
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 21488-97
Группа В55
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРУТКИ ПРЕССОВАННЫЕ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
Технические условия
Pressed bars of aluminium and aluminium alloys.
Specifications
МКС 77.140.90
ОКП 18 1160
Дата введения 1999-01-01
Предисловие
1 РАЗРАБОТАН Межгосударственным техническим комитетом МТК 297 "Материалы и полуфабрикаты из легких и специальных сплавов", ОАО "Всероссийский институт легких сплавов (ОАО ВИЛС)
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 12-97 от 21 ноября 1997 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Госстандарт Белоруссии |
|
Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главная государственная инспекция Туркменистана |
|
Украина |
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 14 апреля 1998 г. N 120 межгосударственный стандарт ГОСТ 21488-97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1999 г.
4 ВЗАМЕН ГОСТ 21488-76
ВНЕСЕНЫ поправки, опубликованные в ИУС N 3, 2002 год, ИУС N 8, 2002 год, ИУС N 2, 2003 год, ИУС N 12, 2003 год, ИУС N 6, 2004 год
Поправки внесены юридическим бюро
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на прессованные прутки круглого, квадратного и шестигранного сечений из алюминия и алюминиевых сплавов, применяемые в различных отраслях промышленности.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.510-93 ЕСЗКС. Полуфабрикаты из алюминия и алюминиевых сплавов. Общие требования к временной противокоррозионной защите, упаковке, транспортированию и хранению
ГОСТ 166-89 Штангенциркуль. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1131-76 Сплавы алюминиевые деформируемые в чушках. Технические условия
ГОСТ 1497-84 Металлы. Методы испытания на растяжение
ГОСТ 3221-85 Алюминий первичный. Методы спектрального анализа
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 4381-87 Микрометры рычажные. Общие технические условия
ГОСТ 4784-97 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5009-82 Шкурка шлифовальная тканевая. Технические условия
ГОСТ 6456-82 Шкурка шлифовальная бумажная. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-89 Рулетки измерительные металлические. Технические условия
ГОСТ 7727-81 Сплавы алюминиевые. Методы спектрального анализа
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 11069-74 Алюминий первичный. Марки
ГОСТ 11739.1-90 Сплавы алюминиевые литейные и деформируемые. Методы определения оксида алюминия
ГОСТ 11739.2-90 Сплавы алюминиевые литейные и деформируемые. Методы определения бора
ГОСТ 11739.3-82 Сплавы алюминиевые литейные и деформируемые. Методы определения бериллия
ГОСТ 11739.4-90 Сплавы алюминиевые литейные и деформируемые. Методы определения висмута
ГОСТ 11739.5-90 Сплавы алюминиевые литейные и деформируемые. Методы определения ванадия
ГОСТ 11739.6-82 Сплавы алюминиевые литейные и деформируемые. Методы определения железа
ГОСТ 11739.7-82 Сплавы алюминиевые литейные и деформируемые. Методы определения кремния
ГОСТ 11739.8-90 Сплавы алюминиевые литейные и деформируемые. Методы определения калия
ГОСТ 11739.9-90 Сплавы алюминиевые литейные и деформируемые. Методы определения кадмия
ГОСТ 11739.10-90 Сплавы алюминиевые литейные и деформируемые. Методы определения лития
ГОСТ 11739.11-82 Сплавы алюминиевые литейные и деформируемые. Методы определения магния
ГОСТ 11739.12-82 Сплавы алюминиевые литейные и деформируемые. Методы определения марганца
ГОСТ 11739.13-82 Сплавы алюминиевые литейные и деформируемые. Методы определения меди
ГОСТ 11739.14-82 Сплавы алюминиевые литейные и деформируемые. Методы определения мышьяка
ГОСТ 11739.15-82 Сплавы алюминиевые литейные и деформируемые. Методы определения натрия
ГОСТ 11739.16-90 Сплавы алюминиевые литейные и деформируемые. Методы определения никеля
ГОСТ 11739.17-90 Сплавы алюминиевые литейные и деформируемые. Методы определения олова
ГОСТ 11739.18-90 Сплавы алюминиевые литейные и деформируемые. Методы определения свинца
ГОСТ 11739.19-90 Сплавы алюминиевые литейные и деформируемые. Методы определения сурьмы
ГОСТ 11739.20-82 Сплавы алюминиевые литейные и деформируемые. Методы определения титана
ГОСТ 11739.21-90 Сплавы алюминиевые литейные и деформируемые. Методы определения хрома
ГОСТ 11739.22-90 Сплавы алюминиевые литейные и деформируемые. Методы определения редкоземельных элементов и иттрия
ГОСТ 11739.23-82 Сплавы алюминиевые литейные и деформируемые. Методы определения циркония
ГОСТ 11739.24-82 Сплавы алюминиевые литейные и деформируемые. Методы определения цинка
ГОСТ 11739.25-90 Сплавы алюминиевые литейные и деформируемые. Методы определения скандия
ГОСТ 11739.26-90 Сплавы алюминиевые литейные и деформируемые. Методы определения галия
ГОСТ 12697.1-77 Алюминий. Методы определения ванадия
ГОСТ 12697.2-77 Алюминий. Методы определения магния
ГОСТ 12697.3-77 Алюминий. Методы определения марганца
ГОСТ 12697.4-77 Алюминий. Методы определения натрия
ГОСТ 12697.5-77 Алюминий. Методы определения хрома
ГОСТ 12697.6-77 Алюминий. Методы определения кремния
ГОСТ 12697.7-77 Алюминий. Методы определения железа
ГОСТ 12697.8-77 Алюминий. Методы определения меди
ГОСТ 12697.9-77 Алюминий. Методы определения цинка
ГОСТ 12697.10-77 Алюминий. Методы определения титана
ГОСТ 12697.11-77 Алюминий. Методы определения свинца
ГОСТ 12697.12-77 Алюминий. Методы определения мышьяка
ГОСТ 14192-96 Маркировка грузов
ГОСТ 18242-72 Статистический приемочный контроль по альтернативному признаку. Планы контроля
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 19300-86 Средства измерения шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 24047-80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 25086-87 Цветные металлы и их сплавы. Общие требования к методам анализа
ГОСТ 26877-91 Металлопродукция. Методы измерения отклонения формы
ГОСТ 27333-87 Контроль неразрушаюший. Измерение удельной электрической проводимости цветных металлов вихретоковым методом
ГОСТ 27637-88 Полуфабрикаты из алюминиевых деформируемых термоупрочняемых сплавов. Контроль микроструктуры на пережог металлографическим методом
ОСТ 1 92070.1-78 Сплавы алюминиевые термоупрочняемые. Контроль полуфабрикатов на отсутствие пережога методом вихревых токов
ОСТ 1 92070.2-78 Сплавы алюминиевые термоупрочняемые. Контроль механических свойств полуфабрикатов методом вихревых токов
3 КЛАССИФИКАЦИЯ
3.1 Прутки подразделяют:
по форме сечения:
круглые,
квадратные,
шестигранные;
по точности изготовления:
нормальной точности,
повышенной точности,
высокой точности;
по состоянию материала:
без термической обработки (горячепрессованные),
мягкие (отожженные),
закаленные и естественно состаренные,
закаленные и искусственно состаренные;
по виду прочности:
нормальной прочности,
повышенной прочности.
4 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
4.1 Прутки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
4.2 Диаметры круглых прутков, предельные отклонения по ним и теоретическая масса 1 м прутка должны соответствовать значениям, приведенным в таблице 1.
Таблица 1
|
Номи- |
Предельное отклонение по диаметру, мм |
Площадь поперечного сечения, мм |
Теоретическая масса 1 м прутка, кг | ||||||
|
|
нормаль- ной точности |
повы- шенной точности |
высокой точности |
нормаль- ной точности |
повы- шенной точности |
высокой точности |
нормаль- ной точности |
повы- шенной точности |
высокой точности |
|
8 |
-0,58 |
±0,22 |
-0,36 |
46,7 |
50,24 |
48,0 |
0,126 |
0,136 |
0,130 |
|
10 |
-0,58 |
±0,22 |
-0,36 |
74,1 |
78,54 |
75,7 |
0,200 |
0,212 |
0,205 |
|
12 |
-0,70 |
±0,22 |
-0,43 |
106,6 |
113,1 |
109,1 |
0,288 |
0,305 |
0,295 |
|
14 |
-0,70 |
±0,22 |
-0,43 |
146,3 |
153,9 |
149,2 |
0,395 |
0,416 |
0,403 |
|
16 |
-0,70 |
±0,22 |
-0,43 |
192,4 |
201,1 |
195,7 |
0,519 |
0,543 |
0,528 |
|
18 |
-0,70 |
±0,22 |
-0,43 |
244,7 |
254,5 |
248,4 |
0,661 |
0,687 |
0,671 |
|
20 |
-0,84 |
±0,25 |
-0,52 |
301,0 |
314,2 |
306,0 |
0,813 |
0,848 |
0,826 |
|
25 |
-0,84 |
±0,25 |
-0,52 |
474,5 |
490,9 |
480,7 |
1,28 |
1,33 |
1,30 |
|
30 |
-0,84 |
±0,30 |
-0,52 |
687,2 |
706,9 |
694,7 |
1,86 |
1,91 |
1,88 |
|
35 |
-1,00 |
±0,30 |
-0,62 |
934,8 |
962,1 |
945,1 |
2,52 |
2,60 |
2,55 |
|
40 |
-1,00 |
±0,30 |
-0,62 |
1225 |
1257 |
1237 |
3,31 |
3,39 |
3,34 |
|
45 |
-1,00 |
±0,35 |
-0,62 |
1555 |
1590 |
1569 |
4,20 |
4,29 |
4,24 |
|
50 |
-1,00 |
±0,35 |
-0,62 |
1924 |
1964 |
1939 |
5,20 |
5,30 |
5,24 |
|
55 |
-1,20 |
±0,40 |
-0,74 |
2324 |
2376 |
2344 |
6,27 |
6,41 |
6,33 |
|
60 |
-1,20 |
±0,40 |
-0,74 |
2771 |
2827 |
2793 |
7,48 |
7,63 |
7,54 |
|
65 |
-1,20 |
±0,40 |
-0,74 |
3257 |
3318 |
3281 |
8,79 |
8,96 |
8,86 |
|
70 |
-1,20 |
±0,50 |
-0,74 |
3783 |
3848 |
3808 |
10,2 |
10,4 |
10,3 |
|
75 |
-1,20 |
±0,50 |
-0,74 |
4347 |
4418 |
4374 |
11,7 |
11,9 |
11,8 |
|
80 |
-1,20 |
±0,50 |
-0,74 |
4949 |
5027 |
4980 |
13,3 |
13,6 |
13,4 |
|
90 |
-1,40 |
±0,60 |
-1,00 |
6263 |
6362 |
6291 |
16,9 |
17,2 |
17,0 |
|
100 |
-1,40 |
±0,60 |
-1,00 |
7744 |
7854 |
7776 |
20,9 |
21,2 |
21,0 |
|
110 |
-1,40 |
±0,70 |
-1,00 |
9383 |
9503 |
9417 |
25,3 |
25,7 |
25,4 |
|
120 |
-1,40 |
±0,70 |
-1,00 |
11178 |
11310 |
11216 |
30,2 |
30,5 |
30,3 |
|
130 |
-1,60 |
±0,85 |
- |
13110 |
13273 |
- |
35,4 |
35,8 |
- |
|
140 |
-1,60 |
±0,85 |
- |
15218 |
15394 |
- |
41,1 |
41,6 |
- |
|
150 |
-1,60 |
±0,85 |
- |
17484 |
17672 |
- |
47,2 |
47,7 |
- |
|
160 |
-1,60 |
±1,00 |
- |
19906 |
20106 |
- |
53,7 |
54,3 |
- |
|
180 |
-1,60 |
±1,00 |
- |
25221 |
25447 |
- |
68,1 |
68,7 |
- |
|
200 |
-2,00 |
±1,10 |
- |
31103 |
31416 |
- |
84,0 |
84,8 |
- |
|
250 |
-2,00 |
±1,30 |
- |
48696 |
49088 |
- |
131,5 |
132,5 |
- |
|
300 |
-2,50 |
±1,60 |
- |
70098 |
70686 |
- |
189,3 |
190,9 |
- |
|
350 |
-4,00 |
±2,00 |
- |
95115 |
96212 |
- |
256,8 |
259,8 |
- |
|
400 |
-6,00 |
- |
- |
123786 |
- |
- |
334,2 |
- |
- |
4.3 Овальность круглых прутков не должна выводить их размеры за предельные отклонения по диаметру.
4.4 Диаметры вписанной окружности квадратных прутков, предельные отклонения по ним и теоретическая масса 1 м прутка должны соответствовать значениям, приведенным в таблице 2.
Таблица 2
|
Номи- |
Предельное отклонение по диаметру вписанной окружности, мм |
Площадь поперечного сечения, мм |
Теоретическая масса 1 м прутка, кг | ||||||
|
нормаль- ной точности |
повы- шенной точности |
высокой точности |
нормаль- ной точности |
повы- шенной точности |
высокой точности |
нормаль- ной точности |
повы- шенной точности |
высокой точ- ности | |
|
8 |
-0,58 |
±0,22 |
-0,36 |
58,6 |
64 |
60,3 |
0,158 |
0,173 |
0,163 |
|
10 |
-0,58 |
±0,22 |
-0,36 |
93,4 |
100 |
95,6 |
0,252 |
0,270 |
0,258 |
|
12 |
-0,70 |
±0,22 |
-0,43 |
134,8 |
144 |
138,0 |
0,364 |
0,389 |
0,373 |
|
14 |
-0,70 |
±0,22 |
-0,43 |
185,5 |
196 |
189,1 |
0,501 |
0,529 |
0,511 |
|
16 |
-0,70 |
±0,22 |
-0,43 |
244,0 |
256 |
248,3 |
0,659 |
0,690 |
0,670 |
|
18 |
-0,70 |
±0,22 |
-0,43 |
310,6 |
324 |
315,4 |
0,839 |
0,875 |
0,852 |
|
20 |
-0,84 |
±0,25 |
-0,52 |
382,5 |
400 |
388,8 |
1,033 |
1,080 |
1,050 |
|
25 |
-0,84 |
±0,25 |
-0,52 |
603,3 |
625 |
611,2 |
1,630 |
1,685 |
1,650 |
|
30 |
-0,84 |
±0,30 |
-0,52 |
874,1 |
900 |
883,6 |
2,360 |
2,430 |
2,386 |
|
35 |
-1,00 |
±0,30 |
-0,62 |
1188 |
1225 |
1201 |
3,21 |
3,31 |
3,24 |
|
40 |
-1,00 |
±0,30 |
-0,62 |
1558 |
1600 |
1573 |
4,21 |
4,32 |
4,25 |
|
45 |
-1,00 |
±0,35 |
-0,62 |
1978 |
2025 |
2005 |
5,34 |
5,47 |
5,39 |
|
50 |
-1,00 |
±0,35 |
-0,62 |
2453 |
2500 |
2467 |
6,62 |
6,75 |
6,66 |
|
55 |
-1,20 |
±0,40 |
-0,74 |
2956 |
3025 |
2981 |
7,98 |
8,17 |
8,05 |
|
60 |
-1,20 |
±0,40 |
-0,74 |
3535 |
3600 |
3552 |
9,52 |
9,72 |
9,59 |
|
65 |
-1,20 |
±0,40 |
-0,74 |
4146 |
4226 |
4174 |
11,1 |
11,4 |
11,3 |
|
70 |
-1,20 |
±0,50 |
-0,74 |
4813 |
4900 |
4845 |
13,0 |
13,2 |
13,1 |
|
75 |
-1,20 |
±0,50 |
-0,74 |
5532 |
5625 |
5566 |
14,9 |
15,2 |
15,0 |
|
80 |
-1,20 |
±0,50 |
-0,74 |
6301 |
6400 |
6338 |
17,0 |
17,3 |
17,1 |
|
90 |
-1,40 |
±0,60 |
-1,00 |
7971 |
8100 |
8007 |
21,5 |
21,9 |
21,6 |
|
100 |
-1,40 |
±0,60 |
-1,00 |
9857 |
10000 |
9897 |
26,6 |
27,0 |
26,7 |
|
120 |
-1,40 |
±0,70 |
-1,00 |
14229 |
14400 |
14277 |
38,4 |
38,9 |
38,5 |
|
130 |
-1,60 |
±0,85 |
- |
16685 |
16900 |
- |
45,0 |
45,6 |
- |
|
140 |
-1,60 |
±0,85 |
- |
19369 |
19600 |
- |
52,3 |
52,9 |
- |
|
150 |
-1,60 |
±0,85 |
- |
22253 |
22500 |
- |
60,1 |
60,8 |
- |
|
160 |
-1,60 |
±1,0 |
- |
25337 |
25600 |
- |
68,4 |
69,1 |
- |
|
180 |
-1,60 |
±1,0 |
- |
32105 |
32400 |
- |
86,7 |
87,5 |
- |
|
200 |
-2,00 |
±1,10 |
|
39593 |
40000 |
- |
106,9 |
108,0 |
- |
4.5 Продольные кромки квадратных прутков могут быть скруглены.
Наибольшие радиусы скруглений кромок должны соответствовать значениям, приведенным в таблице 3.
Таблица 3
|
В миллиметрах | ||
|
Номинальный |
Радиус скругления кромок прутков, не более | |
|
|
нормальной и высокой точности |
повышенной точности изготовления |
|
До 10 |
1,0 |
1,0 |
|
Св. 10 " 30 |
2,0 |
1,0 |
|
" 30 " 50 |
2,5
|
1,5
|
|
Св. 50 до 100 |
3,0 |
2,0 |
|
" 100 " 120 |
3,5 |
2,5 |
|
" 120 " 200
|
3,5
|
3,0 |
4.6 Диаметры вписанной окружности шестигранных прутков, предельные отклонения по ним и теоретическая масса 1 м прутка должны соответствовать значениям, приведенным в таблице 4.
Таблица 4
|
Номи- нальный |
Предельное отклонение по диаметру вписанной окружности, мм |
Площадь |
Теоретическая масса 1 м прутка, кг | ||||||
|
нор- мальной точности |
повы- шенной точности |
высокой точности |
нор- мальной точности |
повы- шенной точности |
высокой точности |
нор- мальной точности |
повы- шенной точности |
высокой точности | |
|
8 |
-0,58 |
±0,22 |
-0,36 |
51,16 |
64,00 |
52,63 |
0,139 |
0,173 |
0,142 |
|
10 |
-0,58 |
+0,22 |
-0,36 |
81,33 |
86,60 |
83,19 |
0,220 |
0,234 |
0,225 |
|
11 |
-0,70 |
+0,22 |
-0,43 |
97,9 |
104,8 |
100,4 |
0,264 |
0,283 |
0,271 |
|
12 |
-0,70 |
±0,22 |
-0,43 |
117,2 |
124,7 |
120,0 |
0,317 |
0,337 |
0,329 |
|
13 |
-0,70 |
±0,22 |
-0,43 |
138,2 |
146,4 |
141,2 |
0,373 |
0,395 |
0,381 |
|
14 |
-0,70 |
±0,22 |
-0,43 |
161,0 |
169,9 |
164,2 |
0,435 |
0,458 |
0,443 |
|
15 |
-0,70 |
±0,22 |
-0,43 |
185,5 |
194,8 |
189,0 |
0,501 |
0,526 |
0,510 |
|
16 |
-0,70 |
±0,22 |
-0,43 |
211,8 |
221,4 |
215,4 |
0,572 |
0,598 |
0,582 |
|
17 |
-0,70 |
±0,22 |
-0,43 |
240,0 |
250,3 |
243,6 |
0,647 |
0,676 |
0,658 |
|
18 |
-0,70 |
±0,22 |
-0,43 |
269,4 |
281,6 |
273,6 |
0,728 |
0,757 |
0,739 |
|
19 |
-0,84 |
±0,25 |
-0,52 |
299,0 |
312,6 |
303,8 |
0,806 |
0,844 |
0,820 |
|
21 |
-0,84 |
±0,25 |
-0,52 |
366,5 |
381,6 |
372,2 |
0,984 |
1,03 |
1,005 |
|
22 |
-0,84 |
±0,25 |
-0,52 |
403,3 |
419,2 |
409,9 |
1,09 |
1,13 |
1,10 |
|
24 |
-0,84 |
±0,25 |
-0,52 |
481,2 |
498,3 |
488,0 |
1,30 |
1,35 |
1,32 |
|
27 |
-0,84 |
±0,30 |
-0,52 |
611,5 |
631,3 |
619,0 |
1,65 |
1,70 |
1,67 |
|
30 |
-0,84 |
±0,30 |
-0,52 |
757,4 |
779,0 |
765,6 |
2,05 |
2,10 |
2,07 |
|
32 |
-1,00 |
±0,30 |
-0,62 |
858,5 |
886,8 |
869,0 |
2,32 |
2,39 |
2,35 |
|
34 |
-1,00 |
±0,30 |
-0,62 |
971,1 |
1000 |
982,2 |
2,62 |
2,70 |
2,65 |
|
36 |
-1,00 |
±0,30 |
-0,62 |
1091 |
1122 |
1102 |
2,94 |
3,03 |
3,00 |
|
41 |
-1,00 |
±0,35 |
-0,62 |
1420 |
1456 |
1434 |
3,83 |
3,93 |
3,87 |
|
46 |
-1,00 |
±0,35 |
-0,62 |
1792 |
1833 |
1808 |
4,84 |
4,95 |
4,88 |
|
50 |
-1,00 |
±0,35 |
-0,62 |
2121 |
2165 |
2138 |
5,73 |
5,85 |
5,77 |
|
55 |
-1,20 |
±0,40 |
-0,74 |
2562 |
2620 |
2583 |
6,92 |
7,07 |
6,97 |
|
60 |
-1,20 |
±0,40 |
-0,74 |
3054 |
3118 |
3078 |
8,25 |
8,42 |
8,31 |
|
65 |
-1,20 |
±0,40 |
-0,74 |
3590 |
3659 |
3616 |
9,70 |
9,88 |
9,76 |
|
70 |
-1,20 |
±0,50 |
-0,74 |
4170 |
4243 |
4199 |
11,3 |
11,5 |
11,3 |
|
75 |
-1,20 |
±0,50 |
-1,00 |
4792 |
4871 |
4805 |
12,9 |
13,2 |
13,0 |
|
80 |
-1,20 |
±0,50 |
-1,00 |
5458 |
5542 |
5472 |
14,7 |
15,0 |
14,8 |
|
85 |
-1,40 |
±0,60 |
-1,00 |
6158 |
6257 |
6182 |
16,6 |
16,9 |
16,7 |
|
90 |
-1,40 |
+0,60 |
-1,00 |
6920 |
7015 |
6936 |
18,6 |
18,9 |
18,7 |
|
100 |
-1,40 |
±0,60 |
- |
8538 |
8660 |
- |
23,1 |
23,4 |
- |
|
110 |
-1,40 |
±0,70 |
- |
10344 |
10479 |
- |
27,9 |
28,3 |
- |
|
120 |
-1,40 |
±0,70 |
- |
12324 |
12470 |
- |
33,3 |
36,7 |
- |
|
140 |
-1,60 |
±0,85 |
- |
16777 |
19600 |
- |
45,3 |
52,9 |
- |
|
160 |
-1,60 |
±1,00 |
- |
21946 |
25600 |
- |
59,3 |
69,1 |
- |
|
180 |
-1,60 |
±1,00 |
- |
27807 |
32400 |
- |
75,1 |
87,5 |
- |
|
200 |
-2,00 |
±1,10 |
- |
34292 |
40000 |
- |
92,6 |
108 |
- |
4.7 Продольные кромки шестигранных прутков могут быть скруглены.
Наибольшие радиусы скруглений кромок должны соответствовать значениям, приведенным в таблице 5.
Таблица 5
|
В миллиметрах | |
|
Номинальный диаметр вписанной окружности |
Радиус скругления кромок прутков (нормальной, повышенной и высокой точности изготовления), не более |
|
До 10 |
0,5 |
|
Св. 10 " 30 |
1,0 |
|
" 30 " 50 |
1,2
|
|
Св. 50 до 100 |
1,5 |
|
" 100 " 120 |
2,0 |
|
" 120 " 200 |
3,0
|
4.8 Предельные отклонения по диаметру прутков, в том числе по диаметру вписанной окружности квадратного и шестигранного прутка из алюминиевых сплавов марок АМг3, АМг5 и АМг6 не должны превышать в 1,5 раза норм, приведенных в таблицах 1, 2 и 4.
4.9 Наибольшие радиусы скруглений квадратных и шестигранных прутков из алюминиевых сплавов марок АМг3, АМг5 и АМг6 не должны превышать в 2 раза норм, приведенных в таблицах 3 и 5.
4.10 Противоположные плоскости квадратных и шестигранных прутков должны быть параллельны.
4.11 Угол скручивания вокруг продольной оси на 1 м длины любого участка квадратного и шестигранного прутка с номинальным диаметром вписанной окружности более 25 мм, нормальной и высокой точности изготовления во всех состояниях материала, за исключением мягкого (отожженного), не должен превышать 5°.
Примечания
1 Скручивание прутков с номинальным диаметром вписанной окружности до 25 мм включительно и мягких (отожженных) прутков не нормируется.
2 Общее допустимое скручивание не должно превышать произведения скручивания на 1 м на длину прутка в метрах.
4.12 Скручивание квадратных и шестигранных прутков повышенной точности изготовления во всех состояниях материала, за исключением мягкого (отожженного), не должно превышать значений, приведенных в таблице 6.
Таблица 6
|
В миллиметрах | |||
|
Номинальный диаметр вписанной окружности, мм |
Предельное отклонение скручивания | ||
|
|
на 1 м |
на общую длину прутка | |
|
|
|
до 5000 |
св. 5000 |
|
До 30 |
1,5 |
2,5 |
По договоренности |
|
Св. 30 " 80 |
2,0 |
4,0 |
|
|
" 80 " 120 |
2,5 |
5,0 |
|
|
" 120 " 200 |
2,5 |
6,0 |
|
4.13 Теоретическая масса 1 м прутка нормальной и высокой точности изготовления вычислена с учетом 1/2 величины предельных отклонений на размеры, а прутка повышенной точности изготовления вычислена по номинальным размерам при плотности алюминия, равной 2,70 г/см![]() .
.
Для вычисления теоретической массы прутков из других марок следует пользоваться переводными коэффициентами, приведенными в приложении А.
4.14 Вид прочности и точность изготовления прутков предприятие-потребитель указывает в заказе.
В случае отсутствия в заказе указания о виде прочности и точности изготовления прутков последние изготовляют нормальной прочности и точности.
Условное обозначение прутков при заказе проставляется по схеме
|
Пруток |
ХХ |
ХХ |
ХХ |
┘ |
Х |
┘ |
ХХ |
ГОСТ 21488 | ||||||
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
| |||||
при следующих сокращениях:
Состояние материала:
без термической обработки - без обозначения;
мягкое (отожженное) - М;
закаленное и естественно состаренное - Т;
закаленное и искусственно состаренное - TI.
Вид прочности:
нормальной прочности - без обозначения;
повышенной прочности - ПП.
Форма сечения:
круглый - КР;
квадратный - КВ;
шестигранный - ШГ.
Точность изготовления:
нормальная - без обозначения;
повышенная - П;
высокая - В.
Длина:
немерная - без обозначения;
мерная - указывают заданный размер.
Характеристика длины:
мерная, кратной длины - КД (с указанием кратности);
немерная, длиной не короче заданной - НК (с указанием заданного размера);
немерная, длиной не более заданной - НБ (с указанием заданного размера);
не мерная в бухтах - БТ (без указания длины).
Примеры условных обозначений:
Пруток из сплава марки Д16, в закаленном естественно состаренном состоянии, нормальной прочности, круглого сечения, диаметром 50 мм, нормальной точности изготовления, длиной 3000 мм:
Пруток Д16.Т КР50 х 3000 ГОСТ 21488-97
То же, повышенной прочности, квадратного сечения, повышенной точности изготовления, немерной длины:
Пруток Д16.Т.ПП КВ50П ГОСТ 21488-97
То же, шестигранного сечения, повышенной точности изготовления, длиной, кратной 2000 мм:
Пруток Д16.Т.ПП ШГ50П х 2000КД ГОСТ 21488-97
Пруток из сплава марки Д16, без термической обработки, нормальной прочности, круглого сечения, диаметром 50 мм, нормальной точности изготовления, длиной не короче 1500 мм:
Пруток Д16 КР50П х 1500НК ГОСТ 21488-97
То же, повышенной точности изготовления, длиной не более 2500 мм:
Пруток Д16 КР50П х 2500НБ ГОСТ 21488-97
Пруток из алюминия марки АД0, без термической обработки, круглого сечения, диаметром 12 мм, нормальной точности изготовления, в бухте:
Пруток АД0 12БТ ГОСТ 21488-97
5. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
5.1 Характеристики базового исполнения
5.1.1 Прутки изготовляют из алюминия марок АД0, АД1, АД и алюминиевых сплавов марок АМц, АМцС, АМг2, АМг3, АМг5, АМг6, АД31, АД33, АД35, АВ, Д1, Д16, АК4, АК4-1, АК6, АК8, В95, 1915, 1925 с химическим составом по ГОСТ 4784, алюминиевых сплавов марок ВД1, В95-2, АКМ с химическим составом по ГОСТ 1131.
По согласованию изготовителя с потребителем допускается изготовлять прутки из алюминия других марок высокой и технической чистоты по ГОСТ 11069.
5.1.2 Прутки изготовляют нормальной точности.
Диаметры круглых, квадратных и шестигранных прутков нормальной точности изготовления, предельные отклонения и теоретическая масса 1 м прутка должны соответствовать значениям, приведенным в таблицах 1, 2 и 4.
Радиусы скруглений кромок квадратных и шестигранных прутков должны соответствовать значениям, приведенным в таблицах 3 и 5.
5.1.3 Прутки изготовляют немерной длины:
от 1,0 до 6,0 м - для диаметров до 80 мм;
от 1,0 до 5,0 м - для диаметров свыше 80 мм до 110 мм;
от 0,5 до 4,0 м - для диаметров свыше 110 мм.
В партии прутков немерной длины допускаются укороченные прутки в количестве не более 10% от массы партии, длиной не менее 0,5 м - для прутков диаметром до 110 мм.
5.1.3.1 Прутки круглые диаметром до 15 мм включительно в состоянии без термической обработки или в мягком (отожженном) изготовляют в бухтах немерной длины.
5.1.4 Прутки должны быть выправлены.
Кривизна прутков нормальной и повышенной точности изготовления на 1 м длины во всех состояниях материала, за исключением мягкого (отожженного), не должна превышать:
для прутков диаметром до 100 мм - 3 мм;
для прутков диаметром свыше 100 мм до 120 мм - 6 мм;
для прутков диаметром свыше 120 мм до 150 мм - 9 мм;
для прутков диаметром свыше 150 мм до 200 мм - 12 мм;
для прутков диаметром свыше 200 мм до 300 мм - 15 мм;
для прутков диаметром свыше 300 мм до 400 мм - 20 мм.
Примечания
1 Для прутков с номинальным диаметром не более 15 мм допускается кривизна, устраняемая до нормированной величины 3 мм, путем приложения усилия не более 50 Н (5 кгс) на пруток, установленный на плоской плите.
2 Кривизна мягких (отожженных) прутков и прутков без термической обработки из алюминия всех марок, алюминиевых сплавов марок АМц, АМцС и АД31, а также прутков в бухтах не нормируется.
3 Общая допустимая кривизна не должна превышать произведения местной кривизны на 1 м на длину прутка в метрах.
5.1.5 Прутки изготовляют нормальной прочности.
5.1.6 По состоянию материала прутки изготовляют:
без термической обработки - из алюминия марок АД0, АД1, АД и алюминиевых сплавов марок АМц, АМцС, АМг2, АМг3, АМг5, АМг6, АД31, АД33, АД35, АВ, Д1, Д16, АК4, АК4-1, АК6, АК8, В95, 1915, 1925, ВД1, В95-2, АКМ;
мягкие (отожженные) - из алюминиевых сплавов марок АМг3, АМг5, АМг6, 1915, 1925, АКМ;
закаленные и естественно состаренные - из алюминиевых сплавов марок АД31, АД33, АД35, АВ, Д1, Д16, 1915, 1925, ВД1, АКМ, В95-2;
закаленные и искусственно состаренные - из алюминиевых сплавов марок АД31, АД33, АД35, АВ, АК4, АК4-1, АК6, АК8, В95.
5.1.7 Механические свойства прутков нормальной прочности при растяжении должны соответствовать значениям, приведенным в таблице 7.
Таблица 7
|
Марка сплава |
Состояние материала прутков при изготовлении |
Состояние материала образцов при испытании |
Диаметр прутков, мм |
Временное сопротивление |
Предел текучести |
Относи- тельное удлинение |
|
|
|
|
|
не менее | ||
|
АД0, |
Без термической обработки |
Без термической обработки |
От 8 до 300 включ. |
60 (6) |
- |
25 |
|
АМц АМцС |
Без термической обработки |
Без термической обработки |
От 8 до 350 включ. |
100 (10) |
- |
20 |
|
АМг2 |
Без термической обработки |
Без термической обработки |
От 8 до 300 включ. |
175 (18) |
- |
13 |
|
АМг3 |
Без термической обработки |
Без термической обработки |
От 8 до 300 включ. |
175 (18) |
80 (8) |
13 |
|
|
Отожженное |
Отожженное |
От 8 до 300 включ. |
175 (18) |
80 (8) |
13 |
|
|
Без термической обработки |
Без термической обработки |
От 8 до 300 включ. |
265 (27) |
120 (12) |
15 |
|
|
|
|
Св. 300 до 400 включ. |
245 (25) |
110 (11) |
10 |
|
АМг5 |
Отожженное |
Отожженное |
От 8 до 300 включ. |
265 (27) |
120 (12) |
15 |
|
|
Без термической обработки |
Без термической обработки |
От 8 до 300 включ. |
315 (32) |
155 (16) |
15 |
|
АМг6 |
|
|
Св. 300 до 400 включ. |
285 (29) |
120 (12) |
15 |
|
|
Отожженное |
Отожженное |
От 8 до 300 включ. |
315 (32) |
155 (16) |
15 |
|
|
Без термической обработки |
Без термической обработки |
От 8 до 300 включ. |
90 (9) |
60 (6) |
15 |
|
АД31 |
|
Закаленное и естественно состаренное |
От 8 до 300 включ. |
135 (14) |
70 (7) |
13 |
|
|
Закаленное и естественно состаренное |
Закаленное и естественно состаренное |
От 8 до 100 включ. |
135 (14) |
70 (7) |
13 |
|
|
Закаленное и искусственно состаренное |
Закаленное и искусственно состаренное |
От 8 до 100 включ. |
195 (20) |
145 (15) |
8 |
|
|
Без термической обработки |
Закаленное и естественно состаренное |
От 8 до 300 включ. |
175 (18) |
110 (11) |
15 |
|
АД33 |
Закаленное и естественно состаренное |
Закаленное и естественно состаренное |
От 8 до 100 включ. |
175 (18) |
110 (11) |
15 |
|
|
Закаленное и искусственно состаренное |
Закаленное и искусственно состаренное |
От 8 до 100 включ. |
265 (27) |
225 (23) |
10 |
|
|
Без термической обработки |
Закаленное и естественно состаренное |
От 8 до 300 включ. |
195 (20) |
110 (11) |
12 |
|
АД35 |
Закаленное и естественно состаренное |
Закаленное и естественно состаренное |
От 8 до 100 включ. |
195 (20) |
110 (11) |
12 |
|
|
Закаленное и искусственно состаренное |
Закаленное и искусственно состаренное |
От 8 до 100 включ. |
315 (32) |
245 (25) |
8 |
|
|
Без термической обработки |
Закаленное и естественно состаренное |
От 8 до 300 включ. |
175 (18) |
100 (10) |
14 |
|
Закаленное и искусственно состаренное |
От 8 до 300 включ. |
295 (30) |
- |
12 | ||
|
АВ |
Закаленное и естественно состаренное |
Закаленное и естественно состаренное |
От 8 до 100 включ. |
175 (18) |
100 (10) |
14 |
|
Закаленное и искусственно состаренное |
Закаленное и искусственно состаренное |
От 8 до 100 включ. |
295 (30) |
225 (23) |
12 | |
|
Без термической обработки |
Без термической обработки |
От 8 до 300 включ. |
195 (20) |
110 (11) |
12 | |
|
Д1 |
|
Закаленное и естественно состаренное |
От 8 до 130 включ. |
375 (38) |
215 (22) |
12 |
|
|
|
|
Св. 130 до 300 включ. |
355 (36) |
195 (20) |
10 |
|
|
Закаленное и естественно состаренное |
Закаленное и естественно состаренное |
От 8 до 100 включ. |
375 (38) |
215 (22) |
12 |
|
Без термической обработки |
Без термической обработки |
От 8 до 300 включ. |
245 (25) |
120 (12) |
12 | |
|
|
|
Закаленное и естественно состаренное |
От 8 до 22 включ. |
390 (40) |
275 (28) |
10 |
|
|
|
|
Св. 22 до 130 включ. |
420 (43) |
295 (30) |
10 |
|
Д16 |
|
|
Св. 130 до 300 включ. |
410 (42) |
275 (28) |
8 |
|
|
|
|
Св. 300 до 400 включ. |
390 (40) |
245 (25) |
6 |
|
|
Закаленное и естественно состаренное |
Закаленное и естественно состаренное |
От 8 до 22 включ. |
390 (40) |
275 (28) |
10 |
|
|
|
|
Св. 22 до 100 включ. |
420 (43) |
296 (30) |
10 |
|
|
Без термической обработки |
Закаленное и искусственно состаренное |
От 8 до 300 включ. |
355 (36) |
- |
8 |
|
|
Закаленное и искусственно состаренное |
Закаленное и искусственно состаренное |
От 8 до 100 включ. |
355 (36) |
- |
8 |
|
Без термической обработки |
Закаленное и искусственно состаренное |
От 8 до 100 включ. |
390 (40) |
315(32) |
6 | |
|
AK4-I |
|
|
Св. 100 до 300 включ. |
365 (37) |
275 (28) |
6 |
|
|
Закаленное и искусственно состаренное |
Закаленное и искусственно состаренное |
От 8 до 100 включ. |
390 (40) |
315 (32) |
6 |
|
|
Без термической обработки |
Закаленное и искусственно состаренное |
От 8 до 300 включ. |
355 (36) |
- |
12 |
|
|
Закаленное и искусственно состаренное |
Закаленное и искусственно состаренное |
От 8 до 100 включ. |
355 (36) |
- |
12 |
|
|
Без термической обработки |
Закаленное и искусственно |
От 8 до 150 включ. |
450 (46) |
- |
10 |
|
АК8 |
|
|
Св. 150 до 300 включ. |
430 (44) |
- |
8 |
|
|
Закаленное и искусственно состаренное |
Закаленное и искусственно состаренное |
От 8 до 100 включ. |
450 (46) |
- |
10 |
|
|
Без термической обработки |
Закаленное и искусственно состаренные |
От 8 до 22 включ. |
490 (50) |
390 (40) |
6 |
|
|
|
|
Св. 22 до 130 включ. |
530 (54) |
420 (43) |
6 |
|
|
|
|
Св. 130 до 300 включ. |
510(52) |
420 (43) |
6 |
|
В95 |
|
|
Св. 300 до 400 включ. |
490 (50) |
390 (40) |
4 |
|
|
Закаленное и искусственно состаренное |
Закаленное и искусственно состаренное |
От 8 до 22 включ. |
490 (50) |
390 (40) |
6 |
|
|
|
|
Св. 22 до 100 включ. |
530 (54) |
420 (43) |
6 |
|
|
Без термической обработки |
Горячепрессованное с естественным старением в течение 30-35 сут |
От 8 до 15 включ. |
345 (35) |
195 (20) |
10 |
|
|
|
Горячепрессованное с естественным старением в течение 2-4 сут |
От 8 до 15 включ. |
275 (28) |
165 (17) |
10 |
|
|
|
Закаленное и искусственно состаренное |
От 8 до 130 включ. |
375 (38) |
245 (25) |
8 |
|
1915 |
|
|
Св. 130 до 200 включ. |
355 (36) |
245 (25) |
8 |
|
|
Отожженное |
Отожженное |
От 8 до 300 включ. |
275 (28) |
- |
12 |
|
|
Закаленное и |
Закаленное и |
От 8 до 100 |
345 (35) |
215 (22) |
10 |
|
|
Закаленное и |
Закаленное и |
От 8 до 100 |
275 (28) |
175 (18) |
10 |
|
|
|
Закаленное и |
От 8 до 100 |
380 (39) |
245 (25) |
8 |
|
|
Без термической обработки |
Горячепрессованное с естественным старением в течение 30-35 сут |
От 8 до 15 включ. |
345 (35) |
195 (20) |
10 |
|
|
|
Горячепрессованное с естественным старением в течение 2-4 сут |
От 8 до 15 включ. |
275 (28) |
167 (17) |
10 |
|
|
|
Закаленное и |
От 8 до 130 |
375 (38) |
245 (25) |
8 |
|
|
|
|
Св. 130 до 200 включ. |
355 (36) |
245 (25) |
8 |
|
|
Отожженное |
Отожженное |
От 8 до 300 включ. |
295 (30) |
- |
12 |
|
1925 |
Закаленное и |
Закаленное и |
От 8 до 100 |
355 (36) |
245 (25) |
10 |
|
|
|
Закаленное и |
От 8 до 100 |
285 (29) |
175 (18) |
10 |
|
|
Без термической обработки |
Закаленное и естественно состаренное |
От 8 до 100 включ. |
335 (34) |
- |
8 |
|
ВД1 |
|
|
Св. 100 до 160 включ. |
335 (34) |
- |
6 |
|
|
Закаленное и естественно состаренное |
Закаленное и естественно состаренное |
От 8 до 100 включ. |
335 (34) |
- |
8 |
|
|
Без термической обработки |
Закаленное и естественно состаренное |
От 8 до 100 включ. |
355 (36) |
- |
8 |
|
В95-2 |
|
|
Св. 100 до 160 включ. |
355 (34) |
- |
8 |
|
|
Закаленное и естественно состаренное |
Закаленное и естественно состаренное |
От 8 до 100 включ. |
355 (36) |
- |
10 |
|
|
Без термической обработки |
Закаленное и естественно состаренное |
От 8 до 300 включ. |
315 (32) |
- |
12 |
|
АКМ |
Отожженное |
Отожженное |
От 8 до 300 включ. |
Не более |
- |
12 |
|
|
Закаленное и естественно состаренное |
Закаленное и естественно состаренное |
От 8 до 100 включ. |
315 (32) |
- |
14 |
|
Примечания | ||||||
5.1.8 Поверхность прутков не должна иметь трещин, расслоений, неметаллических включений, пятен коррозионного происхождения и следов селитры.
5.1.9 На поверхности прутков допускаются:
- плены, забоины, вмятины, царапины, риски, единичные пузыри, различного рода запрессовки, если глубина их залегания не выводит пруток за минусовые предельные отклонения по размерам;
- цвета побежалости, темные и светлые пятна и полосы, в том числе кольцеобразной и спиралевидной формы, являющиеся следами правки.
5.1.9.1 Допускается местная пологая зачистка прутков, если она не выводит размеры прутков за минусовые предельные отклонения. Зачистка трещин не допускается.
5.1.10 Макроструктура прутков не должна иметь трещин, рыхлот, расслоений и утяжин.
Для всех сплавов, кроме сплавов марок АМг5 и АМг6, макроструктура прутков не должна иметь включений интерметаллидов.
5.1.11 На макроструктуре прутков допускаются:
- неметаллические включения в виде точек размером не более 0,5 мм или в виде штрихов протяженностью не более 3 мм, если количество их не превышает:
2 шт. - для прутков диаметром до 50 мм,
3 шт. - для прутков диаметром свыше 50 до 300 мм,
5 шт. - для прутков диаметром свыше 300 мм;
- интерметаллиды на прутках из сплава марки АМг5 размером 0,5 мм в количестве не более 5 шт., а на прутках из сплава марки АМг6 размером не более 0,1 мм в виде единичных разрозненных точек;
- крупнокристаллический ободок частично или по всему периметру, величина которого не ограничивается;
- поверхностные дефекты глубиной в пределах установленных предельных отклонений.
5.1.12 Микроструктура прутков, прошедших закалку, не должна иметь следов пережога.
5.2 Характеристики исполнения по требованию потребителя
5.2.1 Прутки изготовляют высокой точности.
Диаметры круглых, квадратных и шестигранных прутков высокой точности изготовления, предельные отклонения и теоретическая масса 1 м прутка должны соответствовать значениям, приведенным в таблицах 1, 2 и 4.
Радиусы скруглений кромок квадратных и шестигранных прутков должны соответствовать значениям, приведенным в таблицах 3 и 5.
5.2.2 По длине прутки изготовляют мерной, кратной мерной, длиной не короче или не более заданной в пределах размеров немерной длины, указанных в 5.1.3.
5.2.2.1 Прутки кратной мерной длины изготовлять с учетом припуска на каждый рез 5 мм.
5.2.2.2 Предельные отклонения по длине прутков мерной и кратной длины не должны превышать:
+10 мм - для прутков диаметром от 8 до 300 мм;
+20 мм - для прутков диаметром свыше 300 мм.
5.2.2.3 Прутки должны быть обрезаны с торцов под прямым углом.
Косина реза не должна превышать 3° и выводить прутки за пределы сдаточной длины.
5.2.2.4 Прутки диаметром свыше 50 мм не должны иметь заусенцев.
5.2.2.5 Прутки мерной или кратной мерной длины изготовляют с интервалом в 500 мм.
5.2.3 Прутки из сплавов марок АВ, Д1, Д16, АК6, АК8 и В95 изготовляют повышенной прочности.
5.2.4 По состоянию материала прутки повышенной прочности изготовляют:
без термической обработки - из сплавов марок АВ, Д1, Д16, АК6, АК8, В95;
закаленные и естественно состаренные - из сплавов марок Д1, Д16;
закаленные и искусственно состаренные - из сплавов марок АВ, АК6, АК8, В95.
5.2.5 Механические свойства прутков повышенной прочности при растяжении должны соответствовать значениям, приведенным в таблице 8.
Таблица 8
|
Марка сплава |
Состояние материала прутков при изготовлении |
Состояние материала образцов при испытании |
Диаметр прутков, мм |
Временное сопротив- ление |
Предел текучести |
Относи- тельное удлинение |
|
|
|
|
|
не менее | ||
|
AВ |
Без термической обработки |
Закаленное и искусственно состаренное |
От 8 до 300 включ. |
315(32) |
225 (23) |
8 |
|
|
Закаленное и искусственно состаренное |
Закаленное и искусственно состаренное |
От 8 до 100 включ. |
315(32) |
225 (23) |
8 |
|
Д1 |
Без термической обработки |
Закаленное и естественно состаренное |
От 8 до 300 включ. |
420 (43) |
275 (28) |
8 |
|
|
Закаленное и естественно состаренное |
Закаленное и естественно состаренное |
От 8 до 100 включ. |
420 (43) |
275 (28) |
8 |
|
Д16 |
Без термической обработки |
Закаленное и естественно состаренное |
От 8 до 300 включ. |
450 (46) |
325 (33) |
8 |
|
|
Закаленное и естественно состаренное |
Закаленное и естественно состаренное |
От 8 до 100 включ. |
450 (46) |
325 (33) |
8 |
|
АК6 |
Без термической обработки |
Закаленное и искусственно состаренное |
От 8 до 300 включ. |
375 (38) |
265 (27) |
10 |
|
|
Закаленное и искусственно состаренное |
Закаленное и искусственно состаренное |
От 8 до 100 включ. |
375 (38) |
265 (27) |
10 |
|
A8 |
Без термической обработки |
Закаленное и искусственно состаренное |
От 8 до 300 включ. |
460 (47) |
335 (34) |
8 |
|
|
Закаленное и искусственно состаренное |
Закаленное и искусственно состаренное |
От 8 до 100 включ. |
460 (47) |
335 (34) |
8 |
|
|
Без термической обработки |
Закаленное и искусственно состаренное |
От 8 до 22 включ. |
510(52) |
400(41) |
7 |
|
|
|
|
Св. 22 до 130 включ. |
550 (56) |
430 (44) |
6 |
|
В95 |
|
|
Св. 130 до 300 включ. |
530 (54) |
430 (44) |
6 |
|
|
Закаленное и искусственно состаренное |
Закаленное и искусственно состаренное |
От 8 до 22 включ. |
510(52) |
400(41) |
7 |
|
|
|
|
Св. 22 до 100 включ. |
550 (56) |
430 (44) |
6 |
5.2.6 На макроструктуре прутков повышенной прочности допускается ограниченный крупно-кристаллический ободок, расположенный частично или по всему периметру, если глубина его залегания не превышает:
3 мм - для прутков из сплавов марок Д1, Д16 и В95;
5 мм - для прутков из сплавов марок АВ, АК6 и АК8.
5.3 Характеристики исполнения, устанавливаемые по согласованию потребителя с изготовителем
5.3.1 Прутки изготовляют повышенной точности.
Диаметры круглых, квадратных и шестигранных прутков повышенной точности изготовления, предельные отклонения и теоретическая масса 1 м прутка должны соответствовать значениям, приведенным в таблицах 1, 2 и 4.
Радиусы скругления кромок квадратных и шестигранных прутков должны соответствовать значениям, приведенным в таблицах 3 и 5.
5.3.2 Прутки изготовляют с промежуточными размерами, не указанными в таблицах 1, 2 и 4.
Предельные отклонения по этим размерам принимаются как для следующего большего размера.
5.3.3 Прутки изготовляют длиной, превышающей указанную в 5.1.3.
При этом требования к косине реза, кривизне, скручиванию, радиусу скругления продольных ребер прутков и качеству поверхности устанавливаются по согласованию потребителя с изготовителем.
5.3.4 Прутки квадратные и шестигранные нормальной и высокой точности, с номинальным диаметром вписанной окружности до 25 мм включительно изготовляют с нормированной величиной по скручиванию.
5.3.5 Кривизна прутков повышенной точности изготовления во всех состояниях материала, за исключением мягкого (отожженного), не должна превышать значений, приведенных в таблице 9.
Таблица 9
|
В миллиметрах | ||
|
Номинальный диаметр |
Предельное отклонение на кривизну | |
|
на 1 м длины прутка |
на 300 мм | |
|
До 80 |
2 |
1 |
|
Св. 80 " 120 |
3 |
1,5 |
|
" 120 " 200 |
4 |
2 |
|
" 200 " 350 |
8 |
5 |
5.4 Маркировка
5.4.1 К каждому пучку прутков диаметром до 30 мм включительно или бухте должен быть прикреплен металлический или фанерный ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение прутка;
номер партии;
клеймо отдела технического контроля или номер контролера ОТК предприятия-изготовителя.
На торце или на поверхности прутка диаметром более 30 мм на расстоянии не более 50 мм от торца прутка на выходном конце наносят клеймо отдела технического контроля предприятия-изготовителя, а также маркировку с указанием марки алюминия или алюминиевого сплава, состояния материала и номера партии.
Допускается нанесение маркировки краской или наклейкой этикеток.
5.4.2 На прутках, от которых отбирались образцы для механических испытаний, дополнительно наносят маркировку с указанием порядкового номера.
5.4.3 Маркировку прутков, предназначенных для экспорта, проводят в соответствии с заказом внешнеторгового объединения.
5.5 Упаковка
5.5.1 Временная противокоррозионная защита, упаковка прутков - по ГОСТ 9.510.
6 ПРИЕМКА
6.1 Прутки принимают партиями. Партия должна состоять из прутков одной марки алюминия или алюминиевого сплава, одного состояния материала, одной плавки или садки термической обработки, одного вида прочности, одной формы сечения, одного размера, одной точности изготовления и оформлена одним документом о качестве.
Допускается составлять партии из термообработанных прутков, взятых из нескольких садок термической обработки, или прутков без термической обработки, взятых из нескольких плавок, при условии, что каждая садка или плавка соответствует требованиям настоящего стандарта.
Документ о качестве должен содержать:
товарный знак или наименование предприятия-изготовителя и товарный знак;
наименование потребителя;
условное обозначение прутков;
номер партии;
массу нетто партии;
результаты испытаний (для механических свойств указать только максимальные и минимальные значения);
дату отгрузки;
обозначение настоящего стандарта.
Допускается по согласованию с потребителем оформлять один документ о качестве на несколько партий, отгружаемых одновременно одному потребителю.
6.2 Для проверки химического состава отбирают два прутка или две бухты от партии. Допускается изготовителю проверку химического состава проводить на каждой плавке.
В каждой плавке проверяют легирующие элементы и основные примеси. Прочие примеси не проверяют.
6.3 Проверке размеров подвергают 10% прутков или бухт от партии или каждый пруток партии.
6.4 Для контроля качества поверхности прутков от партии отбирают прутки (бухты) "вслепую" (методом наибольшей объективности) по ГОСТ 18321. Планы контроля соответствуют ГОСТ 18242. Количество контролируемых прутков (бухт) определяют по таблице 10.
Таблица 10
|
Количество прутков (бухт) в партии |
Количество контролируемых прутков (бухт) |
Браковочное |
|
2-8 |
2 |
1 |
|
9-15 |
3 |
1 |
|
16-25 |
5 |
1 |
|
26-50 |
8 |
2 |
|
51-90 |
13 |
3 |
|
91-150 |
20 |
3 |
|
151-280 |
32 |
4 |
|
281-500 |
50 |
6 |
|
501-1200 |
80 |
8 |
|
1201-3200 |
125 |
11 |
Партия считается годной, если число прутков (бухт), не соответствующих требованиям 5.1.7 и 5.2.5, менее браковочного числа, приведенного в таблице 10. В случае, если браковочное число равно или больше приведенного в таблице 10, - партия бракуется.
Допускается изготовителю при получении неудовлетворительных результатов контролировать каждый пруток.
6.5 Для проверки кривизны и скручивания отбирают 5% прутков от партии, но не менее двух прутков.
6.6 Для проверки макроструктуры прутков нормальной прочности размером свыше 20 мм отбирают 5% прутков от партии, но не менее трех прутков от каждой предъявляемой к сдаче партии.
Прутки нормальной прочности размером до 20 мм включительно проверке макроструктуры не подвергают.
Для проверки макроструктуры прутков повышенной прочности размером свыше 20 мм отбирают 10% прутков от партии, а размером до 20 мм включительно - 5% прутков от партии, но не менее трех прутков от каждой предъявляемой к сдаче партии.
6.7 Для проверки механических свойств прутков нормальной прочности из алюминиевых сплавов марок АМцС, АМг2, АМг3, АМг5, АМг6, АК4, АК4-1, 1915 и 1925 во всех состояниях материала, а также прутков из сплавов марок АВ, Д1, Д16, В95, АК6 и АК8 в мягком (отожженном) и закаленном состояниях отбирают 5% прутков от партии, но не менее трех прутков от каждой партии.
6.7.1 Для проверки механических свойств прутков повышенной прочности отбирают 10% прутков от партии, но не менее трех прутков от каждой партии.
6.7.2 Механические свойства прутков нормальной прочности из алюминия марок АД0, АД1, АД и алюминиевых сплавов марок АМц, АД31, АД33, АД35, ВД1, В95-2, а также механические свойства прутков без термической обработки из алюминиевых сплавов марок АВ, Д1, Д16, В95, АК6, АК8 предприятием-изготовителем не контролируются.
6.8 От партии, состоящей из нескольких садок термической обработки или из нескольких плавок, для проверки механических свойств и макроструктуры отбирают не менее двух прутков от каждой садки термической обработки или плавки.
6.9 Для проверки микроструктуры прутков, подвергаемых закалке, на пережог отбирают один пруток от каждой плавки в садке термической обработки.
Прутки из сплавов марок АД31, 1915, 1925, подвергаемых закалке на прессе, проверке микроструктуре на отсутствие пережога не подвергают.
6.10 Для проверки прутков, закаливаемых в селитровых ваннах, на наличие на поверхности селитры отбирают 1 % прутков от партии, но не менее одного прутка от каждой партии.
6.11 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, кроме показателей внешнего вида, по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяют на всю партию.
Допускается изготовителю проводить поштучное испытание прутков.
7 МЕТОДЫ ИСПЫТАНИЙ
7.1 Для проверки химического состава отбирают по одному образцу от каждого отобранного по 6.2 прутка или бухты.
Отбор и подготовка проб для определения химического состава - по ГОСТ 24231.
7.2 Определение химического состава прутков из алюминия проводят химическим методом по ГОСТ 25086, ГОСТ 12697.1 - ГОСТ 12697.12 или спектральным методом по ГОСТ 3221, прутков из алюминиевых сплавов проводят химическим методом по ГОСТ 25086, ГОСТ 11739.1 - ГОСТ 11739.26 или спектральным методом по ГОСТ 7727.
При наличии разногласий химический состав определяют химическим методом.
7.3 Контроль размеров
7.3.1 Проверку размеров проводят на каждом отобранном по 6.3 прутке или бухте.
7.3.2 Размеры поперечного сечения прутков измеряют микрометром с ценой деления 0,01 мм по ГОСТ 6507 или ГОСТ 4381, штангенциркулем по ГОСТ 166.
Измерение размеров проводят на расстоянии не менее 150 мм от торца прутка.
7.3.3 Длину прутков измеряют рулеткой по ГОСТ 7502 или металлической линейкой по ГОСТ 427.
7.3.4 Радиус скругления продольных ребер квадратных и шестигранных прутков определяют шаблоном (радиусомером) по [1] (приложение Б).
7.3.5 Косину реза проверяют угольником по ГОСТ 3749, проверочной линейкой длиной 1 м по ГОСТ 8026 и щупом по [2].
7.3.6 Овальность, косину реза, кривизну и скручивание проверяют по ГОСТ 26877.
Для определения скручивания пруток кладется на поверочную плату, измеряется размер ![]() (рисунок 1).
(рисунок 1).
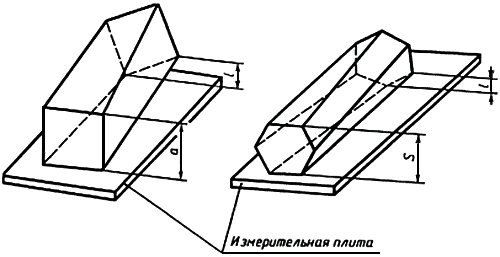
Рисунок 1
7.3.7 Допускается применять другие методы и измерительные инструменты, обеспечивающие необходимую точность, установленную в настоящем стандарте. При возникновении разногласий в определении показателя контроль проводят методом, указанным в стандарте.
7.4 Контроль качества поверхности прутков проводят статистическим методом, обеспечивающим заданное качество поверхности с вероятностью 96% (приемочный уровень дефектности ![]() = 4%).
= 4%).
Поверхность прутков осматривают без применения увеличительных приборов.
7.4.1 Глубину залегания дефектов измеряют профилометром по ГОСТ 19300 или глубиномером индикаторным (специальным) по технической документации.
7.4.2 Зачистку прутков проводят только в продольном направлении абразивным кругом, шабером или шлифовальной шкуркой на тканевой основе не крупнее 6-го номера зернистости по ГОСТ 5009.
Окончательную зачистку прутков до гладкой поверхности проводят шлифовальной шкуркой на бумажной основе не крупнее 10-го номера зернистости по ГОСТ 6456.
7.5 Отбор и подготовку образцов для испытаний на растяжение проводят по ГОСТ 24047.
Испытания механических свойств проводят методом разрушающего контроля по ГОСТ 1497 или методом неразрушающего контроля (вихревых токов) по ГОСТ 27333 и ОСТ 1 92070.2.
При наличии разногласий испытания механических свойств проводят по ГОСТ 1497.
7.5.1 Для проверки механических свойств методом разрушающего контроля от каждого проверяемого прутка с выходного конца в продольном направлении вырезают один образец. Расчетную длину образца в миллиметрах вычисляют по формуле ![]() = 5
= 5![]() , где
, где ![]() - расчетный диаметр образца, мм.
- расчетный диаметр образца, мм.
7.5.2 Проверку механических свойств методом вихревых токов проводят на поверхности прутков в состоянии после закалки и старения.
7.6 Макроструктуру прутков проверяют на поперечном макротемплете, вырезанном с утяжинного конца проверяемого прутка.
При наличии утяжины на проверяемых прутках (при условии соответствия макроструктуры остальным требованиям) она должна быть полностью удалена, при этом остальные прутки обрезают на величину, равную длине отрезанного конца от проверяемого прутка.
7.7 Наличие крупнокристаллического ободка контролируют на закаленных образцах (темплетах) толщиной не менее 30 мм, предназначенных для определения макроструктуры.
При изготовлении макротемплета, отрезанного от горячепрессованного прутка и подвергнутого закалке, снимают слой металла на глубину не менее 10 мм.
При изготовлении макротемплета, отрезанного от отожженного или закаленного прутка, глубина снятия слоя металла не ограничивается.
7.8 Микроструктуру прутков проверяют металлографическим способом на одном образце по ГОСТ 27637 или методом вихревых токов по ГОСТ 27333 и ОСТ 1 92070.1.
7.9 Наличие селитры на поверхности прутков проверяют путем нанесения на поверхность прутка в любом листе капли 0,5%-ного раствора дифениламина в серной кислоте (к навеске 0,5 г дифениламина приливают 10 см![]() дистиллированной воды и 25 см
дистиллированной воды и 25 см![]() серной кислоты плотностью 1,84 г/см
серной кислоты плотностью 1,84 г/см![]() ).
).
При растворении дифениламина объем раствора доводят до 100 см![]() прибавлением серной кислоты плотностью 1,84 г/см
прибавлением серной кислоты плотностью 1,84 г/см![]() .
.
Интенсивное посинение капли раствора через 10-15 с указывает на присутствие в данном месте селитры. После испытания каплю удаляют фильтровальной бумагой, а испытанный участок тщательно промывают водой и насухо вытирают.
При обнаружении селитры партия прутков подлежит повторной промывке и повторному контролю на наличие селитры на поверхности прутков.
8 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
8.1 Транспортирование и хранение - по ГОСТ 9.510.
8.2 Транспортная маркировка грузовых мест - по ГОСТ 14192 с дополнительными надписями: наименование полуфабриката, марка сплава, состояние материала, вид прочности, размер прутков, номер партии.
8.3 При хранении прутки должны быть защищены от механических повреждений, действия влаги и активных химических веществ.
При соблюдении указанных условий хранения свойства прутков при хранении не изменяются.
ПРИЛОЖЕНИЕ А
(справочное)
ПЕРЕВОДНЫЕ КОЭФФИЦИЕНТЫ ДЛЯ ВЫЧИСЛЕНИЯ ПРИБЛИЖЕННОЙ ТЕОРЕТИЧЕСКОЙ
МАССЫ 1 М ПРУТКА ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
|
Марка сплава |
Плотность, г/см |
Переводной коэффициент |
|
АМц |
2,73 |
1,011 |
|
АМцС |
2,73 |
1,270 |
|
АМг2 |
2,68 |
0,992 |
|
АМг3 |
2,67 |
0,988 |
|
АМг5 |
2,65 |
0,981 |
|
АМг6 |
2,64 |
0,977 |
|
АД31 |
2,71 |
1,004 |
|
АД33 |
2,71 |
1,004 |
|
АД35 |
2,72 |
1,007 |
|
АВ |
2,70 |
1,000 |
|
Д1 |
2,80 |
1,037 |
|
Д16 |
2,78 |
1,030 |
|
АК4 |
2,77 |
1,026 |
|
АК4-1 |
2,80 |
1,037 |
|
АК6 |
2,75 |
1,018 |
|
АК8 |
2,80 |
1,037 |
|
В95 |
2,85 |
1,055 |
|
1915 |
2,77 |
1,026 |
|
1925 |
2,77 |
1,026 |
|
ВД1 |
2,77 |
1,026 |
|
В95-2 |
2,85 |
1,055 |
|
АКМ |
2,69 |
0,996 |
Личный кабинет:
доступно после авторизации "Превращается в пыль" все в эпицентре. Путин рассказал о специфике работы...
"Превращается в пыль" все в эпицентре. Путин рассказал о специфике работы...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке