тепловой изоляцией центральной части днища. В качестве материала опорного кольца применяют перлитобетон, керамзитобетон;
со сплошной тепловой изоляцией (без опорного кольца).
2.17. Для теплоизоляции днища применяют перлитобетонные блоки с заполнением стыков перлитовым песком (ИР импортной поставки) и пеностеклоблоки (ИР отечественной поставки).
2.18. Фундаменты ИР имеют два конструктивных решения:
фундамент на сваях, состоящий из свайного поля и монолитного ростверка;
фундамент, состоящий из нижней и верхней железобетонных плит, соединенных между собой колоннами.
2.19. Фундамент на сваях предусматривает устройство проветриваемого пространства между фундаментной плитой и основанием.
2.20. Для предотвращения подъема окрайка днища при избыточном давлении в ИР по периметру нижнего пояса стенки устанавливаются анкерные крепления.
2.21. Для проведения работ внутри ИР в нижней части стенки и на крыше предусмотрены люки-лазы.
2.22. ИР оснащены штуцерами ввода и вывода сжиженного и газообразного продукта, защитными устройствами от превышения давления и образования вакуума, контрольно-измерительными приборами и указателями уровня.
2.23. Для компенсации температурных деформаций на штуцерах двустенных ИР предусмотрены компенсаторы.
2.24. Основные физические свойства и параметры изотермического хранения некоторых газов представлены в таблице приложения 2.
3. ОРГАНИЗАЦИОННЫЕ МЕРОПРИЯТИЯ И ПОРЯДОК ПРОВЕДЕНИЯ
КОМПЛЕКСНОГО ТЕХНИЧЕСКОГО ОСВИДЕТЕЛЬСТВОВАНИЯ ИР
3.1. Организация и проведение работ по периодическому наружному осмотру ИР является обязанностью предприятия-владельца и производится эксплуатационным персоналом.
3.2. Перечень работ при периодическом наружном осмотре ИР и периодичность их выполнения указаны в разделе 4 настоящей Инструкции.
3.3. Полное техническое освидетельствование ИР в режиме выведения его из эксплуатации, а также частичное освидетельствование ИР в режиме эксплуатации выполняются экспертными организациями, которые располагают необходимыми средствами технического диагностирования, нормативно-технической документацией, а также имеют обученных специалистов.
3.4. К работе по частичному и полному техническому освидетельствованию ИР допускаются экспертные организации, имеющие лицензию Госгортехнадзора России.
3.5. Частичное освидетельствование ИР в режиме эксплуатации проводится в отдельных случаях по обоснованному письменному ходатайству владельца ИР в период между очередными полными техническими освидетельствованиями ИР. В случае удовлетворительного заключения экспертизы промышленной безопасности по результатам частичного освидетельствования ИР возможно продление сроков эксплуатации до очередного полного технического освидетельствования ИР не более чем на один год по согласованию с органами Госгортехнадзора России.
3.6. Частичное освидетельствование ИР в режиме эксплуатации производится в соответствии с положениями раздела 6 настоящей Инструкции.
3.7. Первое полное техническое освидетельствование ИР после ввода в эксплуатацию проводится экспертной организацией через 10 лет.
3.8. При удовлетворительных результатах полного технического освидетельствования следующее очередное полное техническое освидетельствование ИР проводится через 8 лет. При неудовлетворительных результатах сроки последующих полных технических освидетельствований ИР, а также необходимость и объем проведения ремонтных работ устанавливаются экспертной организацией.
3.9. Полное техническое освидетельствование ИР производится по индивидуально разрабатываемой программе обследования на каждый ИР (приложение 15) в соответствии с положениями раздела 5 настоящей Инструкции. Индивидуальные программы обследования ИР разрабатываются экспертной организацией, выполняющей освидетельствование ИР, и согласовываются с руководством органа Госгортехнадзора России.
3.10. Проведение диагностических работ при полном техническом и частичном освидетельствовании ИР разрешается после прохождения соответствующего инструктажа исполнителей работ на предприятии-владельце ИР по безопасности их проведения и при наличии наряда-допуска на проведение указанных работ.
3.11. Полное техническое освидетельствование ИР может проводиться в экстренном порядке после обнаружения серьезных дефектов и повреждений, выявленных при периодическом наружном осмотре технического состояния ИР (п.4.4) либо при частичном освидетельствовании ИР в режиме эксплуатации (раздел 6).
3.12. Очередность и объем работ при полном техническом освидетельствовании ИР определяется настоящей Инструкцией с учетом его технического состояния и длительности эксплуатации.
Первоочередному обследованию подвергаются ИР:
выработавшие установленный проектом или предприятием-изготовителем срок эксплуатации;
при отсутствии сведений об установленном ресурсе и находящиеся в эксплуатации 10 лет и более;
при отсутствии сведений об установленном ресурсе и за время эксплуатации, подвергнутые 1000 циклам нагружения и более (под циклом нагружения подразумевается колебание уровня заполнения ИР на 50% и более);
подвергавшиеся воздействию экстремальных нагрузок, превышающих расчетные (например, при пожаре или аварии);
при необходимости оценки остаточного ресурса по требованию предприятия-владельца.
3.13. Специалисты, выполняющие при комплексном техническом освидетельствовании ИР работы по неразрушающему контролю, должны быть аттестованы в соответствии с установленным порядком и иметь квалификационный уровень не ниже II с правом выдачи заключения.
3.14. Разрешается совмещать проведение полного технического освидетельствования ИР с плановыми остановочными ремонтами, при этом по согласованию с органами Госгортехнадзора России допускается увеличивать установленные сроки эксплуатации ИР до очередного полного технического освидетельствования не более чем на 6 месяцев.
4. ПЕРИОДИЧЕСКИЙ НАРУЖНЫЙ ОСМОТР ИР И ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
4.1. Периодический наружный осмотр технического состояния ИР проводится инженерно-техническим персоналом предприятия-владельца без остановки ИР с целью визуальной оценки его технического состояния в режиме эксплуатации, своевременного обнаружения дефектов и повреждений строительных конструкций, теплоизоляции, неисправности технологического оборудования, а также принятия соответствующих мер по их устранению.
4.2. При периодическом наружном осмотре для оценки технического состояния ИР необходимо производить осмотр его элементов в следующем порядке в установленные сроки:
показания уровнемера по месту - не реже одного раза в смену;
технологическое оборудование, фланцевые соединения, запорная и регулирующая арматура, предохранительные устройства - один раз в сутки;
геодезическая съемка фундамента - один раз в полугодие;
геодезическая съемка фундамента на подтопляемых грунтах - один раз в квартал;
наружная оболочка, теплоизоляция и анкерные крепления - один раз в месяц;
опоры трубопроводов, металлоконструкций - один раз в месяц;
железобетонный фундамент, ограждающая железобетонная стенка - один раз в месяц.
4.3. Результаты периодического наружного осмотра и визуальной оценки технического состояния ИР записываются в Журнал наружного осмотра, который наряду с другой документацией (п.5.2.5) предоставляется экспертной организации во время проведения очередного полного технического освидетельствования ИР.
4.4. Если при периодическом наружном осмотре ИР выявлены дефекты и повреждения:
раздробление и выколы бетона ростверка или железобетонной плиты фундамента на площади более 3 м![]() , верхней части свай - на площади более 1 м
, верхней части свай - на площади более 1 м![]() , раскрытие трещин бетона фундамента более 1 мм;
, раскрытие трещин бетона фундамента более 1 мм;
превышение отклонений при нивелировке фундамента (либо по изменению расположения установленных для наблюдения деформационных марок или реперов) более 50 мм либо величины, предусмотренной проектом;
разрушение более трех анкерных креплений;
содержание продукта в межстенном пространстве выше допустимых норм;
наличие признаков старения теплоизоляционного материала (участки обмерзания наружной поверхности стенки и крыши площадью свыше 3 м![]() );
);
перелив продукта;
развитие карстовых явлений в грунтах;
величина неравномерности осадки края днища превышает величину, равную толщине листа окрайка днища;
нарушение герметичности ИР, то необходимо вывести ИР из эксплуатации и произвести его полное техническое освидетельствование в соответствии с разделом 5 настоящей Инструкции с привлечением экспертной организации.
4.5. Решение о проведении полного технического освидетельствования ИР по результатам наружного осмотра принимается главным инженером владельца ИР в форме письменного распоряжения (приказа).
5. ПОЛНОЕ ТЕХНИЧЕСКОЕ ОСВИДЕТЕЛЬСТВОВАНИЕ ИР
5.1. Основные положения
5.1.1. Полное техническое освидетельствование ИР проводится с целью оценки его технического состояния, установления остаточного ресурса и выработки рекомендаций об условиях дальнейшей безопасной эксплуатации с вероятным остаточным ресурсом, определения сроков и видов последующих освидетельствований, необходимости проведения ремонта или исключения ИР из эксплуатации.
5.1.2. Полное техническое освидетельствование ИР проводится в соответствии с положениями раздела 3 настоящей Инструкции в такой последовательности:
анализ комплекта технической, эксплуатационной документации и предписаний органов Госгортехнадзора России;
наружный осмотр ИР в эксплуатационном режиме;
тепловизионное обследование ИР в эксплуатационном режиме;
освидетельствование технологического оборудования ИР;
остановка и подготовка ИР к внутреннему обследованию;
визуально-измерительный контроль внутренней оболочки ИР;
неразрушающие методы контроля целостности внутренней оболочки ИР (акустико-эмиссионный (АЭ) контроль, ультразвуковая дефектоскопия, цветная дефектоскопия, ультразвуковая толщинометрия, магнитопорошковый метод, радиографический метод, вакуумный (пузырьковый) метод, вихретоковый метод, метод керосиновой пробы, метод магнитной памяти металла);
определение физико-механических характеристик и химического состава металлоконструкций внутренней оболочки ИР (дюрометрический метод оценки прочности, определение фактических механических характеристик и химического состава, в том числе неразрушающим методом контроля на микропробах);
металлографические и электронно-фрактографические исследования структурного и коррозионного состояния основного металла и материала сварных швов внутренней оболочки ИР (при необходимости, согласно п.5.9.1);
определение фактической геометрической формы ИР;
геодезические измерения неравномерности осадки фундамента и горизонтальности днища ИР;
освидетельствование тепловой изоляции ИР;
освидетельствование грунтов основания и фундамента ИР;
освидетельствование анкерных креплений ИР;
испытания внутренней оболочки ИР на прочность и герметичность;
оценка технического состояния ИР;
расчетная оценка статической, хрупкой и циклической прочности ИР;
оценка остаточного ресурса безопасной эксплуатации ИР.
5.2. Анализ технической, эксплуатационной документации ИР и
предписаний органов Госгортехнадзора России
5.2.1. Подбор и анализ технической, эксплуатационной документации ИР и предписаний органов Госгортехнадзора России проводится в целях изучения условий эксплуатации, конструктивных особенностей устройства стенки, крыши, днища, фундамента, теплоизоляционных конструкций ИР, гидрогеологического режима грунта у основания фундамента, контроля за осадками сооружения, изучения изменений и дополнений к проекту, которые необходимо учесть при проведении полного технического освидетельствования ИР.
5.2.2. До начала выполнения работ по проведению полного технического освидетельствования ИР предприятие-владелец обязано предоставить экспертной организации комплект технической документации (проектной, исполнительной, эксплуатационной) и предписания органов Госгортехнадзора России.
5.2.3. Проектная документация ИР должна содержать:
чертежи технологической схемы обвязки с КИПиА;
чертежи железобетонного фундамента;
чертежи теплоизоляционных конструкций;
чертежи стальных конструкций.
5.2.4. Исполнительная документация должна содержать:
деталировочные чертежи стальных конструкций;
сертификаты на поставленные стальные конструкции;
документы о согласовании отступлений от чертежей при изготовлении и монтаже металлоконструкций;
журналы производства работ (строительных, теплоизоляционных, сварочных);
акты приемки скрытых работ (устройство тепловой междонной и межстенной изоляции, заделки закладных деталей и др.);
паспорта, подтверждающие марку бетона, класс арматуры;
паспорта на сборные железобетонные конструкции;
документы, удостоверяющие качество теплоизоляционных материалов, сварочных электродов, применяемых при монтаже;
данные о результатах геодезических измерений (схемы нивелирования фундамента и днища ИР);
акты проверки герметичности сварных соединений днища, кровли, стенки ИР;
документы о проведенном контроле качества сварных соединений;
акты приемки смонтированного технологического оборудования и трубопроводов;
акты испытания ИР на прочность и плотность (комбинированные пневмогидроиспытания);
схему и акт испытания молниезащиты и заземления ИР;
акт на приемку ИР в эксплуатацию.
5.2.5. Эксплуатационная документация должна содержать:
паспорт ИР и паспорта технологического оборудования;
технологический регламент;
журнал технического обслуживания и ремонта оборудования;
журнал наружного осмотра;
сменные журналы (рапорты);
журнал оперативных распоряжений и приказов;
журнал аналитического контроля;
журнал проверки состояния систем молниезащиты, защиты от проявления статического электричества;
материалы последнего полного технического освидетельствования ИР;
предписания надзорных органов.
5.2.6. В случае отсутствия паспорта ИР владелец должен восстановить его в соответствии с Инструкцией И5-94 [57].
5.2.7. По результатам анализа технической, эксплуатационной документации ИР составляется акт, который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.3. Наружный осмотр ИР в эксплуатационном режиме
5.3.1. Наружный осмотр проводится до остановки и подготовки к внутреннему осмотру ИР с целью оценки его технического состояния в режиме эксплуатации.
5.3.2. Наружному осмотру подлежат следующие элементы ИР:
железобетонный фундамент;
наружная оболочка;
технологическое оборудование, трубопроводы, запорная и регулирующая арматура, предохранительные и дыхательные клапаны, опоры трубопроводов, фланцевые соединения, теплоизоляция оборудования и трубопроводов;
лестницы, переходные площадки, эстакады.
5.3.3. Наружный осмотр железобетонного фундамента ИР включает:
проверку геометрических размеров фундаментной плиты;
выявление мест отпотин и обмерзаний ростверка фундамента, участков выщелачивания бетона, дефектов на поверхности фундаментной плиты, сваях или колоннах;
проверку состояния узлов анкерных креплений внутреннего резервуара к фундаментной плите;
проверку состояния ограждающей железобетонной стенки, земляного обвалования и дренажной системы, наличия реперов и деформационных марок для проведения геодезического контроля фундамента.
5.3.4. Наружный осмотр оболочки ИР включает:
выявление поврежденных мест стенки и крыши;
выявление участков обмерзания наружной поверхности стенки и крыши;
проверку целостности защитного покрытия и тепловой изоляции стенки и крыши одностенных ИР, состояния антикоррозионного покрытия поверхности наружного резервуара двустенного ИР;
проверку защиты днища ИР от попадания под окрайку атмосферных осадков.
5.3.5. Наружный осмотр лестниц, площадок, эстакад в пределах ИР включает проверку:
состояния опорных фундаментов (выкрашивание кладки, видимое проседание, наличие трещин, отпотин, мест обмерзания и других дефектов) и узлов крепления лестниц, площадок и металлоконструкций эстакад;
состояния антикоррозионного покрытия металлоконструкций;
наличия и исправности ограждающих металлических конструкций.
5.3.6. Наружный осмотр основного технологического оборудования включает проверку и выявление видимых дефектов и повреждений или иных нарушений условий безопасной эксплуатации:
компенсаторов на штуцерах, проходящих через стенку наружного резервуара двустенного ИР;
фундамента и узлов крепления оборудования к фундаменту;
опорных конструкций оборудования, трубопроводов, запорной и регулирующей арматуры;
наличия приборов КИПиА, сохранность пломб, клейм и бирок на приборах, предохранительных и дыхательных клапанах;
наличия переключающих устройств на предохранительных клапанах;
наличия стальных защитных кожухов (футляров) на участках перехода трубопроводов через ограждающую стенку;
состояния химзащитного покрытия наружной поверхности технологического оборудования и трубопроводов;
целостности тепловой изоляции и защитного покрытия оборудования и трубопроводов, их опознавательной окраски;
наличия заглушек с "хвостовиками" на съемных участках периодически работающих трубопроводов;
наличия заземления оборудования.
5.3.7. Дефекты и повреждения, выявленные при наружном осмотре, заносятся в протокол (приложение 3), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.4. Обследование технического состояния теплоизоляционных конструкций ИР
в эксплуатационном режиме
5.4.1. Обследование технического состояния теплоизоляционных конструкций ИР в эксплуатационном режиме предусматривает проведение следующего комплекса работ:
тепловизионное (термографическое) обследование наружной поверхности стенки, крыши и днища ИР;
определение термического сопротивления характерных зон теплоизоляционной конструкции;
определение суммарного теплопритока в ИР из окружающей среды.
5.4.2. Тепловизионное обследование наружной поверхности стенки, крыши и днища ИР проводится в целях выявления участков с нарушенными теплоизоляционными свойствами в изоляционных конструкциях.
5.4.3. Тепловизионное обследование проводится в теплое время года, при отсутствии атмосферных осадков и температуре окружающего воздуха не ниже 10 °С и при заполненном резервуаре хранимым продуктом не менее чем на 50%.
5.4.4. Тепловизионное обследование проводится в ночное время суток, чтобы исключить погрешности измерения, возникшие при влиянии солнечного теплового излучения. Обследование проводится не менее чем с четырех диаметрально противоположных точек, расположенных на расстоянии 50-100 м от ИР с использованием автогидроподъемников, обеспечивающих подъем аппаратуры и двух операторов на высоту 2-30 м в указанных точках.
5.4.5. При выявлении участков нарушенной теплоизоляции проводится их повторная съемка с дополнительных точек, с достаточной детализацией нарушений.
5.4.6. Результаты тепловизионного обследования представляются в виде теплограммы наружной поверхности ИР, которая входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.4.7. Термическое сопротивление теплоизоляционной конструкции определяется не менее чем в четырех точках по образующей стенке, не менее чем в трех точках по образующей крыши и не менее чем в трех точках днища ИР.
5.4.8. На участках с нарушенной теплоизоляцией организуются дополнительные точки наблюдения.
5.4.9. Термическое сопротивление теплоизоляционных конструкций определяется расчетным путем на основании полученных теплометрических и температурных данных. Результаты расчетов входят в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.4.10. Определение суммарного теплопритока в ИР из окружающей среды производится по интенсивности испарения хранимого продукта при работе ИР строго в режиме хранения, то есть при прекращении приема и выдачи продукта и исключении других дополнительных источников теплопритока в ИР.
5.4.11. Определение интенсивности испарения производится по одному из следующих параметров:
по расходу газообразного продукта в линии, соединяющей ИР с холодильной установкой цикла хранения;
по расходу жидкого продукта на выходе из холодильной установки цикла хранения;
по скорости изменения давления газообразного продукта в ИР при отключенной холодильной установке.
5.4.12. Обеспечение требуемой продолжительности работы ИР в режиме хранения зависит от эффективности теплоизоляции и определяется с учетом конкретных параметров ИР при проведении обследования.
5.4.13. Результаты обследования технического состояния теплоизоляционных конструкций фиксируются в Заключении экспертизы промышленной безопасности ИР.
5.5. Освидетельствование технологического оборудования ИР
5.5.1. Для освидетельствования технологического оборудования ИР необходимо выполнить комплекс работ в такой последовательности:
проверка соблюдения норм технологического режима по показаниям КИПиА и записям в рапортах в период после предыдущего полного технического освидетельствования ИР;
выборка данных об уровне хранимого продукта в ИР по рапортам за период между полными техническими освидетельствованиями;
проверка наличия третьего указателя уровня хранимого продукта в ИР;
проверка непрерывной регистрации основных параметров работы ИР с дублированием и регистрацией их на центральном пульте управления агрегатов производства хранимого продукта;
анализ данных по рапортам о давлении в газовой части ИР, температуре хранимого и поступающего в ИР продукта за период между полными техническими освидетельствованиями;
проверка наличия сигнализации предельно допустимого значения температуры продукта, поступающего в ИР, и обеспечения автоматического прекращения подачи продукта в ИР при достижении предельно допустимого значения температуры;
проверка наличия и работоспособности сигнализации предельно допустимого значения температуры в контуре термостатирования хранимого продукта;
проверка наличия и работоспособности предварительных и предаварийных сигнализаций и блокировок;
проверка наличия сигнализации верхнего и нижнего уровней хранимого в ИР продукта от двух независимых датчиков с раздельными точками отбора параметров технологической среды;
проверка наличия сигнализации минимального и максимального давления газов (паров) в ИР от двух независимых датчиков;
проверка наличия автоматического отключения подачи продукта в ИР при достижении в нем предельно допустимого верхнего уровня;
проверка наличия автоматического отключения насоса откачки продукта из ИР при достижении в нем минимально допустимых значений давления и уровня;
проверка наличия автоматической подачи в ИР инертного газа при достижении в нем минимально допустимого давления (для поддержания рабочего давления);
проверка наличия автоматических стационарных непрерывно действующих сигнализаторов взрывоопасных концентраций газов и паров в воздухе рабочей зоны склада;
проверка процентного содержания хранимого продукта в межстенном пространстве двустенного ИР по журналу аналитического контроля за период между полными техническими освидетельствованиями;
проверка состояния и работоспособности основного технологического оборудования (компрессоров цикла хранения, продукционных насосов, теплообменной аппаратуры, дыхательной емкости) в эксплуатационном режиме;
установление пробега компрессоров цикла хранения, продукционных насосов и газодувок с момента ввода их в эксплуатацию, случаев выхода их из строя, видов неисправностей, частоты и видов ремонта, случаев замены оборудования в процессе эксплуатации, частоты включений резервного компрессора в работу;
проверка систем автоматического включения компрессоров цикла хранения и блокировок в эксплуатационном режиме;
установление количества одновременно работающих компрессоров цикла хранения в летнее и зимнее время года в режиме хранения продукта;
проверка состояния факельной установки;
проверка наличия автоматического сброса газов (паров) из ИР на факельную установку через управляемый клапан при превышении допустимого значения давления в эксплуатационном режиме;
проверка подключения газгольдера (дыхательной емкости) к межстенному пространству ИР и давления в газгольдере;
контроль подпитки азотом межстенного пространства двустенного ИР, влажности азота (точка росы);
проверка по сменным журналам состояния и работоспособности запорной и регулирующей арматуры, электроклапанов отсекателей, предохранительных и дыхательных клапанов, компенсаторов двустенных ИР, трубопроводов обвязки ИР, обратных клапанов на трубопроводах, подающих хранимый продукт в ИР;
проверка демонтажа съемных участков периодически подключаемых трубопроводов (азота, пара) к штуцерам ИР или продуктопроводам с установкой заглушек перед началом проведения работ внутри ИР;
проверка наличия пломб и бирок на предохранительных и дыхательных клапанах, работоспособности блокировочных устройств, исключающих возможность одновременного закрытия запорной арматуры на рабочем и резервном клапанах;
проверка наличия и работоспособности сепараторов (с откачивающим насосом или обогревом) на общем коллекторе сбрасывающих газов с предохранительных клапанов и автоматических клапанов на факел;
проверка наличия утвержденного технологического регламента и плана локализации аварийных ситуаций;
анализ нештатных ситуаций в процессе эксплуатации ИР;
проверка выполнения мероприятий по повышению безопасности эксплуатации ИР;
проверка выполнения требований действующих нормативных документов по ревизии и ремонту оборудования, дефектоскопическому контролю, контролю средств защиты и испытаний.
5.5.2. По результатам освидетельствования составляется акт проверки состояния технологического оборудования, трубопроводов, защитных устройств и средств КИПиА, который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.6. Остановка и подготовка ИР к внутреннему обследованию
5.6.1. Остановка ИР производится на основании письменного распоряжения (приказа) главного инженера предприятия-владельца или заместителя генерального директора по производству.
5.6.2. Освобождение ИР от продукта, расхолаживание, продувка азотом и воздухом производятся согласно Инструкции по освобождению, расхолаживанию и продувке ИР при подготовке к полному техническому освидетельствованию, утвержденной главным инженером предприятия-владельца.
5.6.3. При освобождении ИР от продукта, его расхолаживании должны приниматься меры по обеспечению скорости роста температуры стенки внутреннего резервуара не более 5 °С в час, а разность температур верха и низа внутреннего резервуара не должна превышать 30 °С.
5.6.4. Продувка азотом ИР производится до полной замены продукта на азот с выдачей газовой смеси на факельную установку.
5.6.5. Продувка внутренней емкости ИР воздухом производится с помощью приточно-вытяжной вентиляции до содержания объемной доли кислорода не менее 20%, продукта хранения - не более значения предельно допустимой концентрации, указанной в таблице приложения 2.
5.6.6. Монтаж освещения внутри ИР и электрокоммутационного оборудования производится согласно проекту, разработанному проектно-конструкторским отделом предприятия-владельца.
5.6.7. После удаления заглушки нижнего люка-лаза производится чистка днища внутренней емкости ИР от масла, твердых остатков. Указанные работы проводятся согласно действующей инструкции предприятия-владельца ИР на проведение этих работ.
5.6.8. После выполнения вышеуказанных работ ИР считается подготовленным для проведения полного технического освидетельствования и сдается по акту предприятием-владельцем ИР экспертной организации, привлекаемой для освидетельствования.
5.6.9. Для выполнения работ, связанных с обслуживанием и проведением неразрушающих методов контроля сварных швов вертикальных стенок внутренней оболочки ИР, производится монтаж лесов на всю высоту вертикальной стенки.
5.6.10. Подготовка сварных швов и околошовной зоны для проведения визуального и диагностического контроля должна соответствовать требованиям РД 34.10.130-96 [58].
5.7. Визуально-измерительный контроль внутренней оболочки ИР
5.7.1. Визуально-измерительный контроль внутренней оболочки ИР осуществляется с помощью оптических приборов при условии бестеневой освещенности: лупы с кратностью увеличения 7 и бинокля с кратностью увеличения 10, в целях выявления следующих наружных дефектов:
несоответствия размеров сварных швов требованиям проекта;
трещин всех видов и направлений;
наплывов, подрезов, прожогов, незаваренных кратеров, непроваров;
пористости, брызг металла, крупной чешуйчатости;
отсутствия плавных переходов от одного сечения к другому.
5.7.2. Визуально-измерительный контроль внутренней оболочки ИР проводится в такой последовательности и объемах:
первый и второй пояса стенки осматриваются с помощью приставной лестницы высотой до 3 м;
остальные пояса стенки осматриваются с лесов;
крыша, штуцера и верхний люк-лаз осматриваются с применением бинокля;
днище, узел сопряжения днища со стенкой, штуцера, швы люка-лаза осматриваются с помощью лупы.
5.7.3. Контролю с помощью лупы подвергаются все сварные швы днища и стенки с зачисткой околошовной зоны по 100 мм в каждую сторону от центра шва.
5.7.4. Коррозионные повреждения подлежат разграничению по их виду на:
равномерную коррозию (когда сплошная коррозия охватывает всю поверхность металла);
местную (при охвате отдельных участков поверхности);
язвенную, точечную, питтинговую и пятнистую в виде отдельных точечных и пятнистых язвенных поражений.
5.7.5. Глубину раковин, образовавшихся от коррозии, измеряют штангенциркулем, специальным приспособлением с индикатором часового типа или щупом.
5.7.6. К недопустимым дефектам основного металла и металла сварных швов относятся: трещины всех видов и направлений по линии сплавления и в околошовной зоне основного металла, поры в виде сплошной сетки, перерывы в швах, незаваренные кратеры, крупная чешуйчатость, резкие переходы от наплавленного металла к основному, чрезмерное усиление шва, неполномерность шва, непровары, расположенные в сечении сварного соединения.
5.7.7. Снижение прочности внутренней оболочки ИР, а также образование трещин в сварных швах может быть обусловлено следующими факторами:
дефектами сварочно-монтажных работ;
охрупчиванием металла при низких температурах;
агрессивным воздействием хранимых продуктов;
чрезмерной концентрацией напряжений вследствие дефектов формы и размеров внутренней оболочки ИР;
нарушениями правил эксплуатации.
Величина снижения прочности внутренней оболочки ИР определяется поверочными расчетами в соответствии с положениями раздела 9 настоящей Инструкции.
5.7.8. К допустимым дефектам сварных соединений относятся:
отдельные шлаковые включения, поры или их скопления размером в диаметре не более 10% толщины свариваемого металла, но не более 3 мм;
шлаковые включения или поры, расположенные цепочкой вдоль шва при суммарной их длине, не превышающей 100 мм на 1 м шва;
скопление газовых пор и шлаковых включений на отдельных участках шва в количестве не более 5 на 1 см![]() площади шва при диаметре одного дефекта не более 1,5 мм;
площади шва при диаметре одного дефекта не более 1,5 мм;
подрезы не более 0,5 мм.
5.7.9. Особенное внимание следует уделить участкам с наиболее вероятным образованием трещин в вертикальных и горизонтальных сварных соединениях нижних поясов стенки и в швах окрайка днища, включая сварной шов сопряжения стенки корпуса с днищем (уторный шов), в местах пересечения вертикальных и горизонтальных швов, в швах приварки штуцеров трубопровода и патрубка люка-лаза к внутренней оболочке ИР. Возможно появление трещин в сварных соединениях с выходом и без выхода на основной металл.
5.7.10. По результатам осмотра отмечают участки коррозионных повреждений поверхности, на которых затем проводят измерения толщин ультразвуковым толщиномером.
5.7.11. Результаты визуально-измерительного контроля оформляются протоколом (приложение 4), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.8. Неразрушающие методы контроля целостности внутренней оболочки ИР
5.8.1. Основные положения
5.8.1.1. Решение о возможности использования разрушающего метода, а также того или иного неразрушающего метода контроля целостности внутренней оболочки ИР принимается экспертной организацией.
5.8.1.2. Неразрушающие методы контроля при полном техническом освидетельствовании ИР применяются для выявления дефектов только внутренней оболочки ИР.
5.8.1.3. АЭ-контроль внутренней оболочки ИР, проводимый в соответствии с РД 03-131-97 [45], является основным методом, однако решение о его первоочередном применении принимается экспертной организацией по результатам анализа эксплуатационной документации и визуального осмотра ИР. Кроме того, АЭ-контроль внутренней оболочки ИР может быть использован как дополнительный метод (раздел 5.8.2 настоящей Инструкции).
5.8.1.4. Контроль основного металла и металла сварных швов внутренней оболочки ИР традиционными неразрушающими методами контроля (ультразвуковая, цветная дефектоскопия, магнитопорошковый метод) производится по результатам проведения АЭ-контроля внутренней оболочки в местах с повышенной активностью выявленных источников АЭ (согласно п.1.1.2.1 РД 03-131-97 [45]) в целях определения фактического местоположения дефектов, возникших в процессе монтажа и эксплуатации ИР. При этом сокращается объем традиционных неразрушающих методов контроля.
5.8.1.5. При положительных результатах проведения АЭ-контроля целостности внутренней оболочки ИР допускается неразрушающий метод контроля по согласованию с Госгортехнадзором России (в соответствии с п.1.1.3.3 РД 03-131-97 [45]), кроме ультразвуковой толщинометрии, не производить.
5.8.1.6. Объем проведения традиционных неразрушающих методов контроля целостности внутренней оболочки ИР (при невозможности проведения АЭ-контроля) определяется по результатам визуального осмотра. При этом обязательными методами неразрушающего контроля являются ультразвуковая и цветная дефектоскопия, ультразвуковая толщинометрия.
5.8.1.7. Магнитопорошковый, радиографический, вихретоковый, вакуумный (пузырьковый) методы, метод керосиновой пробы и магнитной памяти металла являются дополнительными и рекомендуемыми методами неразрушающего контроля целостности внутренней оболочки ИР.
5.8.2. Акустико-эмиссионный контроль (АЭ-контроль)
5.8.2.1. АЭ-контроль является одним из методов неразрушающего контроля, в основе которого лежат регистрация и анализ акустических волн, возникающих в процессе пластической деформации, структурных превращений в материале, образования и роста трещин, трения, а также истечения рабочего тела (жидкости или газа) через сквозные отверстия в контролируемом объекте, и предназначен для установления наличия дефектных зон и выявления поверхностных и внутренних дефектов типа трещин, непроваров, пор и т.д.
5.8.2.2. АЭ-контроль внутренней оболочки ИР может проводиться как в рамках комплексного обследования (освидетельствования) технического состояния ИР, так и в режиме постоянного или периодического слежения (мониторинга) за состоянием внутренней оболочки ИР.
5.8.2.3. В случае оснащения ИР мониторинговыми системами прогнозирование возможности дальнейшей эксплуатации ИР должно осуществляться исходя из сравнения фактического технического состояния в режиме реального времени с результатами комплексного обследования, предшествующего началу мониторинга.
5.8.2.4. При проведении полного технического освидетельствования ИР может быть применен АЭ-контроль в качестве основного метода контроля при определении целостности ИР либо как вспомогательный, в задачи которого входит выявление мест (зон) расположения источников акустической эмиссии, свищей в корпусе, а также протечек в уплотнениях. В обоих случаях АЭ-контроль проводится в соответствии с требованиями и положениями РД 03-131-97 [45]. Различием в вариантах применения АЭ-контроля является характер и величина сопровождающей нагрузки на ИР. В первом варианте сопровождающей нагрузки принимается нагрузка, при которой проводится комбинированное гидропневмонагружение, во втором - при пневмонагружении давлением, равным газовому подпору. Нагружение ИР в обоих случаях выполняется согласно пп.5.16.4 и 5.16.5 настоящей Инструкции по специально разработанной программе с обязательными промежуточными двумя, тремя выдержками по давлению в течение 10-15 мин.
Программа работ по АЭ-контролю включает организационно-технические мероприятия, проводимые заказчиком и исполнителем по подготовке к проведению и проведение работ по контролю, изложенные в п.5.8.2.9.
5.8.2.5. Установка преобразователей акустической эмиссии (ПАЭ) на ИР, подвергающихся гидропневмонагружению, производится на наружной стороне ИР. При гидропневмонагружении ИР в двустенном исполнении должны быть предусмотрены специальные кессоны, позволяющие осуществить установку ПАЭ на наружной поверхности внутренней оболочки ИР и исключающие воздействие на них теплоизоляционного материала (перлита). При пневмонагружении ИР допускается установка ПАЭ на внутренней поверхности внутренней оболочки ИР с выводом коммуникационных кабелей через уплотнительный узел в заглушке нижнего люка-лаза.
5.8.2.6. Установка ПАЭ предусматривает их равномерное распределение по элементам корпуса ИР: крыше и цилиндрической оболочке. Размещение ПАЭ должно обеспечивать контроль всей поверхности контролируемого объекта. Установка ПАЭ должна осуществляться либо с лесов, либо с помощью автовышек, либо с помощью промальпинистов. Варианты расстановки ПАЭ при контроле ИР емкостью 10000 т приведены в приложении 6.
5.8.2.7. В ряде случаев по согласованию с заказчиком допускается размещение ПАЭ только в тех областях ИР, которые определены как наиболее важные. К ним относятся: уторный шов, вертикальные монтажные швы в случае рулонной сборки (особенно при уводе кромок), а также зоны вварки штуцеров, люков-лазов и зона сопряжения корпуса ИР с крышей.
5.8.2.8. Допускается проводить АЭ-контроль по этапам с переустановкой ПАЭ. Интервал между отдельными этапами должен быть не менее 24 часов. Число перестановок определяется возможностями используемой аппаратуры, но не должно превышать для ИР емкостью 10000 т аммиака шести при контроле только цилиндрической части внутренней оболочки ИР и девяти при контроле цилиндрической и купольной части ИР.
5.8.2.9. Организация АЭ-контроля осуществляется на основании программы (п.5.8.2.4), разработанной в соответствии с п.3.9 настоящей Инструкции. Согласно программе работ должны выполняться следующие мероприятия.
5.8.2.9.1. Предоставление помещения для размещения акустико-эмиссионной аппаратуры (при необходимости). Температура в помещении должна быть не ниже 18 °С, оно должно быть обеспечено электропитанием напряжением 220 В и мощностью не ниже 10 кВт.
5.8.2.9.2. Обеспечение доступа к местам установки ПАЭ на объекте контроля, включая вырезку окон в теплоизоляции, установку кессонов с зачисткой поверхности внутренней оболочки ИР в местах установки ПАЭ (чистота поверхностей должна быть не хуже Rz=40).
5.8.2.9.3. Выполнение мероприятий, обеспечивающих проведение АЭ-контроля, в том числе: удаление ремонтных рабочих на период АЭ-контроля на безопасное место от ИР, прекращение работ на близкорасположенных объектах.
5.8.2.9.4. Строгое соблюдение изменения нагрузки на объекте контроля согласно утвержденному графику нагружения.
5.8.2.9.5. Обеспечение двусторонней связи между персоналом, выполняющим контроль, и эксплуатационным персоналом, осуществляющим изменение нагрузки.
5.8.2.9.6. Проведение инструктажа по технике безопасности и обеспечение специалистов, проводящих АЭ-контроль, индивидуальными средствами защиты и спецодеждой.
5.8.2.10. Требования к организациям-исполнителям и персоналу, проводящим АЭ-контроль, аппаратуре и оборудованию принимаются согласно п.2.3 раздела 2 и разделу 3 РД 03-131-97 [45], основными из которых являются наличие лицензии Госгортехнадзора России на право проведения контроля ИР, аттестованных специалистов не ниже II уровня, имеющих опыт работы в области акустико-эмиссионного контроля не менее пяти лет, а также использование при контроле многоканальной (не ниже 12 каналов) и многопараметрической акустико-эмиссионной аппаратуры, обеспечивающей как оперативную обработку и отображение информации в режиме реального времени, так и обработку, отображение и вывод на периферийные устройства для документирования накопленных в течение испытания данных после окончания испытания.
5.8.2.11. Проведению АЭ-контроля предшествуют разработка локационных схем и определение типа антенных групп. Количество и тип антенных групп определяются конструкцией и схемой монтажа ИР - полистовая либо рулонная сборка. Основное внимание должно быть уделено зоне уторного шва, вертикальным монтажным швам в случае рулонной сборки, а также зонам вварки штуцеров, люков-лазов и зоне сопряжения корпуса ИР с крышей.
5.8.2.12. В случае многоканальной локации расстояние между ПАЭ выбирают таким образом, чтобы сигнал от имитатора АЭ, расположенного в любом месте контролируемой зоны, обнаруживался тем минимальным количеством преобразователей, которое требуется для расчета координат.
5.8.2.13. Для выбора расстояния между ПАЭ производят измерение затухания, при этом выбирают представительную часть объекта без патрубков, проходов и т.д., устанавливают ПАЭ и перемещают (через 0,5 м) имитатор АЭ по линии в направлении от ПАЭ на расстояние до 3 м.
5.8.2.14. В качестве имитатора АЭ рекомендуется использовать пьезопреобразователь либо излом стержня карандаша (имитатор Су-Нильсена) диаметром 0,3-0,5 мм твердостью 2Н (2Т), с углом наклона стержня приблизительно 30° к поверхности, стержень выдвигают на 2,5 мм.
5.8.2.15. Расстояние между ПАЭ при использовании зонной локации задают таким образом, чтобы сигнал имитатора АЭ регистрировался в любом месте контролируемой зоны хотя бы одним ПАЭ и имел амплитуду не меньше заданной.
5.8.2.16. Как правило, разница амплитуд имитатора АЭ при расположении его вблизи ПАЭ и на краю зоны не должна превышать 20 дБ.
5.8.2.17. Максимальное расстояние между ПАЭ не должно превышать расстояния, которое в 1,5 раза больше порогового. Последнее определяют как расстояние, при котором амплитуда сигнала от имитатора АЭ равна пороговому напряжению.
5.8.2.18. Измерение скорости звука, используемое для расчета координат источников АЭ, производят следующим образом.
5.8.2.18.1. Имитатор АЭ располагают вне групп ПАЭ на линии, соединяющей ПАЭ, на расстоянии 10-20 см от одного из них.
5.8.2.18.2. Проводя многократные измерения (не менее 5), для разных пар ПАЭ определяют среднее время распространения. По нему и известному расстоянию между ПАЭ вычисляют скорость распространения сигналов АЭ.
5.8.2.19. Проверку работоспособности АЭ системы выполняют тотчас после установки ПАЭ, а также после проведения испытаний. Проверку выполняют путем возбуждения акустического сигнала имитатором АЭ, расположенным на определенном расстоянии от ПАЭ в соответствии с требованиями п.4.2 РД 03-131-97 [45].
5.8.2.20. Анализ шумов и принятие мер по уменьшению их влияния на результаты контроля принимаются согласно п.4.4 РД 03-131-97 [45].
5.8.2.21. После выполнения подготовительных и настроечных работ производят нагружение ИР в соответствии с требованиями п.5.8.2.4 настоящей Инструкции и п.4.3 РД 03-131-97 [45].
5.8.2.22. Требования, изложенные в пп.5.8.2.10-5.8.2.20, используются для создания "Технологии проведения АЭ-контроля внутренней оболочки ИР", являющейся методическим документом проведения контроля.
5.8.2.23. Накопление и обработка результатов АЭ-контроля осуществляются в соответствии с требованиями п.5 РД 03-131-97 [45].
5.8.2.24. Оценка результатов АЭ-контроля при пневмогидронагружении осуществляется в соответствии с требованиями п.6 РД 03-131-97 [45].
5.8.2.25. При положительной оценке технического состояния объекта по результатам АЭ-контроля или отсутствии зарегистрированных источников АЭ применение дополнительных неразрушающих методов контроля не требуется. Если интерпретация результатов АЭ-контроля неопределенна, рекомендуется использовать дополнительные неразрушающие методы контроля.
5.8.2.26. При оценке результатов акустико-эмиссионного контроля в случае пневмонагружения рекомендуется пользоваться следующими критериальными параметрами (табл.1).
Таблица 1
|
Тип зоны |
Амплитуда, |
Энергия |
Число импульсов |
|
Зоны, свободные от дефектов (соответствует АЭ-источникам I класса) |
40-50 |
20-50 |
0-30 |
|
Зоны с дефектом (поверхностные трещины, непровары, поры и т.п. - соответствуют АЭ-источникам II-III класса) |
55-75 |
50-3000 |
>30 |
5.8.2.27. Результаты АЭ-контроля оформляются протоколом (приложение 5), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.8.3. Обязательные и дополнительные методы дефектоскопии основного металла
и металла сварных швов внутренней оболочки ИР
5.8.3.1. Обязательными традиционными неразрушающими методами контроля сварных швов и основного металла внутренней оболочки ИР (при невозможности проведения АЭ-контроля согласно п.5.8.1.6) являются:
ультразвуковая дефектоскопия (УЗД);
цветная дефектоскопия.
5.8.3.2. Ультразвуковая дефектоскопия проводится в соответствии с ГОСТ 14782-86 [7], ОСТ 26-2044-83 [59] и обеспечивает выявление внутренних и поверхностных дефектов в сварных швах и околошовной зоне основного металла. При ультразвуковой дефектоскопии определяются условная протяженность, глубина и координаты расположения дефекта.
5.8.3.3. Объем работ по проведению контроля ультразвуковой дефектоскопией указан в табл.2.
Таблица 2
|
N п/п |
Наименование зоны контроля |
Объем контроля, % |
|
1 |
Сварные швы днища |
100 |
|
2 |
Нижний уторный шов |
100 |
|
3 |
Вертикальные и горизонтальные сварные швы стенки внутренней оболочки до 10 м по высоте |
100 |
|
4 |
Вертикальные и горизонтальные сварные швы стенки внутренней оболочки свыше 10 м по высоте для всех одностенных ИР, а также для двустенных ИР с хранением аммиака, этилена и пропилена |
50 |
|
5 |
Вертикальные и горизонтальные сварные швы стенки внутренней оболочки свыше 10 м по высоте для двустенных ИР с хранением пропана, бутана и широкой фракции легких углеводородов |
30 |
|
6 |
Сварные швы в местах врезки люков и патрубков |
100 |
|
7 |
Сварные швы и зоны в местах с дефектами |
Места с дефектами |
5.8.3.4. Ширина контролируемой зоны должна быть не менее 100 мм на каждую сторону от оси шва.
5.8.3.5. Перед началом УЗД сварных соединений изготовляются эталоны сварных соединений для настройки дефектоскопа и пьезоэлектрических преобразователей. Результаты УЗД заносятся в протокол (приложение 7), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.8.3.6. Цветная дефектоскопия проводится в соответствии с ГОСТ 18442-88 [8], ОСТ 26-5-88 [5] и позволяет обнаружить поверхностные дефекты, главным образом трещины, в различных сварных соединениях.
5.8.3.7. Цветная дефектоскопия проводится в тех же объемах, что и УЗД (табл.2, п.5.8.3.3), за исключением уторного шва.
5.8.3.8. Ширина зоны контроля для проведения цветной дефектоскопии должна быть не менее 100 мм в каждую сторону от оси сварного шва.
5.8.3.9. Осмотр контролируемой поверхности после нанесения проявителя должен осуществляться дважды: через 5 мин после высыхания проявителя (предварительный контроль) и через 20 мин после высыхания проявителя (окончательный контроль) с применением лупы 10-кратного увеличения.
5.8.3.10. Для контроля сварных швов рекомендуется применять комплекты типа ЦАН, позволяющие выявить дефекты с шириной раскрытия до 1 мкм. Результаты контроля оформляются протоколом (приложение 8), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
Примечание. Цветная дефектоскопия должна выполняться перед проведением УЗД. Обратный порядок контроля не допускается.
5.8.3.11. Для контроля основного металла и металла сварных швов внутренней оболочки ИР используются следующие дополнительные неразрушающие методы контроля:
магнитопорошковый метод (выполняется в соответствии с требованиями ГОСТ 21105-87 [4]);
радиографический метод (выполняется в соответствии с ГОСТ 7512-82 [52]);
вакуумный (пузырьковый) метод (выполняется в соответствии с ГОСТ 3242-79 [9]);
вихретоковый метод (выполняется в соответствии с ГОСТ 24289-80 [10]);
метод керосиновой пробы (выполняется в соответствии с ГОСТ 11128-65 [11]).
5.8.3.12. Дополнительные методы неразрушающего контроля не заменяют обязательные и выполняются для дополнительного подтверждения дефектов, выявленных обязательными методами.
5.8.3.13. Результаты, полученные при использовании дополнительных неразрушающих методов контроля, оформляются протоколом (пример протокола магнитопорошкового контроля см. в приложении 9), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.8.3.14. Все дефекты, превышающие допустимые размеры, наносятся на схему сварных соединений внутренней оболочки ИР, после чего принимается решение о работоспособности поврежденных участков основного металла или сварного шва и необходимости их ремонта.
5.8.3.15. Для выполнения работ, связанных с применением неразрушающих методов контроля, предусмотренных настоящей Инструкцией при проведении полного технического обследования ИР, допускаются дефектоскописты, прошедшие теоретическое и практическое обучение и имеющие удостоверение с квалификацией не ниже II уровня.
5.8.4. Метод магнитной памяти металла (ММП контроль)
5.8.4.1. ММП контроль, основанный на измерении поля остаточной намагниченности (Нр), является рекомендуемым неразрушающим методом контроля целостности внутренней оболочки ИР и проводится в соответствии с Методикой экспресс-диагностики сосудов и аппаратов с использованием магнитной памяти металла [6] и применяется для оценки напряженно-деформированного состояния ИР с учетом неоднородности структуры металла. При ММП контроле используется эффект магнитной памяти металла к зонам действия максимальных рабочих нагрузок. ММП контроль не требует специальной подготовки поверхности металла.
5.8.4.2. ММП контролем допускается проводить до 30% работ по неразрушающему контролю (табл.2, п.5.8.3.3) либо все работы по контролю сварных швов стенки внутренней оболочки ИР на высоте свыше 10 м (табл.2, п.5.8.3.3).
5.8.4.3. ММП контроль осуществляют два оператора. Один оператор выполняет сканирование датчиками, другой оператор следит на экране прибора за изменениями измеряемого параметра. В отдельных случаях допускается ММП контроль осуществлять одним оператором.
5.8.4.4. Зоны ММП контроля основного металла и сварных соединений разбиваются на несколько участков. Рекомендуемая длина каждого участка 4-5 м. Длина участка может быть увеличена для ускорения контроля, но при этом дискретность записи (расстояние между фиксируемыми точками контроля) увеличивается. Разбиение зон ММП контроля на несколько участков делается для выполнения записи измерений в блок памяти прибора. Условное обозначение (кодирование) участков производится на клавиатуре прибора в виде нескольких цифр. При этом рекомендуется первой цифрой (или двумя первыми цифрами) обозначать порядковый номер зоны ММП контроля. Например, код 112 означает номер зоны ММП контроля 11, участок 2.
5.8.4.5. При обнаружении скачкообразного изменения знака и величины Нр на поверхности контролируемого участка мелом или краской делается отметка. Затем производится запись результатов контроля в блок памяти прибора.
5.8.4.6. Направление сканирования должно быть одинаковым для всех контролируемых зон ММП контроля. Начало и направление сканирования, а также условная разбивка зон ММП контроля на участки обозначаются на формуляре ИР с целью дальнейшей обработки результатов контроля. По результатам контроля каждой намеченной зоны ММП контроля выявляются зоны максимальной концентрации напряжений, которые характеризуются максимальным градиентом величины ![]() по длине контролируемого участка
по длине контролируемого участка ![]() .
.
5.8.4.7. Компьютерная система обработки данных в сочетании с двухканальным датчиком автоматически определяет значение измеряемого градиента магнитного поля ![]() - и фиксирует на экране его графическое изображение.
- и фиксирует на экране его графическое изображение.
5.8.4.8. После выполнения контроля всех участков основного металла и сварных швов рекомендуется произвести контроль в зонах концентрации напряжений на предмет выявления в них возможных дефектов методом УЗД. Наиболее опасным для развития повреждения сварного шва является совпадение зон концентрации напряжений от дефектов сварки (непровары, шлаковые включения, смещение кромок и т.д.) с концентрацией напряжений в этом месте от рабочих нагрузок.
5.8.4.9. По результатам контроля методом магнитной памяти на формуляре ИР строятся эпюры распределения величины Нр по всем проконтролированным участкам, указываются зоны максимальной концентрации напряжений. Далее производится анализ напряженно-деформированного состояния ИР.
5.8.5. Ультразвуковая толщинометрия внутренней оболочки ИР
5.8.5.1. Ультразвуковая толщинометрия производится для выявления возможного уменьшения толщины элементов внутренней оболочки ИР в целях определения скорости коррозионного или коррозионно-эрозионного износа.
5.8.5.2. Ультразвуковая толщинометрия элементов внутренней оболочки ИР проводится в соответствии с ГОСТ 28702-90 [12] с помощью ультразвуковых толщиномеров отечественного и зарубежного производства, позволяющих измерять толщину в интервале 0,6-1000 мм с точностью до 0,1 мм при температуре окружающего воздуха от -10 до +40 °С и отвечающих требованиям ГОСТ 28702-90 [12].
5.8.5.3. Объем работ по измерениям толщин устанавливается на основании визуального контроля внутренней поверхности и в зависимости от длительности эксплуатации. Для оценки толщины металла внутренней оболочки ИР за длительный период эксплуатации необходимо установить постоянные точки измерений, обозначив их несмываемой краской.
5.8.5.4. Толщина листов днища измеряется по двум взаимно перпендикулярным направлениям (не менее 50 мм от края и посредине каждого листа) с количеством замеров не менее пяти на каждом листе. Замерам подвергаются 50% листов днища (выборочно).
5.8.5.5. Листы вертикальной стенки и окрайков днища измеряются по двум взаимно перпендикулярным направлениям с количеством замеров не менее пяти на каждом листе, а в местах с явной коррозией от 8 до 10.
5.8.5.6. Поверхность металла внутренней оболочки ИР в точках измерений должна быть зачищена до шероховатости Rz=40 по ГОСТ 2789-73 [13], диаметр контактного пятна не менее 30 мм.
5.8.5.7. Результаты ультразвуковой толщинометрии оформляются в виде протокола с приложением схемы расположения точек измерений на развертке внутренней оболочки (приложение 10, 11), которые входят в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.9. Определение физико-механических характеристик и
структурного состояния материала внутренней оболочки ИР
5.9.1. Дюрометрический метод оценки характеристик прочности материала внутренней оболочки ИР
5.9.1.1. Дюрометрический метод используется для определения по измеренным значениям твердости характеристик прочности: предела текучести и временного сопротивления.
5.9.1.2. Твердость стали по методам Виккерса или Бринелля на стационарных твердомерах устанавливают в соответствии с ГОСТ 2999-75 [14] и ГОСТ 9012-59 [15] соответственно. Минимальные размеры проб и требования к подготовке поверхности металла приведены в ГОСТ 2999-75 [14] и ГОСТ 9012-59 [15].
5.9.1.3. Допускается измерение твердости проводить непосредственно на объекте переносными твердомерами статического или динамического типа по ГОСТ 22761-77 [16] и ГОСТ 18661-73 [17] соответственно. Применение твердомеров других типов разрешается при условии обеспечения необходимой точности измерений.
5.9.1.4. Требования к качеству зачистки поверхности, размеру и приварке зачищаемой площадки устанавливают в соответствии с техническим паспортом используемого твердомера. При измерении твердости основного металла зачищаемая площадка должна располагаться на расстоянии не менее 100 мм от сварного шва и не далее 300 мм от места отбора пробы.
5.9.1.5. Количество замеров твердости на пробу или точку должно быть не менее трех при использовании стационарных твердомеров, исключая случай существенного (более 10%) рассеяния значений твердости и обнаружения с помощью переносных твердомеров аномально низких или аномально высоких значений твердости.
5.9.1.6. При существенном рассеянии значений твердости количество измерений увеличивается до 9 на точку.
5.9.1.7. В качестве характеристики твердости стали принимается среднеарифметическое значение твердости, полученной по результатам замеров в соответствии с требованиями пп.5.9.1.5 и 5.9.1.6 настоящей Инструкции.
5.9.1.8. При обнаружении аномально низких или аномально высоких значений твердости устанавливают форму и размер этой области аномальной твердости. Количество замеров устанавливают специалисты, проводящие измерения.
5.9.1.9. Предел текучести низколегированных сталей в интервале от 20 до 45 кгс/мм![]() рассчитывается по результатам химического и количественного металлографического анализа по формуле
рассчитывается по результатам химического и количественного металлографического анализа по формуле
![]() ,
,
где ![]() - напряжение трения решетки
- напряжение трения решетки ![]() -железа, для настоящего расчета принимается равным 30 МПа;
-железа, для настоящего расчета принимается равным 30 МПа;
![]() - напряжение за счет упрочнения стали перлитом,
- напряжение за счет упрочнения стали перлитом, ![]() =2,4П, МПа, здесь П - процент перлитной составляющей;
=2,4П, МПа, здесь П - процент перлитной составляющей;
![]() - напряжение за счет упрочнения твердого раствора легирующими элементами, устанавливаемое по величине их концентрации
- напряжение за счет упрочнения твердого раствора легирующими элементами, устанавливаемое по величине их концентрации ![]() - в % по массе легирующих элементов в
- в % по массе легирующих элементов в ![]() -железе (феррите);
-железе (феррите);

![]() - напряжение за счет упрочнения стали дисперсными частицами:
- напряжение за счет упрочнения стали дисперсными частицами:
![]() ,
,
(здесь ![]() = 8,4·10
= 8,4·10![]() МПа - модуль сдвига;
МПа - модуль сдвига;
![]() =2,5·10
=2,5·10![]() мм - вектор Бюргерса;
мм - вектор Бюргерса;
![]() - размер (диаметр) дисперсных упрочняющих частиц, мм;
- размер (диаметр) дисперсных упрочняющих частиц, мм;
![]() - межчастичное расстояние, мм);
- межчастичное расстояние, мм);
![]() - напряжение за счет упрочнения дислокациями, оценивается по плотности дислокаций
- напряжение за счет упрочнения дислокациями, оценивается по плотности дислокаций ![]() :
:
![]() =
=![]() ;
;
![]() - средний условный диаметр зерна феррита, определяемый по ГОСТ 5639-82 [18];
- средний условный диаметр зерна феррита, определяемый по ГОСТ 5639-82 [18];![]() = 20 МПа·мм
= 20 МПа·мм![]() .
.
5.9.1.10. Временное сопротивление стали рассчитывается по соотношению
![]() =0,34НВ или
=0,34НВ или ![]() =0,34(HV).
=0,34(HV).
Для исследуемого класса сталей значения твердости по Виккерсу (HV) и Бринеллю (НВ) принимаются совпадающими.
5.9.1.11. Полученные значения предела текучести и временного сопротивления оформляются заключением, которое входит в состав приложения к общему Заключению экспертизы промышленной безопасности ИР.
5.9.2. Определение фактических механических характеристик и химического состава материала внутренней оболочки ИР
5.9.2.1. Определение химического состава стали проводят в соответствии с требованиями ГОСТ 22536.0-87 - ГОСТ 22536.12-87, ГОСТ 22536.14-87 [19], титриметрическим, спектральным или другими методами, обеспечивающими необходимую точность химического анализа.
5.9.2.2. Химический анализ стали проводят после зачистки поверхности металла (пробы) до металлического блеска, исключающей искажение результатов анализа состава металла.
5.9.2.3. При интерпретации результатов химического анализа допускаемые отклонения содержания легирующих элементов в готовом прокате учитывают согласно техническим требованиям к низколегированным сталям (ГОСТ 27772-88 [20], ГОСТ 380-94 [21] и др.).
5.9.2.4. В случае обнаружения аварийных дефектных мест внутренней оболочки ИР, а также после пожара и стихийных бедствий по решению экспертной организации проводится комплексная оценка физико-механических свойств металла различных зон сварных соединений.
5.9.2.5. При комплексной оценке физико-механических свойств основного металла и металла различных зон сварных соединений производится вырезка массивной заготовки в виде круга диаметром 300 мм, содержащей сварной шов.
5.9.2.6. Вырезку металла необходимо проводить из наиболее нагруженных мест, удобных для последующего ремонта.
5.9.2.7. На вырезанную заготовку наносится маркировка (номер ИР и пояса), направление прокатки, расположение и характер (вертикальный, заводской, монтажный) шва, указывается внутренняя и внешняя поверхность.
5.9.2.8. Для определения степени повреждения металла под воздействием эксплуатационных факторов и оценки механических свойств металла допускается проводить отбор микропроб размером (1,2-1,5)х(5-10)х(15-25) мм с наибольшим сечением рабочей части не менее 3 мм![]() .
.
5.9.2.9. Микропробы отбираются с внутренней поверхности внутренней оболочки ИР механическим (скол, срез) электроэрозионным или иным способом, обеспечивающим получение микропробы требуемых размеров без деформации металла.
5.9.2.10. При выполнении п.5.9.2.9 рекомендуется отбор микропроб проводить на трех уровнях: в жидкой фазе, газовой фазе и в зоне переменного смачивания. На каждом уровне микропробы отбираются от основного металла и металла шва и (или) околошовной зоны вертикального шва.
5.9.2.11. Количество проб и места их отбора устанавливаются экспертной организацией в зависимости от степени повреждения внутренней оболочки ИР, выявленной при проведении обследования.
5.9.2.12. Места отбора микропроб подвергаются механической зачистке до устранения концентраторов напряжений.
5.9.2.13. При вырезке массивной заготовки определяют механические свойства при растяжении (предел текучести, временное сопротивление, относительное удлинение) и ударную вязкость, а также проводят металлографический анализ в целях выявления повреждения (деградации) структуры и наличия микротрещин. При полном техническом освидетельствовании ИР, испытывающих в процессе эксплуатации малоцикловое нагружение, проводят испытания на малоцикловую усталость по ГОСТ 25859-83 [22].
5.9.2.14. Количество образцов и температуры испытаний устанавливаются экспертной организацией, проводящей полное техническое освидетельствование, с учетом требований ГОСТ 7564-73 [23]. Испытания на статическое растяжение и ударную вязкость проводят по ГОСТ 1497-84 [24] и ГОСТ 9454-78 [25] соответственно.
5.9.2.15. Полученные фактические механические характеристики и результаты химического состава материала внутренней оболочки ИР оформляются заключением, которое входит в состав приложения к общему Заключению экспертизы промышленной безопасности ИР.
5.10. Металлографические и электронно-фрактографические исследования структурного и коррозионного состояния основного металла и материала сварных швов внутренней оболочки ИР
5.10.1. Металлографические и электронно-фрактографические исследования проводятся в случае визуального обнаружения трещиноподобных поверхностных дефектов, щелевой и точечной коррозии, возникших в процессе эксплуатации, при выявлении мест с повышенной активностью источников АЭ после проведения АЭ-контроля, при обнаружении дефектов после проведения ультразвуковой и цветной дефектоскопии (либо другими неразрушающими методами контроля), а также для ИР с хранением аммиака, этилена и пропилена.
5.10.2. Металлографические исследования проводятся с целью оценки качества стали и установления факта изменения структуры металла и причины его трещинообразования под воздействием эксплуатационных факторов.
5.10.3. Для проведения металлографических исследований могут быть использованы как разрушающие, так и неразрушающие методы контроля.
5.10.4. Проведение металлографических исследований неразрушающим методом контроля осуществляется методом "реплик".
5.10.5. При использовании разрушающего метода контроля используют шлифы, изготовленные из вырезок, или микропробы, размеры которых приведены в пп.5.9.2.5 и 5.9.2.8 соответственно.
5.10.6. Исследования структуры стали с применением методов количественной металлографии проводятся в соответствии с ГОСТ 5639-82 [18] и ГОСТ 5640-82 [26].
5.10.7. Электронно-фрактографические исследования проводятся в целях определения степени охрупчивания (повреждения) металла различных зон сварного соединения и установления причин его трещинообразования.
5.10.8. Изломы для электронно-фрактографического анализа получают при испытаниях стандартных ударных образцов (ГОСТ 9454-78 [25]) при отрицательных температурах, обеспечивающих наличие на поверхности разрушения "хрупкого квадрата", или при разрушении микропроб, предварительно охлажденных в жидком азоте для получения хрупкого излома. В обоих случаях следует предусмотреть меры по предотвращению коррозионных повреждений при отогреве и сушке изломов.
5.10.9. Выбор оборудования для проведения электронно-фрактографического анализа и определения доли межзеренной составляющей ![]() осуществляется в соответствии с методическими указаниями МР 5-81 [27].
осуществляется в соответствии с методическими указаниями МР 5-81 [27].
5.10.10. Степень межзеренного охрупчивания металла, вызванного ослаблением границ зерен из-за наводороживания, сульфидного и хлоридного растрескивания и иных неблагоприятных процессов, определяется по величине прироста доли межзеренного разрушения ![]() в хрупком изломе.
в хрупком изломе.
5.10.11. Суммарная степень ![]() охрупчивания стали, включающая внутризеренное охрупчивание, вызванное наклепом внутренних объемов зерен, и межзеренное, обусловленное ослаблением границ зерен, в процессе эксплуатации устанавливается на основании результатов дюрометрического и электронно-фрактографического анализа по соотношению
охрупчивания стали, включающая внутризеренное охрупчивание, вызванное наклепом внутренних объемов зерен, и межзеренное, обусловленное ослаблением границ зерен, в процессе эксплуатации устанавливается на основании результатов дюрометрического и электронно-фрактографического анализа по соотношению
![]() ,
,
где ![]() - принимается равной 10 °С для основного металла и 20 °С для металла сварного шва и околошовной зоны;
- принимается равной 10 °С для основного металла и 20 °С для металла сварного шва и околошовной зоны;
![]() =100 °С,
=100 °С, ![]() =0,6 °С/МПа;
=0,6 °С/МПа; ![]() HV=HV
HV=HV![]() -HV
-HV![]() (твердость стали после эксплуатации НV
(твердость стали после эксплуатации НV![]() и в исходном состоянии HV
и в исходном состоянии HV![]() соответственно);
соответственно);
![]() (приведенная доля межзеренной составляющей после эксплуатации
(приведенная доля межзеренной составляющей после эксплуатации ![]() и в исходном состоянии
и в исходном состоянии ![]() соответственно).
соответственно).
5.10.12. В качестве параметра величины степени охрупчивания стали оболочки (основного металла и металла сварного шва) под воздействием эксплуатационных факторов принимается наибольшее значение из всех исследованных проб для каждой из зон сварного соединения.
5.10.13. Полученные результаты металлографических и электронно-фрактографических исследований структурного и коррозионного состояния основного металла и материала сварных швов внутренней оболочки ИР оформляются заключением, которое входит в состав приложения к общему Заключению экспертизы промышленной безопасности ИР.
5.11. Определение фактической геометрической формы ИР
5.11.1. Проверка геометрической формы проводится в целях определения фактической формы внутренней оболочки ИР, выявления отклонений от проекта и соответствия их требованиям СНиП 3.03.01-87 [28].
5.11.2. Проверку отклонений образующих стенки внутренней оболочки ИР определяют с помощью отвеса и мерной линейки не менее чем по восьми осям и не реже чем через 6 м по периметру. Замеры проводятся на расстоянии 50 мм ниже горизонтального шва и посредине каждого пояса.
Предельные отклонения от вертикали образующих стенки внутренней оболочки ИР приведены в табл.3.
Таблица 3
|
|
Предельные отклонения от вертикали, мм | |||||||||||
|
Объем резервуара, м |
Номера поясов | |||||||||||
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
5000 |
+15 |
+25 |
+35 |
+45 |
+55 |
+60 |
+65 |
+70 |
+75 |
+80 |
- |
- |
|
10000-20000 |
+20 |
+30 |
+40 |
+50 |
+60 |
+70 |
+75 |
+80 |
+85 |
+90 |
+90 |
+90 |
|
30000-50000 |
+30 |
+40 |
+50 |
+60 |
+70 |
+75 |
+80 |
+85 |
+90 |
+90 |
+90 |
+90 |
5.11.3. Для верхнего пояса при 20% замеренных образующих допускаются отклонения ±120 мм.
5.11.4. Предельные отклонения образующих стенки внутренней оболочки ИР от вертикали (табл.3) даны для листов шириной 1,5 м.
5.11.5. Для ИР, изготовленных из листов шириной более 1,5 м, предельные отклонения приведены в табл.4, которые получены интерполяцией данных табл.3.
Таблица 4
|
|
Предельные отклонения от вертикали, мм | |||||||||||
|
Объем резервуара, м |
Номера поясов | |||||||||||
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
5000 |
+20 |
+30 |
+40 |
+50 |
+57 |
+62 |
+67 |
+72 |
+77 |
+80 |
- |
- |
|
10000-20000 |
+25 |
+35 |
+45 |
+55 |
+65 |
+72 |
+77 |
+82 |
+87 |
+90 |
+95 |
+100 |
|
30000-50000 |
+35 |
+45 |
+55 |
+66 |
+72 |
+77 |
+82 |
+87 |
+90 |
+95 |
+95 |
+100 |
5.11.6. Указанные в табл.3 и 4 предельные отклонения образующих стенки внутренней оболочки ИР от вертикали должны удовлетворять 75% проведенных замеров. Для остальных 25% замеров допускаются предельные отклонения на 30% больше с учетом геометрии листов стенки ИР.
5.11.7. Проверку отклонения от цилиндрической формы внутренней оболочки ИР определяют не менее чем по восьми осям и шести высотам через каждые 200 мм высоты стенки. Разность между длинами двух взаимно перпендикулярных диаметров, измеренных на уровне днища, не должна превышать 0,002 проектного диаметра ИР.
5.11.8. Результаты замеров отклонений от вертикали образующих стенки, а также отклонений от цилиндрической формы внутренней оболочки ИР заносятся в таблицу протокола проверки геометрической формы ИР (приложение 12). Протокол входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.12. Геодезические измерения неравномерности осадки
фундамента и горизонтальности днища ИР
5.12.1. Неравномерность осадки может возникнуть в процессе эксплуатации ИР в результате деформации теплоизоляционных конструкций днища от воздействия собственного веса внутренней оболочки ИР, веса хранимого в нем продукта и давления газов над жидкостью, от температуры продукта и температуры окружающей среды, а также от деформации основания.
5.12.2. Измерение неравномерности осадки фундамента необходимо выполнять нивелированием по классу точности II в абсолютных отметках.
5.12.3. Замеры необходимо выполнять от опорных глубинных реперов, количество которых должно быть не менее трех.
5.12.4. При проведении нивелировки фундаментной плиты необходимо установить марки через каждые 6 м по ее окружности и не менее двух марок в центре.
5.12.5. Наблюдения за деформациями основания и оформление результатов необходимо производить в соответствии с требованиями Руководства по наблюдениям за деформациями оснований и сооружений, НИИОСП, 1975 г. [29].
5.12.6. Горизонтальность днища наружной емкости ИР (по наружным окрайкам днища или по верху первого пояса) проверяют нивелированием не менее чем в восьми точках и не реже чем через 6 м. Отсчет необходимо вести от глубинного репера.
5.12.7. Отклонения от горизонтальности днища наружной металлической емкости незаполненного ИР не должны превышать для двух соседних точек ±20 мм, для диаметрально противоположных точек ±50 мм. Отклонения при заполненном ИР не должны превышать ±40 мм для двух соседних точек и ±80 мм для диаметрально противоположных точек.
5.12.8. Горизонтальность днища внутренней емкости ИР проверяется нивелированием не менее чем по восьми осям и не реже чем через 6 м. Замеры проводятся внутри ИР по следующим контурам днища:
по периметру сварного шва узла сопряжения стенки с днищем;
по периметру - на 5 м от стенки;
по периметру - на 10 м от стенки;
в центре днища.
5.12.9. Разность отметок по контурам отсчитывается относительно отметки центра днища, принимаемой за ±0,000 и не должна превышать:
для двух соседних точек по периметру (6 м) сварного шва узла сопряжения стенки с днищем для ИР: объемом от 5000 до 20000 м![]() - 15 мм, объемом от 20000 до 50000 м
- 15 мм, объемом от 20000 до 50000 м![]() - 30 мм;
- 30 мм;
для диаметрально противоположных точек по периметру сварного шва узла сопряжения стенки с днищем для ИР: объемом от 5000 до 20000 м![]() - 45 мм, объемом от 20000 до 50000 м
- 45 мм, объемом от 20000 до 50000 м![]() - 60 мм.
- 60 мм.
5.12.10. Неравномерность осадки края днища определяют нивелированием в месте сопряжения его со стенкой ИР, измеренной на расстоянии 300 мм вдоль радиуса днища. Отклонение при этом не должно превышать величины, равной толщине листа окрайка днища.
5.12.11. Неровности днища ИР (хлопуны и вмятины) определяют с помощью нивелира. Высоту хлопуна замеряют по пяти точкам при площади хлопуна 2 м![]() и по восьми точкам при площади хлопуна 5 м
и по восьми точкам при площади хлопуна 5 м![]() и более.
и более.
5.12.12. Высота хлопуна на днище не должна превышать 50 мм при площади хлопуна 2 м![]() и 150 мм при площади 5 м
и 150 мм при площади 5 м![]() и более.
и более.
5.12.13. Все выявленные хлопуны наносят на карту раскроя днища с координатами их привязки. Участки днища с высотой хлопунов, превышающей допустимые величины, а также места, где обнаружены резкие переломы поверхности листов, должны быть отмечены краской и подлежат исправлению.
5.12.14. Неравномерность осадки ИР определяется сравнением результатов замеров предыдущего и настоящего нивелирования верхней фундаментной плиты и днища ИР. Неравномерность осадки ИР не должна превышать 3 мм или величины, указанной в проекте.
5.12.15. Если в результате нивелирования разность отметок превышает допустимые величины, то необходимо проверить зазоры между упорными и закладными пластинами не менее чем на четырех взаимно противоположных анкерах ИР.
5.12.16. Для проверки зазоров между пластинами выбираются анкеры с максимальными отклонениями по результатам нивелирования.
5.12.17. В случае образования зазора между упорной и закладной пластиной анкера необходимо устранить его установкой подкладных пластин на величину зазора с обваркой пластин по периметру.
5.12.18. Результаты нивелировки днища и фундамента ИР оформляются протоколом геодезических измерений (приложение 13), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.13. Освидетельствование тепловой изоляции ИР
5.13.1. Для предварительной оценки технического состояния тепловой изоляции ИР проводится тепловизионное обследование в эксплуатационном режиме (п.5.4) в целях выявления участков с нарушенными теплоизоляционными свойствами, а также визуальный осмотр наружной поверхности стенки, крыши и нижней поверхности фундаментной плиты.
5.13.2. Для определения физико-механических свойств тепловой изоляции ИР производится отбор проб теплоизоляционных материалов из конструкций.
5.13.3. Пробы отбираются не менее чем в трех точках по высоте стенки и в двух точках по крыше ИР преимущественно на участках обмерзания наружной поверхности стенки и крыши, если таковые выявлены при визуальном осмотре.
5.13.4. В двустенных ИР с засыпкой перлитовым песком определяется его влажность, средняя, насыпная плотность, зерновой состав и степень уплотнения в соответствии с требованиями ГОСТ 17177-87 [30].
5.13.5. Для отбора проб перлитового песка к стенке наружной емкости ИР привариваются лючки диаметром 70 мм в количестве трех штук по высоте стенки.
5.13.6. В одностенных ИР с пенопластовой тепловой изоляцией стенки и крыши определяются влажность, средняя плотность, водопоглощение и наличие признаков старения теплоизоляционного материала, а также техническое состояние защитного покрытия.
5.13.7. Отбор проб теплоизоляционного материала днища (пеностекла, перлитобетона) для определения его влажности производят на участках с нарушенными теплоизоляционными свойствами и дефектами бетона в фундаментной плите путем горизонтального выбуривания через стенку наружной емкости ИР.
5.13.8. В одностенных ИР выбуривание производят через торцевую часть фундаментной плиты на расстоянии 0,1-0,15 м ниже верха плиты.
5.13.9. Пробы теплоизоляции днища отбираются не менее чем в трех-четырех точках по периметру. Глубина выбуривания - 2,5-3,0 м от наружной стенки (или от торцевой части фундаментной плиты одностенного ИР), привязка по вертикали 0,05-0,1 м от фундаментной плиты.
5.13.10. В случае если фактическая влажность теплоизоляционных материалов превышает проектное значение, необходимо произвести отбор образцов теплоизоляционного материала через окна, вырезанные в днище ИР, для определения прочностных свойств материала. Минимальный размер окна должен быть 400х500 мм. С учетом размера люка-лаза размер окна может быть изменен. Окна привязываются с учетом расположения сварных швов и хлопунов в днище.
5.13.11. После вскрытия днища (вырезки окна) производят послойный отбор образцов теплоизоляционных материалов с описанием толщины слоев, наличия влажных пятен и признаков разрушения.
5.13.12. Отобранные образцы передаются в лабораторию для определения их плотности, влажности и предела прочности на сжатие в соответствии с требованиями ГОСТ 17177-87 [30].
5.13.13. По результатам исследования определяется соответствие фактических физико-механических свойств материалов теплоизоляции днища проектным требованиям.
5.13.14. Результаты освидетельствования теплоизоляции ИР оформляются заключением с приложением результатов лабораторных исследований, схем привязки мест отбора проб, а также описанием фактической конструкции теплоизоляции днища в случае его вскрытия. Заключение входит в состав приложения к общему Заключению экспертизы промышленной безопасности ИР.
5.14. Освидетельствование грунтов основания и фундамента ИР
5.14.1. Техническое освидетельствование грунтов основания и фундамента выполняется в целях определения их фактического состояния и условий дальнейшей безопасной эксплуатации ИР.
5.14.2. Техническое освидетельствование грунтов основания производится в специально откопанных шурфах (шурфы для освидетельствования фундаментов - см. п.5.14.6) и включает следующее:
изучение инженерно-геологических условий;
отбор образцов грунта основания в откопанных шурфах и определение его физико-механических характеристик;
химический анализ водной вытяжки грунта из откопанных шурфов.
5.14.3. Физико-механические характеристики образцов грунта основания, а также химический анализ водной вытяжки грунта производятся в лабораторных условиях специализированной организации. Механические характеристики грунтов основания допускается определять непосредственно в откопанных шурфах методом статического зондирования.
5.14.4. Если неравномерность осадки фундаментов превышает допустимые величины (п.5.12.14), необходимо провести освидетельствование грунтов основания в специально откопанных шурфах на глубину до плотных пород.
5.14.5. При техническом освидетельствовании фундамента ИР в первую очередь обследованию подлежит его наземная часть: верхняя плита и верхняя часть свай или колонн. По результатам осмотра наземной части в местах наибольших дефектов и повреждений намечается обследование подземных частей железобетонных конструкций.
5.14.6. Для обеспечения доступа к поверхности нижней плиты фундамента и свай и узла сопряжения плиты с колоннами необходимо откопать в грунте шурфы:
размером 1х1 м в подполье до обнаружения стыка колонны с нижней плитой (не менее трех шурфов) и на глубину 1,5 м - для определения состояния свай;
размером 1х1,5 м по контору нижней плиты до отметки подошвы плиты (не менее трех шурфов), количество шурфов может быть изменено в процессе обследования, в зависимости от характера и серьезности обнаруженных дефектов и повреждений.
5.14.7. При обследовании фундамента ИР особое внимание необходимо обратить на узлы:
сопряжения колонн с верхней и нижней плитой;
крепления анкеров с фундаментной плитой;
на состояние свай, колонн на отметке планировки земли в зоне переменного температурно-влажностного режима.
5.14.8. При визуальном обследовании железобетонных конструкций фундамента ИР фиксируется наличие трещин, каверн, отколов, разрушений защитного слоя бетона, мокрых пятен, высолов, конденсата, мест обмерзания и выщелачивания бетона. Все выявленные дефекты и повреждения наносятся на схему с указанием размеров и мест привязки.
5.14.9. При инструментальном обследовании железобетонных конструкций фундамента ИР определяются следующие характеристики:
фактическая прочность бетона (ГОСТ 22690-88 [31], ГОСТ 28570-90 [32]);
влажность бетона (ГОСТ 12730.2-78 [33]);
глубина карбонизации защитного слоя бетона;
ширина раскрытия коррозионных и силовых трещин в бетоне;
толщина защитного слоя бетона;
степень поражения стальной арматуры коррозией;
потери рабочего сечения железобетонных элементов.
5.14.10. Бетон фундамента ИР должен быть обследован на наличие и концентрацию в нем аммиака (в местах выбуривания кернов, в глубоких трещинах).
5.14.11. При наличии высолов и следов выщелачивания бетона фундаментной плиты необходимо выполнить химический анализ водной вытяжки отобранных образцов поверхностного слоя бетона в лаборатории специализированной организации.
5.14.12. Контроль за температурой бетона осуществляется с помощью термодатчиков, установленных в местах взятия проб.
5.14.13. Результаты освидетельствования грунтов основания и железобетонных конструкций фундамента оформляются заключением с приложением схем и результатов лабораторных исследований. Заключение входит в состав приложения к общему Заключению экспертизы промышленной безопасности ИР.
5.15. Освидетельствование анкерных креплений ИР
5.15.1. При освидетельствовании анкерных креплений ИР необходимо выполнить следующие работы:
произвести анализ проектной и исполнительной документации в целях выявления отступлений от проекта по устройству опорного кольца, теплоизоляции днища ИР, гильз анкеров и верхней фундаментной плиты;
выполнить тепловизионную (термографическую) съемку участков теплоизоляции стенки и днища в местах расположения анкеров в рабочем режиме ИР;
провести визуальный осмотр анкерных креплений на наличие обмерзаний нижнего пояса ИР, коррозии мест крепления упорных пластин (пят) анкеров, разрушения бетона по периметру пят анкеров, подтекания воды (конденсата) между бетоном и гильзами анкеров, подтекания воды (конденсата) в гильзы анкеров путем засверловки отверстий в пятах анкеров в процессе отепления ИР с последующей герметизацией отверстий (на двустенном ИР);
выполнить нивелирование окрайка днища внутри ИР (п.5.12.10).
После выполнения вышеперечисленных работ анкера с обнаруженными нарушениями и дефектами необходимо дополнительно обследовать.
5.15.2. При освидетельствовании анкерных креплений одностенного ИР кроме работ, указанных в п.5.15.1, необходимо выполнить следующее:
вскрыть участки защитного покрытия и теплоизоляции на анкерных креплениях по результатам нивелирования днища и определения неравномерности осадки ИР;
произвести зачистку анкерных полос и сварных швов узлов крепления анкеров к корпусу ИР от ржавчины, грязи, брызг металла;
выполнить визуальный контроль сварных швов с помощью лупы с кратностью увеличения 7 раз, а также цветную дефектоскопию (пп.5.8.4.6-5.8.4.10).
5.15.3. При выявлении дефектов в сварных швах или металле устранить их, восстановить химзащиту анкеров, теплоизоляцию и защитное покрытие в местах расположения анкеров.
5.15.4. Учитывая наличие осушенного азота в межстенном пространстве двустенного ИР, где анкерные крепления не подвержены коррозионному разрушению, дополнительное обследование узлов крепления анкеров не требуется.
5.15.5. По результатам обследования анкерных креплений составляется протокол (приложение 14), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.16. Испытания внутренней оболочки ИР на прочность и герметичность
5.16.1. Проведение полного технического освидетельствования ИР в соответствии с разделом 5 настоящей Инструкции предусматривает следующие виды испытаний ИР:
испытание на герметичность;
испытание на прочность и плотность.
5.16.2. Испытание на герметичность проводится подачей давления во внутреннюю оболочку инертного газа (азота).
5.16.3. Испытание на герметичность, прочность и плотность проводится по специальной программе.
5.16.4. Испытания на прочность и плотность (комбинированные пневмогидроиспытания) проводятся путем налива воды по поясам с выдержкой в течение 0,5 ч для осмотра ИР. При достижении максимального уровня, предусмотренного проектом, прекращается подача воды в ИР и производится выдержка в течение 24 ч. В это время производится осмотр состояния ИР. При положительном результате осмотра и отсутствии видимого падения уровня воды по уровнемеру (по месту) приступают к набору избыточного давления азота в ИР, равного 0,0125 МПа.
5.16.5. Подъем давления в ИР должен осуществляться со скоростью, не превышающей указанных величин:
0,001 МПа в час до давления 0,007 МПа, с выдержкой в течение 1 ч и осмотром;
0,0005 МПа в час до давления 0,01 МПа, с выдержкой в течение 1-2 ч и осмотром;
0,0005 МПа в час до давления 0,0125 МПа, с выдержкой в течение 0,5 ч и осмотром.
5.16.6. При отсутствии видимого падения давления и положительных результатах осмотра испытание ИР на прочность и плотность прекращается, сбрасывается давление до 0,007 МПа со скоростью не более 0,001 МПа в час, производится осмотр и сбрасывается давление до атмосферного со скоростью не более 0,002 МПа в час.
5.16.7. При достижении в ИР давления, равного атмосферному, производится сброс воды до уровня 1-2 м со скоростью не более 100 м![]() /ч или понижением уровня на 2-3 мм/мин.
/ч или понижением уровня на 2-3 мм/мин.
5.16.8. При снижении уровня воды до 1-2 м слив прекращается и производится проверка устойчивости ИР путем подачи азота и создания избыточного давления в нем, равным 0,0125 МПа.
5.16.9. Испытательное давление (0,0125 МПа) выдерживается в течение 30 мин, при этом производится осмотр анкерных креплений, после чего давление сбрасывается до рабочего и производится осмотр всего ИР в течение 48 ч.
5.16.10. При положительном результате осмотра и отсутствии видимого падения давления по U-образному манометру производится сброс давления до атмосферного со скоростью не более 0,001-0,002 МПа в час, открывается верхний люк ИР и производится полный слив воды. Снижение уровня воды ведется со скоростью не более 2-3 мм/мин.
5.16.11. После полного слива воды демонтируются временные трубопроводы, ИР продувается воздухом до содержания кислорода не менее 20% объемных, вскрывается нижний люк-лаз, удаляются остатки воды с днища и производится визуальный контроль конструкций и сварных швов днища, вертикальных швов нижнего пояса стенки внутренней оболочки ИР в объеме 100% с применением лупы 7-кратного увеличения и, при необходимости, другие методы контроля.
5.16.12. ИР считается выдержавшим испытание, если:
в процессе испытания на поверхности стенки или по периметру днища не обнаружено течи и уровень воды не снизился ниже проектной величины в течение 48 ч;
не выявлено признаков деформации конструкций;
не обнаружено пропуска воздуха в сварных швах люков-лазов;
отсутствуют дефекты в фундаменте и теплоизоляционном слое днища ИР;
осадка фундамента ИР не выходит за допустимые пределы (не более 120 мм).
5.16.13. При получении отрицательных результатов испытание прекращается на любом этапе в процессе налива воды и подъема давления, сбрасывается давление со скоростью 0,001 МПа в час, устраняются дефекты и испытание повторяют.
5.16.14. После проведенных испытаний составляется акт и результаты испытаний записываются в паспорт ИР.
5.16.15. При выполнении диагностического контроля состояния металла ИР методами и в объеме, определенными разделами 5.8, 5.9 и 5.10 настоящей Инструкции, и получении положительных результатов пневмогидроиспытание ИР не проводится, за исключением случаев проведения ремонтных работ с заменой элементов несущих конструкций ИР.
5.17. Оценка технического состояния ИР
5.17.1. По результатам полного технического освидетельствования ИР на основании полученных данных все выявленные дефекты и повреждения должны быть сопоставлены с требованиями действующей нормативно-технической документации и руководящих документов: СНиП 3.03.01-87 [28], ПБ 03-182-98 [46], ПБ 10-115-96 [36].
5.17.2. При необходимости оценки однородности данных, полученных в результате комплексного технического освидетельствования ИР, применяется статистическая обработка.
5.17.3. К недопустимым отклонениям относятся следующие дефекты и показатели:
коррозионное растрескивание в зонах концентрации напряжений (уторный шов днища, зона основного металла стенки в местах примыкания к уторному шву, перекрестия вертикальных сварных швов стенки I и II пояса внутренней оболочки ИР, застойные зоны, места скопления влаги и коррозионных продуктов, места раздела фаз "газ - жидкость", места изменения направления потоков, зоны входных и выходных штуцеров);
трещины всех видов в металле сварного шва;
прочностные характеристики металла (временное сопротивление или условный предел текучести) отличаются от нормативных более чем на 5% в меньшую сторону;
отношение предела текучести к временному сопротивлению свыше 0,75 для легированных сталей;
относительное удлинение для легированных сталей менее 17%;
максимальный относительный прогиб для вмятин и выпучин размером более 200 мм превышает 5%, абсолютная величина прогиба превышает половину толщины стенки внутренней оболочки ИР;
другие дефекты и отклонения, превышающие требования действующей нормативно-технической документации.
5.17.4. Решение вопроса о техническом состоянии ИР и условиях его дальнейшей безопасной эксплуатации при выявлении отклонений, указанных в п.8.3, принимается на основании результатов поверочных расчетов на прочность и на устойчивость с учетом изменения формы и геометрических размеров элементов, фактических свойств металла и состояния сварных швов.
5.17.5. Все выявленные при полном техническом обследовании дефекты и повреждения элементов ИР, которые могут быть исправлены, должны быть устранены с последующими испытаниями и контрольной проверкой.
5.17.6. Ремонтные и восстановительные работы конструктивных элементов ИР должны производиться согласно разработанному проекту на ремонт.
5.17.7. Целесообразность ремонта ИР и сроки его безопасной эксплуатации должны решаться в каждом конкретном случае на основании результатов полного технического освидетельствования и с учетом технико-экономического анализа.
5.18. Расчетная оценка статической, хрупкой и циклической прочности ИР
5.18.1. Расчетная оценка прочности производится в целях установления соответствия внутренней оболочки ИР требованиям действующих норм прочности и определения условий дальнейшей безопасной эксплуатации.
5.18.2. Необходимость проведения расчетов на прочность и их методика определяются экспертной организацией, проводящей полное техническое освидетельствование, по результатам данных, полученных в ходе обследования.
5.18.3. Поверочный расчет ИР на статическую прочность проводится в соответствии с ГОСТ 14249-89 [38], ГОСТ 24755-89 [39], ГОСТ 25221-82 [40], ГОСТ 26202-84 [41]. Поверочный расчет на усталостную прочность - в соответствии с ГОСТ 25859-83 [22]. Поверочный расчет на хрупкую прочность - в соответствии со СНиП II-23-81* [37] и Руководством по расчету стальных конструкций на хрупкую прочность [42].
5.18.4. ИР считается работоспособным, если основные элементы его внутренней оболочки имеют запасы прочности для статических и малоцикловых условий нагружения не ниже величин, указанных в ГОСТ 14249-89 [38] и ГОСТ 25859-83 [22] соответственно.
5.18.5. Величина допускаемого внутреннего давления ![]() на момент проведения полного технического освидетельствования зависит от фактических физико-механических свойств металла элементов внутренней оболочки ИР и толщины стенки:
на момент проведения полного технического освидетельствования зависит от фактических физико-механических свойств металла элементов внутренней оболочки ИР и толщины стенки:
![]() ,
,
где ![]() - коэффициент прочности сварного шва;
- коэффициент прочности сварного шва;
![]() - допускаемое напряжение, МПа;
- допускаемое напряжение, МПа;
(здесь - фактическое значение предела текучести и временного сопротивления материала элементов внутренней оболочки (МПа), полученные согласно п.5.10.2;
![]() - коэффициенты запаса прочности);
- коэффициенты запаса прочности);
![]() - минимальная толщина стенки внутренней оболочки по результатам толщинометрии, мм;
- минимальная толщина стенки внутренней оболочки по результатам толщинометрии, мм;
![]() - максимальный внутренний диаметр внутренней оболочки ИР по результатам измерений, мм.
- максимальный внутренний диаметр внутренней оболочки ИР по результатам измерений, мм.
5.18.6. При неудовлетворительных результатах расчетной оценки прочности внутренней оболочки ИР дефектные места подлежат ремонту с обязательным последующим обследованием. При невозможности устранения дефектов дальнейшая эксплуатация ИР не допускается.
5.19. Оценка остаточного ресурса безопасной эксплуатации и назначение сроков следующих
полных технических освидетельствований ИР
5.19.1. Оценка остаточного ресурса безопасной эксплуатации ИР производится на основании результатов полного технического освидетельствования при выполнении работ согласно пп.5.2-5.5, 5.7-5.15 и разделам 5.16-5.18 настоящей Инструкции.
5.19.2. Оценка остаточного ресурса безопасной эксплуатации определяется типом основного повреждающего фактора, действующего на ИР в процессе эксплуатации и установленного по результатам полного технического освидетельствования и анализа условий предшествующей эксплуатации.
5.19.3. Для ИР трещины в элементах внутренней оболочки не допускаются, поэтому основным критерием предельного состояния является уменьшение толщины стенки из-за коррозии (или эрозии) до предельной величины, ниже которой не обеспечивается необходимый запас ее несущей способности.
5.19.4. Оценка остаточного ресурса безопасной эксплуатации ИР по развитию коррозионных повреждений осуществляется только при наличии поверхностной коррозии внутренней оболочки, без наличия коррозионного растрескивания и локальной коррозии, недопустимых при его эксплуатации.
5.19.5. Оценка остаточного ресурса безопасной эксплуатации ИР, эксплуатирующегося в условиях статического нагружения, где основным повреждающим фактором являются коррозионно-эрозионные процессы, производится по формуле
![]() ,
,
где ![]() - расчетный ресурс, годы;
- расчетный ресурс, годы;
![]() - фактическая толщина элемента, мм;
- фактическая толщина элемента, мм;
![]() - отбраковочная толщина элемента, мм;
- отбраковочная толщина элемента, мм;
![]() - скорость коррозии (или эрозионного износа), мм/год.
- скорость коррозии (или эрозионного износа), мм/год.
5.19.6. За фактическую величину ![]() принимается минимальное значение из полученных данных по толщинометрии, проводимой при полном техническом освидетельствовании. Отбраковочная толщина
принимается минимальное значение из полученных данных по толщинометрии, проводимой при полном техническом освидетельствовании. Отбраковочная толщина ![]() определяется с учетом концентрации напряжений, создаваемых дефектами формы и другими дефектами, а также с учетом фактических свойств металла по результатам полного технического освидетельствования, как большее из двух значений, рассчитанных для рабочих условий и условий гидравлических испытаний.
определяется с учетом концентрации напряжений, создаваемых дефектами формы и другими дефектами, а также с учетом фактических свойств металла по результатам полного технического освидетельствования, как большее из двух значений, рассчитанных для рабочих условий и условий гидравлических испытаний.
5.19.7. Для цилиндрической внутренней оболочки ИР ![]() вычисляется по формуле
вычисляется по формуле
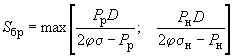 ,
,
где ![]() и
и ![]() - расчетное давление и давление при испытаниях, МПа;
- расчетное давление и давление при испытаниях, МПа;
![]() - диаметр внутренней оболочки ИР, м;
- диаметр внутренней оболочки ИР, м;
![]() и
и ![]() - допускаемое напряжение в рабочих условиях и при испытаниях, МПа;
- допускаемое напряжение в рабочих условиях и при испытаниях, МПа;
![]() - коэффициент прочности сварного шва (для автоматической дуговой электросварки
- коэффициент прочности сварного шва (для автоматической дуговой электросварки ![]() =1,0);
=1,0);
5.19.8. За скорость коррозии ![]() (мм/год) принимается максимальное из двух значений: по паспорту ИР для данного продукта хранения либо исходя из разницы начальной толщины элемента и последних данных толщинометрии, полученных по результатам полного технического освидетельствования, деленной на срок эксплуатации.
(мм/год) принимается максимальное из двух значений: по паспорту ИР для данного продукта хранения либо исходя из разницы начальной толщины элемента и последних данных толщинометрии, полученных по результатам полного технического освидетельствования, деленной на срок эксплуатации.
5.19.9. Оценка остаточного ресурса безопасной эксплуатации производится для каждого нагруженного элемента внутренней оболочки ИР, за ресурс ИР принимается минимальное из полученных значений для отдельных элементов, но не более 8 лет.
5.19.10. Для ИР, эксплуатирующихся в условиях малоциклового нагружения, основным повреждающим фактором является малоцикловая усталость металла, поэтому оценка остаточного ресурса безопасной эксплуатации выполняется по ГОСТ 25859-83 [22]. Если расчетный ресурс превышает 8 лет, то он принимается равным 8 годам.
5.19.11. Для ИР, эксплуатирующихся при воздействии других основных повреждающих факторов, схема расчета ресурса определяется специалистами, выполняющими полное техническое освидетельствование.
6. ЧАСТИЧНОЕ ОСВИДЕТЕЛЬСТВОВАНИЕ ИР В ЭКСПЛУАТАЦИОННОМ РЕЖИМЕ
6.1. Частичное освидетельствование ИР в режиме эксплуатации проводится согласно п.3.5 настоящей Инструкции.
6.2. При частичном освидетельствовании ИР проводится следующий комплекс работ:
анализ комплекта технической, эксплуатационной документации и предписаний органов Госгортехнадзора России (в соответствии с разделом 5.2);
наружный осмотр ИР в эксплуатационном режиме (в соответствии с разделом 5.3);
тепловизионное обследование ИР в эксплуатационном режиме (в соответствии с разделом 5.4);
проверка допустимого содержания хранимого продукта в межстенном пространстве ИР;
освидетельствование технологического оборудования ИР (в соответствии с разделом 5.5);
определение физико-механических характеристик и химического состава металлоконструкций внутренней оболочки ИР (дюрометрический метод оценки прочности, определение фактических механических характеристик и химического состава, в том числе неразрушающий метод контроля на микропробах, в соответствии с разделом 5.9);
металлографические и электронно-фрактографические исследования структурного и коррозионного состояния основного металла и материала сварных швов внутренней оболочки ИР (в соответствии с разделом 5.10);
определение фактической геометрической формы наружной оболочки двустенного ИР (в соответствии с разделом 5.11);
геодезические измерения неравномерности осадки фундамента и горизонтальности днища наружной металлической емкости (для двустенного) ИР (в соответствии с разделом 5.12);
освидетельствование тепловой изоляции ИР (в соответствии с разделом 5.13);
освидетельствование грунтов основания и фундамента ИР (в соответствии с разделом 5.14);
освидетельствование анкерных креплений ИР (в соответствии с разделом 5.15);
оценка технического состояния ИР (в соответствии с разделом 5.17);
расчетная оценка статической, хрупкой и циклической прочности ИР (в соответствии с разделом 5.18);
оценка остаточного ресурса безопасной эксплуатации ИР (в соответствии с разделом 5.19).
6.3. Отбор микропроб (п.5.9.2.8) для определения физико-механических характеристик, химического состава металлоконструкций и металлографических исследований производить с наружной поверхности внутренней оболочки ИР в доступных местах через вырезанные окна в теплоизоляции.
6.4. ИР необходимо вывести из эксплуатации и произвести его полное техническое освидетельствование в соответствии с разделом 5 настоящей Инструкции, если при частичном освидетельствовании выявлены следующие дефекты и повреждения:
разрушение анкерных креплений - более трех анкеров;
содержание продукта в межстенном пространстве выше допустимых норм;
наличие признаков старения теплоизоляционного материала (участки обмерзания наружной поверхности стенки и крыши свыше 3 м![]() );
);
в случае перелива продукта;
величина неравномерности осадки края днища превышает величину, равную толщине листа окрайка днища;
нарушение герметичности ИР.
6.5. При удовлетворительных результатах частичного освидетельствования выдается заключение экспертизы промышленной безопасности ИР о возможности продления срока эксплуатации до очередного полного технического освидетельствования на срок не более одного года по согласованию с органами Госгортехнадзора России.
7. ПЕРЕЧЕНЬ ИСПОЛНИТЕЛЬНОЙ ДОКУМЕНТАЦИИ ПО РЕЗУЛЬТАТАМ
ПОЛНОГО ТЕХНИЧЕСКОГО ОСВИДЕТЕЛЬСТВОВАНИЯ ИР
7.1. В приложении Заключения экспертизы промышленной безопасности по результатам проведения полного технического освидетельствования ИР должны быть представлены следующие документы:
акт сдачи ИР для проведения полного технического освидетельствования;
акт проверки и анализа проектной, исполнительной и эксплуатационной документации;
протокол наружного осмотра ИР в эксплуатационном режиме;
материалы обследования технического состояния теплоизоляционных конструкций ИР в эксплуатационном режиме;
акт обследования состояния технологического оборудования, трубопроводов, защитных устройств, средств КИПиА;
протокол визуально-оптического контроля внутренней оболочки ИР;
протокол АЭ-контроля со схемой расстановки ПАЭ;
протокол ультразвукового контроля сварных соединений;
протокол контроля качества сварных швов цветной дефектоскопией;
протокол магнитопорошкового контроля;
протокол ультразвуковой толщинометрии со схемой расположения точек измерения толщины стенок и днища;
заключение по качеству основного металла и сварных швов внутренней оболочки ИР по результатам химического анализа, механическим свойствам и металлографическому анализу структуры;
протокол проверки геометрической формы;
протокол геодезических измерений;
заключение о состоянии теплоизоляционных конструкций ИР с приложением схемы отбора проб и результатов лабораторных исследований;
заключение о состоянии грунтов основания и фундамента ИР с приложением схемы отбора проб и результатов лабораторных исследований;
протокол обследования анкерных креплений;
акт испытания ИР на прочность, плотность и герметичность (в случае их проведения);
расчетная оценка статической, хрупкой и циклической прочности;
акт приемки ИР в эксплуатацию после полного технического освидетельствования.
8. ОФОРМЛЕНИЕ И ВЫДАЧА ЗАКЛЮЧЕНИЯ ЭКСПЕРТИЗЫ
ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ ПО РЕЗУЛЬТАТАМ
ПОЛНОГО ТЕХНИЧЕСКОГО ОСВИДЕТЕЛЬСТВОВАНИЯ ИР
8.1. На выполненные при полном техническом освидетельствовании ИР работы организации, проводившие их, составляют первичную документацию согласно СНиП 3.03.01-87 [28] (эскизы элементов ИР с фиксацией дефектов, журналы, ведомости дефектов, расчеты и т.п.), а также акты и протоколы, указанные в разделе 7 настоящей Инструкции. На основании вышеперечисленных документов и в соответствии с требованиями ПБ 03-246-98 [56] оформляется Заключение экспертизы промышленной безопасности о возможности и условиях дальнейшей безопасной эксплуатации ИР, необходимости его ремонта или исключения из эксплуатации. Первичная документация прилагается к Заключению или хранится у исполнителя.
8.2. По результатам полного технического освидетельствования ИР экспертная организация выдает предприятию-владельцу Заключение экспертизы промышленной безопасности о возможности эксплуатировать ИР при заданных технологических параметрах с установлением срока его безопасной эксплуатации, а также приложение, содержащее акты, протоколы, заключения и расчетную оценку прочности, указанные в разделе 7 настоящей Инструкции.
9. ПУСК В РАБОТУ ИР
9.1. Подготовка к пуску
9.1.1. Приемка ИР в эксплуатацию проводится по окончании всех работ полного технического освидетельствования, предусмотренных настоящей Инструкцией.
9.1.2. До начала пусковых операций ИР необходимо очистить от мусора, ветоши, посторонних предметов, произвести демонтаж электрокоммутирующих средств (освещения, переносок, трансформаторов), лесов, лестниц и других предметов.
9.1.3. Вварка компенсационного кольца и заглушки в патрубок нижнего люка-лаза должна производиться согласно техническим условиям.
9.1.4. Прилегающая к ИР территория должна быть очищена от посторонних предметов, материалов, инструмента, приспособлений.
9.1.5. Временные трубопроводы должны быть демонтированы, а на их место установлены инвентарные заглушки.
9.1.6. После окончания подготовительных работ комиссией, состоящей из представителей исполнителя и предприятия-владельца, составляется акт приемки ИР в эксплуатацию.
9.2. Пуск
9.2.1. Пуск в работу ИР производится на основании письменного распоряжения (приказа) главного инженера предприятия-владельца.
9.2.2. Пусковые операции по захолаживанию и включению ИР в работу производятся согласно инструкции по захолаживанию и включению в работу ИР.
9.2.3. Инструкцией по захолаживанию предусматривается выполнение технологических операций, обеспечивающих ввод в эксплуатацию ИР без резких температурных перепадов, статических и динамических нагрузок.
9.2.4. Все технологические операции по пуску ИР в работу выполняются эксплуатационным персоналом согласно действующему технологическому регламенту, инструкциям по рабочим местам, а также с учетом дополнительных требований и изменений, указанных в Заключении экспертной организации по результатам полного технического освидетельствования ИР.
9.2.5. Порядок включения в работу ИР следующий:
проверяется подключение предохранительных и дыхательных клапанов, КИПиА;
готовится схема для вытеснения воздуха и осуществляется продувка внутренней емкости ИР и его трубопроводов азотом;
демонтируются заглушки и проводится подготовка ИР к вытеснению азота газообразным аммиаком или углеводородными газами;
проводятся операции по вытеснению воздуха осушенным азотом из межстенного пространства двустенного ИР;
осуществляется вытеснение азота из внутренней емкости ИР газообразным аммиаком или углеводородными газами;
после продувки ИР газообразными продуктами (аммиаком или углеводородными газами) приступают к его захолаживанию до рабочей температуры согласно инструкции по захолаживанию;
по окончании охлаждения ИР до рабочих температур приступают к накоплению жидкого аммиака или сжиженных углеводородных газов до минимального уровня и стабилизации избыточного давления в ИР согласно нормам технологического режима.
Приложение 1
Справочное
Термины и определения
Акустико-эмиссионный контроль целостности внутренней оболочки ИР - один из неразрушающих методов контроля по выявлению дефектов (коррозионных и усталостных трещин, зон пластической деформации, протечек в уплотнениях и других дефектов) при определении целостности ИР на основе регистрации и анализа источников акустической эмиссии.
Безопасная эксплуатация ИР - система мер по проведению научно обоснованных комплексных технических освидетельствований и оснащение системой диагностики и оперативного контроля состояния металлических, фундаментных, теплоизоляционных конструкций и технологического оборудования в целях предупреждения аварий ИР.
Визуально-измерительный контроль внутренней оболочки ИР - контроль основного металла и сварных швов внутренней оболочки ИР при помощи оптических приборов (лупы с кратностью увеличения 7 раз, бинокля с кратностью увеличения 10 раз и т.п.) в целях выявления и определения размеров поверхностных дефектов и коррозионных повреждений.
Дефект - неисправность, возникающая в конструкции на стадии ее изготовления, транспортировки, монтажа и эксплуатации.
Деформация конструкций - изменение формы и размеров конструкций (или части ее), а также потеря устойчивости под влиянием нагрузок и воздействий.
Деформация основания - деформация, возникающая в результате передачи усилий от сооружения на основание или изменения физического состояния грунта основания в период эксплуатации.
Заключение экспертизы промышленной безопасности - документ, содержащий обоснованные выводы о соответствии или несоответствии объекта экспертизы требованиям промышленной безопасности.
Изотермический резервуар (ИР) - вертикальный стальной цилиндрический резервуар (одно- или двустенный) с теплоизоляцией, предохранительными и дыхательными клапанами и уровнемерами, предназначенный для хранения жидкого аммиака и сжиженных углеводородных газов (пропана, бутана, изобутана, этилена, пропилена, широкой фракции легких углеводородных газов) при постоянной низкой температуре, обеспечивающей избыточное давление насыщенных паров в пределах 0,004-0,008 МПа.
Нагрузка - механическое воздействие, мерой которого является сила, характеризующая величину и направление этого воздействия и вызывающая изменения напряженно-деформируемого состояния конструкций сооружения и его основания.
Надежность - свойство (способность) сооружения, а также его несущих и ограждающих конструкций выполнять заданные функции в период эксплуатации.
Наружный осмотр ИР в эксплуатационном режиме - осмотр наружной оболочки, железобетонного фундамента, технологического оборудования, обслуживающих лестниц, переходных площадок ИР с целью оценки его технического состояния в режиме эксплуатации.
Неразрушающий контроль основного металла и сварных соединений внутренней оболочки ИР - выявление внутренних дефектов основного металла и сварных швов внутренней оболочки ИР при использовании методов, указанных в разделе 5.8 настоящей Инструкции (АЭ-контроль, цветная и ультразвуковая дефектоскопия, магнитопорошковый метод, ультразвуковая толщинометрия, метод магнитной памяти металла, радиографический метод, вакуумный (пузырьковый) метод, вихретоковый метод, метод керосиновой пробы).
Нормативная документация - правила, отраслевые и государственные стандарты, технические условия, руководящие документы на проектирование, изготовление, монтаж, реконструкцию, диагностирование, полное техническое освидетельствование, эксплуатацию.
Отклонение - отличие фактического значения любого из параметров технического состояния от требований норм, проектной документации или требований обеспечения технологического процесса.
Отклонения недопустимые - отклонения, которые создают препятствия нормальной эксплуатации конструкций или вносят такие изменения в расчетную схему, учет которых требует усиления конструкций.
Оценка технического состояния конструкций - оценка, которая проводится по результатам технического обследования и включает: поверочный расчет конструкций с учетом обнаруженных дефектов и повреждений, фактических и прогнозируемых нагрузок, воздействий и условий эксплуатации.
Охрупчивание - повышение хрупкости металла в результате снижения пластических свойств вследствие старения, коррозии, понижения температуры или высокой скорости нагружения.
Периодический контроль технического состояния - комплекс работ, проводимых персоналом предприятия-владельца ИР с использованием штатного приборного оборудования, в целях своевременного обнаружения неполадок, принятия мер по их устранению и поддержания работоспособности ИР между очередными полными техническими освидетельствованиями.
Повреждение - отклонение качества, формы и фактических размеров элементов и конструкций от требований нормативных документов или проекта, возникающее в процессе эксплуатации.
Полное техническое освидетельствование - проведение работ по проверке соответствия значений параметров объекта требованиям технической и нормативной документации с диагностическим обследованием составных частей объекта и определение на этой основе фактического технического состояния и возможности дальнейшей безопасной эксплуатации при установленных технологическим регламентом режимах работы.
Предприятие-владелец ИР - предприятие, в собственности которого находится ИР для хранения жидкого аммиака или сжиженных углеводородных газов.
Прогнозируемый остаточный ресурс безопасной эксплуатации - установленная на основании оценки технического состояния продолжительность эксплуатации ИР от момента времени после последнего технического освидетельствования до его предельного состояния.
Экспертная организация - организация, имеющая лицензию Госгортехнадзора России на проведение экспертизы промышленной безопасности в соответствии с действующим законодательством.
Срок службы ИР - продолжительность эксплуатации ИР в календарных годах до перехода в предельное состояние.
Старение металлов - изменение свойств металлов, протекающее либо самопроизвольно при нормальных условиях (естественное старение), либо при нагреве (искусственное старение) и приводящее к изменению их прочности и твердости, а также пластической и ударной вязкости.
Твердость - свойство материалов сопротивляться пластической деформации или хрупкому разрушению в поверхностном слое при местных контактных силовых воздействиях.
Тепловизионное обследование наружной поверхности ИР - обследование тепловой изоляции стенки, крыши и днища ИР при помощи специального оборудования в целях выявления участков с нарушенными теплоизоляционными свойствами.
Техническая диагностика - научная дисциплина, выявляющая причины возникновения отказов и повреждений, разрабатывающая методы их обнаружения и оценки. Цель диагностики - разработка способов и средств оценки технического состояния сооружений.
Технологическое оборудование - система взаимосвязанных агрегатов, машин, приборов, аппаратов и трубопроводов, предназначенных для осуществления определенных технологических операций по осуществлению приема, хранения сжиженных газов в изотермическом режиме и выдачи их потребителю.
Усиление - увеличение несущей способности или жесткости конструкции.
Усталость материалов - изменение механических и физических свойств материала под длительным действием циклически изменяющихся во времени напряжений и деформаций.
Устойчивость сооружения - способность сооружения противостоять усилиям, стремящимся вывести его из исходного состояния статического или динамического равновесия.
Хрупкость - способность твердых тел разрушаться при механических воздействиях без заметной пластической деформации (свойство, противоположное пластичности).
Частичное освидетельствование ИР в эксплуатационном режиме - освидетельствование ИР в режиме эксплуатации, проводится в отдельных случаях по обоснованному письменному ходатайству владельца ИР в период между очередными полными техническими освидетельствованиями ИР. В случае удовлетворительного заключения экспертизы промышленной безопасности по результатам частичного освидетельствования ИР возможно продление сроков эксплуатации до очередного полного технического освидетельствования ИР на срок не более одного года, по согласованию с органами Госгортехнадзора России.
Эксплуатационно-техническая документация - комплекс руководящих и рабочих документов, которыми руководствуется служба надзора по эксплуатации сооружений.
Приложение 2
Справочное
Основные физические свойства и
параметры изотермического хранения некоторых газов
|
Наиме- |
Темпе- |
Давле- |
Плотность в жидком состоянии, |
|
|
1 |
2 |
3 |
4 |
5 |
|
Аммиак |
-33,4 |
0,004- |
682 |
Бесцветный газ с резким раздражающим запахом, трудно горюч, оказывает отравляющее действие, сильные ожоги в жидком виде. Вызывает коррозию цветных металлов и сплавов, нейтрален к стали и чугуну. ПДК - 20 мг/м |
|
Пропан |
-42,3 |
0,004- |
582,4 |
Бесцветный газ, без запаха, горюч, наркотического действия. Вдыхание вызывает головную боль, рвоту, слабость. ПДК -300 мг/м |
|
Пропилен |
-47,7 |
0,004- |
609,5 |
Бесцветный газ, без запаха, горюч, наркотического действия. ПДК - 100 мг/м |
|
Этилен |
-103,9 |
0,004- |
569,9 |
Бесцветный газ, без запаха, наркотического действия. ПДК - 100 мг/м |
|
n-Бутан |
-0,5 |
0,004- |
579,0 |
Газ без цвета, вкуса, запаха, горюч, в смеси с воздухом оказывает раздражающее (удушающее) действие, наркотическое действие (в больших концентрациях). ПДК - 200 мг/м |
|
i-Бутан |
-11,7 |
0,004- |
621,6 |
Газ без цвета и запаха, горюч, раздражает верхние дыхательные пути. ПДК - 200 мг/м |
|
ШФЛУ* |
-20 |
0,005- |
552 |
При комнатной температуре газ с запахом керосина, наркотического действия. Горюч, взрывоопасен |
|
_________________ * Широкая фракция легких углеводородов. | ||||
Приложение 3
Справочное
ПРОТОКОЛ
наружного осмотра ИР в эксплуатационном режиме
Организация-изготовитель _______________________________________________________________
Заводской номер _______________________________________________________________________
Дата изготовления ______________________________________________________________________
Эксплуатирующая организация ____________________________________________________________
Регистрационный номер __________________________________________________________________
Емкость _______________________________________________________________________________
Максимальное рабочее давление __________________________________________________________
Рабочая среда__________________________________________________________________________
Состояние ИР и обнаруженные дефекты
|
Элемент контроля |
Дефекты и повреждения |
|
Наружная оболочка |
|
|
Железобетонный фундамент |
|
|
Технологическое оборудование |
|
|
Вспомогательные конструкции |
|
Приложение. Схема расположения дефектов.
Визуальный осмотр проводили:
Ф.И.О. _____________________
_____________________
_____________________
"__" ________ 200_ г.
Приложение 4
Справочное
ПРОТОКОЛ
визуально-измерительного контроля внутренней оболочки ИР
Организация-изготовитель ________________________________________________________________
Заводской номер ________________________________________________________________________
Дата изготовления _______________________________________________________________________
Эксплуатирующая организация_____________________________________________________________
Регистрационный номер___________________________________________________________________
Емкость ________________________________________________________________________________
Максимальное рабочее давление __________________________________________________________
Рабочая среда __________________________________________________________________________
Наименование, тип и характеристики используемой аппаратуры и приспособлений _________________
Состояние внутренней оболочки ИР и обнаруженные дефекты
|
Элемент контроля |
Основной металл |
Сварные соединения |
|
Днище |
|
|
|
Уторный шов |
|
|
|
Пояса стенки до 10 м |
|
|
|
Пояса стенки свыше 10м |
|
|
|
Крыша |
|
|
Приложение. Схема расположения дефектов внутренней оболочки ИР.
Визуально-измерительный осмотр проводили:
Ф.И.О._________________
__________________
__________________
"__" ________ 200_ г
Приложение 5
Справочное
ПРОТОКОЛ
акустико-эмиссионного контроля ИР сжиженных газов
1. Дата проведения контроля: "______" ________________200_г.
2. Организация, проводящая контроль: _____________________________________________________.
3. Данные об объекте:
изготовитель __________________________________________________________________________;
регистрационный номер ___________________; позиция _____________________________________;
дата ввода в эксплуатацию _______________________________________________________________;
марка материала _____________________; ГОСТ (ТУ)________________________________________;
магнитные свойства материала ___________________________________________________________;
метод изготовления ____________________________________________________________________;
толщина:
корпуса по поясам:
1-й пояс _________________ мм;
2-й пояс _________________ мм;
3-й пояс _________________ мм;
4-й пояс _________________ мм;
5-й пояс _________________ мм;
6-й пояс _________________ мм;
7-й пояс _________________ мм;
8-й пояс _________________ мм;
9-й пояс _________________ мм;
n-й пояс _________________ мм;
перехода __________________________ мм;
крыши ____________________________ мм;
днища:
центра ____________________________ мм;
окрайка ___________________________ мм;
диаметр внутренний _______________________мм;
размеры контролируемой зоны __________________________________________________________м;
рабочее давление _________________МПа (_________________________________________кгс/см![]() );
);
рабочая среда _________________________________________________________________________;
рабочая температура _________________________________________________________________ °С;
состояние поверхности___________________________________________________________________;
4. Дополнительные сведения об объекте ____________________________________________________.
5. Тип и условия испытаний _______________________________________________________________,
рабочее тело ___________________________________________________________________________;
(гидравлическое или пневматическое)
температура объекта _________________ и окружающей среды _____________________________ °С;
испытательное давление ________________МПа (____________________________________кгс/см![]() ).
).
6. Параметры графика нагружения:
(скорость нагружения ___________________________________________________________________,
время выдержки _______________________________________________________________________,
величины нагрузок при выдержках_________________________________________________________)
______________________________________________________________________________________
(краткое описание и ссылка на график нагружения)
7. Тип и характеристика АЭ аппаратуры, включая название фирмы-изготовителя, модель и номер прибора_________________________________________________________________________________.
8. Число и тип преобразователей с указанием на эскизе резервуара их месторасположения _________.
9. Контактная среда ______________________________________________________________________.
10. Режимы работы аппаратуры АЭ и проверка ее работоспособности до испытаний (и после испытаний):
коэффициент предварительного усиления______________________________________дБ (__________);
коэффициент основного усиления по каналам _____________________________________________дБ
(__________);
уровень дискриминации по каналам _____________________________________________________ дБ
(___________мкВ);
уровень собственных шумов
(приведенных ко входу предусилителя) ____________________________________________________дБ
(_____________мкВ);
рабочая полоса частот _______________________________________________________________ кГц.
11. Характеристики затухания волн _________________________________________________________.
12. Изменение параметров аппаратуры в ходе испытаний _____________________________________
________________________________________________________________________________________.
13. Результаты контроля:
результаты регистрации АЭ (рис. __________________________________________________________);
основные сведения о результатах контроля, включая:
описание результатов зональной локации с привязкой полученных результатов к корпусу резервуара _________________________________________________________________________________________.
описание источников с указанием их места на карте локации (в случае проведения линейной либо планарной локации)
_________________________________________________________________________________________.
классификация источников (с учетом их опасности: "пассивный", "активный", "критически активный", "катастрофически активный") в соответствии с принятыми критериями _____________________________________________________________.
Исполнители:
_________ (________) - уровень квалификации ______________________
(подпись) (фамилия)
_________ (________) - уровень квалификации ______________________
(подпись) (фамилия)
_________ (________) - уровень квалификации ______________________
(подпись) (фамилия)
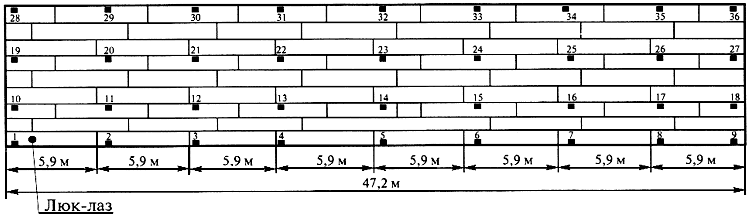
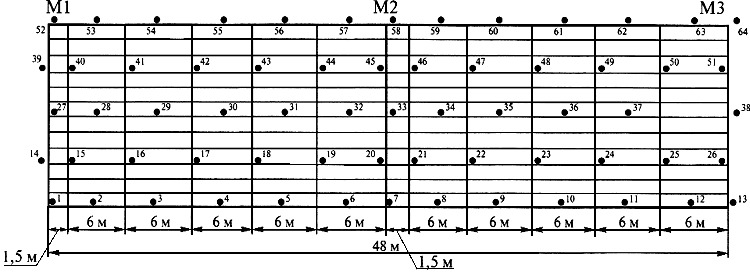
Приложение 7
Справочное
ПРОТОКОЛ
ультразвукового контроля сварных соединений
Наименование аппарата________________________________________________
Регистрационный N __________________________________________________
Заказчик ____________________________________________________________
Тип прибора __________________________________________________________
Рабочая частота прибора ______________________________________________
Угол ввода __________________________________________________________
Условная чувствительность ___________________________________________
|
N п/п |
Объект контроля |
|
Толщина, мм |
Оценка дефектов согласно ГОСТ |
Дата |
Примечание |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение. Схема расположения объектов контроля.
Ультразвуковой контроль проводили:
Ф.И.О. __________________
__________________ (квалификационный уровень, N удостоверения)
Приложение 8
Справочное
ПРОТОКОЛ
контроля качества сварных швов цветной дефектоскопией
Наименование аппарата_______________________________________________________
Регистрационный N __________________________________________________________
Заказчик ___________________________________________________________________
Тип дефектоскопического комплекта ____________________________________________
Оценка качества по __________________________________________________________
(наименование и номер технической документации)
|
N п/п |
Номер сварного шва по схеме |
|
Дата |
Описание дефектов |
Оценка качества |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение. Схема расположения сварных швов, контролируемых методом цветной дефектоскопии.
Цветную дефектоскопию проводили:
Ф.И.О. __________________________
___________________________
Приложение 9
Справочное
ПРОТОКОЛ N_______
магнитопорошкового контроля поверхности материала внутренней оболочки ИР
Наименование аппарата_______________________________________________
Регистрационный N __________________________________________________
Заказчик _____________________________________________________________
Дефектоскоп _________________________________________________________
Магнит, способ намагничивания, способ нанесения порошка, чувствительность, образец, освещенность и т.д.
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
Результаты контроля
|
Расположение контрольного участка |
N схем |
Обозначение по схеме |
Описание дефектов |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение. Схема расположения контрольных участков.
Контроль проводили:
Ф.И.О.__________________
___________________ (квалификационный уровень, N удостоверения)
"__" ________ 200_ г.
Приложение 10
Справочное
ПРОТОКОЛ
ультразвуковой толщинометрии
Наименование аппарата_________________________________________________________
Регистрационный N _____________________________________________________________
Тип элемента __________________________________________________________________
Метод проверки ________________________________________________________________
Примечание ___________________________________________________________________
|
N п/п |
Паспортная толщина, мм |
Фактическая толщина, мм | |||||
|
|
|
Замер |
Дата |
Замер |
Дата |
Замер |
Дата |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение. Схема расположения точек измерения.
Ультразвуковую толщинометрию проводили:
Ф.И.О.______________________
_______________________
Приложение 11
Справочное
СХЕМА
расположения точек измерения толщин стенок и днища
Развертка стенки внутренней оболочки ИР поз. __
|
|
109 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
126 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Условные обозначения:
1-126 - нумерация листов
мш1-мш2 - монтажные швы
гш1-гш6 - горизонтальные швы
вш1-вш18 - вертикальные швы
уш - уторный шов
Приложение 12
Справочное
ПРОТОКОЛ
проверки геометрической формы
|
|
Отклонения от вертикали, мм | |||||||||||
|
Номера образующих |
Номера поясов | |||||||||||
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
Проверку геометрической формы проводили:
Ф.И.О._____________________
_____________________
"__" ________ 200_ г.
Приложение 13
Справочное
ПРОТОКОЛ
геодезических измерений
Наименование аппарата________________________________________________
Регистрационный N ____________________________________________________
Заказчик ____________________________________________________________
Тип нивелира ________________________________________________________
Проверка горизонтальности днища
Таблица 1
|
|
Относительные отметки, мм | |||||||
|
Радиус, м |
Номер условной оси | |||||||
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение. Схема нивелирной съемки днища.
Проверка неравномерности осадки фундамента ИР
Таблица 2
|
Номера марок |
Абсолютные отметки | ||||
|
|
Дата |
Дата |
Дата |
Дата |
Дата |
|
1 |
|
|
|
|
|
|
2 |
|
|
|
|
|
|
3 |
|
|
|
|
|
|
4 |
|
|
|
|
|
|
5 |
|
|
|
|
|
|
6 |
|
|
|
|
|
|
7 |
|
|
|
|
|
|
8 |
|
|
|
|
|
Приложение. Схема нивелирной съемки фундамента.
Результаты измерений хлопунов
Таблица 3
|
Номер (на схеме) |
Условная площадь, м |
Высота, мм |
|
I |
|
|
|
II |
|
|
|
III |
|
|
|
IV |
|
|
|
V |
|
|
|
VI |
|
|
|
VII |
|
|
Приложение. Схема расположения хлопунов.
Геодезические измерения проводили:
Ф.И.О. _____________________
___________________________
"__" ________ 200_ г.
Приложение 14
Справочное
ПРОТОКОЛ
обследования анкерных креплений
|
Номер анкера по схеме |
Дефекты и повреждения |
|
1 |
|
|
2 |
|
|
3 |
|
|
4 |
|
|
5 |
|
|
6 |
|
|
7 |
|
|
8 |
|
Приложение. Схема расположения анкеров.
Обследование анкерных креплений проводили:
Ф.И.О. ____________________
__________________________
"__" ________ 200_ г.
Приложение 15
Справочное
|
СОГЛАСОВАНО |
УТВЕРЖДАЮ |
ПРОГРАММА
полного технического освидетельствования для определения ресурса
дальнейшей безопасной эксплуатации ИР
1. Общие положения _______________________________________________________________
_________________________________________________________________________________
2. Состав работ:
2.1. Подбор и анализ проектной, исполнительной, эксплуатационно-технической документации, механической нагруженности ИР, предписаний надзорных органов.
2.2. Наружный осмотр и тепловизионное обследование ИР в режиме эксплуатации.
2.3. Подготовка ИР к внутреннему обследованию (выполняется силами предприятия-владельца): освобождение от продукта, расхолаживание, продувка азотом и воздухом, установка заглушек, удаление остатков продукта, зачистка внутренней поверхности ИР, монтаж освещения, подготовка сварных швов и основного металла для проведения неразрушающих методов контроля и металлографических исследований.
2.4. Визуально-измерительный контроль основного металла и сварных швов внутренней оболочки ИР с выявлением мест эксплуатационных и монтажных повреждений и мест отбора проб металла. Составление дефектных ведомостей.
2.5. Акустико-эмиссионный контроль внутренней оболочки ИР для выявления зон пластической деформации, дефектов, склонных к развитию при рабочих нагрузках, и их локализация.
2.6. Дефектоскопия сварных швов и основного металла внутренней оболочки ИР неразрушающими методами контроля (цветная и ультразвуковая дефектоскопия, магнитопорошковый метод, ультразвуковая толщинометрия, радиографический метод, метод магнитной памяти металла, вакуумный (пузырьковый) метод, вихретоковый метод, метод керосиновой пробы).
2.7. Ультразвуковая толщинометрия элементов внутренней оболочки ИР для определения величин коррозионного износа и зон расслоения металла.
2.8. Геодезические измерения горизонтальности днища, неравномерности осадки фундаментов и величины хлопунов.
2.9. Определение механических свойств основного металла и материала сварных швов внутренней оболочки ИР дюрометрическим методом. Отбор проб, определение химического состава материала внутренней оболочки ИР, металлографическое и электронно-фрактографическое исследование основного металла и материала сварных швов внутренней оболочки ИР в целях выявления структурных изменений и установления степени охрупчивания.
2.10. Освидетельствование тепловой изоляции ИР, отбор проб теплоизоляционных материалов из конструкций, определение физико-механических свойств.
2.11. Освидетельствование грунтов основания и фундамента ИР. Изучение инженерно-геологических условий, отбор образцов грунта основания в откопанных шурфах и определение его физико-механических характеристик, химический анализ водной вытяжки грунта из откопанных шурфов. Визуальное и инструментальное обследование железобетонных конструкций фундамента.
2.12. Освидетельствование анкерных креплений ИР. Вскрытие участков защитного покрытия и теплоизоляции на анкерных креплениях, по результатам нивелирования днища и определения неравномерности осадки ИР, зачистка анкерных полос и сварных швов узлов крепления анкеров к корпусу ИР от ржавчины, грязи, брызг металла, визуальный контроль сварных швов с помощью лупы с кратностью увеличения 7 раз, неразрушающий метод контроля сварных швов цветной дефектоскопией.
2.13. Испытания ИР на прочность и герметичность.
2.14. Расчетная оценка остаточного ресурса.
3. Составление общего Заключения экспертизы промышленной безопасности о техническом состоянии ИР, определение условий безопасной эксплуатации, срока следующего полного технического обследования.
4. Подготовка к пуску и пуск в работу ИР. Демонтаж временных трубопроводов, установка заглушек, демонтаж электрокоммутирующих средств. Подключение предохранительных и дыхательных клапанов, КИПиА, продувка внутренней емкости ИР и его трубопроводов азотом, вытеснение воздуха осушенным азотом из межстенного пространства двустенного ИР, вытеснение азота из внутренней емкости ИР продуктом хранения, захолаживание до рабочей температуры и накопление продуктом до минимального уровня и стабилизации избыточного давления в ИР согласно нормам технологического режима.
5. Данные экспертной организации:
наименование экспертной организации ________________________________________________
__________________________________________________________________________________
регистрационный номер лицензии _____________________________________________________
дата выдачи лицензии _______________________________________________________________
срок действия лицензии _____________________________________________________________
лицензия действует до _______________________________________________________________
лицензия действует на территории ____________________________________________________
лицензия выдана __________________________________________________________________
Подписи:
Руководитель работ по проведению
полного технического освидетельствования
Технический руководитель
предприятия-владельца ИР
Приложение 16
Справочное
Наименование экспертной организации,
проводившей полное техническое обследование
_____________________________________________________________________
ЗАКЛЮЧЕНИЕ ЭКСПЕРТИЗЫ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ
на изотермический резервуар объемом ___ м![]() позиции ____________________________________
позиции ____________________________________
для хранения _____ на __________________________________________________________________
(наименование предприятия)
Peг. N ________________
|
Руководитель экспертной организации |
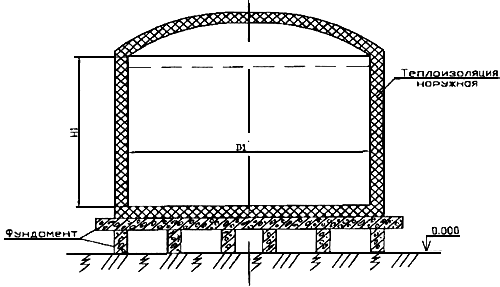
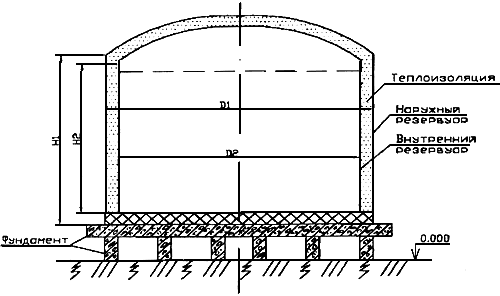
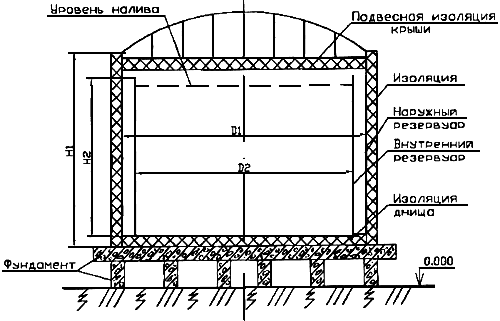
Приложение 20
Справочное
Перечень нормативных документов,
на которые имеются ссылки в Инструкции
1. ТУ 14-1-1965-87. Сталь толстолистовая, низколегированная марки 09Г2.
2. ТУ 14-1-2236-91. Сталь толстолистовая, высоколегированная повышенной хладостойкости.
3. Методические указания (отраслевые требования) о порядке лицензирования деятельности, связанной с функционированием взрывопожароопасных и химически опасных производств (объектов) (РД 09-54-94).
4. ГОСТ 21105-87. Контроль неразрушающий. Магнитопорошковый метод.
5. ОСТ 26-5-88. Контроль неразрушающий. Цветной метод контроля сварных соединений, наплавленного и основного металла.
6. Методика экспресс-диагностики сосудов и аппаратов с использованием магнитной памяти металла. Утв. Госгортехнадзором России 18.01.95.
7. ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
8. ГОСТ 18442-88. Контроль неразрушающий. Капиллярные методы. Общие требования.
9. ГОСТ 3242-79. Соединения сварные. Методы контроля качества.
10. ГОСТ 24289-80. Контроль неразрушающий вихретоковый. Термины и определения.
11. ГОСТ 11128-65. Контроль неразрушающий. Метод керосиновой пробы.
12. ГОСТ 28702-90. Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования.
13. ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
14. ГОСТ 2999-75. Металлы и сплавы. Метод измерения твердости по Виккерсу.
15. ГОСТ 9012-59. Металлы. Методы испытаний. Измерение твердости по Бринеллю.
16. ГОСТ 22761-77. Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия.
17. ГОСТ 18661-73. Сталь. Измерение твердости методом ударного отпечатка.
18. ГОСТ 5639-82. Стали и сплавы. Методы выявления и определения величины зерна.
19. ГОСТ 22536.0-87 - ГОСТ 22536.12-87, ГОСТ 22536.14-87. Сталь углеродистая и чугун нелегированный. Методы анализа.
20. ГОСТ 27772-88. Прокат для строительных стальных конструкций. Общие технические условия.
21. ГОСТ 380-94. Сталь углеродистая обыкновенного качества. Марки.
22. ГОСТ 25859-83. Сосуды и аппараты стальные. Нормы и методы расчета на прочность при малоцикловых нагрузках.
23. ГОСТ 7564-73. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний.
24. ГОСТ 1497-84. Металлы. Методы испытаний на растяжение.
25. ГОСТ 9454-78. Металлы. Метод испытания на ударный изгиб при пониженной, комнатной и повышенной температуре.
26. ГОСТ 5640-82. Сталь. Металлографический метод оценки микроструктуры листов и ленты.
27. МР 5-81. Расчеты на прочность в машиностроении. Фрактографический метод определения критической температуры хрупкости металлических материалов. ВНИИМАШ, М., 1981.
28. СНиП 3.03.01-87. Несущие и ограждающие конструкции.
29. Руководство по наблюдениям за деформациями оснований и сооружений, НИИОСП, 1975 г.
30. ГОСТ 17177-87. Материалы и изделия строительные теплоизоляционные. Методы контроля.
31. ГОСТ 22690-88. Бетоны. Определение прочности механическими методами неразрушающего контроля.
32. ГОСТ 28570-90. Бетоны. Методы определения прочности но образцам, выбуренным из конструкций.
33. ГОСТ 12730.2-78. Бетоны. Методы определения влажности.
34. Методические указания по техническому диагностированию и продлению срока службы сосудов, работающих под давлением (РД 34.17.439-96).
35. Методические указания по определению остаточного ресурса потенциально опасных объектов, подконтрольных Госгортехнадзору России (РД 09-102-95).
36. Правила устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96).
37. СНиП II-23-81*. Стальные конструкции.
38. ГОСТ 14249-89. Сосуды и аппараты. Нормы и методы расчета на прочность.
39. ГОСТ 24755-89. Сосуды и аппараты. Нормы и методы расчета на прочность укрепления отверстий.
40. ГОСТ 25221-82. Сосуды и аппараты. Днища и крышки сферические неотбортованные. Нормы и методы расчета на прочность.
41. ГОСТ 26202-84. Нормы и методы расчета на прочность обечаек и днищ от воздействия опорных нагрузок.
42. Руководство по расчету стальных конструкций на хрупкую прочность, ЦНИИПСК им. Мельникова, 1983.
43. Типовая инструкция о порядке безопасного проведения ремонтных работ на предприятиях ТИ-МУ-87 г.
44. Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств (ПБ 09-170-97).
45. Сосуды, аппараты, котлы и технологические трубопроводы. Акустико-эмиссионный метод контроля (РД 03-131-97).
46. Правила безопасности для наземных складов жидкого аммиака (ПБ 03-182-98).
47. Инструкция по диагностированию технического состояния резервуаров установок сжиженного газа (ИЗ-94). Разработана НИИхиммаш. Согласована Госгортехнадзором России 27.01.1994 г.
48. СНиП 2.02.01-83. Основания зданий и сооружений.
49. СНиП 2.03.01-84*. Бетонные и железобетонные конструкции.
50. СНиП 2.03.11-85. Защита строительных конструкций от коррозии.
51. СНиП II-3-79. Строительная теплотехника.
52. ГОСТ 7512-82. Сварные соединения. Радиографический метод.
53. ГОСТ 19281-89. Прокат из стали повышенной прочности. Общие технические условия.
54. ГОСТ 22762-77. Металлы и сплавы. Метод измерения твердости на пределе текучести вдавливанием шара.
55. ГОСТ 26887-86. Площадки и лестницы для строительно-монтажных работ. Общие технические условия.
56. Правила проведения экспертизы промышленной безопасности (ПБ 03-246-98).
57. И5-94. Инструкция по восстановлению паспорта сосуда. Подготовлена НИИхиммаш 24.11.94 г., согласована с Госгортехнадзором России 03.06.95 г.
58. Инструкция по визуальному и измерительному контролю (РД 34.10.130-96). АНТЦ "Энергомонтаж".
59. ОСТ 26-2044-83. Швы стыковых и угловых сварных соединений сосудов и аппаратов, работающих под давлением. Методы ультразвукового контроля.
Текст документа сверен по:
официальное издание
Серия 03. Нормативные документы межотраслевого
применения по вопросам промышленной
безопасности и охраны недр:
Сб. документов.
Вып.4. Нормативные документы по техническому
обследованию резервуаров для хранения
взрывопожароопасных и агрессивных продуктов. -
М.: ГУП "Научно-технический центр по безопасности
в промышленности Госгортехнадзора России", 2001
Личный кабинет:
доступно после авторизации Светлана Бессараб: все социальные обязательства государства будут выполнены
Светлана Бессараб: все социальные обязательства государства будут выполнены  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке