
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
февраля
23
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 8.528-85
Группа Т88.5
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Государственная система обеспечения единства измерений
МЕРЫ ДЛИНЫ ШТРИХОВЫЕ ОБРАЗЦОВЫЕ
2-го РАЗРЯДА И РАБОЧИЕ КЛАССА ТОЧНОСТИ 5
Методика поверки
State system for ensuring the uniformity of measurements.
Second class reference line gauges and fifth accuracy class working
line gauges.
Verification procedure
ОКСТУ 0008
Дата введения 1986-07-01
РАЗРАБОТАН Государственным комитетом СССР по стандартам
ИСПОЛНИТЕЛИ
Н. В. Тришин (руководитель темы), Л. Ю. Абрамова
ВНЕСЕН Государственным комитетом СССР по стандартам
Член Госстандарта Л. К. Исаев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27 мая 1985 г. N 1479
ВЗАМЕН ГОСТ 16216-70
Настоящий стандарт распространяется на штриховые меры длины (далее - меры): образцовые 2-го разряда и рабочие типа IV класса точности 5 по ГОСТ 12069-78 и устанавливает методику периодической поверки образцовых мер и первичной и периодической поверок рабочих мер.
По методике настоящего стандарта определяют метрологические характеристики штриховых мер длины типа IV при метрологической аттестации в качестве образцовых мер 2-го разряда.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны быть выполнены операции и применены средства поверки, указанные в таблице.
|
|
|
|
Обязательность проведения операции при | |
|
|
|
|
выпуске из произ- |
эксплуа- |
|
Внешний осмотр |
3.1 |
Измерительная лупа типа ЛИ-3-10* по ГОСТ 25706-82 |
Да |
Да |
|
Опробование |
3.2 |
- |
Да |
Да |
|
Определение ширины штрихов (при выпуске из производства и ремонта выборочно из 10 шт. - 1 шт.) |
3.3 |
Универсальный измерительный микроскоп типа УИМ-200 по ГОСТ 14968-69 |
Да |
Нет |
|
Определение длины штрихов (при выпуске из производства и ремонта выборочно из 10 шт. - 1 шт.) |
3.4 |
Измерительная металлическая линейка 150 мм по ГОСТ 427-75 |
Да |
Нет |
|
Проверка отклонения от перпендикулярности штрихов к краю скошенной поверхности меры |
3.5 |
Универсальный измерительный микроскоп типа УИМ-200 по ГОСТ 14968-69 |
Да |
Нет |
|
Проверка отклонения от прямолинейности края скошенной поверхности меры |
3.6 |
Поверочная линейка типа ШД-2 класса точности 2 длиной 1600 мм по ГОСТ 8026-75; набор щупов № 2 по ГОСТ 882-75 |
Да |
Да |
|
Проверка отклонения от плоскостности поверхности шкалы и основания меры |
3.7 |
Набор щупов № 2 по ГОСТ 882-75; поверочная плита класса точности 0 размерами 1600Х1000 исполнения 1 по ГОСТ 10905-75 |
Да |
Нет |
|
Проверка шероховатости поверхности меры |
3.8 |
Образцы шероховатости по ГОСТ 9378-75; профилограф типа А1 по ГОСТ 19300-73 |
Да |
Нет |
|
Определение отклонения общей длины и длины отдельных интервалов шкалы от номинального значения |
3.9 |
Образцовая штриховая мера длины 1 и 2-го рядов в соответствии с ГОСТ 8.020-75; стеклянный ртутный термометр группы 1 по ГОСТ 13646-68; компаратор МС-35 с пределами измерения 0-1000 мм, погрешностью 0,5 мкм |
Да |
Да |
1.2. Допускается применять другие средства поверки, прошедшие метрологическую аттестацию и удовлетворяющие по точности требованиям настоящего стандарта.
1.3. Компаратор должен иметь стол для установки поверяемой меры и микроскоп с увеличением не менее 12![]() и окулярным микрометром с ценой деления не более 1 мкм (окулярный микрометр должен иметь горизонтальную нить и вертикальный биссектор).
и окулярным микрометром с ценой деления не более 1 мкм (окулярный микрометр должен иметь горизонтальную нить и вертикальный биссектор).
2. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
2.1. При проведении поверки должны быть соблюдены следующие условия: температура окружающей среды (20±0,5)°С при поверке образцовых мер и (20±2)°С - при поверке рабочих мер.
Относительная влажность окружающего воздуха (58±20)%.
2.2. Положение мер на поверхности стола во время поверки - горизонтальное.
2.3. При отклонении температуры мер более чем на ±10°С меры следует устанавливать на компараторе не менее чем через 5 ч. Меру, установленную на столе компаратора, следует выдерживать в течение 1 ч.
2.4. Меры должны быть протерты мягкой салфеткой, смоченной в бензине по ГОСТ 1012-72.
3. ПРОВЕДЕНИЕ ПОВЕРКИ
3.1. Внешний осмотр
3.1.1. При внешнем осмотре должно быть установлено соответствие штриховых мер следующим требованиям: поверхность шкалы меры не должна иметь царапин, пор, точек, неметаллических включений, следов коррозии и других дефектов, мешающих отсчету; края меры не должны иметь острых кромок, заусенцев и зазубрин. Меры, находящиеся в эксплуатации и вышедшие из ремонта, не должны иметь дефектов, влияющих на их эксплуатационные качества.
Качество штрихов проверяют при помощи измерительной лупы. Штрихи должны быть без разрывов, ровными и четкими.
Маркировка и комплектность должны соответствовать требованиям ГОСТ 12069-78.
3.2. Опробование
Движки с лупами, установленные на мере, должны перемещаться легко и плавно. Лупы в держателях не должны опускаться под действием собственной массы.
3.3. Определение ширины штрихов
Определение ширины штрихов осуществляют на универсальном измерительном микроскопе в начале, середине и конце шкалы, выбирая не менее трех штрихов на каждом участке.
Ширина штрихов должна быть 20-100 мкм. Допускаемая разность между наибольшей и наименьшей шириной должна быть не более 20 % наибольшей ширины штриха.
3.4. Определение длины штрихов
Длину штрихов определяют с помощью линейки выборочно в начале, середине и конце шкалы, не менее трех штрихов на каждом участке.
Длина штрихов, определяющих миллиметровые, пятимиллиметровые и сантиметровые интервалы, должна быть в соотношении 1; 1,5; 2.
3.5. Проверка отклонения от перпендикулярности штрихов к краю скошенной поверхности меры
Меру устанавливают так, чтобы поверхность шкалы была перпендикулярна оси микроскопа, добиваясь резкой фокусировки на штрихи меры.
Отклонение от перпендикулярности штрихов к краю скошенной поверхности меры проверяют выборочно не менее чем на трех штрихах в начале, середине и конце шкалы на универсальном измерительном микроскопе. Допуск перпендикулярности 10'.
3.6. Проверка отклонения от прямолинейности края скошенной поверхности меры
Отклонение от прямолинейности края скошенной поверхности меры определяют с помощью поверочной линейки и набора щупов. Проверяют щупом зазор между поверочной линейкой и скошенным краем.
Допуск прямолинейности 0,1 мм.
3.7. Проверка отклонения от плоскостности поверхности шкалы и основания меры
Отклонение поверхности шкалы и основания от плоскостности определяют с помощью поверочной плиты или поверочной линейки и щупа.
Допуск плоскостности шкалы и основания 60 мкм.
3.8. Проверка шероховатости поверхности меры
Шероховатость поверхности шкалы проверяют с помощью профилографа, боковых торцевых поверхностей и основания меры - сравнением с образцами шероховатости. Параметр шероховатости ![]() должен быть не более 0,8 мкм для поверхности шкалы и не более 6,3 мкм - для боковой торцевой поверхности и основания меры.
должен быть не более 0,8 мкм для поверхности шкалы и не более 6,3 мкм - для боковой торцевой поверхности и основания меры.
3.9. Определение отклонения общей длины и длины отдельных дециметровых и сантиметровых интервалов шкалы меры от номинальных значений
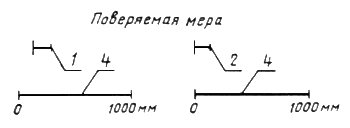
Отклонение общей длины и длины отдельных интервалов шкалы меры от номинального значения определяют методом сличения поверяемой образцовой меры с образцовой штриховой мерой длины 1-го разряда, поверяемой рабочей меры - с образцовой штриховой мерой 2-го разряда.
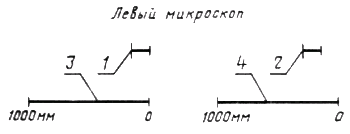
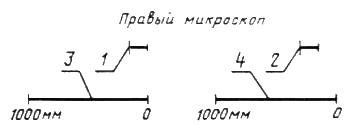
Сравниваемые меры устанавливают на столе компаратора так, чтобы оси их лежали на одной прямой, параллельной направлению перемещения стола. Поверхности шкал обеих мер должны находиться в одной горизонтальной плоскости, что проверяют фокусировкой сравниваемых мер по одному микроскопу. На столе компаратора сравниваемые меры закрепляют с боковой торцевой поверхности в начале и конце шкалы. Не допускается смещение мер в поперечном направлении.
Сравниваемые меры на компараторе могут занимать различные положения относительно микроскопов с отсчетными устройствами. Если температурные коэффициенты удлинения образцовой меры 1-го разряда и поверяемой меры различны, то в непосредственном контакте с мерами устанавливают термометры.
Сличение поверяемой меры с образцовой мерой проводят не менее чем два раза. При каждом сличении выполняют прямой и обратный ход при наведении биссектора окулярного микрометра отсчетного микроскопа на каждый штрих с последующим отсчетом по барабану окулярного микрометра.
Сличение проводят в следующей последовательности: снимают отсчеты по шкале термометров; снимают отсчеты при наведении микроскопов на начальные штрихи сравниваемых мер, а затем, перемещая стол компаратора, последовательно наблюдают штрихи всех проверяемых интервалов. Повторяют наблюдение, снимая отсчеты при наведении микроскопов на конечные штрихи сравниваемых мер, перемещают стол компаратора в обратном направлении, последовательно наблюдая штрихи всех проверяемых интервалов в обратном порядке до начального штриха и вновь снимают отсчеты по шкале термометров.
Сантиметровые интервалы проверяют на первом дециметровом интервале.
3.10. При проведении поверки ведут протокол, форма которого приведена в обязательном приложении.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ
4.1. Результаты измерений отклонения общей длины и длины отдельных интервалов шкалы меры обрабатывают в следующей последовательности.
Вычисляют среднее значение отсчетов, снятых по правому и левому микроскопам при наблюдении штрихов поверяемого интервала.
Разности длин сравниваемых интервалов ![]() вычисляют по формулам:
вычисляют по формулам:
при проверке в соответствии с черт.1 и 3
![]() ;
;
при проверке в соответствии с черт.2 и 4
![]() ,
,
где ![]() ,
, ![]() - средние значения из двух отсчетов по барабанам окулярных микрометров микроскопов при наблюдении за начальными штрихами соответственно образцовой и поверяемой меры;
- средние значения из двух отсчетов по барабанам окулярных микрометров микроскопов при наблюдении за начальными штрихами соответственно образцовой и поверяемой меры;
![]() ,
, ![]() - средние значения из двух отсчетов по барабанам окулярных микрометров микроскопом при наблюдении за конечными штрихами соответственно образцовой и поверяемой меры;
- средние значения из двух отсчетов по барабанам окулярных микрометров микроскопом при наблюдении за конечными штрихами соответственно образцовой и поверяемой меры;
![]() ,
, ![]() - цена деления окулярных микрометров соответственно левого и правого микроскопов, мкм.
- цена деления окулярных микрометров соответственно левого и правого микроскопов, мкм.
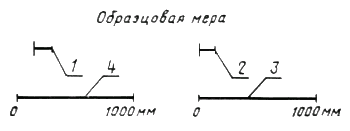
Черт.4
Действительное значение длины интервала шкалы относительно нулевого штриха вычисляют с учетом поправки образцовой меры.
Если колебание температуры, при которой проводят проверку, превышает установленное в настоящем стандарте, но не более чем на 2°С, а температурные коэффициенты удлинения сравниваемых мер отличаются более чем на 2·10![]() °С
°С![]() , то в результат измерения вводят поправку
, то в результат измерения вводят поправку
![]() ,
,
где ![]() и
и ![]() - температурные коэффициенты удлинения соответственно образцовой меры и поверяемой меры, °С
- температурные коэффициенты удлинения соответственно образцовой меры и поверяемой меры, °С![]() ;
;
![]() - температура, при которой проводили измерения, °С;
- температура, при которой проводили измерения, °С;
![]() - длина поверяемого интервала, м.
- длина поверяемого интервала, м.
Длину поверяемой меры, отнесенную к температуре 20°С, вычисляют по формуле
![]() ;
;
где ![]() - действительная длина образцовой меры при 20°С;
- действительная длина образцовой меры при 20°С;
![]() - разность длин сравниваемых мер при температуре, при которой проводят поверку;
- разность длин сравниваемых мер при температуре, при которой проводят поверку;
![]() - поправка на различие температурных коэффициентов удлинения мер.
- поправка на различие температурных коэффициентов удлинения мер.
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
5.1. Результаты первичной поверки рабочих мер длины предприятие-изготовитель оформляет записью в паспорте, удостоверенной поверителем.
5.2. Положительные результаты периодической поверки рабочих и образцовых мер длины оформляют:
при поверке государственной метрологической службой - выдачей свидетельства о государственной поверке по форме, установленной Госстандартом;
при поверке ведомственной метрологической службой - в порядке, установленном этой службой.
5.3. При отрицательных результатах поверки меры к применению не допускают. На них выдают извещение о непригодности. Свидетельство о предыдущей поверке аннулируют.
ПРИЛОЖЕНИЕ
Обязательное
ПРОТОКОЛ
поверки штриховой меры длины,
изготовленной заводом ________________________________________________
принадлежащей ______________________________________________________
Дата поверки "______"__________________19___г.
Поверка проводилась по образцовой штриховой мере длины
№________
Температура, °С: начала поверки ____________________________________,
окончания поверки _____________________________________________,
средняя ______________________________________________________.
Результаты поверки
1. Внешний осмотр _____________________________________________
2. Опробование ________________________________________________
3. Ширина штрихов _____________________________________________
4. Длина штрихов _______________________________________________
5. Отклонение от перпендикулярности штрихов к краю скошенной поверхности меры _______________________________________________________________________________________________________
6. Отклонение от прямолинейности края скошенной поверхности меры
_______________________________________________________________________________________________________
7. Отклонение от плоскостности поверхности шкалы и основания
_______________________________________________________________________________________________________
8. Шероховатость поверхностей меры _______________________________________________________
9. Определение отклонения общей длины и длины отдельных интервалов меры по образцовой штриховой мере длины в соответствии с таблицей
|
|
Отсчеты по микроскопам |
|
|
| ||||||||
|
|
Поверяемая мера |
|
|
| ||||||||
|
|
|
|
|
Приведение к нулю |
|
|
Приведение к нулю |
|
|
| ||
|
Наблю- |
Пря- |
Об- |
Сре- |
|
|
Пря- |
Сре- |
|
|
Раз- |
Поп- |
При- |
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
… |
|
|
|
|
|
|
|
|
|
|
|
|
|
1000 |
|
|
|
|
|
|
|
|
|
|
|
|
Поверку проводил
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1985
Личный кабинет:
доступно после авторизации «Это было неожиданно не только для меня, но даже для...
«Это было неожиданно не только для меня, но даже для...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке