
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
30
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ИНСТРУКЦИЯ
ПО МОНТАЖУ ТРУБОПРОВОДОВ ПАРА И ВОДЫ
НА ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЯХ
РАЗРАБОТАНА отделом технологии монтажа котлов и вспомогательного оборудования
Составители - инж. И.В.Каменицкая, А.Д.Шанин, Е.И.Шульман, Т.Н.Павловская
СОГЛАСОВАНА с Главтехуправлением (письмо N 8-4/13 от 13 июня 1973 г.)
УТВЕРЖДЕНА решением Главного производственно-технического управления по строительству, Главниипроекта, Главтеплоэнергомонтажа Министерства энергетики и электрификации СССР от 2 июля 1974 г. N 207
Инструкция по монтажу трубопроводов пара и воды на тепловых электростанциях предназначена для использования в качестве руководства при монтаже указанных трубопроводов. Рассчитана она на работников, непосредственно выполняющих все подготовительные и монтажные операции, - рабочих, слесарей-трубопроводчиков 3-7-го разрядов, бригадиров и звеньевых, на инженерно-технических работников монтажных организаций, руководящих работами по сборке, изготовлению трубопроводов малых диаметров и монтажу трубопроводов.
С выходом настоящей Инструкции отменяются ранее действовавшие ведомственные инструкции: "Инструкция по монтажу трубопроводов из углеродистых и низколегированных сталей", утвержденная в 1963 г., и "Инструкция по монтажу трубопроводов блока 300 МВт", утвержденная в 1965 г.
ВВЕДЕНИЕ
1. Настоящая инструкция предназначена для руководства при монтаже трубопроводов ТЭС, транспортирующих пар и воду всех параметров.
2. Инструкция не распространяется на газопроводы (наружные и внутренние), маслопроводы, мазутопроводы, наружные магистрали циркуляционных водоводов, противопожарные трубопроводы, сантехнические трубопроводы (отопление, водопровод и канализация), а также на трубопроводы кислорода, ацетилена, сжатого воздуха, водорода и пропан-бутана.
3. В Инструкции приведены указания по хранению, приемке и техническому осмотру блоков и отдельных деталей трубопроводов и арматуры, подготовке к монтажу, монтажу и сдаче трубопроводов с условным диаметром до 2000 мм из углеродистых и низколегированных кремнемарганцовистых сталей, с условным диаметром до 1000 мм из легированных хромомолибденовых и хромомолибденованадиевых сталей и с условным диаметром до 250 мм из высоколегированных нержавеющих сталей.
Дополнительно освещены вопросы сборки в блоки и монтажа опытного паропровода из высоколегированных сталей аустенитного класса энергоблока Р-100-300.
4. Инструкция разработана с учетом централизованного изготовления на заводах КВОиТ Минэнерго СССР трубопроводов низкого давления ![]() до 22 кгс/см
до 22 кгс/см![]() с температурой ниже 450 °С диаметром от 40 до 2000 мм, на заводах Министерства тяжелого и транспортного машиностроения трубопроводов среднего, высокого и сверхвысокого давлений с условным диаметром от 76 мм и выше и поставки их в блочном исполнении. Учтено также использование отдельных деталей трубопроводов, изготовляемых на предприятиях Минмонтажспецстроя.
с температурой ниже 450 °С диаметром от 40 до 2000 мм, на заводах Министерства тяжелого и транспортного машиностроения трубопроводов среднего, высокого и сверхвысокого давлений с условным диаметром от 76 мм и выше и поставки их в блочном исполнении. Учтено также использование отдельных деталей трубопроводов, изготовляемых на предприятиях Минмонтажспецстроя.
5. В Инструкции изложены требования, которые следует выполнять при изготовлении на монтажной площадке трубопроводов давлением ![]() 22 кгс/см
22 кгс/см![]() и наружным диаметром до 40 мм, поставляемых заводами КВОиТ Главтеплоэнергомонтажа в виде прямых труб, а также при сборке в узлы и блоки деталей трубопроводов среднего и высокого давления с условным диаметром менее 76 мм, поставляемых Белгородским котлостроительным заводом.
и наружным диаметром до 40 мм, поставляемых заводами КВОиТ Главтеплоэнергомонтажа в виде прямых труб, а также при сборке в узлы и блоки деталей трубопроводов среднего и высокого давления с условным диаметром менее 76 мм, поставляемых Белгородским котлостроительным заводом.
Приведены также указания по монтажу перечисленных трубопроводов в соответствии с монтажно-трассировочными чертежами или монтажными схемами, являющимися составной частью проекта трубопровода.
6. Указания, требования и допуски, которые должны выполняться при монтаже трубопроводов, увязаны со следующими документами:
а) "Правилами устройства и безопасной эксплуатации трубопроводов пара и горячей воды" Госгортехнадзора СССР, утвержденными 10 марта 1970 г.*;
________________
* На территории российской Федерации действуют "Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды (ПБ 10-573-03)", утвержденные постановлением Госгортехнадзора от 11.06.2003 N 90, здесь и далее по тексту. - Примечание .
б) СНиП III-Г.9-62* "Технологические трубопроводы. Правила производства и приемки работ" (в вопросах, не освещенных в Правилах Госгортехнадзора);
в) отраслевыми стандартами: "Трубопроводы тепловых электростанций на параметры пара ![]() =64-400" ОСТ 24.03.005; "Трубопроводы пара и горячей воды тепловых электростанций. Технические условия" ОСТ 24.03.004 (в части поставки трубопроводных блоков из углеродистых и легированных сталей); "Трубопроводы энергоблока 800 МВт с одновальной турбиной" ОСТ 24.03.003;
=64-400" ОСТ 24.03.005; "Трубопроводы пара и горячей воды тепловых электростанций. Технические условия" ОСТ 24.03.004 (в части поставки трубопроводных блоков из углеродистых и легированных сталей); "Трубопроводы энергоблока 800 МВт с одновальной турбиной" ОСТ 24.03.003;
г) отраслевыми нормалями котлотурбостроения "Детали и элементы трубопроводов на параметры ![]() - 255 ата,
- 255 ата, ![]() =565/570 °С";
=565/570 °С";
д) отраслевыми стандартами "Детали и элементы трубопроводов тепловых электростанций ![]() 40 кгс/см
40 кгс/см![]() " ОСТ 34.201-73
" ОСТ 34.201-73![]() ОСТ 34.238-73;
ОСТ 34.238-73;
е) межреспубликанскими техническими условиями MPTУ 14-4-21-67 "Трубы стальные бесшовные для паровых котлов и трубопроводов";
ж) Техническими условиями ЧМТУ/УкрНИТИ 205-60;
з) "Техническими условиями на поставку трубопроводов на ![]() <22 кгс/см
<22 кгс/см![]() " ТУ 34-1202-71 с изменением N 1 и 2;
" ТУ 34-1202-71 с изменением N 1 и 2;
и) "Инструкцией о порядке хранения энергетического оборудования на объектах МЭиЭ СССР", 1967 г.;
к) "Инструкцией по наблюдению и контролю за металлом трубопроводов и котлов". ОРГРЭС, 1970 г.;
л) "Инструкцией по проведению химических очисток теплоэнергетического оборудования". ОРГРЭС, 1967 г.;
м) "Инструкцией по регулировке опор трубопроводов". ОРГРЭС, 1972 г.;
н) "Инструкцией по технике безопасности при производстве работ по монтажу оборудования тепловых электростанций", 1971 г.;
о) "Правилами технической эксплуатации электрических станций и сетей", 1968 г.*;
________________
* На территории российской Федерации действуют "Правила технической эксплуатации электрических станций и сетей Российской Федерации", утвержденные приказом Минэнерго России от 19.06.2003 N 229. - Примечание .
п) "Инструкцией по порядку оформления претензий по качеству, комплектности и количеству энергетического оборудования, поставляемого на строящиеся, расширяемые и действующие объекты Минэнерго СССР", 1967 г.
7. Все требования по подготовке кромок труб для стыкового соединения, резке, подгибке труб и калибровке их концов соответствуют указаниям, изложенным в "Руководящих технических материалах по сварке, термообработке и контролю трубных систем котлов и трубопроводов при монтаже и ремонте оборудования тепловых электростанций" PTM-1c-73, утвержденных Главным производственно-техническим управлением по строительству, Главным техническим управлением по эксплуатации энергосистем и Главтеплоэнергомонтажом (решение N 166 от 8 июля 1972 г.).
1.1. Классификация трубопроводов
1.1.1. Классификация трубопроводов в зависимости от параметров среды в соответствии с правилами Госгортехнадзора приведена в табл.1.
Таблица 1
|
|
Рабочие параметры среды | ||
|
Категория трубо- |
Наименование среды |
температура, °С |
давление избыточное, кгс/см |
|
Iа |
Перегретый пар |
Более 580 |
Не ограничено |
|
Iб |
То же |
От 540 до 580 включительно |
То же |
|
Iв |
" |
От 450 до 540 включительно |
" |
|
Iг |
" |
До 450 включительно |
Более 39 |
|
Iд |
Горячая вода, насыщенный пар |
Более 115 |
Более 80 |
|
IIа |
Перегретый пар |
От 350 до 450 включительно |
До 39 включительно |
|
IIб |
То же |
До 350 включительно |
От 22 до 39 включительно |
|
IIв |
Горячая вода, насыщенный пар |
Более 115 |
Более 39 до 80 включительно |
|
IlIa |
Перегретый пар |
От 250 до 350 включительно |
До 22 включительно |
|
IIIб |
То же |
До 250 включительно |
От 16 до 22 включительно |
|
IIIв |
Горячая вода, насыщенный пар |
Более 115 |
От 16 до 39 включительно |
|
IVa |
Перегретый и насыщенный пар |
От 115 до 250 включительно |
От 0,7 до 16 включительно |
|
IVб |
Горячая вода |
Более 115 |
До 16 включительно |
1.1.2. Трубопроводы, данные о которых приведены в табл.1, относятся к группам В и Г категории I-IV табл.1 СНиП III-Г.9-62*.
1.1.3. Трубопроводы химводоочистки, транспортирующие слабые и крепкие растворы кислоты и химические реагенты, не подведомствены Госгортехнадзору и относятся к подгруппе "б" группы А категории II табл.1 СНиП III-Г.9-62*.
1.1.4. Для трубопроводов ТЭС приняты следующие параметры (с учетом снижения параметров пара в соответствии с эксплуатационным циркуляром Главтехуправления N Т-4/71):
|
|
| |
|
Для паропроводов сверхвысокого давления | ||
|
315 |
|
650 (паропровод острого пара) |
|
255 |
|
545 (паропровод острого пара) |
|
41 |
|
545 (горячая нитка промперегрева) |
|
Для паропроводов высокого давления | ||
|
140 |
|
560 (паропровод острого пара) |
|
140 |
|
545 (паропровод острого пара) |
|
100 |
|
540 (паропровод острого пара) |
|
25 |
|
545 (горячая нитка промперегрева) |
|
Для паропроводов среднего и низкого давления | ||
|
40 |
|
440 (паропровод острого пара) |
|
44 |
|
340 (холодная нитка промперегрева) |
|
28 |
|
340 (холодная нитка промперегрева) |
|
Для трубопроводов питательной воды сверхвысокого давления | ||
|
380 |
|
280 |
|
Для трубопроводов питательной воды высокого давления | ||
|
230 |
|
230 |
|
185 |
|
215 |
|
Для трубопроводов питательной воды среднего давления | ||
|
76 |
|
145 |
|
Для трубопроводов низкого давления | ||
|
|
| |
1.1.5. Перечень трубопроводов ТЭС по назначению применительно к энергоблоку мощностью 300 МВт (блок N 2 расширения Каширской ГРЭС на 900 МВт с котлом ст. N 17 типа Пп-50ж, паропроизводительностью 950 т/ч и турбиной ст. N 10 типа К-300-240-1 мощностью 300 МВт) приведен в прил.1.
1.2. Материалы деталей трубопроводов и пределы их применения
1.2.1. Трубы для трубопроводов ТЭС в зависимости от параметров пара и воды применяются стальные бесшовные или электросварные.
По материалу трубы разделяются на углеродистые, низколегированные, легированные (из сталей, относящихся к перлитному классу) и высоколегированные (из сталей, относящихся к ферритно-мартенситному и аустенитному классам).
По способу изготовления бесшовные трубы делятся на горячекатаные, теплокатаные, холоднокатаные, холоднотянутые и теплотянутые.
Трубопрокатные заводы изготовляют трубы по межреспубликанским (МРТУ), ведомственным (ТУ и ЧМТУ) техническим условиям или по общесоюзным ГОСТам.
1.2.2. Бесшовные трубы на сверхвысокие параметры из легированных сталей перлитного класса могут быть изготовлены по специальным техническим условиям, согласованным с Госгортехнадзором СССР, ковано-сверлеными, центробежнолитыми и горячепрессованными. Последним способом изготовляются также трубы из низколегированных марганцовистых сталей.
1.2.3. Бесшовные трубы для трубопроводов среднего, высокого и сверхвысокого давления поставляются по МРТУ 14-4-21-67 горячекатаными, теплокатаными, холоднокатаными и холоднотянутыми из углеродистой стали марки 20 (спокойной плавки), низколегированной кремнемарганцовистой стали марки 15ГС, легированных сталей перлитного класса: хромомолибденовой стали марки 15ХМ, хромомолибденованадиевых сталей марок 12Х1МФ и 15Х1М1Ф.
1.2.4. Для трубопроводов среднего и низкого давления бесшовные трубы из обычных углеродистых сталей поставляются горячекатаными по ГОСТ 8731-74, холоднокатаными, теплокатаными, холоднотянутыми по ГОСТ 8733-74 только по группе А (с гарантией по химическому составу и механическим свойствам). Для этих труб применяются следующие марки сталей: Ст.20, Ст.10, ВСт.3сп5 и ВСт.3Гпс5.
По ГОСТ 380-71* сталь должна быть группы В (спокойной и полуспокойной плавки) категории V с гарантированными показателями; допускается применение стали с повышенным содержанием марганца полуспокойной плавки (ВСт.3Гпс5).
1.2.5. Электросварные трубы, применяемые для трубопроводов с давлением до 22 кгс/см![]() , должны соответствовать требованиям табл.2 действующих "Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды" Госгортехнадзора СССР.
, должны соответствовать требованиям табл.2 действующих "Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды" Госгортехнадзора СССР.
1.2.6. Техническая характеристика труб, химический состав сталей, из которых изготовляются трубы, их механические свойства приведены в прил.2, 3, 4.
1.2.7. Фасонные детали трубопроводов высоких параметров ![]() 64-400 изготовляются в соответствии с ОСТ 24.03.005 (конструкция и размеры) и ОСТ 24.03.004 (технические условия; изготовление), разработанными Белгородским котлостроительным заводом и ЦКТИ им. Ползунова, издания 1969 г.
64-400 изготовляются в соответствии с ОСТ 24.03.005 (конструкция и размеры) и ОСТ 24.03.004 (технические условия; изготовление), разработанными Белгородским котлостроительным заводом и ЦКТИ им. Ползунова, издания 1969 г.
1.2.8. Детали и элементы трубопроводов сверхвысоких параметров (![]() =255 кгс/см
=255 кгс/см![]() ,
, ![]() = 565 °С) изготовляются в соответствии с ОСТ 24.03.003, отраслевыми нормалями котлотурбостроения (НО) "Детали и элементы трубопроводов тепловых электростанций на параметры
= 565 °С) изготовляются в соответствии с ОСТ 24.03.003, отраслевыми нормалями котлотурбостроения (НО) "Детали и элементы трубопроводов тепловых электростанций на параметры ![]() =255 ата и
=255 ата и ![]() =565/570 °С", разработанными Белгородским котлостроительным заводом и ЦКТИ им. Ползунова, 1966 г.
=565/570 °С", разработанными Белгородским котлостроительным заводом и ЦКТИ им. Ползунова, 1966 г.
1.2.9. Детали и элементы трубопроводов низкого давления до ![]() 40-С изготовляются в соответствии с ОСТ 34.202-73 - ОСТ 34.238-73.
40-С изготовляются в соответствии с ОСТ 34.202-73 - ОСТ 34.238-73.
1.2.10. Гнутые отводы применяются по ОСТ 24.321 и НО 772-66 из сталей 12Х1МФ и 15Х1М1Ф для паропроводов сверхвысокого и высокого давления, а также для трубопроводов горячего промперегрева; по тем же ОСТ и НО из сталей 15ГС и 20 - для трубопроводов питательной воды сверхвысокого и высокого давления и трубопроводов холодного промперегрева.
Гнутые отводы по ОСТ 24.321 из стали 20 применяются для трубопроводов среднего и низкого давления.
Гнутые колена из труб с утолщенной стенкой применяются по ОСТ 24.321 из стали 12Х1МФ для паропроводов высокого давления и трубопроводов горячего промперегрева, а из сталей 15ГС и 20 - для питательных трубопроводов и трубопроводов холодного промперегрева.
1.2.11. Крутозагнутые отводы применяются, если по условиям компоновки трубопроводов нельзя использовать гнутые отводы; изготовляются они по ОСТ 24.321 с прямыми участками, с углами 90° из стали 12Х1МФ для паропроводов высокого давления, а с углами 30, 45, 60 и 90° из сталей 15ГС и 20 - для питательных трубопроводов высокого давления и трубопроводов холодного промперегрева.
Крутозагнутые отводы по ОСТ 34.204-73 изготовляют без прямых участков с углами 45, 60, 90° из стали 20.
1.2.12. Штампованные колена из труб с утолщенной стенкой применяются по ОСТ 24.327.01 из стали 12Х1МФ и 15Х1М1Ф для паропроводов высокого давления, а из стали 15ГС для питательных трубопроводов.
1.2.13. Штампосварные колена изготовляются по ОСТ 24.317.01 из листовой стали марки 15Х1М1Ф или 12Х1МФ на параметры ![]() =41 кгс/см
=41 кгс/см![]() и
и ![]() =570 °С с
=570 °С с ![]() 600 мм и из стали марки 15ГС или 16ГС на параметры
600 мм и из стали марки 15ГС или 16ГС на параметры ![]() = 44 кгс/см
= 44 кгс/см![]() и
и ![]() =340 °C с
=340 °C с ![]() =600 и 800 мм.
=600 и 800 мм.
1.2.14. Сварные отводы по ОСТ 34.205-73 и НО 793-64, изготовленные из секторов, вырезанных из бесшовных труб стали 20 или из сварных труб стали ВСт.3сп5, могут применяться на ![]() 40-С и
40-С и ![]() 25-С только в том случае, если не могут быть использованы крутоизогнутые отводы.
25-С только в том случае, если не могут быть использованы крутоизогнутые отводы.
1.2.15. Литые колена поставляются в исключительных технически обоснованных случаях по условиям компоновки трубопроводов и только в составе блоков паропроводов, трубопроводов горячего промперегрева из стали марки 15Х1М1ФЛ и питательной воды сверхвысокого давления из стали марки 20ГСЛ.
1.2.16. В целях облегчения условий изготовления трубопроводов низкого давления ![]() 40-С и сокращения количества индивидуальных чертежей в соответствии с ОСТ 34.220-73 заводами КВОиТ Минэнерго СССР могут поставляться трубы с косыми срезами
40-С и сокращения количества индивидуальных чертежей в соответствии с ОСТ 34.220-73 заводами КВОиТ Минэнерго СССР могут поставляться трубы с косыми срезами ![]() от 100 до 1200 мм и трубы для ответвлений в соответствии с ОСТ 34.214-73
от 100 до 1200 мм и трубы для ответвлений в соответствии с ОСТ 34.214-73 ![]() от 20 до 1200 мм. Указанные трубы применяют при выполнении пространственных гибов трубопроводов.
от 20 до 1200 мм. Указанные трубы применяют при выполнении пространственных гибов трубопроводов.
1.2.17. Для разветвления трубопроводов применяются гнутые или сварные развилки из бесшовных труб. Гнутые развилки размером от 50 до 150 мм применяются для давления ![]() 40-С, а сварные - размером от 200 до 400 мм, изготовленные из Ст. 20, - для давления
40-С, а сварные - размером от 200 до 400 мм, изготовленные из Ст. 20, - для давления ![]() 25-С; сварные развилки размером от 450 до 1200 мм для давления до
25-С; сварные развилки размером от 450 до 1200 мм для давления до ![]() 10-С изготовляются из стали ВСт.3сп5.
10-С изготовляются из стали ВСт.3сп5.
Для паропроводов горячей нитки промежуточного перегрева пара применяются стальные литые развилки ![]() 400х500Х400 из стали 15Х1М1Ф по НО 813-64.
400х500Х400 из стали 15Х1М1Ф по НО 813-64.
1.2.18. Тройники для ответвления трубопроводов изготовляют равнопроходными и переходными: коваными, сварными из труб с подкатанными или прямыми концами, штампованными, штампованными с вытянутой горловиной, литыми (только равнопроходными).
1.2.19. Кованые тройники по ОСТ 24.720 применяются: из стали 12Х1МФ для паропроводов, а из стали 16ГС для питательного трубопровода сверхвысокого давления.
1.2.20. Сварные тройники из труб с подкатанными концами применяются: из стали 12Х1МФ и 15Х1М1Ф по НО 1076-66 и НО 1077-66 для паропроводов сверхвысокого давления, из стали 20 и 15ГС по ОСТ 24.104 для паропровода среднего давления; по НО 1076-66 и НО 1077-66 для питательного трубопровода сверхвысокого давления; по ОСТ 24.104 для питательного трубопровода высокого и среднего давления. Такие же тройники по ОСТ 24.104 из стали 12Х1МФ применяются для трубопроводов горячего промежуточного перегрева, а из стали 20 и 15ГС - для трубопроводов холодного промежуточного перегрева.
Сварные тройники из труб с прямыми концами по ОСТ 24.104 из стали 15Х1М1Ф и 12Х1МФ предназначены для трубопроводов горячего промежуточного перегрева, а по НО 1084-66 и 1085-66 из стали 20 для трубопроводов холодного промежуточного перегрева.
1.2.21. Штампованные тройники по НО 778-66 и НО 779-66 малых диаметров (до 50 мм), изготовленные из стали 12Х1МФ, применяются для дренажных и продувочных трубопроводов сверхвысокого давления, а из стали 16ГС - для питательных трубопроводов сверхвысокого давления (впрысков, продувок и др.).
Штампованные тройники по ОСТ 24.720 из стали 12Х1МФ применяются для паропроводов высокого давления и трубопроводов горячего промежуточного перегрева, а из стали 20 - для питательных трубопроводов высокого давления.
1.2.22. Штампованные тройники с вытянутой горловиной по ОСТ 24.720 и по ОСТ 24.104 из стали 12Х1МФ применяются для паропроводов высокого давления и трубопроводов горячего промежуточного перегрева, а из сталей 15ГС и 20 - для питательных трубопроводов высокого и среднего давления и трубопроводов холодного промежуточного перегрева.
1.2.23. Литые шаровые равнопроходные тройники больших диаметров (200, 300 и 500 мм) по НО 783-66 из стали 15Х1М1Ф применяются для паропроводов, а из стали 20ГСЛ - для питательных трубопроводов сверхвысокого давления.
1.2.24. Соединения тройниковые по НО 1078-66 из стали 12Х1МФ и 15Х1М1Ф применяются для паропроводов, из стали 15ГС - для питательных трубопроводов сверхвысокого давления, а по НО 1080-66 из стали 20 - для трубопроводов холодного промежуточного перегрева.
1.2.25. Переходы для трубопроводов, работающих с высокими параметрами, изготовляются из труб методом подкатки, точеными и ковано-точеными из поковок. Переходы для трубопроводов низкого давления изготовляются из труб методом подкатки, точеными, а также сварными листовыми и сварными лепестковыми. Последние типы изготовляют заводы КВОиТ Минэнерго СССР.
1.2.26. Переходы из труб с подкатанными концами по НО 774-66 и ОСТ 24.319 из стали 12Х1МФ и 15Х1М1Ф применяются для паропроводов сверхвысокого давления и трубопроводов горячего промежуточного перегрева; по ОСТ 24.318 из тех же сталей - для паропроводов высокого давления и трубопроводов горячего промежуточного перегрева; по ОСТ 24.319 из стали 20 - для паропроводов среднего давления; по НО 774-66, ОСТ 24.318 и ОСТ 24.319 из стали 15ГС - для питательных трубопроводов сверхвысокого, высокого и среднего давления; из стали 20 - для трубопроводов холодного промежуточного перегрева и по ОСТ 24.318.06 - для трубопроводов ![]() =64 кгс/см
=64 кгс/см![]() .
.
1.2.27. Точеные переходы малых диаметров (до 50 мм) по НО 1075-66 из стали 12Х1МФ применяются для трубопроводов сверхвысокого давления, по ОСТ 24.450 той же марки стали - для трубопроводов высокого давления, по тем же НО и ОСТ из стали 16ГС - для трубопроводов питательной воды сверхвысокого давления, из стали 20 - для трубопроводов высокого и среднего давления, по ОСТ 34.210-73 для трубопроводов ![]() =40 кгс/см
=40 кгс/см![]() .
.
1.2.28. Ковано-точеные переходы по ОСТ 24.450 из стали 12Х1МФ применяются для паропроводов высокого давления и трубопроводов горячего промежуточного перегрева, а из стали 20 - для питательных трубопроводов высокого давления.
1.2.29. Сварные листовые симметричные и несимметричные переходы по ОСТ 34.211-73 из стали ВСт.3сп5 применяются для трубопроводов с ![]() до 10 кгс/см
до 10 кгс/см![]() .
.
1.2.30. Сварные лепестковые переходы по ОСТ 34.212-73 из стали 20 и ВСт.3сп5 применяются для трубопроводов с ![]() соответственно до 16 и 10 кгс/см
соответственно до 16 и 10 кгс/см![]() .
.
1.2.31. Приварные донышки изготовляются методом штамповки или механической обработкой поковок по ОСТ 24.504.01 трех типов (I, II, III) для паропроводов с давлением до 140 кгс/см![]() и температурой от 450 до 570 °С из стали 12Х1МФ, а для трубопроводов питательной воды высокого давления и трубопроводов пара и воды среднего давления с температурой до 350 °С из стали марки 20.
и температурой от 450 до 570 °С из стали 12Х1МФ, а для трубопроводов питательной воды высокого давления и трубопроводов пара и воды среднего давления с температурой до 350 °С из стали марки 20.
Для паропроводов с параметрами ![]() =255 кгс/см
=255 кгс/см![]() и
и ![]() =565 °С по НО 812-66 предусматриваются приварные штампованные и точеные заглушки типов А, Б, изготовленные из стали 12Х1МФ, до
=565 °С по НО 812-66 предусматриваются приварные штампованные и точеные заглушки типов А, Б, изготовленные из стали 12Х1МФ, до ![]() 100 мм, из стали 15Х1М1Ф для
100 мм, из стали 15Х1М1Ф для ![]() =150 мм. Для трубопроводов питательной воды с параметрами
=150 мм. Для трубопроводов питательной воды с параметрами ![]() =380 кгс/см
=380 кгс/см![]() и
и ![]() =280 °С эти заглушки изготовляются из стали марки 16ГС.
=280 °С эти заглушки изготовляются из стали марки 16ГС.
1.2.32. Плоские приварные заглушки изготовляются по ОСТ 34.233-73 следующих размеров:
|
Диаметр ( |
Давление ( |
|
от 50 до 400 |
до 25 |
|
450 и 500 |
до 16 |
|
600 и 700 |
до 10 |
|
800 и 1200 |
до 6 |
1.2.33. Плоские приварные заглушки с ребрами изготовляются по ОСТ 34.234-73 из стали ВСт.3сп5 следующих размеров:
|
Диаметр ( |
Давление ( |
|
от 450 до 1000 |
25 |
|
от 600 до 1200 |
16 |
|
от 800 до 1200 |
10 |
|
1000 и 1200 |
6 |
1.2.34. Сварные соединения с измерительными соплами или диафрагмами, а также фланцевые соединения с камерными диафрагмами изготовляются на заводах и поставляются в сборе комплектно. В состав комплекта входят два патрубка или два фланца с патрубком, сопло или измерительная диафрагма дисковая или камерная, прокладки, крепеж и монтажные кольца.
1.2.35. Сварные соединения с измерительными соплами по ОСТ 24.839.08-72 размерами ![]() от 65 до 250 мм применяются для паропроводов давлением
от 65 до 250 мм применяются для паропроводов давлением ![]() =100 кгс/см
=100 кгс/см![]() с температурой пара выше 540 °С и изготовляются из стали 12Х1МФ, а для питательной воды и пара с температурой до 450 °С - из стали марок 15ГС и 20.
с температурой пара выше 540 °С и изготовляются из стали 12Х1МФ, а для питательной воды и пара с температурой до 450 °С - из стали марок 15ГС и 20.
1.2.36. Сварные соединения с измерительным соплом для паропроводов с параметрами ![]() =255 кгс/см
=255 кгс/см![]() и
и ![]() =565 °С изготовляются
=565 °С изготовляются ![]() =250 мм из стали 15Х1МФ, а для трубопроводов питательной воды с параметрами
=250 мм из стали 15Х1МФ, а для трубопроводов питательной воды с параметрами ![]() =380 кгс/см
=380 кгс/см![]() и
и ![]() =280 °С -
=280 °С - ![]() =350 мм из стали 15ГС.
=350 мм из стали 15ГС.
1.2.37. Фланцеаые соединения с измерительными диафрагмами камерного типа на ![]() 100-С и до 450 °С по ОСТ 24.839.04 с фланцами, приваренными встык, изготовляются условным диаметром от 50 до 350 мм. Материал фланцев - сталь марки Ст. 20, материал патрубков - бесшовная труба из стали 20.
100-С и до 450 °С по ОСТ 24.839.04 с фланцами, приваренными встык, изготовляются условным диаметром от 50 до 350 мм. Материал фланцев - сталь марки Ст. 20, материал патрубков - бесшовная труба из стали 20.
Фланцевые соединения того же типа на ![]() =64-С изготовляются размерами от 50 до 500 мм по ОСТ 34.224-73. Материал фланцев для температуры среды до 300 °С - сталь ВСт.3сп5, для температуры среды выше 300 °С - сталь 20, материал патрубков тот же.
=64-С изготовляются размерами от 50 до 500 мм по ОСТ 34.224-73. Материал фланцев для температуры среды до 300 °С - сталь ВСт.3сп5, для температуры среды выше 300 °С - сталь 20, материал патрубков тот же.
Фланцевые соединения с измерительными диафрагмами камерного типа с плоскими приварными фланцами на ![]() =25-С и с температурой до 300 °С изготовляются по ОСТ 34.223-73 с условным диаметром от 50 до 500 мм и по ОСТ 34.608-69 на
=25-С и с температурой до 300 °С изготовляются по ОСТ 34.223-73 с условным диаметром от 50 до 500 мм и по ОСТ 34.608-69 на ![]() =6-С, 10-С, 16-С с условным диаметром от 400 до 1400 мм, на
=6-С, 10-С, 16-С с условным диаметром от 400 до 1400 мм, на ![]() =25-С с условным диаметром от 400 до 600 мм и на
=25-С с условным диаметром от 400 до 600 мм и на ![]() = 21 кгс/см
= 21 кгс/см![]() и
и ![]() =180 °С
=180 °С ![]() =700-1200 мм. Материал фланцев тот же.
=700-1200 мм. Материал фланцев тот же.
1.2.38. Линзовые компенсаторы (одно-, двух- и трехлинзовые) с дренажными трубками и без них, со стяжками и без них, ![]() =100 до 1400 мм предназначены для компенсации тепловых удлинений трубопроводов с параметрами среды
=100 до 1400 мм предназначены для компенсации тепловых удлинений трубопроводов с параметрами среды ![]() 6-С и
6-С и ![]() до 300 °С, изготовляются по ОСТ 34.235-73 - ОСТ 34.237-73 из стали марки 20 и поставляются заводами КВОиТ Минэнерго СССР.
до 300 °С, изготовляются по ОСТ 34.235-73 - ОСТ 34.237-73 из стали марки 20 и поставляются заводами КВОиТ Минэнерго СССР.
Стяжки линзовых компенсаторов изготовляются по ОСТ 34.238-73.
1.2.39. Опоры и подвески для трубопроводов сверхвысокого и высокого давления изготовляются заводом - изготовителем трубопроводов, а для трубопроводов среднего и низкого давления - заводами КВОиТ. Детали опор и подвесок изготовляются по МВН, комплектование и сборка их осуществляются по рабочим чертежам проектных организаций.
1.2.40. Детали опор и подвесок, непосредственно прилегающие к паропроводам из легированных сталей перлитного класса (хомуты, упоры и другие детали), изготовляются из жаропрочных сталей по ГОСТ 5949-75 и 4543-71:
Для температур до 510 °С - 25Х1МФ (ЭИ-10);
Для температур до 540 °С - 12ХМ, 25Х2М1Ф (ЭИ-723).
Детали опор и подвесок, прилегающее к паропроводам с температурой до 570 °С, изготовляются из сталей марок ЭП-182 по ЧМТУ/ЦНИИЧМ 869-63 и 12Х1МФ по ЧМТУ/УкрНИТИ 478-63.
Детали, прилегающие к трубопроводу из легированных сталей аустенитного класса с параметрами среды 315 кгс/см![]() и
и ![]() 650 °С, должны быть изготовлены из нержавеющей стали 1Х18Н9Т.
650 °С, должны быть изготовлены из нержавеющей стали 1Х18Н9Т.
1.2.41. Прочие мелкие детали трубопроводов: подкладные кольца для сварки изготовляются по ОСТ 24.520.03 цельнотянутыми из труб или сварными из полосы (с последующей зачисткой шва заподлицо) из стали марки 20 или другой углеродистой стали спокойной плавки с содержанием углерода не более 0,24%; реперы для контроля за ползучестью металла паропроводов, работающих при температуре выше 450 °С, изготовляются по ОСТ 24.837.01 из стали марки 1Х13, бобышки для контрольно-измерительных приборов изготовляются по ОСТ 24.530.02 из стали 12Х1МФ для трубопроводов с температурой от 450 до 570 °С и из стали марки 20 для трубопроводов с температурой до 450 °С; пробки для глушения бобышек при гидравлическом испытании трубопроводов изготовляются по ОСТ 24.734.02 из стали марки 35.
Для параметров пара ![]() = 255 кгс/см
= 255 кгс/см![]() и
и ![]() =565 °С бобышки для термопар и термометров сопротивления по НО 808-66 изготовляются из стали марки 15Х1М1Ф, а для воды с параметрами
=565 °С бобышки для термопар и термометров сопротивления по НО 808-66 изготовляются из стали марки 15Х1М1Ф, а для воды с параметрами ![]() =380 кгс/см
=380 кгс/см![]() и
и ![]() =280 °C - из стали марки 15ГС.
=280 °C - из стали марки 15ГС.
1.3. Условия поставки блоков и деталей трубопроводов
1.3.1. Блоки трубопроводов сверхвысокого, высокого и среднего давления из легированных и углеродистых сталей изготовляются специализированными заводами (Белгородским котлостроительным и др.) и поставляются в составе прямых и гнутых труб с условным диаметром более 76 мм и фасонных деталей - колен, тройников, переходов. Габариты заводских блоков приведены в табл.2.
Таблица 2
|
Заводские блоки |
Блоки | |
|
плоские |
изогнутые в двух плоскостях | |
|
Блоки, подвергающиеся термообработке в печах, и блоки из труб |
8х2,6 м |
8х2,6х1,1 м |
|
Блоки, подвергающиеся местной термообработке, а также не подвергающиеся термообработке, кроме блоков из труб |
11х2,6 м |
11х2,6х1,1 м |
1.3.2. В трубы, входящие в блок, должны быть вварены все предусмотренные проектом штуцеры, бобышки для контрольно-измерительных приборов.
1.3.3. Блоки трубопроводов низкого давления с параметрами ![]() <22 кгс/см
<22 кгс/см![]() и
и ![]() 450 °С, изготовляемые заводами КВОиТ Минэнерго СССР, поставляются в соответствии с ТУ 34-1202-71 в составе прямых и гнутых труб, гнутых или крутоизогнутых отводов, фасонных частей, фланцев с крепежом, штуцеров и бобышек для приборов КИП, соединенных в одно целое.
450 °С, изготовляемые заводами КВОиТ Минэнерго СССР, поставляются в соответствии с ТУ 34-1202-71 в составе прямых и гнутых труб, гнутых или крутоизогнутых отводов, фасонных частей, фланцев с крепежом, штуцеров и бобышек для приборов КИП, соединенных в одно целое.
В блок может быть также включена стальная арматура, если это предусматривается рабочим чертежом блока.
1.3.4. Блоки трубопроводов и отдельные элементы, работающие под давлением ![]() 22 кгс/см
22 кгс/см![]() , должны быть на заводе подвергнуты гидравлическому испытанию пробным давлением 1,25 рабочего. Для трубопроводов давлением
, должны быть на заводе подвергнуты гидравлическому испытанию пробным давлением 1,25 рабочего. Для трубопроводов давлением ![]() 25-С диаметром более 465 мм гидравлическое испытание может быть заменено испытанием на плотность керосиновой пробой по ГОСТ 3242-69*.
25-С диаметром более 465 мм гидравлическое испытание может быть заменено испытанием на плотность керосиновой пробой по ГОСТ 3242-69*.
________________
* На территории Российской Федерации действует ГОСТ 3242-79, здесь и далее по тексту. - Примечание изготовителя базы данных.
1.3.5. Блоки, узлы и элементы трубопроводов, работающих с давлением не выше 22 кгс/см![]() , изготовленные на заводе КВОиТ, а также на монтажной площадке, могут быть подвергнуты гидравлическому испытанию совместно с трубопроводом после окончания монтажа.
, изготовленные на заводе КВОиТ, а также на монтажной площадке, могут быть подвергнуты гидравлическому испытанию совместно с трубопроводом после окончания монтажа.
1.3.6. Блоки и отдельные детали трубопроводов, изготовленные из углеродистых и легированных сталей, окрашиваются: подлежащие тепловой изоляции - лаком БТ-577 по ГОСТ 5631-70*![]() , а не подлежащие изоляции - краской БТ-177 по ГОСТ 5631-70*
, а не подлежащие изоляции - краской БТ-177 по ГОСТ 5631-70*![]() . Окраска не должна доходить на 30-50 мм до концов труб, подготовленных для сварки.
. Окраска не должна доходить на 30-50 мм до концов труб, подготовленных для сварки.
________________
![]() На территории Российской Федерации действует ГОСТ 5631-79, здесь и далее по тексту. - Примечание изготовителя базы данных.
На территории Российской Федерации действует ГОСТ 5631-79, здесь и далее по тексту. - Примечание изготовителя базы данных.
Блоки и отдельные детали трубопроводов, изготовленные из сталей аустенитного класса, не окрашиваются.
1.3.7. Каждый блок должен быть замаркирован в месте, указанном на чертеже. Маркировка блоков трубопроводов низкого давления должна быть нанесена в прямоугольной рамке размером 200х120 стойкой несмываемой краской; в маркировке указывается: товарный знак завода-изготовителя, наименование заказчика, номер заказа, номер чертежа общего вида трубопровода, номер блока по этому чертежу и его масса. Рядом размещается клеймо ОТК завода-изготовителя, обведенное рамкой из несмываемой краски.
1.3.8. Маркировка блоков трубопроводов высокого и сверхвысокого давления наносится металлическими клеймами; в маркировке содержатся следующие данные: номер чертежа блока, номер монтажно-сборочного чертежа и номер позиции, номер детальной описи и номер отправочной позиции, марка материала, ГОСТ или ТУ на поставку, номер плавки, номер трубы (для легированных труб). Эти данные указываются по документам, поступившим на завод - изготовитель трубопроводов с трубного или другого завода. Рядом с маркировкой ставится клеймо контролеров и операторов ОТК завода. Маркировка размещается на прямом участке блока ближе к средней его части.
Для деталей, не включаемых в блоки, в маркировке указываются номер детальной описи, номер отправочной позиции и товарный знак завода.
1.3.9. Трубы с условным диаметром менее 76 мм из качественных углеродистых, низколегированных марганцовистых и легированных хромомолибденовых и хромомолибденованадиевых сталей должны поставляться в виде готовых прямых и фасонных деталей, а с условным диаметром менее 40 мм - прямыми трубами в связках.
1.3.10. Трубопроводы ![]() <22 кгс/см
<22 кгс/см![]() с условным диаметром до 40 мм поставляются россыпью в виде прямых участков, гнутых и фасонных деталей, арматуры и деталей соединительных узлов в соответствии со спецификацией чертежа.
с условным диаметром до 40 мм поставляются россыпью в виде прямых участков, гнутых и фасонных деталей, арматуры и деталей соединительных узлов в соответствии со спецификацией чертежа.
1.3.11. Трубы с условным диаметром менее 40 мм, предназначенные для трубопроводов с ![]() <22 кгс/см
<22 кгс/см![]() , поставляются россыпью в виде прямых труб в связках.
, поставляются россыпью в виде прямых труб в связках.
1.3.12. Трубы для конденсатоочистки и химводоочистки, предназначенные под гуммирование или покрытие химически стойкими лаками, поступают прямыми участками длиной не более 2 м с соединительными фланцами на концах.
Зачистка наплавленного металла на фланцах для этих труб должна быть выполнена на заводе-изготовителе.
Предпочтительно применение отбортованных гуммированных труб со свободными фланцами, изготовляемых заводами КВОиТ по ТУ 34-5324-71.
1.3.13. Трубы и детали из высоколегированных сталей аустенитного класса поставляются травленными, со светлой поверхностью.
1.3.14. Прямые и гнутые трубы, как входящие в блок, так и поставляемые отдельно, должны быть обрезаны по размеру, монтажный припуск оставляется лишь у деталей, предназначенных для выполнения холодного натяга на трубопроводах высокого давления. Концы труб или фасонных деталей должны быть обработаны на заводе для сварки со снятием фасок; для сварки на подкладном кольце на конце трубы должна быть сделана расточка. Обработанные концы труб должны быть предохранены от коррозии.
1.3.15. Все гнутые детали и отводы из легированных сталей необходимо на заводе - изготовителе трубопроводов подвергнуть термической обработке в соответствии с требованиями технических условий ОСТ 24.030.04 по режимам, рекомендованным МРТУ 14-4-21-67 для каждой марки стали.
1.3.16. Трубы малых диаметров, поставляемые погонажем в связках или таре, маркируются на бирке, привязываемой к связке труб, где указывается товарный знак завода - поставщика труб, размер труб, марка стали, номер партии и номер ТУ.
1.3.17. Маркировка деталей трубопроводов, изготовленных из высоколегированных сталей, выбивается на каждой трубе диаметром 28 мм и более и толщиной стенки не менее 3 мм на расстоянии 200-300 мм от конца трубы и содержит следующие данные: номер монтажного сборочного чертежа, номер позиции, номер детальной описи, диаметр трубы и толщину ее стенки, марку стали, номер плавки, номер трубы, клеймо завода-изготовителя и ОТК.
1.3.18. Для мелких деталей маркировка включает в себя марку материала и номер чертежа или стандарта. Место маркировки также указывается на нормали или чертеже.
1.3.19. Гнутые детали труб из стали Х18Н12Т должны быть упакованы в ящики, решетки или другую тару, обеспечивающую неповрежденность труб при транспортировке. В этом случае торцы труб колпачками не закрываются.
1.3.20. Концы труб диаметром до 465 мм из легированных сталей, обработанные под сварку, а также концы труб в блоках низкого давления должны быть плотно закрыты специальными колпачками или заглушками.
1.3.21. Линзовые компенсаторы поставляются упакованными в ящики по размерам. Детали окрашивают или смазывают составом, предохраняющим от коррозии во время хранения и транспортировки.
Тяги, гайки, шайбы и лапы должны быть плотно упакованы в тару. Длинные тяги отправляются без упаковки в ящики, но резьба тяг должна быть защищена от повреждений.
1.3.22. Сварные соединения, собранные с измерительными устройствами, упаковываются в специальную деревянную тару. При этом сопла и диафрагмы смазывают жидкой смазкой, а отверстия для отборов закрывают инвентарными пробками.
Обработанные поверхности патрубков смазывают антикоррозионным составом.
Маркировка (клеймение) сварного соединения измерительного устройства наносится на специально зачищенном месте и содержит следующие сведения: номер стандарта или нормали, параметры среды или условное давление, номер детальной описи, номер отправочной позиции. На нерабочей поверхности сопел и диафрагм должна быть нанесена маркировка с указанием диаметров ![]() и
и ![]() (диаметр патрубка и диаметр сопла), заводской номер диафрагмы (номер чертежа) и номер заводского заказа. Рядом с общей маркировкой несмываемой краской должны быть нанесены стрелка-указатель направления движения среды, а также знаки "+" и "-" около любой пары отверстий отбора, соответствующие входной и выходной сторонам сужающего устройства.
(диаметр патрубка и диаметр сопла), заводской номер диафрагмы (номер чертежа) и номер заводского заказа. Рядом с общей маркировкой несмываемой краской должны быть нанесены стрелка-указатель направления движения среды, а также знаки "+" и "-" около любой пары отверстий отбора, соответствующие входной и выходной сторонам сужающего устройства.
1.3.23. Фланцевые соединения для измерительных диафрагм также поставляются в сборе, упакованными в специальную тару.
Обработанные поверхности приваренных фланцев должны быть смазаны составом, предохраняющим от коррозии. Маркируют фланцы в соответствии с ОСТ и ГОСТ на фланцы. Маркировка сужающих устройств аналогична маркировке сварных соединений с измерительными устройствами.
1.3.24. Мелкие детали для трубопроводов: подкладные кольца, дроссельные трубки и шайбы, реперы, бобышки для контрольно-измерительных приборов, зубчатые прокладки должны быть покрыты антикоррозионным составом, замаркированы в соответствии с указаниями в нормалях и упакованы в ящики. На каждой детали указываются марка стали и номер плавки. Для деталей малых размеров маркировка выполняется на бирке, привязанной к связке деталей.
1.3.25. Упаковка опор и подвесок должна производиться комплектно. Опоры и подвески необходимо окрашивать битумным лаком по ГОСТ 5631-70* для предохранения изделий от коррозии, за исключением резьбовых частей и поверхностей качения катковых опор, которые смазывают техническим вазелином.
1.3.26. Маркировка опор в сборе, блоков подвесок и поставляемых отдельно деталей (хомутов, тяг и ушек) выполняется краской в местах, указанных в нормалях, или на бирке, прикрепляемой к узлу или пакету тяг.
1.3.27. Узлы опор и подвесок с габаритом не более 800-1000 мм упаковываются в деревянную тару так, чтобы они не могли перемещаться внутри тары.
Проушины, ушки, плавники, серьги, муфты при поставке россыпью могут быть законсервированы антикоррозионной смазкой вместо окраски и затем упакованы в закрытую тару.
1.3.28. Пружины должны быть покрыты битумным лаком N 177 по ГОСТ 5631-70* и упакованы в деревянные ящики. К каждой пружине прикрепляется металлическая бирка с нанесенной на ней маркировкой с указанием ее номера по МВН или ОН.
1.4. Характеристика арматуры и условия ее поставки
1.4.1. Тип и материал арматуры, устанавливаемой на трубопроводах с различными параметрами среды, а также характеристика приводов к ней указываются в рабочих чертежах.
1.4.2. Арматура для трубопроводов по своим характеристикам разделяется на следующую:
а) арматуру общего назначения, производство которой имеет массовый крупносерийный характер;
б) арматуру специальную, производство которой имеет мелкосерийный и индивидуальный характер.
1.4.3. Специальная энергетическая арматура для трубопроводов ТЭС (запорная, регулирующая, предохранительная и дроссельная) изготовляется и поставляется Венюковским арматурным заводом, таганрогским заводом "Красный котельщик" и Барнаульским котельным заводом.
Венюковский арматурный завод выпускает бесфланцевую арматуру (за исключением главных предохранительных и обратно-вертикальных клапанов) условным диаметром от 10 до 300 мм, которая предназначена для следующих параметров пара:
|
|
|
|
255 |
565 |
|
140 |
570 |
|
140 |
545 |
|
100 |
540 |
|
41 |
570 |
и для следующих параметров воды:
|
|
|
|
380 |
280 |
|
230 |
230 |
|
185 |
215 |
1.4.4. Кроме арматуры Венюковский завод поставляет охладители пара РОУ, состоящие из литого корпуса со встроенными форсунками для впрыска воды, защитной трубой и шумоглушителем. Размеры диаметров патрубков на входе и выходе находятся в пределах от 60/100 до 400/400 мм.
Редукцнонно-охладительные установки выпускаются 11 типоразмеров на параметры 100 кгс/см![]() и 540 °С и 8 типоразмеров на параметры 140 кгс/см
и 540 °С и 8 типоразмеров на параметры 140 кгс/см![]() и 570 °С в зависимости от производительности и параметров редуцируемого пара.
и 570 °С в зависимости от производительности и параметров редуцируемого пара.
Таганрогский завод "Красный котельщик" выпускает арматуру для параметров пара и воды ![]() =64 и
=64 и ![]() =100 кгс/см
=100 кгс/см![]() и
и ![]() до 425 и 450 °С диаметром от 10 до 200 мм бесфланцевую (за исключением предохранительных клапанов и регуляторов уровня).
до 425 и 450 °С диаметром от 10 до 200 мм бесфланцевую (за исключением предохранительных клапанов и регуляторов уровня).
Барнаульский котельный завод выпускает арматуру для параметров пара и воды ![]() =64 и
=64 и ![]() =100 кгс/см
=100 кгс/см![]() в соответствии с ГОСТ 5761-74 для запорных вентилей и ГОСТ 5762-74* для задвижек и клапаны обратные, регулирующие, аварийные, импульсные, регуляторы уровня и перелива, конденсационные горшки в соответствии с техническими условиями СТУ 21-189-63.
в соответствии с ГОСТ 5761-74 для запорных вентилей и ГОСТ 5762-74* для задвижек и клапаны обратные, регулирующие, аварийные, импульсные, регуляторы уровня и перелива, конденсационные горшки в соответствии с техническими условиями СТУ 21-189-63.
________________
* На территории Российской Федерации действует ГОСТ 5762-2002, здесь и далее по тексту. - Примечание изготовителя базы данных.
1.4.5. Задвижки для пара сверхвысокого и высокого давления (![]() 255 и 140 кгс/см
255 и 140 кгс/см![]() ) изготовляются из литья марки 15Х1М1ФЛ (корпуса и крышки), а шпиндели - из стали марки 25Х2М1Ф. Для крепления крышки к корпусу применяются шпильки из стали марки ЭП-44 и гайки из стали марки 25Х2МФА. Для давления
) изготовляются из литья марки 15Х1М1ФЛ (корпуса и крышки), а шпиндели - из стали марки 25Х2М1Ф. Для крепления крышки к корпусу применяются шпильки из стали марки ЭП-44 и гайки из стали марки 25Х2МФА. Для давления ![]() 100 кгс/см
100 кгс/см![]() материал корпусов задвижек - сталь марки 20ХМФЛ, а шпинделей - сталь марки 38ХВФЮ.
материал корпусов задвижек - сталь марки 20ХМФЛ, а шпинделей - сталь марки 38ХВФЮ.
1.4.6. Вентили для пара сверхвысокого и высокого давления изготовляются из литья марки 15Х1М1ФЛ или из стали 12Х1МФ с наплавкой уплотнительных поверхностей электродами марки ЦН-6, а шток - из стали марок 30ХЮА или 25Х2МФА также с наплавкой электродами марки ЦН-6. Крепеж из стали тех же марок, что и для задвижек.
1.4.7. Задвижки и вентили для воды сверхвысокого давления изготовляются из литья 20ГСЛ (корпус и крышка), а шпиндель - из стали 30ХВФЮ. Крепеж - из стали марки 35 (шпильки) и 25Х2МФА (гайки). Для воды высокого давления корпус арматуры изготовляется из литья марки 25Л.
1.4.8. Соответственно регулирующая и дроссельная арматура для пара сверхвысокого и высокого давления изготовляется из хромомолибденового литья, а для воды - из литья марок 20ГСЛ и 25Л.
1.4.9. Арматура общего назначения изготовляется общесоюзными заводами по ГОСТ фланцевой (стальной и чугунной) и муфтовой (бронзовой и латунной).
Арматура среднего и низкого давления, работающая при температуре среды до 450 °С, изготовляется из стального литья 20, 20Л и 25Л.
Чугунная арматура (запорные задвижки) изготовляется по ГОСТ 1412-70 из серого чугуна марки СЧ-15-32 для давления ![]() от 2,5 до 10 кгс/см
от 2,5 до 10 кгс/см![]() и температур от 120 до 200 °С с условными проходами от 300 до 1600 мм, по ГОСТ 1215-59* из ковкого чугуна марки КЧ-30-6 для давления
и температур от 120 до 200 °С с условными проходами от 300 до 1600 мм, по ГОСТ 1215-59* из ковкого чугуна марки КЧ-30-6 для давления ![]() =16 кгс/см
=16 кгс/см![]() и температуры 300 °С с условным проходом 80 мм.
и температуры 300 °С с условным проходом 80 мм.
________________
* На территории Российской Федерации действует ГОСТ 1215-79, здесь и далее по тексту. - Примечание изготовителя базы данных.
Бронзовая и латунная арматура изготовляется в виде муфтовых запорных вентилей и предназначена для работы при температуре не более 200 °С.
1.4.10. Обозначения для энергетической арматуры в соответствии с наименованием завода-изготовителя приняты следующие:
для арматуры, выпускаемой Венюковским арматурным заводом, первая буква В; трехзначное число за первой буквой - номер чертежа и модификация (цифра 1 или 2 через тире); последняя буква обозначает тип привода: Э - электропривод, Ц - цилиндрическое зацепление, К - коническое зацепление, Г - шарнир Гука; отсутствие буквы означает, что привод ручной (рукояткой от маховика);
для арматуры, выпускаемой таганрогским заводом "Красный котельщик", первая буква Т; двух- или трехзначное число за первой буквой - номер чертежа и модификация (маленькая буква или цифра через тире). Арматура таганрогского завода "Красный котельщик" с электроприводом не выпускается;
для арматуры, выпускаемой Барнаульским котельным заводом, первая цифра обозначает тип арматуры: 1 - вентиль, 2 - задвижка, 3 - обратный клапан горизонтальный, 4 - обратный клапан вертикальный, 5 - конденсационный горшок, 6 - клапан золотникового типа, 7 - клапан аварийный, 8 - клапан импульсный, 9 - клапан игольчатый, 10 - вентиль игольчатый; вторая буква "с" обозначает материал - сталь; третья и четвертая цифры в соответствии с каталогом относятся к диаметрам и давлению, на котором предназначена работать арматура.
Обозначение арматуры:
|
В-509Э |
- задвижка для пара сверхвысокого давления с электроприводом; |
|
В-503 |
- вентиль для пара сверхвысокого давления с ручным приводом; |
|
В-612-Ц |
- задвижка для воды сверхвысокого давления с цилиндрическим зацеплением; |
|
В-602-Г |
- вентиль для воды сверхвысокого давления с шарниром Гука; |
|
В-308-К |
- задвижка для пара высокого давления с коническим зацеплением; |
|
Т-11б |
- вентиль запорный для пара |
|
Т-111б |
- вентиль запорный для пара |
|
Т-18б-1 |
- обратный клапан горизонтальный; |
|
2с-10-1 |
- задвижка на |
|
2с-7-5 |
- задвижка на |
1.4.11. Обозначения промышленной арматуры приведены в табл.3.
Таблица 3
|
Наименование арматуры |
Первая характе- |
Материал корпуса |
Вторая |
Привод |
Третья характе- |
Материал уплотни- |
Четвер- |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Кран пробно-спускной |
10 |
Сталь углеродистая |
С |
Механический привод с червяч- ной передачей |
3 или 33 |
Латунь, бронза, монель-металл |
бр |
|
Кран для трубопровода |
11 |
Сталь легированная |
ЛС |
|
|
|
|
|
Указатель уровня |
12 |
Сталь кисло- тостойкая и нержавеющая |
нж |
То же, с цилиндрической передачей |
4 или 44 |
Кислотостойкая и нержавеющая сталь |
нж |
|
Вентиль |
14 и 15 |
Чугун серый |
ч |
То же, с конической передачей |
5 или 55 |
Нитрированная сталь |
нт |
|
Клапан обратный подъемный и приемный с сеткой |
16 |
Чугун ковкий |
кч |
Пневматический |
6 |
Баббит |
бт |
|
Клапан предохранительный |
17 |
Латунь, бронза |
Б |
Гидравлический |
7 |
Сормайт |
ср |
|
Клапан редукционный |
18 |
Алюминий |
а |
Электромагнит- |
8 |
Кожа |
к |
|
Клапан обратный поворотный |
19 |
Монель- металл |
мн |
Электрический |
9 |
Эбонит |
Э |
|
Задвижка |
30 и 31 |
|
п |
|
|
Резина |
Р |
|
Конденсатоотводчик |
45 |
|
- |
|
|
Без колец |
бк |
ОБОЗНАЧЕНИЕ ПРОМЫШЛЕННОЙ АРМАТУРЫ
10Б8бк - кран пробно-спукной латунный без колец;
11Б23бк - кран четырехходовой муфтовый латунный без колец;
15кч2бр - вентиль из ковкого чугуна с бронзовым уплотнением;
15с22нж - вентиль стальной с уплотнением из нержавеющей стали;
30ч906бр - задвижка чугунная с латунным уплотнением и электроприводом;
30с964нж - задвижка стальная с уплотнением из нержавеющей стали с электроприводом.
1.4.12. Наружные необработанные поверхности арматуры - корпус, крышка сальника (кроме приводных устройств) окрашиваются в соответствии с ГОСТ 4666-75 в следующие цвета: сталь углеродистая - серый; сталь легированная - синий; сталь нержавеющая - голубой; чугун серый и ковкий - черный.
В зависимости от материала уплотнительных деталей затвора приводные устройства (маховики, рычаги и др.) окрашиваются в следующие цвета: бронза или латунь - красный; монель-металл - серый с желтыми полосами; сталь нержавеющая - голубой; сталь нитрированная - фиолетовый; баббит - желтый; алюминий - алюминиевый; кожа или резина - коричневый; эбонит или фибра - зеленый.
1.4.13. Арматура для трубопроводов высоких и сверхвысоких параметров должна поступать с завода-изготовителя с приваренными к ней двумя патрубками из стали той же марки, что и трубопровод после гидравлического испытания. Стык приварки патрубков должен быть подвергнут на заводе термической обработке в печи.
Поэтому исключаются сварка и термическая обработка в монтажных условиях стыков трубы с арматурой и композитных стыков (стыков изделий из сталей различных марок). Длина патрубка должна быть не менее 300 мм. В патрубках должна быть сделана цилиндрическая расточка внутреннего диаметра для контроля металла патрубка неразрушающими методами.
1.4.14. На корпусе арматуры сверхвысокого и высокого давления должно быть выбито клеймо, указывающее материал, из которого изготовлен корпус:
"ХМ" - сталь марки 20ХМЛ, ![]() =100 кгс/см
=100 кгс/см![]() ,
, ![]() =510 °C
=510 °C
"ХМФ" - сталь марки 20ХМФЛ, ![]() =100 кгс/см
=100 кгс/см![]() ,
, ![]() =540 °С
=540 °С
"ЦВ" - сталь марки 15Х1М1ФЛ, ![]() =140 кгс/см
=140 кгс/см![]() ,
, ![]() =570 °С
=570 °С
"ЦВ" - сталь марки 15Х1М1ФЛ, ![]() = 255 кгс/см
= 255 кгс/см![]() ,
, ![]() =565 °С
=565 °С
"ГС" - сталь марки 20ГСЛ, ![]() =380 кгс/см
=380 кгс/см![]() ,
, ![]() =280 °С
=280 °С
"У25Л" - сталь марки 25Л, ![]() =185 кгс/см
=185 кгс/см![]() ,
, ![]() =215 °С
=215 °С
"У25Л" - сталь марки 25Л, ![]() =230 кгс/см
=230 кгс/см![]() ,
, ![]() =230 °С
=230 °С
1.4.15. На корпусах регулирующей арматуры шиберного типа (регулирующие питательные клапаны, клапаны впрыска, дроссельные клапаны) кроме клейма должны быть выбиты стрелки, указывающие направление движения рабочей среды, а на фланцах выбит номер исполнения регулирующего органа.
1.4.16. Арматуру низкого давления всех диаметров поставляют после ревизии и гидравлического испытания собранной в блок, с ответными фланцами и приваренными к ним патрубками, с прокладками и крепежом.
1.4.17. Узлы дистанционных приводов к арматуре, а также детали к ним должны быть замаркированы и упакованы в тару с предохранением их от коррозии и механических повреждений при транспортировке.
1.4.18. Электроприводы поставляются заводом-изготовителем в собранном виде, комплектно с пусковой аппаратурой; к ним должны быть приложены технический паспорт и инструкция на монтаж и эксплуатацию.
2.1. Техническая документация для монтажа трубопроводов
2.1.1. Монтаж трубопроводов должен вестись по рабочим чертежам, разработанным проектной организацией в объеме "Эталона рабочих чертежей трубопроводов ![]() 22 кгс/см
22 кгс/см![]() с
с ![]() 108 мм" и "Эталона рабочих чертежей трубопроводов
108 мм" и "Эталона рабочих чертежей трубопроводов ![]() <22 кгс/см
<22 кгс/см![]() с
с ![]() 89 мм".
89 мм".
В соответствии с Эталонами для монтажа трубопроводов должны быть разработаны:
а) монтажно-сборочные чертежи блоков из труб диаметром 89 мм и соответственно 108 мм и более, а также из деталей, не включаемых в блоки, со спецификацией блоков и деталей, перечнями опор, приводов и заглавными листами к узлам трубопроводов. В состав блоков включаются: трубы, отводы, тройники, переходы и штуцера диаметром не менее 57 мм.
Арматура включается в блок трубопроводов или выполняется в виде отдельного "блока арматуры", куда входят также патрубки, переходы, прокладки и крепеж;
б) монтажно-трассировочные чертежи для трубопроводов диаметром от 57 до 76 мм, а также менее 57 мм для магистральных и прокладываемых в каналах с размещением арматуры, опор, подвесок, привязкой к строительным конструкциям и оборудованию, со спецификациями деталей трубопровода и металла для его крепления;
в) монтажные схемы трубопроводов диаметром до 57 мм со спецификациями;
г) монтажные чертежи блоков трубопроводов, опор и подвесок, дистанционных приводов со спецификациями;
д) схемы трубопроводов на ![]() 22 кгс/см
22 кгс/см![]() с указанием размещения реперов и указателей смещения.
с указанием размещения реперов и указателей смещения.
2.1.2. Рабочие чертежи и схемы должны быть утверждены к производству работ дирекцией ТЭС.
2.1.3. Сборка блоков и монтаж трубопроводов на тепловых электрических станциях с энергетическими блоками котел-турбина мощностью 100 МВт и выше должны осуществляться по заранее разработанному проекту производства работ (ППР), в котором указываются размеры и оснащение площадки для доукрупнения заводских блоков, технологическая последовательность производства работ, условия перемещения и подъема блоков и деталей трубопроводов. В ППР предусматривается механизация сборочных и монтажных работ путем использования основных и вспомогательных грузоподъемных механизмов. При необходимости в ППР разрабатываются также временные площадки, располагаемые на различных отметках машинного зала для приемки блоков и подачи их на проектные места вне зоны действия мостовых кранов (например, на деаэраторную этажерку).
В ППР указываются условия перемещения и подъема основных блоков в виде типовых решений. К ППР должны прикладываться ведомость монтажных механизмов и инструмента, чертежи сборочных стендов и приспособлений, а также график работ. Чертежи ППР даются в объеме эталона ППР, разработанного институтом "Энергомонтажпроект" в 1972 г.
2.1.4. До начала монтажа трубопроводов необходимо соответствующим образом подготовить и ознакомить монтажный персонал с рабочими чертежами трубопроводов, проектом производства работ, технологическими картами на монтаж трубопровода данного объекта, в которых разработаны разбивка на монтажные блоки узлов трубопроводов и последовательность проведения технологических операций. Производитель работ должен ознакомиться с проектом тепловой изоляции трубопровода и проектом производства работ по тепловой изоляции, а также с руководящими указаниями, перечисленными в пп.6 и 7 введения.
2.2. Указания по разгрузке и хранению деталей и блоков трубопроводов
2.2.1. Оборудование трубопроводов: блоки заводской поставки, отдельные трубы и пакеты, арматура, опоры, подвески и различные мелкие детали должны быть размещены на открытых площадках, под навесами и в закрытых неутепленных складах. Данные о нагрузке на 1 м![]() площади приведены в табл.4.
площади приведены в табл.4.
Таблица 4
|
Тип склада |
Масса оборудования |
Удельная нагрузка |
|
Открытая площадка |
60-70 |
1,0-1,2 |
|
Навес |
10-15 |
0,6-0,8 |
|
Закрытый неутепленный склад |
15-20 |
1,0-1,3 |
Разгрузку и складирование трубопроводов следует осуществлять с учетом технологической последовательности монтажа, установленной в ППР.
2.2.2. На открытых площадках могут храниться блоки трубопроводов заводской поставки, отдельные трубы, пакеты или связки труб малых диаметров.
2.2.3. Трубы и блоки из труб углеродистых, низколегированных, высоколегированных сталей должны храниться отдельно, разложенными по маркам сталей и узлам. На каждом штабеле труб или блоков должна быть укреплена табличка с указанием наименования узла трубопровода и номера узлового чертежа или спецификации. К штабелю должен быть свободный подход.
2.2.4. Все трубы необходимо укладывать на деревянные подкладки высотой не менее 200 мм изогнутыми концами вниз, но так, чтобы концы труб не касались земли.
2.2.5. Свободные концы труб, как отдельных, так и входящих в блок, следует заглушать деревянными пробками или металлическими колпачками.
2.2.6. Фасонное литье, кованые детали и детали опор и подвесок должны храниться под навесом.
2.2.7. Арматура, упакованная в ящики, может храниться на открытой площадке; арматура, поступившая без упаковки, должна размещаться на настилах под навесом и разложена по диаметрам прохода так, чтобы маркировка была хорошо видна.
2.2.8. Фланцевая арматура закрывается заглушками, а бесфланцевая - деревянными пробками.
До поступления арматуры в монтаж (или для включения ее в монтажные блоки трубопроводов) запрещается снимать заглушки с проходного отверстия в корпусах и с фланцев и опробовать вращение привода, так как в случае загрязнения внутренней полости во время транспортировки при открывании и закрывании затвора можно повредить его уплотняющие поверхности.
2.2.9. При хранении арматура должна устанавливаться на складе шпинделями вверх. Механизмы приводов должны быть закрыты деревянными футлярами, маховики сняты.
2.2.10. Электроприводы хранятся в упаковке в сухом помещении, их нельзя подвергать резким толчкам, броскам и ударам.
2.2.11. Мелкая арматура, пружины опор и подвесок, контрольно-измерительные приборы и мелкие изделия (подкладные кольца, линзы, прокладки для фланцевых соединений, крепеж и детали дистанционных приводов) необходимо хранить в закрытых неутепленных складах.
2.2.12. Отдельные детали: фланцы, отводы из труб малых диаметров, тройники, переходы, прокладки, пружины, опоры и подвески или связки их должны иметь бирки с указанием номера чертежа, ГОСТ или нормали и храниться также в закрытых неутепленных складах.
2.2.13. Крепеж должен быть рассортирован по размерам и маркам стали и храниться в отдельных ящиках в закрытом неутепленном складе.
2.2.14. Выгрузка прибывающих деталей и блоков трубопроводов и погрузка их на платформы для транспортировки к месту монтажа должны производиться кранами и лебедками способом, обеспечивающим сохранность оборудования. Сбрасывать блоки и трубы при выгрузке запрещается. Особо осторожно следует разгружать и укладывать трубы из нержавеющих сталей, не допуская ударов друг о друга во избежание образования на них холодного наклепа и повреждения поверхности.
2.2.15. При разгрузке и погрузке арматуры строповку ее следует производить только за корпус. Запрещается стропить за шпиндели, маховики, сальники, а также пропускать трос сквозь болтовые отверстия.
2.2.16. В случае повреждения заводской консервации деталей трубопровода или истечения срока ее действия (одного года) должна быть выполнена повторная консервация. Для этого детали промывают керосином, а затем покрывают антикоррозионными веществами: наружные поверхности, подлежащие тепловой изоляции, - асфальтовым лаком N 67 (ГОСТ 312-73*), а обработанные поверхности (концы труб и патрубков арматуры с фасками трубопроводов сверхвысокого давления, фланцев, прокладок, болтов, шпилек, гаек и шайб) - пушечной смазкой (смазка УНЗ) ГОСТ 19537-74**. Внутренние и наружные обработанные поверхности арматуры покрываются техническим вазелином. Внутренние поверхности труб и патрубков не окрашиваются.
________________
* Действует ГОСТ 312-79, здесь и далее по тексту;
** Действует ГОСТ 19537-83, здесь и далее по тексту. - Примечание изготовителя базы данных.
2.2.17. Связки и пакеты труб, а также длинные блоки из труб и отдельные трубы следует стропить с обвязкой в двух местах.
2.2.18. Размещенные на складе детали и блоки трубопроводов сверхвысоких параметров как из низколегированных, так и высоколегированных сталей должны находиться под особым наблюдением. Поэтому выполняются следующие работы: тщательный осмотр их для выявления недостатков в хранении (не реже одного раза в месяц), повторная консервация при обнаружении повреждения заводской консервации и появлении коррозии, восстановление поврежденной или неясной маркировки, установка недостающих пробок или заглушек на свободных концах труб и патрубках арматуры, восстановление нарушенных защитных деревянных футляров механизмов приводов арматуры, дополнительная смазка техническим вазелином или тавотом обработанных для сварки поверхностей концов труб и патрубков арматуры и защита их от механических повреждений.
2.3. Оснащение площадки для сборки трубопроводов в блоки
2.3.1. Для сборки трубопроводов в блоки и укрупнения заводских блоков в монтажные проектом производства работ должна быть предусмотрена специальная площадка в пределах укрупнительно-сборочной площадки тепломеханического оборудования. Эта площадка должна быть разделена на две части для сборки в блоки трубопроводов низкого и высокого давления.
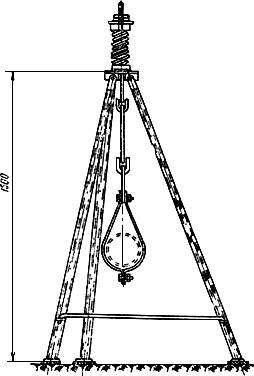
2.3.2. Площадки для сборки в блоки трубопроводов должны быть оборудованы стендами с поворотными каретками, козлами и треногами для стыковки и сварки стыков трубопроводов (рис.1, 2, 3), постами термообработки, индукторами и пультами дистанционного управления термообработкой.
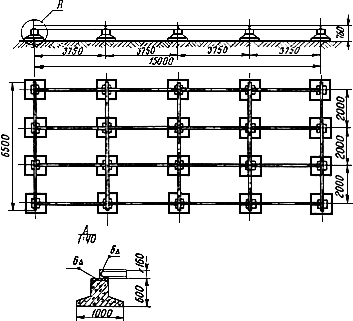
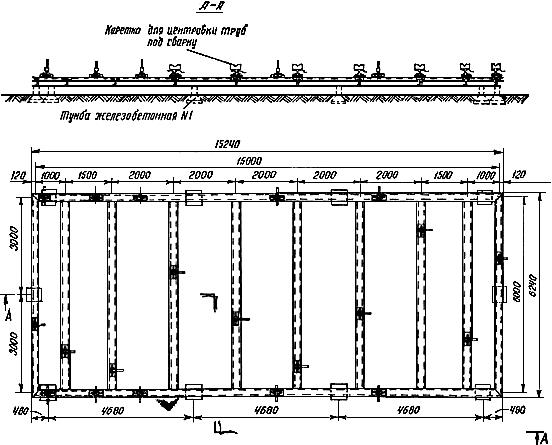
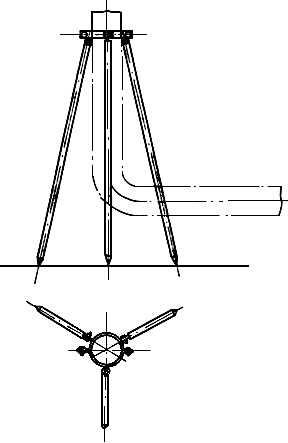
Рис.3. Раздвижная тренога с хомутом
На площадке должны находиться брезентовые укрытия, переносные колпаки каркасного типа для проведения сварочных работ при ветре и осадках; в осенне-зимний период стыковку и сварку следует производить в закрытых отапливаемых помещениях или переносных тепляках.
2.3.3. Кроме имеющихся на укрупнительно-сборочных площадках козловых кранов следует установить и использовать дополнительные механизмы: козловые краны грузоподъемностью 2 т, переносные стреловые краны грузоподъемностью 0,5 т, полноповоротный кран грузоподъемностью 3 т и длиной стрелы 15 м. Применение указанных механизмов обеспечит организацию последовательного перемещения заводских блоков на сборочные стенды, а от них на площадки складирования монтажных блоков, готовых к подаче в монтажную зону. Этому должно соответствовать взаимное расположение складских и сборочных площадей.
2.3.4. Переносные металлические козлы следует устанавливать на металлические или бетонные подкладки во избежание их проседания в грунт или щебеночное покрытие площадки. Просадка стеллажей может вызвать перекос блока в процессе его сборки, дополнительные натяги в трубах и сварных стыках.
2.3.5. До начала сборки в монтажные блоки должны быть подготовлены все механизмы, приспособления и такелажные средства, в том числе стяжные и центровочные приспособления для сборки стыков, станки для резки труб различных диаметров, электро- и пневмомашинки для зачистки фасок и мест под ультразвуковую дефектоскопию, электро- и пневмосверлилки для сверления отверстий под бобышки для контрольно-измерительных приборов, приспособления для приварки реперов для замера ползучести, притиры различной конструкции и станки для групповой притирки арматуры, гидравлические прессы для испытания арматуры и трубопроводов, мелкий слесарный и измерительный инструмент, а также стилоскопы для проверки наличия легирующих элементов в деталях, оборудование для сварки и термообработки и набор стропов для транспортирования блоков трубопроводов и арматуры. Способ хранения перечисленного инвентаря должен обеспечивать его сохранность и комплектность на весь период выполнения работ.
2.3.6. Примерный перечень механизмов, приспособлений и инструмента приведен в прил.6, 7.
2.3.7. Следует также заранее подготовить временные опоры и подвески, на которых должен монтироваться паропровод сверхвысокого давления, изготовленный из толстостенных труб из сталей перлитного класса, паропровод, изготовленный из сталей аустенитного класса, а также трубопровод горячих и холодных магистралей промежуточного перегрева (рис.4).
2.4. Технический осмотр, проверка деталей и блоков трубопроводов
2.4.1. Детали трубопроводов, подведомственные Госгортехнадзору и регистрируемые в его организациях, должны иметь заводские сертификаты.
В сертификате указывается: наименование организации, в систему которой входит предприятие-поставщик; наименование предприятия-поставщика; номер стандарта или технических условий, по которым изготовлено изделие; размер изделия (труб, фасонных деталей и др.), масса, метраж, количество штук; марка стали, способ выплавки, номер плавки и химический состав; номер партии (номер трубы, если диаметр ее превышает 114 мм); результаты всех испытаний, предусмотренных стандартом или техническими условиями.
В сертификатах должно быть отражено проведение 100%-ного контроля труб при помощи ультразвуковой дефектоскопии или иного равноценного метода, а также содержаться сведения о проведении стилоскопирования деталей, изготовленных из легированных сталей, и гидравлического испытания труб, блоков и фасонных деталей.
В сертификатах на сварные детали приводятся данные результатов контроля сварных швов в соответствии с требованиями Правил Госгортехнадзора и ведомственных инструкций.
Результаты испытаний должны удовлетворять требованиям соответствующих ГОСТ, ОСТ или ТУ.
2.4.2. Детали трубопроводов, не регистрируемые, но подведомственные Госгортехнадзору, изготовленные на заводах КВОиТ, должны поступать со свидетельством о качестве изготовления трубопровода, составляемым заводом-изготовителем в соответствии и с приложением всех документов, что и для трубопроводов, подведомственных Госгортехнадзору.
2.4.3. Приемка деталей, элементов, сварных узлов и трубопроводных блоков, поступивших с заводов, производится монтажным персоналом по указаниям, предусмотренным нормалями, стандартами, техническими условиями. Приемка включает следующее:
а) проверку по документам заводов-изготовителей (сертификатам, паспортам, актам) качества материалов (труб, листа, поковок, сварочных материалов) для выявления соответствия их требованиям ТУ, ОСТ, ГОСТ на поставку и по результатам контрольных испытаний; качества сварных швов по результатам ультразвуковой дефектоскопии или просвечивания рентгеногамма-лучами, контрольным испытаниям сварного шва после термической обработки; выполнения термической обработки фасонных деталей, если это требуется по ТУ; выполнения гидравлического испытания деталей на прочность и плотность сварных соединений;
б) визуальную проверку соответствия деталей, элементов, узлов и блоков чертежам, нормалям, ОСТ, правильности сборки блоков, качества сварных швов по отсутствию видимых дефектов, соответствия маркировки блока и входящих в него элементов проектной и отправочной документации, а также качества окраски и упаковки деталей и узлов.
2.4.4. Все отклонения от чертежей, ГОСТ, ОСТ, МВН, превышающие допускаемые, выявленные в процессе технического осмотра и приемки на деталях и элементах трубопроводов, а также на заводских поставочных блоках, являются технологическими дефектами изготовления и должны быть зафиксированы в актах на дефекты оборудования.
Вопрос об устранении указанных дефектов силами монтажной организации по заказу дирекции ТЭС или об отбраковке детали должен быть решен комиссией в составе представителей монтажной организации, дирекции ТЭС и представителя завода-изготовителя.
2.4.5. Допускаемые отклонения от проектных присоединительных габаритных размеров блока не должны превышать суммы фактических отклонений по размерной цепочке входящих в блок деталей и элементов. Фактические размеры деталей и элементов не должны превышать пределы допускаемых отклонений, установленных нормалями, чертежами и техническими условиями.
2.4.6. Независимо от наличия сертификатов, паспортов и маркировки все детали трубопровода (включая штуцеры и бобышки), арматуры (включая корпус, крышку, гайки, шпильки, опоры и подвески), работающие при температуре 450 °С и выше, до поступления на сборочную площадку обязательно подвергаются дирекцией ТЭС спектральному анализу при помощи стилоскопа для определения марки стали.
2.4.7. Арматура для трубопроводов I, II и III категорий должна иметь технические паспорта заводов-изготовителей с указанием заводского номера, номера чертежа, рабочих параметров среды, величины пробного гидравлического давления при испытании на прочность и плотность, номера плавки и сертификат на металл корпуса и крышки.
Арматура без технического паспорта для монтажа на трубопроводах I, II и III категорий не допускается.
2.4.8. Арматура, не имеющая паспорта, может быть использована для монтажа трубопроводов только IV категории после ревизии и испытания ее корпуса на прочность пробным давлением в соответствии с ГОСТ 356-68*, а запорного устройства на плотность рабочим давлением с учетом норм герметичности.
________________
* На территории Российской Федерации действует ГОСТ 356-80, здесь и далее по тексту. - Примечание изготовителя базы данных.
2.4.9. Качество труб, из которых изготовлены детали и заводские блоки трубопроводов, химический состав, механические свойства металла труб и техническая характеристика труб, применяемых для трубопроводов тепловых электростанций, гарантируются заводом-изготовителем и должны соответствовать данным прил.2, 3, 4.
2.4.10. Кривизна труб "К" на участке любой длины не должна превышать следующие размеры на 1 пог. м.:
|
Для горячекатаных труб из углеродистых, низколегированных и высоколегированных сталей: |
| |
|
при толщине стенки до 20 мм |
1,5 мм | |
|
при толщине стенки свыше 20 до 30 мм |
2,0 мм | |
|
при толщине стенки свыше 30 мм |
4,0 мм | |
|
Для холоднотянутых, холоднокатаных и теплотянутых труб из углеродистых, низколегированных и высоколегированных сталей независимо от толщины стенки |
1,5 мм | |
|
Для бесшовных и электросварных труб из углеродистой обычной стали независимо от толщины стенки |
1,5 мм |
Общая стрела прогиба труб "К" не должна превышать 15 мм (рис.5).
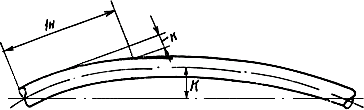
Рис.5. Измерение кривизны труб
2.4.11. Допускаемые отклонения по длине прямых бесшовных труб с концами, обработанными под сварку, следующие:
|
При длине до 500 мм |
±2,5 мм |
|
При длине свыше 500 мм по 9 классу точности ГОСТ 2689-54*, но не более |
±10 мм |
2.4.12. Овальность бесшовных труб, изготовленных из углеродистых, легированных и высоколегированных сталей, электросварных труб, изготовленных из углеродистых сталей (а также калиброванных их концов при диаметрах до 426 мм включительно), не должна выходить за пределы допускаемых отклонений по диаметру и толщине стенки, приведенных в прил.5.
Овальность электросварных труб диаметром от 426 до 1220 мм в зависимости от класса точности калибровки их концов, указанной в рабочем чертеже, должна находиться в пределах, приведенных в табл.5.
Таблица 5
|
Наружный диаметр труб, мм |
Точность калиброванных концов, мм | ||
|
I класс |
II класс |
III класс | |
|
От 426 до 720 |
±1,5 |
±2,5 |
±3,5 |
|
Более 720 до 1020 |
±2,0 |
±3,0 |
±4,0 |
|
Более 1020 до 1220 |
±3,5 |
±5,0 |
±6,0 |
|
Более 1220 |
±5,0 |
±6,5 |
±7,5 |
2.4.13. При приемке гнутых отводов из качественной углеродистой, легированной и высоколегированной стали степень овальности трубы в месте гиба определяется по формуле
![]() , (1)
, (1)
где ![]() - максимальный наружный диаметр в месте гиба;
- максимальный наружный диаметр в месте гиба;
![]() - минимальный наружный диаметр в месте гиба.
- минимальный наружный диаметр в месте гиба.
Значения коэффициента ![]() в зависимости от отношения радиуса гиба
в зависимости от отношения радиуса гиба ![]() к номинальному наружному диаметру трубы, а также в зависимости от давления среды и класса стали могут быть приняты в соответствии с данными табл.6.
к номинальному наружному диаметру трубы, а также в зависимости от давления среды и класса стали могут быть приняты в соответствии с данными табл.6.
Таблица 6
|
Класс стали трубы |
|
|
|
|
|
| ||
|
Углеродистая |
8 |
8 |
8 |
|
Перлитная |
8 |
8 |
8 |
|
Аустенитная |
5 |
5 |
5 |
2.4.14. Овальность труб в местах гиба следует определять для каждого гиба, производя замеры штангенциркулем или кронциркулем в двух взаимно перпендикулярных направлениях, и затем вычислять по формуле (1). Для гибов в виде калачей замеры необходимо выполнять в двух сечениях под углом 45° к оси гиба (рис.6). Овальность может быть также проверена минимальным предельным шаблоном для трубы данного диаметра (рис.7).
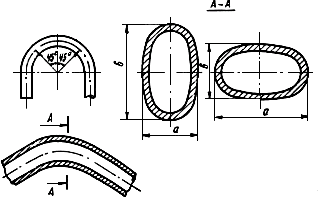
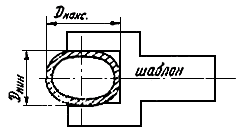
Рис.7. Шаблон для замера овальности труб в местах гибов
![]() . (2)
. (2)
|
|
0,05 |
0,06 |
0,08 |
0,10 |
0,12 |
|||
|
|
0,975 |
0,97 |
0,96 |
0,95 |
0,94 |
|||
Если труба в месте проверяемого гиба входит в шаблон с зазорами, ее необходимо отбраковывать.
Совпадение большой оси овальности с плоскостью изгиба трубы (![]() >
>![]() ) не допускается.
) не допускается.
2.4.15. Конфигурация гибов должна быть плавной, без изломов; отклонение по радиусу не более ±5% от номинального его размера для трубопроводов ![]() 22 кгс/см
22 кгс/см![]() и ±4% для трубопроводов
и ±4% для трубопроводов ![]() 22 кгс/см
22 кгс/см![]() .
.
2.4.16. На внутренней стороне отвода волнистость (высота гофра) не должна превышать величин, приведенных ниже:
|
|
До |
133 |
159 |
219 |
273 |
325 |
377 |
426 |
465 |
|
|
4 |
5 |
6 |
7 |
7 |
8 |
9 |
9 |
При этом шаг гофра должен быть более 3![]() .
.
2.4.17. Торцы гнутых и прямых труб, а также фасонных деталей должны быть перпендикулярны оси; отклонение ![]() (рис.8) в зависимости от наружных диаметров труб не должно превышать величин, приведенных в табл.7.
(рис.8) в зависимости от наружных диаметров труб не должно превышать величин, приведенных в табл.7.
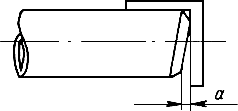
Рис.8. Способ замера перекоса торца трубы угольником
Таблица 7
|
На |
На |
На | |||
|
|
отклонение ( |
|
отклонение ( |
|
отклонение ( |
|
До 133 |
1 |
До 133 |
1 |
До 133 |
1 |
|
159-219 |
1,5 |
159-245 |
2 |
Более 133 |
1,5 |
|
245-465 |
2 |
273-465 |
3 |
- |
- |
|
478-1220 |
3 |
480-630 |
5 |
- |
- |
|
- |
|
Свыше 630 |
7 |
- |
- |
2.4.18. Отклонение положения осей гнутых деталей ![]() 64-400 от проектного (
64-400 от проектного (![]() ) и выход из плоскости (
) и выход из плоскости (![]() ) допускается не более 0,01 длины короткого прямого участка
) допускается не более 0,01 длины короткого прямого участка ![]() (рис.9,а).
(рис.9,а).
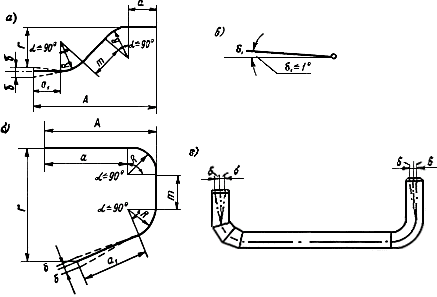
Рис.9. Допускаемые отклонения размеров гнутых деталей
а - отклонение не более 0,01 длины; б - отклонение допускается ±(15+0,01![]() );
);
в - допускаемый разворот плоскости не более 1°; г - отклонение не превышает 2 мм
при длине до 1 м и 3 мм при длине свыше 1 м.
Отклонение габаритного размера ![]() (см. рис.9,б) по концам гнутых труб допускается ±(15+0,01
(см. рис.9,б) по концам гнутых труб допускается ±(15+0,01![]() ) мм как для труб с двумя плоскими гибами, так и для труб, изогнутых в двух плоскостях. При этом замеры следует делать в точках на расстоянии 100 мм от торцов труб.
) мм как для труб с двумя плоскими гибами, так и для труб, изогнутых в двух плоскостях. При этом замеры следует делать в точках на расстоянии 100 мм от торцов труб.
Допускаемый разворот плоскости гиба ![]() не более 1° (см. рис.9,в).
не более 1° (см. рис.9,в).
Отклонение осевых линий любого конца гнутой детали на ![]() 255 кгс/см
255 кгс/см![]() и
и ![]() 565 °C и неплоскостность не должны превышать при длине прямого участка до 1 м - 4 мм, более 1 м - 3 мм на каждый метр длины прямого участка трубы. Длины прямых участков гнутых отводов приведены в ОСТах для каждого диаметра трубы.
565 °C и неплоскостность не должны превышать при длине прямого участка до 1 м - 4 мм, более 1 м - 3 мм на каждый метр длины прямого участка трубы. Длины прямых участков гнутых отводов приведены в ОСТах для каждого диаметра трубы.
Для трубопроводов ![]() <22 кгс/см
<22 кгс/см![]() отклонения осевых линий концов отводов в любом направлении не должны превышать при длине прямого участка до 1 м - 2 мм, свыше 1 м - 3 мм на каждый метр длины прямого участка (см. рис.9,г).
отклонения осевых линий концов отводов в любом направлении не должны превышать при длине прямого участка до 1 м - 2 мм, свыше 1 м - 3 мм на каждый метр длины прямого участка (см. рис.9,г).
2.4.19. Для деталей трубопроводов ![]() 64-400 кгс/см
64-400 кгс/см![]() отклонение от перпендикулярности наружной поверхности штуцера к корпусу сварного тройника или трубы
отклонение от перпендикулярности наружной поверхности штуцера к корпусу сварного тройника или трубы ![]() допускается в пределах 1,5% от высоты штуцера, но не более 3 мм (см. рис.10,а).
допускается в пределах 1,5% от высоты штуцера, но не более 3 мм (см. рис.10,а).
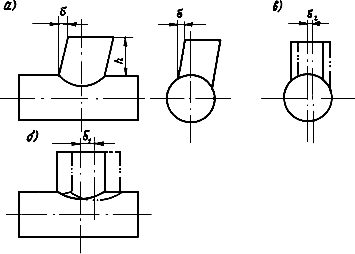
Рис.10. Отклонения положения штуцеров
а - несимметричность достигает не более 3 мм; б - несимметричность достигает не более 10 мм;
в - несимметричность достигает не более 5 мм при диаметре корпуса тройника или трубы
до 465 мм и не более 10 мм при диаметре свыше 465 мм.
Несимметричность расположения штуцера в продольной плоскости тройника или трубы ![]() допускается в пределах 3% от наружного диаметра корпуса тройника или трубы, но не более 10 мм (см. рис.10,б).
допускается в пределах 3% от наружного диаметра корпуса тройника или трубы, но не более 10 мм (см. рис.10,б).
В поперечном сечении несимметричность ![]() допускается не более 5 мм при диаметре корпуса тройника или трубы до 465 мм и не более 10 мм при диаметре свыше 465 мм (см. рис.10,в).
допускается не более 5 мм при диаметре корпуса тройника или трубы до 465 мм и не более 10 мм при диаметре свыше 465 мм (см. рис.10,в).
Сварные тройники из стали 20 при толщине стенки свыше 36 мм и из стали 15ГС (16ГС) при толщине стенки свыше 30 мм, а также тройники из легированных сталей 12Х1МФ и 15Х1М1Ф с толщиной стенки свыше 6 мм должны быть подвергнуты на заводе термообработке.
Для деталей трубопроводов ![]() <22 кгс/см
<22 кгс/см![]() отклонение оси штуцера от проектного положения
отклонение оси штуцера от проектного положения ![]() допускается:
допускается:
|
При высоте штуцера, мм |
До 450 |
До 700 |
Свыше 700 |
|
Допуск |
±3 |
±4 |
±5 |
2.4.20. Для штампованных тройников с вытянутой горловиной эксцентриситет патрубка (горловины) относительно оси корпуса допускается в пределах 3 мм.
Несимметричность положения вытянутой горловины у тройника допускается в пределах 3% от наружного диаметра трубы, но не более 10 мм.
Местная степень утолщения стенки патрубка (горловины) ![]() по окружности не должна превышать 30% от номинального размеpa
по окружности не должна превышать 30% от номинального размеpa ![]() толщины стенки патрубка; вычисляется по формуле
толщины стенки патрубка; вычисляется по формуле
![]() . (3)
. (3)
Степень овальности тройника по наружному диаметру не должна превышать 1,5% в любом сечении и определяется по формуле
![]() . (4)
. (4)
После штамповки овальность внутреннего диаметра патрубка (горловины) должна быть у патрубков к присоединительным трубам диаметром до 168 мм не более 2 мм, а у патрубков большего диаметра - не более 4 мм.
Штампованные тройники, изготовленные из сталей 12Х1МФ и 15Х1М1Ф, подвергаются на заводе термообработке.
2.4.21. Смещение осей подкатанного конца перехода относительно неподкатанного не должно превышать 3 мм для труб диаметром до 133 мм и 2% от наружного диаметра труб свыше 133 мм. Для сварных переходов, изготовленных из листовой стали способом вальцовки, эта величина не регламентируется.
Неперпендикулярность обработанных торцов переходов и труб с подкатанными концами та же, что и для прямых и гнутых труб.
Переходы, изготовленные из легированных сталей, должны быть подвергнуты термической обработке на заводе.
2.4.22. Несимметричность сварных развилок ![]() (рис.11) допускается до 2% наружного диаметра трубы, но не более 10 мм. Перекос торцов развилок допускается в следующих пределах:
(рис.11) допускается до 2% наружного диаметра трубы, но не более 10 мм. Перекос торцов развилок допускается в следующих пределах:
|
|
Допуск ( |
|||
|
До 133 |
1,0 |
|||
|
От 159 до 219 |
1,5 |
|||
|
От 245 до 465 |
2,0 |
|||
|
От 478 до 1220 |
3,0 |
|||
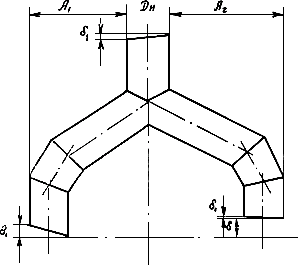
Рис.11. Допускаемые отклонения в сварных развилках
2.4.23. Фасонные сварные детали (крестовины, тройники, штуцеры) из труб диаметром 133 мм и выше, предназначенные для антикоррозионного покрытия, должны иметь внутреннюю подварку сварных швов.
Приварка фланцев к этим деталям и трубам выполняется наружным и внутренним швами с последующим округлением последнего радиусом 8-15 мм в зависимости от диаметра трубы.
Сварные швы внутренней подварки не должны иметь впадин, шлаковых включений, пористости; углубления и поры должны быть заварены и зачищены.
2.4.24. Все детали, предназначенные для антикоррозионного покрытия на заводе, подвергаются гидравлическому испытанию на давление 1,5![]() , но не менее 9 кгс/см
, но не менее 9 кгс/см![]() .
.
2.4.25. Все прямые трубы и фасонные детали трубопровода подлежат наружному осмотру для выявления поверхностных дефектов металла и сварных швов. Не допускаются на поверхности труб плены, закаты, вмятины, трещины, разрывы.
На поверхности гнутых отводов не должно быть зачеканенных и заваренных после вырубки дефектов мест, появившихся на трубах при гнутье.
2.4.26. Кованые и литые фасонные детали не должны иметь расслоений, трещин, закатов, плен, песочин, волосовин и других дефектов.
Допускаются на необработанных поверхностях местные дефекты типа вмятин от окалины, забоин, а также пологая вырубка или зачистка дефектов при условии, что размеры изделия после удаления дефектов не выходят за пределы допусков.
2.4.27. Сварные швы должны быть ровными, кратеры заварены, края швов должны сопрягаться с основным металлом плавно, без резких переходов и наплывов, не допускаются трещины, наплывы, подрезы на поверхности шва и в местах его перехода к основному металлу, а также ноздреватость и пористость наружной поверхности шва.
2.4.28. Внутренние поверхности прямых и гнутых деталей трубопроводов должны быть очищены от окалины, образовавшейся в результате их термической обработки. Очистку их, а также прямых труб можно произвести при помощи газопламенной горелки. Газопламенную горелку вводят через открытый конец внутрь трубы или камеры, передвигают вдоль внутренней поверхности, не допуская длительного подогрева основного металла. При прогреве внутренней поверхности трубы или отвода газопламенной горелкой в течение 10-15 мин окалина отделяется от металла трубы и может быть удалена металлической щеткой и дополнительно сжатым воздухом. Газопламенная горелка приведена на рис.12.
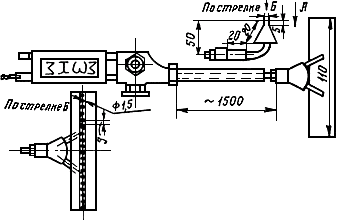
Рис.12. Газопламенная горелка
2.4.29. Внутренние поверхности литых тройников и отводов питательных трубопроводов должны быть очищены от посторонних предметов и пригоревшей формовочной земли.
2.4.30. Осмотр труб, изготовленных из сталей аустенитного класса, должен быть произведен как снаружи для выявления поверхностных дефектов металла, так и внутри для определения степени чистоты внутренней поверхности.
2.4.31. Осмотр внутренней поверхности труб осуществляют при помощи специального приспособления, перемещаемого вдоль трубы (рис.13). На трубах допускаются царапины, мелкие риски и плены, если они легко удаляются зачисткой напильником или наждачным полотном и не выводят толщину стенки за пределы минимального допускаемого значения.
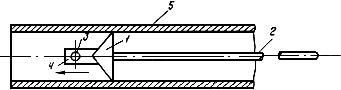
Рис.13. Приспособление для осмотра внутренней поверхности труб
1 - конус-отражатель; 2 - трубка с проводом; 3 - низковольтная электролампа;
4 - державка; 5 - проверяемая труба.
При обнаружении на трубах из высоколегированной стали вмятин и следов деформаций, способных вызвать наклеп аустенитной стали, вопрос использования и установки таких труб должен решаться с руководством эксплуатации ТЭС.
2.4.32. Наружным осмотром необходимо проверять качество сборки и сварки компенсатора, наличие маркировки, а также соответствие компенсатора параметрам среды в трубопроводе, для которого он предназначен.
2.4.33. При приемке линзовых компенсаторов допускаются следующие отклонения от проектных размеров:
|
По толщине стенки полулинзы |
±10% |
|
По несовпадению осей входного и выходного отверстий для компенсаторов: |
|
|
|
до 3 |
|
|
до 5 |
2.4.34. При приемке стяжек линзовых компенсаторов допускаются следующие отклонения:
|
Отклонение от прямолинейности ребер по поверхностям, прилегающим |
не более 1,5 |
|
Зазор между пластиной и трубой, мм |
не более 1,5 |
|
Зазор между пластиной и ребрами, мм |
не более 1,5 |
|
Отклонение от перпендикулярности пластины лапы к образующей трубы, мм |
±1,5 |
|
Кривизна тяги на 1 пог. м, мм |
не более 1 |
2.4.35. Поступившие на монтажную площадку опоры и подвески осматривают и проверяют комплектность, размеры, маркировку, качество сборки и сварки. В процессе осмотра опоры и подвески сортируют в соответствии с маркировкой по участкам трубопровода согласно рабочим чертежам. Опоры и подвески паропроводов, работающих при температуре 450 °С и выше, укладываются отдельно для стилоскопирования деталей.
2.4.36. Катковые обоймы в блоках катковых опор следует проверять на проворачивание катков. Заедание катков не допускается.
2.4.37. При проверке сварных швов в конструкциях опор к ним предъявляются те же требования, что и при сварке ответственных конструкций: шов должен быть без непроваров, пропусков, прожогов и подрезов.
2.4.38. При приемке пружин проверяют наличие сертификата, характеристику пружин и соответствие ее размеров требованиям МВН 049-63; материал для изготовления пружин - сталь марки 60С2 или 60С2А круглого сечения по ГОСТ 7419-74 повышенной точности прокатки по ГОСТ 2590-71*.
________________
* Действует ГОСТ 2590-88, здесь и далее по тексту. - Примечание изготовителя базы данных.
Витки пружины не должны выходить за пределы как наружного, так и внутреннего ее диаметров более чем на 2% наружного диаметра пружины. Опорные поверхности пружины должны быть перпендикулярны ее оси, отклонение допускается не более 2% свободной высоты пружины (рис.14). Отклонение от количества рабочих витков не должно составлять более 0,25 витка для пружин с числом рабочих витков до 6 (![]() =70 мм) и ±0,5 витка для пружин с числом рабочих витков до 12 (
=70 мм) и ±0,5 витка для пружин с числом рабочих витков до 12 (![]() =140 мм). Шаг витков пружины и зазоры между витками должны быть равномерными, отклонение не должно превышать 10% зазора между витками.
=140 мм). Шаг витков пружины и зазоры между витками должны быть равномерными, отклонение не должно превышать 10% зазора между витками.
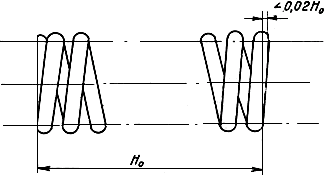
Рис.14. Проверка размеров пружин
2.4.39. Допускаемые отклонения при проверке размеров пружин при их приемке приведены в табл.8.
Таблица 8
|
Пруток |
Пружины | ||||||
|
с осадкой |
с осадкой |
с осадкой | |||||
|
диа- |
допускаемые отклонения, мм |
наружный диаметр, мм |
допускаемые отклонения, мм |
высота в свободном состоянии, мм |
допускаемые отклонения, мм |
высота в свободном состоянии, мм |
допускаемые отклонения, мм |
|
7 |
+0,1; -0,3 |
80 |
±1,2 |
242 |
+7; -2,5 |
126 |
+3,5; -1,0 |
|
9 |
+0,1; -0,3 |
80 |
±1,2 |
303 |
+9; -3,0 |
158 |
+4,5; -1,5 |
|
10 |
+0,2; -0,3 |
80 |
±1,2 |
322 |
+9,5; -3,0 |
168 |
+5,0; -1,5 |
|
12 |
+0,2; -0,3 |
80 |
±1,2 |
394 |
+12; -4,0 |
206 |
+6,0; -2,0 |
|
16 |
+0,2; -0,3 |
120 |
±1,8 |
345 |
+10; -3,5 |
184 |
+5,5; -2,0 |
|
18 |
+0,2; -0,3 |
120 |
±1,8 |
405 |
+12; -4,0 |
216 |
+6,0; -2,0 |
|
22 |
+0,2; -0,4 |
160 |
±2,4 |
373 |
+11; -4,0 |
203 |
+6,0; -2,0 |
|
24 |
+0,2; -0,4 |
160 |
±2,4 |
413 |
+12; -4,0 |
225 |
+6,5; -2,0 |
|
26 |
+0,2; -0,6 |
160 |
±2,4 |
497 |
+15; -5,0 |
268 |
+8,0; -2,5 |
|
30 |
+0,2; -0,6 |
176 |
±2,7 |
507 |
+15; -5,0 |
276 |
+8,0; -3,0 |
|
32 |
+0,2; -0,6 |
176 |
±2,7 |
543 |
+15;-5,0 |
296 |
+8,0; -3,0 |
|
36 |
+0,2; -0,6 |
210 |
±2,7 |
473 |
+15; -5,0 |
264 |
+8,0; -2,5 |
|
40 |
+0,2; -0,6 |
240 |
±2,7 |
513 |
+15; -5,0 |
- |
- - |
2.4.40. Замер наружного диаметра пружины производится в трех местах: по концам и в середине, при этом измерительный инструмент должен захватывать одновременно не менее двух витков. Обмер высоты пружины в свободном состоянии производится в горизонтальном положении на плите не менее чем в трех местах.
2.4.41. Пружины, предназначенные для опор и подвесок тяжелых трубопроводов (с параметрами пара ![]() =255 кгс/см
=255 кгс/см![]() и
и ![]() =545 °С,
=545 °С, ![]() = 315 кгс/см
= 315 кгс/см![]() и
и ![]() = 650 °C), а также паропроводов промежуточного перегрева, должны быть на заводе-изготовителе испытаны на осадку (остаточную деформацию) путем сжатия пружины до соприкосновения витков с выдержкой под нагрузкой в течение 5 мин, а также испытаны на прогиб. Признаются годными пружины, имеющие отклонения от прогиба
= 650 °C), а также паропроводов промежуточного перегрева, должны быть на заводе-изготовителе испытаны на осадку (остаточную деформацию) путем сжатия пружины до соприкосновения витков с выдержкой под нагрузкой в течение 5 мин, а также испытаны на прогиб. Признаются годными пружины, имеющие отклонения от прогиба ![]() , приведенные в табл.9.
, приведенные в табл.9.
Таблица 9
|
Диаметр прутка, мм |
Отклонения при количестве витков ( | |
|
до 10 |
свыше 10 | |
|
7-9 |
14 |
12 |
|
10-40 |
12 |
10 |
Пружины, не удовлетворяющие этим требованиям, бракуются, а выдержавшие испытания маркируются в паспорте пружины с указанием фактической величины прогиба при расчетной нагрузке.
3.1. Стыковые соединения для сварки
3.1.1. Конструкция стыкового соединения трубопровода должна быть предусмотрена в чертежах и соответствовать требованиям ОСТ 24.030.05-72, ОСТ 34.202-73 и "Руководящих технических материалов по сварке, термообработке и контролю трубных систем котлов и трубопроводов при монтаже и ремонте оборудования тепловых электростанций PTM-1c-73". Конструкция стыковых соединений определяется способом сварки, толщиной стенки трубы и диаметром, а также маркой стали, из которой изготовлен трубопровод (табл.10).
Таблица 10
|
Эскиз |
Характе- |
Вид сварки |
Конструктивные размеры |
Тол- |
Наруж- |
Область применения | |
|
|
град. |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Без скоса кромок |
Газовая, ручная аргонодуговая, ручная электродуговая |
- |
- |
2-2,5 |
|
Трубопроводы пара и горячей воды высокого ( |
|
|
V-образная разделка кромок, стык без подкладного кольца |
Газовая, ручная аргонодуговая |
- |
- |
1-2 |
<150 |
Трубопроводы пара и горячей воды высокого ( |
|
|
V-образная разделка кромок, стык без подкладного кольца |
Газовая |
1±0,5 |
35±2 |
2-5 |
<150 |
Трубопроводы пара и горячей воды высокого ( |
|
|
Ручная электродуговая |
0,5-1,5 |
35±2 |
3-7 |
<108 |
Трубопроводы пара и горячей воды высокого ( | |
|
|
0,5-1,5 |
30±2 |
3-7 |
<133 |
Трубопроводы пара | ||
|
|
|
|
1-2 |
(25 |
8-25 |
>630 |
|
|
|
V-образная разделка кромок, стык с подкладным кольцом |
Ручная электродуговая |
|
30±2 |
5-25 |
|
Трубопроводы пара |
|
|
(25° |
|
|
||||
|
|
|
|
15±2 |
|
|
Трубопроводы пара и горячей воды высокого давления | |
|
|
Двухскосная разделка кромок, стык с подкладным кольцом |
Ручная электродуговая |
|
10±2 |
|
|
Трубопроводы пара и горячей воды высокого давления |
|
|
Двухскосная разделка кромок |
Ручная или автоматическая аргонодуговая сварка корневого слоя шва |
1,5+0,5 |
10±2 |
- |
- |
Трубопроводы пара и горячей воды высокого давления |
|
|
Ступенчатая разделка кромок, сварка без расплавля- |
Ручная или автоматическая аргонодуговая сварка корневого слоя шва |
3±0,2 |
15±2 |
- |
- |
Трубопроводы пара и горячей воды высокого давления |
|
|
Ступенчатая разделка кромок, сварка с расплав- |
Автоматическая аргонодуговая сварка корневого слоя шва |
3±0,2 |
15±2 |
- |
- |
Трубопроводы пара и горячей воды высокого давления |
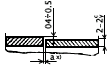
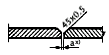
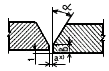
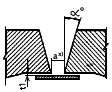
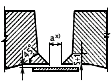
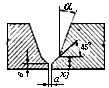
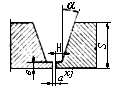
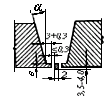
Примечания. 1. В скобках в графе 5 приведены допустимые пределы угла скоса кромок, отличного от оптимального из-за неточности обработки или вследствие поставки труб по другим техническим условиям (отраслевым стандартам). Приведенные в таблице конструктивные размеры подготовки кромок и сборки стыков труб могут быть несколько изменены при обеспечении сварных соединений надлежащего качества.
2. Сварка стыков труб диаметром более 630 мм должна производиться с подваркой шва с обратной стороны (изнутри трубы).
3. Зазор между кромками стыкуемых труб ![]() назначается мастером по сварке.
назначается мастером по сварке.
3.1.2. Подготовку кромок и сборку стыкового соединения выполняют слесари-трубопроводчики по указанию мастера по сварке, устанавливающего конструкцию стыка, в соответствии с требованием чертежа и в зависимости от способа сварки. В соответствии с этим зазор ![]() между кромками стыкуемых труб (см. табл.10) назначается также мастером по сварке.
между кромками стыкуемых труб (см. табл.10) назначается также мастером по сварке.
3.1.3. Сборка стыков труб для сварки должна производиться в специальных центровочных приспособлениях, обеспечивающих соосность стыкуемых труб.
Для сборки стыков труб из низколегированных и высоколегированных сталей следует применять центровочные приспособления хомутового типа (рис.15). Стяжные приспособления, привариваемые к трубам, могут использоваться лишь в крайних случаях для стыковки труб диаметром от 500 мм и более из малоуглеродистых сталей. После удаления стяжных угольников место приварки осматривают через лупу, при обнаружении дефектных мест в виде надрывов и трещин последние удаляют при помощи наждачного круга.
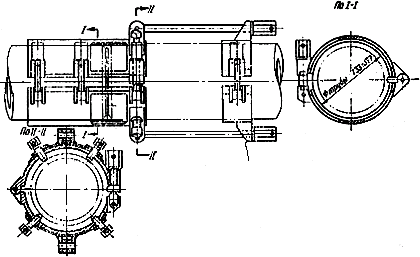
Рис.15. Приспособление хомутового типа для центровки труб
из низколегированных сталей диаметром 133-377 мм
3.1.4. Для стыковки толстостенных труб из легированных сталей следует подбирать трубы с одинаковыми диаметрами и толщиной стенки. Разность внутренних диаметров не должна быть более 2 мм.
Разностенность наружных диаметров стыкуемых труб не должна превышать 30% от номинальной толщины стенки более тонкого элемента (но не более 5 мм) и может быть определена путем замера максимальной и минимальной толщины стенки плоским предельным шаблоном (рис.16).

Рис.16. Плоский предельный шаблон для измерения толщины стенки трубы
В этом случае при сварке допускается осуществление плавности перехода за счет наклонного расположения поверхности сварного шва под углом не более 15°.
3.1.5. Если внутренние диаметры концов труб и деталей, свариваемых без подкладных колец, отличаются друг от друга на величину, превосходящую 2Х (см. табл.10), то на конце трубы с меньшим внутренним диаметром должна быть сделана расточка под углом 10-15° (рис.17).
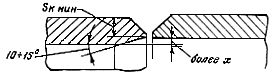
Рис.17. Стыковка разностенных труб
3.1.6. Для стыковки труб, предназначенных для сварки на подкладных кольцах, на концах труб заводом - изготовителем трубопровода должна быть сделана расточка. При обработке концов труб на монтаже длина цилиндрической части расточки ![]() под подкладное кольцо должна быть не менее 25 мм для труб с толщиной стенки до 16 мм включительно и не менее 50 мм для труб с большей толщиной стенки.
под подкладное кольцо должна быть не менее 25 мм для труб с толщиной стенки до 16 мм включительно и не менее 50 мм для труб с большей толщиной стенки.
Переход от проточенного участка к необработанной поверхности трубы должен быть плавным с углом выхода резца ![]() не более 15°.
не более 15°.
3.1.7. Расточку внутренней поверхности трубы под подкладное кольцо можно не делать, если внутренние диаметры стыкуемых труб отличаются не более чем на 2 мм.
3.1.8. Толщина стенки трубы после расточки и внутренний диаметр труб для каждого размера по сортаменту НО 769-66, НО 1073-66, ОСТ 24.320.05-ОСТ 24.320.11 приведены в табл.4 ОСТ 24.030.05-72. Трубы, внутренний диаметр которых приведен в указанной таблице, не растачиваются, а внутренняя поверхность их зачищается до металлического блеска на длину не менее 10 мм.
3.1.9. Смещение внутренних кромок стыкуемых труб и фасонных деталей при сварке без подкладного кольца не должно превышать величин, указанных ниже (рис.18).
|
Толщина стенки труб |
Максимально допустимое смещение кромок, мм |
|||
|
До 10 |
0,15 |
|||
|
От 10 до 20 |
0,05 |
|||
|
Свыше 20 |
1,0 |
|||
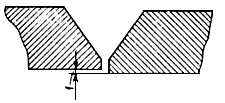
Рис.18. Подготовка кромок труб при разных внутренних диаметрах
3.1.10. Если разность внутренних диаметров стыкуемых труб превышает допустимые величины, для соблюдения плавного перехода в месте стыка допускается калибровка концов труб при помощи специальных оправок (рис.19).
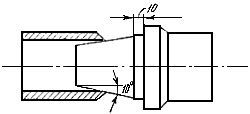
Рис.19. Оправка для калибровки концов труб
Холодной раздаче концов могут быть подвергнуты трубы из углеродистой и низколегированной стали наружным диаметром не более 200 мм с толщиной стенки до 8 мм. При этом величина раздачи ![]() может быть не более 3% для труб из углеродистой стали при
может быть не более 3% для труб из углеродистой стали при ![]() 83 мм и
83 мм и ![]() 6 мм и не более 2% во всех других случаях.
6 мм и не более 2% во всех других случаях.
Трубы из углеродистой и низколегированной стали диаметром до 300 мм с толщиной стенки до 20 мм могут быть подвергнуты горячей раздаче на величину, не превышающую 6% наружного диаметра трубы. При этом концы труб из углеродистых и низколегированных марганцовистых сталей марок 15ГС, 16ГС, 16ГТ должны нагреваться до 650-680 °С, а легированных труб из хромомолибденовых и хромомолибденованадиевых сталей перлитного класса - до 710-740 °С.
Величина раздачи проверяется по формуле
![]() , (5)
, (5)
где ![]() - диаметр до раздачи, мм;
- диаметр до раздачи, мм;
![]() - диаметр после раздачи, мм.
- диаметр после раздачи, мм.
По окончании калибровки величину утонения стенки на конце трубы проверяют путем замеров для установления величины отклонений.
3.1.11. Если нельзя выполнить расточку стенки с меньшим внутренним диаметром до величины большего диаметра (вследствие чрезмерного утонения стенки трубы), то для труб диаметром 159 мм и более может быть произведена наплавка на внутреннюю поверхность трубы с большим внутренним диаметром слоя металла толщиной не более 6 мм на длину 20 мм для труб диаметром менее 219 мм, на 30 мм для труб диаметром 219-273 мм и на 50 мм для труб диаметром более 273 мм.
Наплавка осуществляется электродами той же марки, которыми будет производиться сварка стыка. Поверхность наплавки подлежит обработке под подкладное кольцо с плавным переходом на внутреннюю поверхность трубы.
3.1.12. Как правило, трубы и элементы трубопровода должны поступать с завода с концами, обработанными для сварки на подкладных кольцах или без них, однако могут быть случаи, когда в монтажных условиях необходимо обрезать трубы и готовить их кромки под тот или иной вид сварки. При этом следует руководствоваться указаниями, приведенными в пп.3.1.13-3.1.16.
3.1.13. Обрезку труб на монтаже и снятие фасок следует производить механическим способом на переносных труборезных станках с резцом, газовым резаком, фрезой для труб больших диаметров или машинкой с абразивным кругом для труб малых диаметров.
3.1.14. Ручным способом - газовым резаком с применением шаблона допускается обрезать трубы из углеродистой стали обычного качества (на ![]() <22 кгс/см
<22 кгс/см![]() ) в основном больших диаметров, а также из легированных сталей с толщиной стенки до 45 мм включительно. Затем кромки следует зачистить абразивным инструментом до металлического блеска.
) в основном больших диаметров, а также из легированных сталей с толщиной стенки до 45 мм включительно. Затем кромки следует зачистить абразивным инструментом до металлического блеска.
Для снятия механическим способом металла, подвергшегося структурным изменениям в результате резки, на конце трубы должен быть оставлен припуск 4-5 мм.
3.1.15. Трубы из высоколегированных сталей необходимо обрезать механическим способом или электродуговой плазменной резкой, при этом должен быть предусмотрен припуск не менее 10 мм на последующую механическую обработку.
Обработку фасок на указанных трубах производят только на специальном переносном станке.
3.1.16. Газовая резка труб из легированных хромомолибденовых и хромомолибденованадиевых сталей с толщиной стенки более 12 мм при температуре окружающего воздуха ниже 0 °С должна осуществляться с предварительным подогревом до 200 °С и медленным охлаждением на спокойном воздухе.
3.1.17. При сборке стыков труб с арматурой, литыми, коваными или штампованными деталями плавный переход от одного сечения к другому должен обеспечиваться за счет утонения стенки конца литой детали и за счет наклонного расположения поверхности сварного шва со стороны раскрытия кромок.
Способы подготовки стыка для сварки труб с арматурой или литыми деталями приведены на рис.20, а, б.
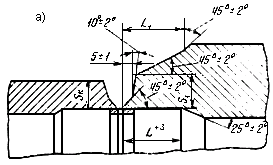
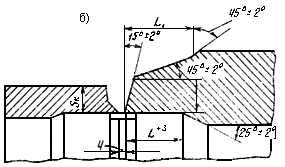
Рис.20. Стыковка труб
а - с арматурой; б - с литыми деталями.
3.1.18. Концы стыкуемых труб должны быть очищены от грязи, краски, масла и защитного покрытия растворителем и зачищены с внутренней и наружной сторон на ширине 15-20 мм до металлического блеска. Зачистка выполняется только механическим способом на шлифовальных машинках с абразивными кругами.
3.1.19. Сборка стыка на остающемся подкладном кольце может производиться последовательной установкой кольца сначала в конец одной из стыкуемых труб с прихваткой и приваркой его ниточным швом, а затем надвижкой на кольцо второй трубы и приваркой его, или установкой кольца сразу встык между концами стыкуемых труб и сваркой его без предварительной прихватки. При установке кольца зазор между кольцом и внутренней поверхностью трубы не должен превышать 1 мм.
Требуемый зазор между трубами обеспечивается центровочными приспособлениями.
3.1.20. При отсутствии или утере подкладных колец последние должны изготовляться из стали марки 20 (или из другой углеродистой стали полуспокойной выплавки с содержанием не более 0,24% углерода) для стыков, работающих при температуре среды не выше 500 °С, и из стали марки 12Х1МФ - для стыков, работающих при температуре среды выше 500 °С.
Кольца изготовляют цельноточеными шириной 20 мм и толщиной 4 мм. Разрешается изготовлять кольца из полосы, при этом стык кольца должен быть сварен и зачищен заподлицо.
3.1.21. В процессе сборки стыки трубопроводов высокого давления из низколегированных сталей перлитного класса следует предохранять от увлажнения и загрязнения. Кромки стыкуемых труб из углеродистых и низколегированных сталей непосредственно перед сваркой следует просушить при помощи газовой горелки.
3.1.22. В собранном стыке проверяют: отсутствие перелома оси стыкуемых труб, определяемые линейкой длиной 400 мм, прикладываемой к трубе в трех местах по окружности стыка; просвет ![]() между линейкой и поверхностью трубы на расстоянии 200 мм от стыка не должен превышать для труб диаметром до 100 мм 1 мм, для труб диаметром более 100 мм - 2 мм (рис.21).
между линейкой и поверхностью трубы на расстоянии 200 мм от стыка не должен превышать для труб диаметром до 100 мм 1 мм, для труб диаметром более 100 мм - 2 мм (рис.21).
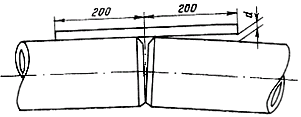
Рис.21. Проверка прямолинейности стыка
Правильность конструкции стыка, разделки кромок и равномерность зазора проверяются при помощи специальных шаблонов (рис.22).
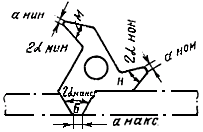
Рис.22. Шаблон для проверки правильности сборки стыка
3.1.23. Качество сборки стыков труб для ![]() <22 кгс/см
<22 кгс/см![]() проверяет сварщик, который сваривает эти стыки; выборочную проверку качества сборки стыка проводит мастер по сварке.
проверяет сварщик, который сваривает эти стыки; выборочную проверку качества сборки стыка проводит мастер по сварке.
Качество сборки стыков на трубопроводах с ![]() >22 кгс/см
>22 кгс/см![]() проверяет мастер по сварке.
проверяет мастер по сварке.
3.2. Фланцевые соединения
Типы фланцев и сферы их применения
3.2.1. В состав фланцевого соединения входят фланцы (или фланцы с патрубками), крепеж (шпильки или болты, гайки, шайбы) и прокладки.
3.2.2. На трубопроводах высокого давления фланцы применяются только для присоединения к оборудованию или во фланцевых соединениях с измерительными диафрагмами, а на трубопроводе низкого давления, кроме перечисленного, - для соединения труб с арматурой.
3.2.3. Тип и материал фланцев должен соответствовать чертежам. При отсутствии чертежей тип и материал фланцев выбираются в зависимости от параметров среды в трубопроводе.
3.2.4. Фланцы, приваренные встык с выступом или впадиной по ОСТ 24.540, применяются из стали 12Х1МФ для паропроводов высокого давления и трубопроводов горячего промежуточного перегрева и из стали 16ГС для питательного трубопровода высокого давления.
Фланцы, приваренные встык с выступом или впадиной по ГОСТ 12831-67*, применяются из стали 15ХМ и 15ХМА для паропроводов с ![]() от 40 до 200 кгс/см
от 40 до 200 кгс/см![]() и температурой до 530 °С, а из стали 20 и 25 - для трубопроводов с тем же условным давлением, но с температурой до 450 °С.
и температурой до 530 °С, а из стали 20 и 25 - для трубопроводов с тем же условным давлением, но с температурой до 450 °С.
3.2.5. Фланцы плоские с выступом (типа А) или впадиной (типа Б) по НО 802-64 и с ребрами из стали 20 диаметром 600 мм предназначены для трубопроводов холодного промежуточного перегрева, где устанавливаются фланцевые задвижки.
Плоские приварные фланцы с выступом (типа А) или впадиной (типа Б) с патрубками, с ребрами и без них по ОСТ 34.228-73, ОСТ 34.229-73 применяются для трубопроводов с параметрами до 40 кгc/cм![]() и 300 °С.
и 300 °С.
3.2.6. Плоские приварные фланцы по ОСТ 34.226-73-ОСТ 34.227-73 или по ГОСТ 1255-67* в широком диапазоне диаметров (от 10 до 2000 мм) из стали ВСт.3сп5 применяются для трубопроводов с давлением от 25 до 1 кгс/см![]() и температурой не более 300 °С. Фланцы изготовляются с патрубком, а для трубопроводов больших диаметров - и с ребрами; эти же фланцы можно применять при использовании арматуры, предназначенной для большего давления, чем трубопровод (например, арматура на
и температурой не более 300 °С. Фланцы изготовляются с патрубком, а для трубопроводов больших диаметров - и с ребрами; эти же фланцы можно применять при использовании арматуры, предназначенной для большего давления, чем трубопровод (например, арматура на ![]() 25 кгс/см
25 кгс/см![]() , а трубопровод на
, а трубопровод на ![]() 10 кгс/см
10 кгс/см![]() ). Фланцы, перечисленные в нормалях, используются также для присоединения к чугунной и стальной арматуре с условным проходом 1600-2000 мм. Если арматура поступила несверленой, то сверление отверстий под болты на монтаже осуществляется по размерам соответствующих фланцев по МВН 2741-67.
). Фланцы, перечисленные в нормалях, используются также для присоединения к чугунной и стальной арматуре с условным проходом 1600-2000 мм. Если арматура поступила несверленой, то сверление отверстий под болты на монтаже осуществляется по размерам соответствующих фланцев по МВН 2741-67.
3.2.7. Плоские приварные фланцы с выступом по ОСТ 34.230-73 или плоские приварные фланцы с патрубком из бесшовной или сварной трубы по ОСТ 34.230-73 применяются для присоединения арматуры на ![]() =40 и 64 кгс/см
=40 и 64 кгс/см![]() к трубопроводу на
к трубопроводу на ![]() =25 кгс/см
=25 кгс/см![]() при отсутствии соответствующей арматуры.
при отсутствии соответствующей арматуры.
Сверление отверстий под болты во фланцах арматуры на ![]() =40 и 64 кгс/см
=40 и 64 кгс/см![]() (поступившей несверленой) осуществляется по размерам соответствующих фланцев по ОСТ 34.230-73 (диаметр отверстий под болты, диаметр болтовой окружности и количество отверстий).
(поступившей несверленой) осуществляется по размерам соответствующих фланцев по ОСТ 34.230-73 (диаметр отверстий под болты, диаметр болтовой окружности и количество отверстий).
3.2.8. Фланцевые заглушки с соединительным выступом изготовляются по ГОСТ 12836-67* для температуры до 450 °С из стали 20 и 25, а для температуры не более 530 °С из стали 15ХМ и 15ХМА следующих размеров:
|
Диаметр ( |
Давление ( | ||
|
От 10 до 1600 |
1 и 2,5 | ||
|
От 10 до 1400 |
6 | ||
|
От 10 до 1200 |
10 и 16 | ||
|
От 10 до 800 |
25 | ||
|
От 10 до 500 |
40 | ||
|
От 10 до 400 |
64 и 100 | ||
|
От 15 до 300 |
160 | ||
|
От 15 до 250 |
200 | ||
Технический осмотр фланцев
3.2.9. На наружной цилиндрической поверхности каждого фланца и заглушки должна быть нанесена следующая маркировка: товарный знак завода, марка материла, условный проход, условное давление, номер стандарта. При поставке фланцев комплектно с арматурой низкого давления маркировка не наносится. Поверхности фланцев и заглушек должны быть покрыты консервирующей смазкой УНЗ по ГОСТ 19537-74*, а уплотнительные поверхности предохранены от повреждений.
3.2.10. Поверхности фланцев должны быть гладкими без раковин, плен, заусенцев и других дефектов, снижающих прочность фланцев и надежность фланцевого соединения. На зеркалах фланцев для мягких (паронитовых) прокладок допускаются круговые риски, остающиеся после обработки резцом.
Зеркала воротниковых фланцев, между которыми устанавливаются стальные зубчатые прокладки, должны проверяться по контрольной плите. Дефекты на уплотнительных поверхностях глубиной не более 0,1 мм могут быть устранены шабровкой или шлифовкой, если глубина дефектов более 0,1 мм, зеркала фланцев должны быть проточены на токарном станке со снятием тонкой стружки.
3.2.11. Смещение осей отверстий для болтов и шпилек от номинального положения не должно быть более:
|
Смещение, мм |
Диаметр отверстия, мм |
|
0,5 |
до 14 |
|
1,0 |
от 18 до 23 |
|
1,5 |
от 23 до 34 |
|
2,0 |
от 41 до 76 |
Допускаемые отклонения свободных размеров для обрабатываемых поверхностей фланцев пo 7-му классу точности приведены в ОСТ 1010, ГОСТ 2689-54*. Присоединительные размеры фланцев - в ГОСТ 1234-67*.
3.2.12. Для стальных плоских приварных фланцев с соединительным выступом на ![]() до 25 кгс/см
до 25 кгс/см![]() по ГОСТ 1255-67* с условным диаметром до 1400 мм расточка внутреннего диаметра фланца допускается в пределах, приведенных в табл.11.
по ГОСТ 1255-67* с условным диаметром до 1400 мм расточка внутреннего диаметра фланца допускается в пределах, приведенных в табл.11.
Таблица 11
|
Условный проход |
Наружный диаметр трубы |
Величина расточки внутреннего диаметра фланцев ( |
Допуск |
|
10 |
14 |
14,8 |
-0,3 |
|
15 |
18 |
18,8 |
-0,3 |
|
20 |
25 |
26,0 |
-0,3 |
|
25 |
32 |
33,0 |
-0,3 |
|
32 |
38 |
39,0 |
-0,3 |
|
40 |
45 |
45,5 |
-0,3 |
|
50 |
57 |
58,0 |
-0,3 |
|
80 |
89 |
91,0 |
-0,5 |
|
100 |
108 |
110,0 |
-0,5 |
|
125 |
133 |
135,5 |
-0,5 |
|
150 |
159 |
162,0 |
-0,5 |
|
200 |
219 |
222,0 |
-0,5 |
|
250 |
273 |
277 |
-0,5 |
|
300 |
325 |
329 |
-0,5 |
|
350 |
377 |
381 |
-0,5 |
|
400 |
426 |
430 |
-0,5 |
|
450 |
480 |
484 |
-0,5 |
|
500 |
529 |
534 |
-1,0 |
|
600 |
630 |
635 |
-1,0 |
|
700 |
720 |
725 |
-1,0 |
|
800 |
820 |
826 |
-1,5 |
|
900 |
920 |
926 |
-1,5 |
|
1000 |
1020 |
1026 |
-,1,5 |
|
1200 |
1220 |
1226 |
-1,5 |
|
1400 |
1420 |
1426 |
-1,5 |
3.2.13. Для фланцевого соединения на трубопроводе холодного промежуточного перегрева расточку отверстия фланца под трубу или патрубок производят по действительному наружному диаметру трубы. При этом диаметр расточки должен быть больше на 3 мм.
3.2.14. Размеры парных фланцев (как плоских, так и приварных встык) должны проверяться наложением фланцев один на другой, при этом выступы во фланцах по ГОСТ 12831-67* должны свободно входить в соответствующие впадины как по ширине, так и по глубине.
Сборка фланцевого соединения
3.2.15. Перед сборкой фланцевого соединения следует проверить чистоту уплотнительных поверхностей, качество прокладок и крепежа. Фланцы следует устанавливать так, чтобы отверстия для болтов и шпилек были расположены симметрично относительно вертикальной оси и не совпадали с ней.
3.2.16. При насаживании фланца на трубу перпендикулярность его к оси трубы проверяют при помощи фланцевого угольника или отвеса для труб большого диаметра (рис.23).
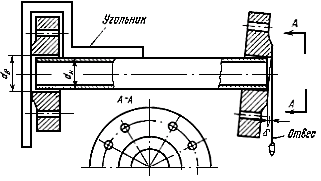
Рис.23. Проверка правильности насадки фланца на трубу
Допускаемые отклонения при этом приведены в табл.12.
Таблица 12
|
Рабочее давление, кгс/см |
Допускаемые отклонения от перпендикулярности фланца к оси трубы, мм | |||
|
для труб с условным диаметром ( | ||||
|
до 80 |
от 100 до 250 |
от 300 до 400 |
свыше 400 | |
|
До 40 |
1 |
2 |
2,5 |
2 |
|
Свыше 40 |
0,5 |
1 |
1,5 |
2 |
Конец трубы при насадке на нее фланца не должен доходить до края отверстия фланца на величину, достаточную для подварки трубы изнутри фланца (на катет шва).
3.2.17. Отклонение параллельности фланцев допускается на каждые 100 мм условного диаметра: для трубопроводов II категории - 0,05 мм, III категории - 0,1 мм, IV категории - 0,2 мм.
Перекос фланцевого соединения проверяется щупом при незатянутых болтах и шпильках. Запрещается выправление перекоса фланцев путем неравномерного натяжения болтов или шпилек и устранение зазора между фланцами при помощи клиновых прокладок или шайб.
3.2.18. Перекос фланцев, превышающий допуск, для труб из углеродистой стали устраняют стягивая их до соприкосновения зеркал и нагревая трубы до 600-720 °С. Труба нагревается по всей окружности, при этом длина нагреваемого участка у места наибольшего раскрытия фланцев должна быть не меньше 3![]() и сходить на нет у места наименьшего раскрытия. Выдерживать указанную температуру следует не менее 10 мин с последующим медленным охлаждением.
и сходить на нет у места наименьшего раскрытия. Выдерживать указанную температуру следует не менее 10 мин с последующим медленным охлаждением.
Исправляют перекос фланцев на трубопроводах из легированной стали обрезая и приваривая фланец с патрубком за счет подгонки сварного стыка.
3.2.19. При сборке фланцевых соединений с фланцами, приваренными встык по ГОСТ 12831-67*, трубы, привариваемые к патрубкам, должны подбираться с внутренним диаметром, равным внутреннему диаметру патрубков. При этом внутренний диаметр следует проверить не менее чем в четырех противоположных местах на каждом из концов фланца с патрубком. Наибольшее отклонение от номинального диаметра не должно превышать +0,5%.
3.2.20. Допускается приварка труб с внутренним диаметром большим, чем внутренний диаметр патрубка. В этом случае расточка труб не допускается, должен быть расточен конец патрубка с уклоном не более 1:10 до диаметра, равного диаметру трубопровода (рис.24).
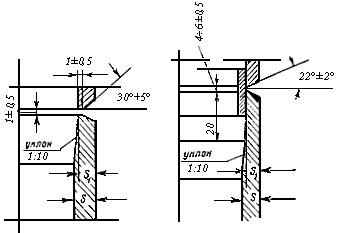
Рис.24. Стыковка трубы с патрубком фланца при разных диаметрах
После расточки толщина стенки ![]() в любом месте не должна быть менее 90% от номинальной толщины
в любом месте не должна быть менее 90% от номинальной толщины ![]() .
.
Место стыка трубы с патрубком должно быть зачищено изнутри. Уступы и другие дефекты на внутренней поверхности шва не допускаются.
3.2.21. Фланцевое соединение на трубопроводе с ![]() 25 кгс/см
25 кгс/см![]() с арматурой на
с арматурой на ![]() 40 и 64 кгс/см
40 и 64 кгс/см![]() собирается по МВН 2712-66; внутренний диаметр фланца для
собирается по МВН 2712-66; внутренний диаметр фланца для ![]() 200-400 мм не должен превышать фактический диаметр трубы более чем на 1 мм на сторону, а для
200-400 мм не должен превышать фактический диаметр трубы более чем на 1 мм на сторону, а для ![]() >400 мм - 1,5 мм на сторону.
>400 мм - 1,5 мм на сторону.
3.2.22. Установка фланцевых соединений с измерительными диафрагмами на трубопроводах с ![]() до 25 кгс/см
до 25 кгс/см![]() и
и ![]() 100 кгс/см
100 кгс/см![]() заключается в приварке их к трубам, так как фланцевые соединения поступают собранными, с концами патрубков, подготовленными для сварки.
заключается в приварке их к трубам, так как фланцевые соединения поступают собранными, с концами патрубков, подготовленными для сварки.
3.2.23. При сборке фланцевого соединения совпадение отверстий во фланцах следует проверять конусными оправками.
Прокладки
3.2.24. Материал прокладок указывается в рабочих чертежах трубопроводов. При отсутствии этих указаний материал прокладок должен соответствовать данным, приведенным в табл.13.
Таблица 13
|
Условия работы |
Характеристика прокладок | |||||
|
Среда |
Рабочее давление, кгс/см |
Темпе- |
Материал |
Толщина, мм |
ГОСТ |
ОСТ или МВН на прокладку |
|
Металлические прокладки | ||||||
|
Перегретый пар |
315 |
630 |
1Х18Н10Т или 1Х18Н9Т |
4 |
7350-66* |
ОСТ 24560-01 |
|
То же |
255 |
565 |
То же |
4 |
7350-66* |
- |
|
" |
140 |
570 |
" |
4 |
7350-66* |
- |
|
Перегретый пар |
100 |
540 |
" |
|
7350-66* |
- |
|
То же |
40-60 |
570 |
То же |
3-4 |
7350-66* |
- |
|
" |
40-60 |
450 |
Ст. 1 |
3-4 |
14637-69* |
- |
|
Вода |
380 |
280 |
1Х13 |
3-4 |
7350-66* |
- |
|
То же |
230 |
230 |
То же |
3-4 |
7350-66* |
- |
|
" |
185 |
215 |
" |
3 |
1050-74 |
- |
|
Мягкие прокладки | ||||||
|
Перегретый пар |
40-60 |
450 |
Паронит |
0,5-1,0 |
481-71 |
- |
|
Насыщенный или перегретый пар |
22-24 |
425-370 |
То же |
1,0-1,5 |
481-71 |
- |
|
То же |
14-16 |
350 |
" |
1,0-2,0 |
481-71 |
- |
|
Вода |
75-80 |
160 |
" |
1,0-1,5 |
481-71 |
- |
|
То же |
40 |
120 |
" |
1,0-2,0 |
481-71 |
- |
|
" |
10 |
60 |
Резина |
3-5 |
7338-65** |
- |
|
" |
3 |
40 |
То же |
3-4 |
7338-65** |
- |
________________
![]() Действует ГОСТ 1050-88, здесь и далее по тексту;
Действует ГОСТ 1050-88, здесь и далее по тексту;
![]() Действует ГОСТ 481-80, здесь и далее по тексту. - Примечание изготовителя базы данных.
Действует ГОСТ 481-80, здесь и далее по тексту. - Примечание изготовителя базы данных.
3.2.25. Металлические прокладки должны поступать готовыми вместе с трубопроводом и иметь маркировку или бирки с обозначением условного прохода и марки стали, из которой они изготовлены. На поверхности металлических прокладок не допускаются трещины, заусенцы, забои. Разность в толщине стальной зубчатой прокладки, замеренной в двух диаметрально противоположных точках, не должна превышать 0,1 мм.
3.2.26. Мягкие прокладки из паронита и картона изготовляются с допусками соответственно номинальным диаметрам прокладок, приведенными в табл.14.
Таблица 14
|
|
Допуск, мм |
|
Допуск, мм |
|
От 34 до 138 |
-1 |
От 9 до 89 |
+1 |
|
От 148 до 505 |
-2 |
От 108 до 426 |
+2 |
|
От 520 до 1480 |
-3 |
От 477 до 1420 |
+3 |
3.2.27. Паронитные прокладки должны иметь одну из сторон ровную, слегка глянцевую, а вторую матовую. По поверхности и краям допускается незначительная ворсистость. Качество паронитных прокладок проверяют загибая прокладки вокруг стержня на 180°.
При загибании прокладка не должна ломаться, трескаться и расслаиваться. Прокладка со следами излома, складок и трещин к установке не допускается. Отклонения по толщине прокладки от проектного размера допускаются в пределах +10%.
Диаметр стержня выбирается в зависимости от толщины прокладки.
|
Толщина прокладки, мм |
Диаметр стержня, мм |
|
До 1 |
12 |
|
От 1 до 1,24 |
22 |
|
От 1,26 до 2,5 |
42 |
3.2.28. Для трубопроводов пара и воды, работающих при давлении до 250 кгс/см![]() и температуре до 450 °С, могут применяться спирально-навитые прокладки, изготовляемые заводами Министерства нефтеперерабатывающей и нефтехимической промышленности, размерами по внутреннему диаметру от 80 до 550 мм, с шириной поля от 5 до 35 мм, толщиной 5 или 4,2 мм; при этом прокладки с толщиной 5 мм в поперечном сечении имеют V-образную, а толщиной 4,2 мм W-образную форму.
и температуре до 450 °С, могут применяться спирально-навитые прокладки, изготовляемые заводами Министерства нефтеперерабатывающей и нефтехимической промышленности, размерами по внутреннему диаметру от 80 до 550 мм, с шириной поля от 5 до 35 мм, толщиной 5 или 4,2 мм; при этом прокладки с толщиной 5 мм в поперечном сечении имеют V-образную, а толщиной 4,2 мм W-образную форму.
Каркас прокладки выполнен в виде ленты из стали марок Х18Н9Т, 1Х18Н9Т, Х18Н10Т, навитой спиралью, в промежутках между витками размещены витки наполнителя: паронита марки ТП-1 или асбестовой равнопрочной бумаги марки АРБ-3.
3.2.29. Перед установкой прокладок во фланцевое соединение следует еще раз убедиться в чистоте зеркал фланцев и в соответствии выступа и впадины у воротниковых фланцев. При этом зазор между выступом и впадиной не должен превышать 0,5 мм.
3.2.30. Стальные зубчатые прокладки следует притереть по плите с двух сторон для притупления их гребешков на 0,2-0,3 мм.
Выступы гофрированной прокладки должны лежать в одной плоскости. При проверке на краску на всех выступах должны получаться равномерные отпечатки краски.
3.2.31. Как металлические зубчатые, так и паронитовые прокладки перед установкой необходимо натереть с обеих сторон серебристым чешуйчатым графитом, разведенным в воде. Это предохранит прокладки от прилипания к уплотнительным поверхностям фланцев во время работы трубопровода и облегчит выемку их при разборке фланцевого соединения.
3.2.32. При установке прокладок во фланцевое соединение смонтированного трубопровода или при замене прокладок необходимо соблюдать следующие условия: участок трубопровода должен быть обезвожен или обеспарен через открытые дренажи при открытых воздушниках; вблизи разбалчиваемого фланцевого соединения участок трубопровода необходимо дополнительно закрепить, чтобы его концы не опускались и в трубопроводе не возникали дополнительные напряжения при разбалчивании; следует принять меры предосторожности при выемке металлических прокладок, чтобы избежать свободное выпадание их; запрещается применять для раздвижки фланцев зубила и клинья.
Крепежные детали
3.2.33. Крепежные детали для фланцевых соединений, опор и подвесок поставляются в виде болтов и шпилек. Шпильки изготовляются двухсторонними, предназначены они для фланцевых соединений на ![]() 40 кгс/см
40 кгс/см![]() , при температурах от 425 до 650 °С.
, при температурах от 425 до 650 °С.
Болты применяются для фланцевых соединений, работающих при параметрах среды ![]() 25 кгс/см
25 кгс/см![]() и
и ![]() до 400 °С.
до 400 °С.
3.2.34. Качество металла, из которого изготовлены шпильки, болты и гайки, должно соответствовать указаниям чертежей или МВН и проверяться по сертификату.
Материал для крепежных деталей приведен в табл.15.
Таблица 15
|
Марка стали |
ГОСТ или ТУ на сталь |
Предельные параметры | |||
|
болты и шпильки |
гайки | ||||
|
темпе- |
условное давление, кгс/см |
темпе- |
условное давление, кгс/см | ||
|
ВСт.3сп5 |
ГОСТ 380-71* |
350 |
16 |
350 |
25 |
|
20 |
ГОСТ 1050-74 |
350 |
25 |
- |
- |
|
25 |
ГОСТ 1050-74 |
350 |
25 |
- |
- |
|
20, 25 |
ГОСТ 1050-74 |
400 |
16 |
400 |
100 |
|
30, 35, 40 |
ГОСТ 1050-74 |
420 |
100 |
420 |
200 |
|
35Х, 40Х |
425 |
200 |
450 |
200 | |
|
30ХМ, 30ХМА, 35ХМ |
450 |
Не ограничено |
530 |
Не ограничено | |
|
25Х1МФ (ЭИ-10) |
500 |
То же |
540 |
То же | |
|
25Х2М1Ф (ЭИ-723) |
540 |
" |
545 |
" | |
|
2Х12ВМБФР (ЭИ-993) |
565 |
" |
565 |
" | |
|
20ХМФБР (ЭП-44) |
ЧМТУ/ЦНИИЧМ 744-62 с изменением N 2 |
580 |
" |
565 |
" |
|
20Х1М1Ф1ТР (ЭП-182) |
ЧМТУ/ЦНИИЧМ 869-63 |
580 |
" |
580 |
" |
|
ХН35ВТ (ЭИ-612) |
650 |
" |
650 |
" | |
Примечание. Крепежные детали трубопроводов диаметром 150 мм и более с давлением 140 кгс/см![]() и более, температурой выше 540 °С должны подвергаться на заводе-изготовителе 100%-ному контролю ультразвуком и цветной дефектоскопией.
и более, температурой выше 540 °С должны подвергаться на заводе-изготовителе 100%-ному контролю ультразвуком и цветной дефектоскопией.
3.2.35. Болты с шестигранной головкой изготовляются по ГОСТ 7798-70*, а шестигранные гайки - по ГОСТ 5915-70*.
Резьба болтов, шпилек и гаек должна быть метрическая основная с допусками по 3-му классу точности для нормальной точности и по классу 2 и 2а для повышенной точности. Резьба может быть проверена предельным резьбовым калибром.
3.2.36. При приемке крепежных деталей их осматривают визуально и проверяют маркировку 1% от каждой поступившей партии шпилек и гаек, но не менее 35 шт. Если среди отобранных шпилек или гаек будет обнаружено более 3%, имеющих отступления от требований, партия бракуется.
3.2.37. На наружной поверхности крепежных деталей не допускаются трещины, закаты, плены, песочины, волосовины и надрубы, а также несмываемая ржавчина; резьба должна быть чистой, без вмятин и заусенцев, препятствующих навинчиванию гайки на болт или шпильку. Незначительное местное выкрошивание резьбы допускается на одном витке в начале и на одном витке в конце нарезки.
3.2.38. Крепежные детали должны поставляться по размерам и маркам сталей, из которых они изготовлены, смазанными антикоррозионной смазкой, маслом или тавотом, упакованными в ящики, бочки, картонные коробки или в бумажные пакеты.
3.2.39. Чистые шпильки и гайки, предназначенные для трубопроводов высокого и сверхвысокого давления, должны быть замаркированы. В маркировке указывается диаметр метрической резьбы и материал, из которого изготовлен крепеж, маркировка выбивается у шпильки на одном из ее торцов, у гайки на верхней торцовой поверхности.
Для шпилек и гаек малых размеров маркировка выносится на бирке, прикрепленной к связке крепежных деталей.
3.2.40. Шпильки из легированных сталей изготовляются по ГОСТ 9066-75 типа Б и имеют отличительные особенности (рис.25). Шпильки, изготовленные методом накатки из стали марки 35Х, не имеют цилиндрического окончания, из стали марки 25Х1МФ (ЭИ-10) имеют цилиндрическое окончание; из стали марки ХН35ВТ (ЭИ-612) имеют цилиндрическое окончание с выбитой маркировкой "ХН". Шпильки, изготовленные методом нарезки из стали марки 20ХМФБР (ЭП-44), имеют цилиндрическое окончание с риской глубиной 0,5 мм.
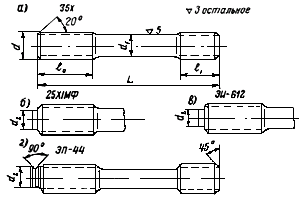
Рис.25. Шпильки для фланцевых соединений высокого давления и для арматуры
а - сталь марки 35Х; б - сталь марки 25Х1МФ;
в - сталь марки ЭИ-612; г - сталь марки ЭП-44.
3.2.41. Маркировка гаек из легированных сталей следующая: гайки из стали марок 35 и 35Х не маркируются; из стали марки 30ХМА размерами от M10 до М24 имеют риску на ребре, размерами от М30 до М52 имеют риску на торце; из стали марки 25Х1МФ размером от M10 до М24 имеют две риски на ребре, размерами от М30 до М52 имеют две риски на торце.
3.2.42. Допускается следующая кривизна стержня шпилек:
|
Длина шпильки, мм |
Кривизна стержня, мм (не свыше) |
|
200 |
0,5 |
|
200-400 |
1,0 |
|
Более 400 |
1,5 |
Чистота поверхности обработанных торцовых плоскостей гаек должна соответствовать требованиям ГОСТ или нормалей; на гранях гаек допускаются местные обгорания и срезы металла, если они не выводят размеры гаек за пределы допускаемых отклонений.
3.2.43. Необходимо, чтобы установка крепежа во фланцевом соединении была комплектной, все гайки располагались с одной стороны фланца; конец болта не выступал из гайки больше чем на половину диаметра болта. Затяжку болтов или шпилек на фланцевых соединениях с паронитовыми прокладками производят нормальными ключами. Во избежание перекоса и перетяжки диаметрально противоположные болты и шпильки следует затягивать попарно и обходить весь фланец по крестообразному расположению болтов или шпилек. Это особенно важно при металлических прокладках.
3.2.44. Во фланцевых соединениях трубопроводов высокого давления (![]() свыше 100 кгс/см
свыше 100 кгс/см![]() ) равномерность и величина затяжки шпилек контролируются путем наблюдения за удлинением шпилек в холодном состоянии. Для этого перед установкой длину каждой шпильки измеряют микрометром с точностью до 0,01 мм, потом шпильку нумеруют. Затяжка шпилек производится сначала с применением нормальных ключей с проверкой перекоса во фланцевом соединении. Затем при помощи ключа с рычагом подтягивают гайки при обходе их вкруговую несколько раз и при этом измеряют удлинение шпильки микрометрической скобой. Величина удлинения шпильки при затяжке, измеренная микрометрической скобой, характеризует величину и равномерность затяжки.
) равномерность и величина затяжки шпилек контролируются путем наблюдения за удлинением шпилек в холодном состоянии. Для этого перед установкой длину каждой шпильки измеряют микрометром с точностью до 0,01 мм, потом шпильку нумеруют. Затяжка шпилек производится сначала с применением нормальных ключей с проверкой перекоса во фланцевом соединении. Затем при помощи ключа с рычагом подтягивают гайки при обходе их вкруговую несколько раз и при этом измеряют удлинение шпильки микрометрической скобой. Величина удлинения шпильки при затяжке, измеренная микрометрической скобой, характеризует величину и равномерность затяжки.
Микрометрическая скоба может быть использована для шпилек с открытыми концами (доступными для замера).
3.2.45. Удлинение "глухих" шпилек, концы которых недоступны, например шпилек на крышке арматуры высокого и сверхвысокого давления, и величина их затяжки могут определяться путем измерения деформации контрольных шпилек при помощи индикатора с пределом измерений до 10 мм и с ценой деления 0,01 мм.
Контрольные шпильки, отличающиеся от обычных наличием ввернутого в их торцы цилиндрического стержня, устанавливаются в количестве не менее трех на каждом фланцевом соединении.
Удлинение контрольной шпильки определяется как разность двух показаний индикатора - до и после затяжки.
3.2.46. Рекомендуемое напряжение при затяжке шпилек составляет 25 кгс/мм![]() . Упругое удлинение, возникающее в шпильке при этом напряжении, вычисляется по формуле
. Упругое удлинение, возникающее в шпильке при этом напряжении, вычисляется по формуле
![]() , (6)
, (6)
где ![]() =25 кгс/мм
=25 кгс/мм![]() - напряжение в шпильке;
- напряжение в шпильке;
![]() =2,1·10
=2,1·10![]() - модуль упругости стали;
- модуль упругости стали;
упругая деформация шпильки составит
![]() , мм, (7)
, мм, (7)
где ![]() - длина шпильки, определяемая по формуле,
- длина шпильки, определяемая по формуле,
![]() , (8)
, (8)
где ![]() - расстояние между опорными поверхностями гаек, мм;
- расстояние между опорными поверхностями гаек, мм;
![]() - высота гайки.
- высота гайки.
4.1. Разбивка трубопроводов на монтажные блоки и их сборка
4.1.1. Основной метод монтажа трубопроводов всех параметров - блочный, поэтому целесообразность расчленения каждой трассы трубопровода на блоки должна предусматриваться компоновкой и трассировкой трубопроводов, гарантирующих высокое качество монтажа трубопровода и надежность его работы.
4.1.2. Разбивку трубопроводов на монтажные блоки следует производить с учетом технологической последовательности монтажа, расположения трубопровода относительно оборудования и строительных конструкций и наличия грузоподъемных средств, предусмотренных ППР и технологическими картами.
4.1.3. В состав монтажных блоков включаются заводские поставочные блоки, арматура, опоры. Монтажные блоки могут состоять из оборудования, обвязанного трубопроводами (насосы, деаэраторы, подогреватели, РОУ и др.), а также из металлоконструкций, оборудования и трубопроводов (например, элементы каркаса регенерации или площадка вокруг турбины, мелкие насосы и трубопроводы).
4.1.4. При разбивке трубопроводов на блоки необходимо руководствоваться следующими указаниями: все стыки на вертикальных участках трубопроводов должны быть собраны и сварены на сборочной площадке в условиях, удобных для выполнения этой работы.
Замыкающие стыки трубопровода должны располагаться на горизонтальных участках, но не вблизи арматуры, тройников и коллекторов, в местах, удобных для их сборки и сварки.
Монтажные стыки между блоками трубопровода не должны находиться в тесных и неудобных местах для сварки и последующих осмотров стыков.
4.1.5. Длина прямого участка между сварными швами двух соседних гибов или крутоизогнутых колен, а также между сварными швами при вварке вставок должна быть не менее 200 мм при условном проходе трубы 150 мм и выше и не менее 100 мм при условном проходе до 150 мм.
Допускается сварка крутоизогнутых колен без прямого участка между ними.
Расстояние сварного шва от начала гиба должно быть не менее наружного диаметра трубы, но не менее 100 мм. Это указание не относится к крутоизогнутым отводам.
4.1.6. В отдельных случаях, если подача крупных монтажных блоков со сборочной площадки к месту монтажа затруднена, заводские блоки могут доукрупняться непосредственно на проектной отметке.
4.1.7. Трубопроводы, на монтаж которых разработаны технологические карты, следует собирать и монтировать строго придерживаясь указанной в них технологии.
4.1.8. Внутренние и наружные поверхности деталей перед сборкой должны быть очищены от грата и грязи.
4.1.9. Сборку блоков трубопроводов как высокого, так и низкого давления следует производить на специальных стендах с поворотными каретками, позволяющими осуществлять сборку не только плоских, но и пространственных блоков, поворачивая каретку под углом, соответствующим проектному, и изменяя высотное положение деталей при помощи имеющегося у каретки домкратного устройства.
4.1.10. До начала работ по сборке следует проверить гидроуровнем горизонтальность положения плазов, козел и стендов в продольном и поперечном направлениях, уклон их рабочих поверхностей не должен превышать 5 мм на 1 м; отклонения от проектных размеров по высоте и габаритам не должны превышать +10 мм.
4.1.11. При сборке стыков трубопроводов с толщиной стенки 25 мм и более на козлах необходимо устанавливать временные, скользящие или катковые опоры или подвески по обе стороны стыка на расстоянии, обеспечивающем соосность труб и разгрузку стыка при сварке и термообработке, а также исключающем провисание труб. Опоры не должны препятствовать свободному продольному перемещению труб в процессе сварки.
4.1.12. При сборке в блоки трубопроводов высокого давления на временных опорах, в случае включения в них арматуры или литых фасонных деталей, для последних должны быть предусмотрены дополнительные опоры под корпус, а при горизонтальном положении шпинделя арматуры - и под ее головку.
4.1.13. Сборку блоков паропроводов из высоколегированной стали аустенитного класса необходимо производить на поворотных подвижных каретках или пружинных подвесках, укрепленных на треногах или на специальных конструкциях. Арматура должна подвешиваться за патрубок.
4.1.14. При подгонке стыков труб из высоколегированных сталей аустенитного класса не допускаются удары и другие механические воздействия, вызывающие наклеп в трубах. Трубы следует собирать на плазах с подвижными каретками и стяжными хомутами.
4.1.15. Правильность установки тройников при сборке монтажных блоков необходимо проверять по отвесу или по уровню, в зависимости от расположения патрубка.
4.1.16. Во время сборки блока затвор арматуры должен быть плотно закрыт, а в процессе сварки - открыт на три-четыре оборота.
4.1.17. Перед стыковкой труб диаметром 377, 426, 465, 530 и 630 мм с толщиной стенки до 20 мм из стали 12Х1МФ и 15ГС, предназначенных для трубопроводов холодного и горячего промперегрева, следует проверить овальность их концов, которая должна находиться в пределах, указанных в прил.5.
4.1.18. В случае превышения допусков следует измерить штангенциркулем внутренний диаметр концов труб с целью установления большей и меньшей оси овала на каждой трубе, с отметкой их мелом. Правку концов следует выполнять при помощи специального разъемного винтового люнета конструкции Белгородского котлостроительного завода (рис.26), надетого на конец трубы, путем сжатия ее винтами в направлении большой оси овала.
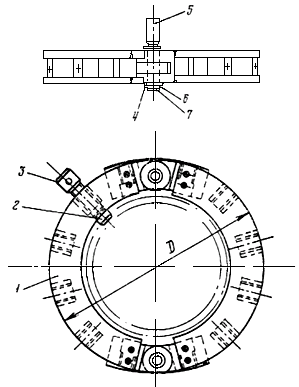
Рис.26. Люнет
1 - полукольцо; 2 - пята; 3 - винт; 4 - шайба; 5 - штырь; 6 - шплинт 5х50; 7 - ось шарнирная.
Устранение овальности контролируется периодическими замерами внутреннего диаметра конца трубы. Правка выполняется без подогрева. Сборка стыка труб может быть осуществлена до снятия люнета, при этом люнет используется как хомутовое приспособление для сборки стыка. Люнет может быть снят после сварки корневого шва или после окончательной заварки стыка.
4.1.19. Устранить овальность тонкостенных труб из малоуглеродистой стали можно при помощи домкрата, поочередно подогревая каждый конец трубы по всей окружности горелками. После выпрямления овальности домкрат необходимо немедленно удалить из трубы, чтобы при ее остывании его не зажало и не сломало.
4.1.20. При стыковке линзовых компенсаторов с деталями из электросварных труб переход по внутреннему диаметру от тонкого элемента к толстому выполняется под углом до 45°, при этом сварной шов должен быть двухсторонним (рис.27).
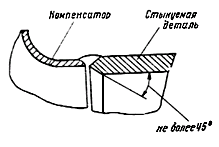
Рис.27. Стык линзового компенсатора с трубой
4.1.21. При сборке в блоки сварных труб, обечаек и деталей с продольными швами следует обеспечить смещение швов относительно друг друга (в шахматном порядке) на величину не менее трехкратной толщины более толстого элемента, но не менее чем на 100 мм. Сборку следует производить так, чтобы продольные швы были доступны для осмотра.
4.1.22. При вварке в трубы или обечайки с продольными швами ответвлений расстояние между швами труб или обечаек и угловым швом или швом накладки должно быть не менее трехкратной толщины более толстого элемента и не менее 100 мм.
4.1.23. В отдельных случаях допускается располагать продольные швы труб, обечаек и деталей по одной оси, при наличии двухстороннего продольного шва обязателен контроль места стыка двух продольных швов ультразвуковой дефектоскопией и рентгеноскопией.
4.2. Приемка собранных блоков
4.2.1. Собранные монтажные блоки трубопроводов должны быть приняты мастером, проверившим соответствие их рабочим чертежам по размерам и конфигурации.
4.2.2. При проверке геометрических размеров блоков отклонение расстояния между торцами крайних деталей блока из труб углеродистой или низколегированной стали или между их осями для блока длиной до 3 м допускается ±5 мм; на каждый последующий метр увеличения габаритного размера - дополнительно ±2 мм. Общее отклонение не должно превышать ±15 мм.
Отклонение расстояния между торцами крайних деталей блока из труб легированных и высоколегированных сталей допускается 1 мм на 1 пог. м длины, но не более 8 мм на весь размер.
Для блоков трубопроводов ![]() <22 кгс/см
<22 кгс/см![]()
![]() отклонение фактической длины блока от проектной не должно превышать 5 мм при длине блока до 1 м и 2 мм на каждый последующий метр длины блока, но не более 20 мм в общей сумме.
отклонение фактической длины блока от проектной не должно превышать 5 мм при длине блока до 1 м и 2 мм на каждый последующий метр длины блока, но не более 20 мм в общей сумме.
4.2.3. Отклонение оси блока от проектного положения и выход из плоскости стыкуемых деталей допускаются не более 0,5% длины блока как прямого, так и имеющего гнутые детали (рис.28).
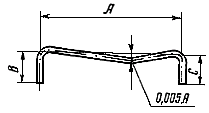
Рис.28. Допускаемые отклонения оси трубопроводного блока от проектного положения
4.2.4. Разворот плоскости двух соседних штуцеров (тройников), вваренных в блоки, допускается до 1°.
4.2.5. Расстояние между осями двух приварных смежных штуцеров должно быть: для трубопроводов ![]() 64-400 и
64-400 и ![]() 255 кгс/см
255 кгс/см![]() не менее 200 мм плюс полусумма наружных диаметров штуцеров, а допускаемое отклонение от этого размера не должно превышать 3 мм.
не менее 200 мм плюс полусумма наружных диаметров штуцеров, а допускаемое отклонение от этого размера не должно превышать 3 мм.
Допуск на расстояние от штуцера до торца трубы не должен превышать ±10 мм.
4.2.6. Для трубопроводов ![]() <22 кгс/см
<22 кгс/см![]() допускаемое отклонение расстояния между осями двух приварных штуцеров, а также расстояния от оси крайнего штуцера до торца трубы не должно быть более 6 мм.
допускаемое отклонение расстояния между осями двух приварных штуцеров, а также расстояния от оси крайнего штуцера до торца трубы не должно быть более 6 мм.
4.2.7. Допускаемые отклонения на угол поворота сварных секторных отводов не должны превышать ±0,5° независимо от величины угла поворота (рис.29).
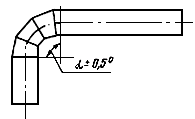
Рис.29. Допускаемое отклонение углов секторных отводов
4.2.8. Смещение вертикальной оси арматуры от проектного положения не должно превышать ±0,5°.
4.2.9. Собранные монтажные блоки трубопровода должны быть замаркированы в соответствии с проектом путем нанесения маркировки цветной краской на обоих концах блока на расстоянии 200-300 мм от конца.
4.3. Подготовка блоков трубопроводов к сдаче для тепловой изоляции
4.3.1. Все элементы трубопроводов с температурой наружной поверхности стенки выше 45 °С, находящиеся в помещении, и с температурой выше 60 °С, расположенные вне помещения, должны быть покрыты тепловой изоляцией, температура наружной поверхности которой не должна превышать следующих величин: для объектов с температурой теплоносителя до 500 °С включительно +45 °С, для объектов с температурой теплоносителя выше 500 °С +48 °С, для объектов, расположенных на открытом воздухе, +60 °С.
4.3.2. Теплоизоляционные работы должны производиться персоналом специализированной организации в соответствии с главой СНиП III-B.10-62 "Теплоизоляция, правила производства и приемки работ" и "Инструкцией по выполнению тепловой изоляции тепломеханического оборудования электростанций".
4.3.3. Наружная поверхность труб и фасонных деталей, включенных в блоки, должна быть высушена, очищена от ржавчины, пыли, грязи, наледи и масляных пятен.
Поверхности, подлежащие изоляции методом напыления, очищают также от окалины и смывают растворителем защитную краску.
Очистку поверхностей следует производить ручными или электрическими щетками и затем протирать их концами и тряпками.
Поверхности для напыления изоляции протирают уайт-спиритом или 10%-ным раствором каустической соды.
4.3.4. Работы по тепловой изоляции трубопроводов должны частично выполняться на сборочной площадке, при этом объем работ устанавливается проектом производства теплоизоляционных работ. Разрешается наносить тепловую изоляцию на трубопровод, изготовленный из бесшовных труб, до проведения его гидравлического испытания при условии положительных результатов 100%-ного контроля элементов методами УЗК дефектоскопии. Указанные данные должны содержаться в заводских сертификатах.
Трубопроводы из сварных труб должны подвергаться изоляции после проведения гидравлического испытания.
4.3.5. Сварные стыки, фланцевые соединения, линзовые компенсаторы и места приварки реперов для замера ползучести на трубопроводах из бесшовных труб изолировать не нужно, чтобы возможно было их осмотреть при гидравлическом испытании смонтированного трубопровода.
На паропроводах в местах расположения контрольных участков и мест измерения ползучести металла должны быть установлены съемные участки изоляции.
4.3.6. Необходимо собранные на укрупнительно-сборочной площадке блоки трубопроводов, подлежащие домонтажной тепловой изоляции, устанавливать на подкладки высотой не менее 0,5 м от уровня земли; обеспечить к ним свободный доступ; надежно закрепить блоки трубопроводов; обеспечить их минимальную кантовку при нанесении тепловой изоляции.
4.3.7. Детали крепления тепловой изоляции и разгрузочные пояса для нее, предусмотренные проектом тепловой изоляции, должны быть установлены и приварены на сборочной площадке до начала работ по тепловой изоляции трубопроводов. Одновременно подлежат приварке строповочные петли и при необходимости дополнительные устройства, обеспечивающие жесткость конструкции, в целях предотвращения повреждения изоляции при транспортировке и монтаже блоков.
4.3.8. Блоки трубопроводов, подготовленные для нанесения тепловой изоляции, должны быть сданы монтажной организацией организации, выполняющей тепловую изоляцию, с записью в монтажном журнале.
4.3.9. Сдача смонтированного трубопровода для тепловой изоляции должна производиться только после его конструктивной приемки после монтажа.
4.3.10. Трубопроводы, расположенные в проходных и непроходных каналах, а также в лотках, должны изолироваться до их перекрытия.
4.3.11. При транспортировке блоков и подъеме их на проектную отметку с заранее нанесенной изоляцией должны быть приняты меры, обеспечивающие защиту изоляции от повреждения.
4.4. Изготовление деталей трубопроводов из прямых труб,
гнутье и подгибка труб
4.4.1. На монтажной площадке изготовляются участки, блоки, детали, элементы трубопроводов диаметром до 40-76 мм, предназначенные для работы на ![]() <22 кгс/см
<22 кгс/см![]() , а также
, а также ![]() >22 кгс/см
>22 кгс/см![]() , до организации поставки их заводами Министерства тяжелого, энергетического и транспортного машиностроения готовыми деталями.
, до организации поставки их заводами Министерства тяжелого, энергетического и транспортного машиностроения готовыми деталями.
В объем работ по изготовлению этих трубопроводов входят гнутье труб, обрезка труб и подготовка кромок для стыковки и сварки, изготовление креплений трубопровода.
4.4.2. При изготовлении деталей трубопроводов малых диаметров должны выполняться указания по обрезке концов, подготовке фасок для сварки и сборки стыковых соединений, приведенные в разделе 1 гл.3 данной Инструкции.
4.4.3. Гнутье отводов из труб малых диаметров всех марок сталей следует производить холодным способом на станке с дорном или вручную на специальных гибочных роликах. При этом радиус гиба не должен быть менее четырех наружных диаметров трубы (![]() ).
).
Рекомендуемые радиусы гиба для труб различных диаметров в соответствии с ОСТ 34.207-73 для ![]() 40 и ОСТ 24.321.04 для
40 и ОСТ 24.321.04 для ![]() 100-400 приведены в табл.16.
100-400 приведены в табл.16.
Таблица 16
|
|
| ||
|
наружный диаметр трубы, мм |
радиус гиба, мм |
наружный диаметр трубы, мм |
радиус гиба, мм |
|
14-25 |
100 |
16 |
100 |
|
32-38 |
150 |
28 |
150 |
|
45 |
200 |
57-76 |
300 |
|
57-76 |
300 |
- |
- |
4.4.4. Для изготовления гнутых отводов следует применять трубы с плюсовым допуском по толщине стенок во избежание утонения стенки трубы при ее гнутье, превышающего допуск.
4.4.5. Перед гнутьем трубы необходимо произвести ее разметку при помощи стальной рулетки, нанести прямой участок от конца трубы до начала гиба, отметив начало гиба мелом или краской, затем отмерить длину гнутой части, определяемую по формуле
![]() , (9)
, (9)
где ![]() - длина участка, подлежащего гнутью, мм;
- длина участка, подлежащего гнутью, мм;
![]() - угол загиба трубы, град.;
- угол загиба трубы, град.;
![]() - радиус загиба трубы, мм.
- радиус загиба трубы, мм.
4.4.6. При гнутье на станке с помощью дорна последний, а также и направляющий желоб должны быть смазаны густой смазкой во избежание появления задиров на поверхности трубы и перегрузки станка. Дорн в процессе гнутья должен находиться в сечении изгиба трубы, что предохранит ее от образования овальности. Между дорном и трубой должен быть зазор, величина которого зависит от диаметра трубы.
|
Диаметр труб, мм |
Зазор, мм |
|
От 20 до 22 |
1 |
|
От 23 до 45 |
1,5 |
|
От 46 до 60 |
2,0 |
|
Свыше 61 |
2,5 |
Правильность гиба должна быть проверена шаблоном.
После гнутья необходимо тщательно очистить трубу изнутри от остатков смазки тряпками на проволоке или на цепи и продуть сжатым воздухом с водой.
4.4.7. В монтажных условиях допускается подгибка труб, если требуемый угол подгибки не превышает 15° для углеродистых сталей и 10° для хромомолибденовых и хромомолибденованадиевых сталей.
4.4.8. Подгибка труб из углеродистых низколегированных сталей марок 15ГС и 16ГС с толщиной стенки до 20 мм может производиться в холодном состоянии, а с толщиной стенки свыше 20 мм - обязательно с нагревом места подгибки до температуры 650-680 °С и с контролем температуры термопарой или термокарандашами, с последующим медленным охлаждением места нагрева в асбестовой манжете без последующей термообработки.
4.4.9. Подгибка труб из легированных, хромомолибденовых и хромомолибденованадиевых сталей независимо от толщины стенки труб должна производиться также с подогревом места подгибки до температуры 710-740 °С с медленным охлаждением в асбестовой манжете и без последующей термообработки.
4.4.10. Подгибка труб с толщиной стенки до 10 мм из высоколегированных сталей может быть допущена в виде исключения на величину угла не более 15°. Подгибка должна осуществляться, как правило, только в холодном состоянии без последующей термообработки.
4.4.11. Нагрев труб для подгибки следует производить при помощи переносных муфельных электропечей, индукторов или кольцевыми газовыми горелками, а труб малых диаметров (ниже 100 мм) - газовыми горелками таким образом, чтобы обеспечить равномерный нагрев места подгибки по всей окружности трубы. Целесообразно применять асбестовые манжеты.
Температура нагрева должна контролироваться теми же средствами, что и при термообработке сварных стыков. Подгибку труб как в горячем, так и в холодном состоянии следует производить при помощи ручной лебедки.
4.4.12. При выполнении подгибки труб на укрупнительной площадке в процессе сборки монтажных блоков следует учитывать направление уклона, с которым должен монтироваться данный трубопровод.
Если величина подгибки не превышает 5°, то допускается вместо нее производить исправление направления деталей трубопровода за счет подгонки сварного соединения. При этом должен сохраняться непрерывный уклон трубопровода.
5.1. Приемка строительных конструкций под опоры трубопроводов
5.1.1. До начала монтажа трубопроводов должно быть закончено сооружение всех строительных конструкций, связанных с прокладкой трубопроводов, установка всех закладных частей, устройство проемов в железобетонных конструкциях зданий для прокладки внутренних трубопроводов, а также эстакад, каналов, траншей для прокладки наружных трубопроводов.
5.1.2. Строительные конструкции, металлические закладные части в них и отверстия для прохода труб через перекрытия и стены должны быть приняты монтажной организацией после проверки соответствия их проекту по расположению размеров и высотных отметок, обеспечивающих проектные уклоны трубопровода.
5.1.3. Высотные отметки опорных металлоконструкций и кронштейнов для установки опор не должны отклоняться от проектных более чем на 10 мм. При наличии отклонений следует под опоры трубопровода установить стальные подкладки соответствующей толщины.
Высотные отметки бетонных конструкций под скользящие и направляющие опоры должны быть выполнены на 50 мм ниже проектных для последующей подливки после установки плит.
5.1.4. Отклонение положения в плане железобетонных и металлических конструкций от проектного как для внутренних, так и для наружных трубопроводов допускается ±10 мм.
5.1.5. Поверхность железобетонных эстакад или мачт для наружных трубопроводов должна быть оштукатурена или затерта; металлические детали или элементы, выступающие из железобетонных конструкций (кронштейны, площадки и лестницы для обслуживания), очищены от ржавчины и окрашены; деревянные конструкции пропитаны антисептическим составом и окрашены огнеупорной краской (марки состава и красок должны быть указаны в проекте).
5.1.6. Проходные каналы должны быть оборудованы электрическим освещением напряжением 36 В и иметь пол с уклоном, обеспечивающим отвод воды.
5.1.7. Дно траншей и непроходных каналов должно быть равномерно уплотнено, углубления и неровности засыпаны песком и утрамбованы.
5.1.8. Отверстия в перекрытиях или в стенах в процессе монтажа выполняет строительная организация.
5.1.9. Все монтажные проемы как временные, так и постоянные, предназначенные для подъема блоков и деталей трубопроводов на проектные отметки, должны иметь ограждение из двух рядов прута круглого сечения, прикрепленного к стойкам высотой 1000 мм, и бортовой полосы высотой 150 мм.
5.1.10. По окончании приемки строительных конструкций для прокладки трубопроводов строительная организация составляет акт. Нагружать конструкции трубопроводами можно только с разрешения строительной организации.
5.2. Разметка трассы и установка опор и подвесок
5.2.1. Разметка трассы трубопровода должна выполняться по рабочим чертежам данного узла трубопровода с замерами расстояний между строительными конструкциями и установленным оборудованием, к которому присоединяется трубопровод. Замеры, снятые с натуры, необходимо сверить с проектом и фактическими размерами собранных блоков.
5.2.2. Ось трубопровода и направление уклона трассы наносятся при помощи нивелира или гидроуровня на колонны или другие конструкции здания, вблизи которых трубопровод будет проложен. Высотные отметки необходимо замерять не от перекрытий, а от реперов, нанесенных или выставленных при сооружении строительных конструкций здания. Обычно реперы размещаются на 1 м выше отметки перекрытия.
При пользовании шланговым уровнем не следует допускать перегиба шланга во избежание искажения показаний уровня.
Отметка оси трубопровода наносится на конструкции здания красной чертой.
5.2.3. При разметке трассы необходимо соблюдать ее уклон, величина и направление которого указываются в рабочих чертежах трубопровода. Уклон паропровода обычно направлен в сторону движения пара, что обеспечивает сток и удаление конденсата.
Уклон трубопровода, транспортирующего воду, направлен в сторону, обратную движению воды, для обеспечения удаления воздуха, могущего вызвать образование воздушных мешков и гидравлические удары в трубопроводе.
Во избежание образования застойных участков в трубопроводах высокого давления (![]() 100 кгс/см
100 кгс/см![]() ) уменьшение величины уклона от проектной допускается не более 1 мм на 1 м длины трубопровода.
) уменьшение величины уклона от проектной допускается не более 1 мм на 1 м длины трубопровода.
5.2.4. От ближайшего строительного репера при помощи гидравлического уровня наносят отметку оси трубопровода на колонну, к которой будут крепиться опоры под трубопровод; затем отметку переносят на следующую колонну и так далее. От нанесенных отметок оси трубопровода отмеряют указанное в чертеже расстояние до подошвы опоры (до кронштейна), после чего могут быть установлены опорные конструкции под опоры. Затем их выверяют и закрепляют.
5.2.5. Вынесенная на строительные конструкции проектная ось трубопровода фиксируется установкой реперов (рис.30), которые служат для контроля смещения оси трубопровода в холодном состоянии при последующих операциях по регулировке опор.
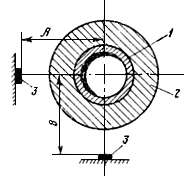
Рис.30. Репер для фиксации проектной оси трубопровода
1 - паропровод; 2 - изоляция; 3 - репер.
5.2.6. Поступившие для монтажа опоры и подвески, а также их опорные металлоконструкции должны быть до установки скомплектованы по узлам трубопровода, пружинные опоры и подвески оснащены пружинами, предварительно затянутыми на соответствующую величину, указанную в чертеже, и закрепленными стяжками.
5.2.7. Подвесные металлические балки для подвесок трубопроводов, крепящиеся к железобетонным ригелям или распоркам, должны устанавливаться с зазором величиной от 5 до 15 мм между металлической балкой и железобетонной конструкцией (рис.31).
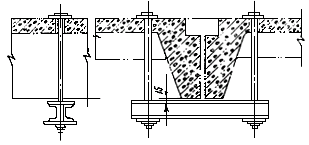
Рис.31. Установка подвесной балки
Металлические подвесные балки выверяют, а затем к ним приваривают тягу с накладкой.
5.2.8. Консоли для подвесок трубопровода должны быть плотно прижаты к железобетонной балке и распорке.
5.2.9. Во избежание ослабления болтов и шпилек, служащих для крепления подвесных металлических балок и консолей к строительным конструкциям, их резьбу, выходящую за гайки, следует закернить.
5.2.10. При креплении опорных кронштейнов или швеллеров опорных металлоконструкций непосредственно к железобетонным колоннам, не имеющим закладных частей, в местах их прилегания, а также в местах прохода шпилек должен отсутствовать слой штукатурки. Это увеличивает трение между металлом и бетоном и препятствует сползанию кронштейнов под действием массы труб.
При наличии у железобетонных колонн закладных частей в виде обрамляющих уголков кронштейны или другие металлоконструкции под опоры трубопроводов должны привариваться к этим уголкам.
Кронштейны или консоли на самозаклинивающихся болтах должны быть плотно прижаты к колоннам; допуск на диаметр отверстия под самозаклинивающиеся болты не должен превышать ±0,5 мм, а под шпильки ±1,0 мм.
5.2.11. Опорные металлоконструкции под собственно опоры и подвески трубопроводов, которые крепятся к строительным конструкциям здания (колоннам, ригелям, распоркам и перекрытиям), должны быть установлены и выверены непосредственно по окончании разметки трассы; сами опоры должны устанавливаться на выверенные металлоконструкции.
5.2.12. Конструкции крепления подвесок трубопроводов к перекрытиям - тяги с ушком - должны быть установлены до заливки швов между плитами перекрытия и до устройства чистого пола.
5.2.13. Тщательная установка опор и подвесок обеспечивает правильное положение трубопровода при монтаже и упрощает выверку трубопровода.
5.2.14. После закрепления опорных кронштейнов на них должны быть намечены места установки опор, отложено расстояние от оси колонны до оси трубы. Середина опоры должна совпадать с осью трубы, обозначенной на кронштейне.
5.2.15. Тяги подвесок трубопроводов, не имеющих тепловых перемещений, должны быть установлены отвесно; тяги подвесок трубопроводов, имеющих тепловые перемещения, должны быть установлены с наклоном, равным половине величины теплового перемещения. Наклон тяги должен быть в сторону, обратную направлению теплового перемещения трубопровода (рис.32).
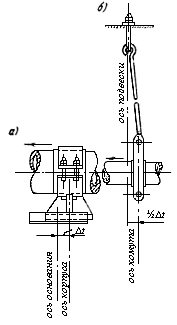
Рис.32. Установка тяг подвесок и корпусов скользящих опор
а - скользящая опора; б - тяга подвески.
5.2.16. При установке скользящей опоры рабочая ее поверхность должна быть параллельна оси трубы, а также давать возможность поперечного ее смещения в результате теплового расширения. Корпус опоры должен быть сдвинут на величину теплового перемещения трубопровода по отношению к плите опоры в сторону, обратную его направлению, опора должна всей плоскостью лежать на рабочей поверхности плиты.
Скользящие поверхности подвижных опор, катки и шариковые обоймы должны быть натерты графитом для уменьшения трения.
5.2.17. При монтаже неподвижных хомутовых опор они устанавливаются по торцовым плоскостям корпуса симметрично продольной стенке корпуса и привариваются к трубе.
5.2.18. Направляющие плиты хомутовых скользящих направляющих опор привариваются к опорной (несущей) металлоконструкции прерывистым швом длиной не менее 100 мм.
5.3. Подъем, установка и выверка блоков
5.3.1. Перед подъемом блоков необходимо проверить законченность сборочных и сварочных работ, установку на них мелких деталей, предусмотренных проектом, и наметить места расположения опор и подвесок. Это облегчает установку блока сразу в проектное положение.
5.3.2. Перед строповкой, если концы труб блока не закрыты деревянными пробками, следует проверить чистоту внутренней поверхности труб, при обнаружении в них грязи и посторонних предметов - очистить.
Перемещать и поднимать блок или конструкцию с намерзшей землей или снегом нельзя.
5.3.3. Строповка блоков, на монтаж которых разработаны технологические карты, должна соответствовать им. При отсутствии указаний в ППР строповка блоков должна быть выполнена с учетом центра тяжести, способом, исключающим возможность их деформации и опрокидывания при подъеме.
5.3.4. Строповку плоских блоков следует выполнять не менее чем в двух местах, а пространственных - не менее чем в трех, с подкладкой под строп деревянных прокладок из брусьев во избежание скольжения стропов. Длина стропов должна обеспечивать необходимый вынос для заводки блока в проектное положение, а завязка стропов не должна мешать укладке блока на опоры. Отдельные ветви стропа должны быть натянуты равномерно.
При подъеме блоков на высоту более 4 м следует пользоваться оттяжками из пенькового каната, привязанными к обоим концам блока, которыми регулируется горизонтальное или вертикальное положение блока в процессе подъема и заводки в проектное положение.
5.3.5. Подъем груза массой более 50 кг на высоту более 3 м должен осуществляться при помощи грузоподъемных механизмов. Запрещается находиться под грузом, опускаемым или поднимаемым, а также под стрелой грузоподъемного механизма.
5.3.6. Вести монтаж трубопроводов одновременно на нескольких отметках, расположенных по одной вертикали, не разрешается во избежание несчастных случаев.
5.3.7. Крепить такелажные приспособления - тали, отводные блоки и полиспасты к смонтированным трубопроводам строго запрещается.
5.3.8. Перед укладкой блоков трубопровода следует убедиться в надежном закреплении всех опор, а также в полном затвердении цементного раствора у опор, заделанных в стены.
5.3.9. При укладке пространственных блоков трубопроводов не разрешается оставлять их ответвления на весу без закрепления. Консольно висящие концы трубопроводов следует опирать на временные стойки или подвешивать.
5.3.10. Для монтажа блоков трубопроводов помимо мостовых кранов следует использовать другие эксплуатационные грузоподъемные механизмы, предусмотренные основным проектом ТЭС, а также лебедки, монорельсы, поворотные стреловые краны, предусмотренные проектом производства работ.
5.3.11. Монтаж трубопровода можно осуществлять от фиксированной неподвижной точки, т.е. от оборудования (котла, турбины, подогревателя, насоса и др.), от двух неподвижных точек навстречу друг другу, а также по трассе, с последующим ответвлением для присоединения к оборудованию.
В первую очередь целесообразно монтировать трубопроводы большого диаметра, а затем малого.
При размещении трубопроводов на общих кронштейнах в несколько рядов по высоте вначале следует монтировать трубопроводы, расположенные ниже, а затем верхние.
5.3.12. Монтаж многониточных паропроводов следует вести параллельными участками, систематически осуществляя проверку соблюдения проектного расстояния между трубами.
5.3.13. Монтаж вертикальных участков трубопроводов можно вести как снизу вверх - методом наращивания, так и сверху вниз - методом подращивания. При ведении монтажа снизу вверх открытые концы труб нижнего участка до пристыковки верхнего следует закрывать деревянными щитками.
Правильность установки вертикального участка следует проверять отвесом в двух перпендикулярных плоскостях.
5.3.14. Снятие пробок или заглушек со стыкуемых концов монтажных блоков или отдельных деталей и проверка внутренней чистоты труб должны производиться на блоках, поднятых на проектную отметку, до окончательной укладки их на опоры и подвески и стыковки между собой.
При перерывах в работе свободные концы монтируемых блоков или участков трубопровода должны закрываться пробками или заглушками.
5.3.15. Блоки, поднятые к месту монтажа, должны, как правило, сразу укладываться на постоянные опоры и подвески и временно закрепляться в них до расстроповки. Нагрузка от плоского блока должна восприниматься не менее чем двумя опорами или подвесками, а от пространственного блока - не менее чем тремя.
При монтаже блока, присоединяемого к оборудованию, нагрузка от массы блока не должна передаваться на оборудование, если это не оговорено в чертеже.
После закрепления блока трубопровода на опорах стропы можно снять.
5.3.16. Поднятые и уложенные в проектное положение блоки подлежат состыковке, для этого необходимо проверить их соосность; при несоосности стыкуемых концов смежных блоков положение их регулируется изменением высоты тяг или установкой подкладок под опоры, при этом необходимо соблюдать проектный уклон. При обнаружении излома в сварном соединении блока трубопровода последующий блок необходимо установить таким образом, чтобы был обеспечен требуемый уклон оси паропровода.
Одновременно проверяется совпадение концов труб у замыкающего стыка.
5.3.17. Присоединение смонтированного участка трубопровода к оборудованию - насосу, деаэратору, стопорному клапану и регулирующим клапанам турбины следует выполнять без натяга и перекоса во фланцах.
5.3.18. При расстоянии монтажного стыка от опоры более 1 м необходимо установить дополнительные временные опоры по обе стороны стыка на расстоянии не более 1 м для трубопроводов высокого давления и не более 0,5 м для трубопроводов сверхвысокого давления.
5.3.19. Монтаж паропроводов высокого и сверхвысокого давления, а также паропроводов из сталей аустенитного класса диаметром менее 245 мм, для которых проектом предусмотрены пружинные подвески, целесообразно вести сначала или на временных металлических опорах, или на постоянных подвесках, временно преобразованных в жесткие (путем закрепления пружин стяжками). Указанные опоры и подвески должны в начальной стадии монтажа воспринять массу паропровода.
После сварки всех монтажных стыков, кроме стыка для холодной растяжки, если она предусмотрена проектом, паропровод должен быть переведен на постоянные подвески с отрывом от жестких временных опор.
5.3.20. Трубопроводы, монтируемые на жестких подвесках, в особенности тяжелые трубопроводы больших диаметров, по окончании сварки всех стыков должны быть проверены на равномерность распределения нагрузки на подвески. Контроль осуществляется по совпадению оси трубопровода с реперами, установленными на проектной оси трубопровода, нанесенной при разбивке трассы.
5.3.21. В смонтированном трубопроводе проверяют положение его на опорах: на неподвижной опоре труба должна плотно прилегать к подушке без зазоров, а хомут - к телу трубы; подвижные опоры не должны препятствовать свободному перемещению трубопровода при его тепловом удлинении; в них не должно быть перекосов и заеданий подвижных частей.
Шейки роликов подвижных опор должны лежать на всей опорной поверхности гнезда: подвижная плоскость роликовой опоры должна опираться на ролик без зазора.
5.3.22. Приварка к трубам упоров, предусмотренных конструкцией неподвижных опор, должна осуществляться для легированных сталей с сопутствующим подогревом до 350 °С, с последующим медленным охлаждением в асбесте и для углеродистой стали марки 20 без подогрева.
5.3.23. Допускаемые отклонения от проектного положения при монтаже трубопровода не должны превышать следующие размеры:
|
Расстояния, мм: |
|
|
трубы от стены или колонны (по осям) |
±15 |
|
оси трубы от отметки перекрытия |
±15 |
|
между соседними опорами |
±15 |
|
положения подвески от оси трубопровода |
±10 |
|
оси вертикального участка отвеса на 1 пог. м длины |
±1 |
5.3.24. При монтаже трубопровода в действующем цехе тепловой электрической станции необходимо руководствоваться следующими указаниями:
а) на трубопроводах с ![]() 60 кгс/см
60 кгс/см![]() монтируемый участок трубопровода должен быть отделен от действующего двумя задвижками, установленными последовательно, с дренажем между ними диаметром не менее 32 мм, открытым в атмосферу;
монтируемый участок трубопровода должен быть отделен от действующего двумя задвижками, установленными последовательно, с дренажем между ними диаметром не менее 32 мм, открытым в атмосферу;
б) при фланцевой арматуре монтируемый участок трубопровода с ![]() <60 кгс/см
<60 кгс/см![]() должен быть отделен от действующего заглушкой с хвостовиком;
должен быть отделен от действующего заглушкой с хвостовиком;
в) приводы отключающих задвижек должны быть закрыты цепью на замок и на них должен быть вывешен плакат "Не включать - работают люди!".
5.3.25. При монтаже трубопроводов диаметром до 76 мм должны выполняться те же указания, что и для трубопроводов больших диаметров: обязательное соблюдение проектных уклонов, а в случае отсутствия указания в чертежах - выполнение уклона для перегретого пара не менее 0,004; при достижении температуры пара, равной температуре насыщения при рабочем давлении, уклон составляет:
|
насыщенного пара и отбора от турбины |
0,006 |
|
питательной воды и конденсата |
0,002 |
|
продувочных и дренажных трубопроводов |
0,006 |
|
спускных трубопроводов |
0,002 |
|
трубопроводов, работающих без напора |
0,010 |
Трубопроводы крепятся без защемления для возможности их свободного теплового удлинения.
5.3.26. Крепление трубопроводов должно осуществляться по месту к конструкциям здания или технологическим металлоконструкциям при помощи хомутиков из полосы или подвесок.
К установке подвесок предъявляются требования, изложенные в разделе 2 главы 5 настоящей Инструкции.
5.3.27. Все трубопроводы, изготовленные из легированных сталей перлитного класса, подготовленные под сварку, подлежат стилоскопированию в процессе сборки блоков для проверки марок сталей всех деталей и элементов, а также наплавленного металла в сварных швах. Выполнение этой операции позволяет выявить ошибочную установку детали из углеродистой стали и предотвратить аварии трубопровода в процессе его эксплуатации.
Данные стилоскопирования в виде протоколов, таблиц или схем прикладываются к документам, предъявляемым монтажной организацией дирекции ТЭС.
5.3.28. Следует проверить отсутствие защемлений смонтированного трубопровода в местах прохода через стены, перекрытия, площадки и возможность свободного его перемещения при тепловом удлинении.
5.4. Монтаж дренажей, установка контрольно-измерительных приборов
на трубопроводе и приварка реперов
5.4.1. Дренажи должны быть смонтированы в соответствии с проектом в нижних точках трубопровода, а также на тупиковых его участках. Арматура должна располагаться вблизи изоляционного слоя.
5.4.2. При монтаже дренажных магистралей следует тщательно ознакомиться, куда какие дренажи должны быть выведены, во избежание ошибок и нарушения правильной работы оборудования.
Необходимо точно различать дренажи высокого и низкого давления, не допуская ошибок в применении углеродистых и легированных труб.
5.4.3. Вентили и краны для выпуска воздуха (воздушники) должны быть установлены в соответствии с проектом в верхних точках трубопроводов.
5.4.4. Измерительные сопла и диафрагмы устанавливаются после продувки или промывки трубопровода.
На время монтажа во фланцевое соединение вместо диафрагм или сопел устанавливаются монтажные кольца. Вместо сварных измерительных сопел и диафрагм ввариваются прямые участки труб, которые вырезаются после промывки или продувки трубопровода.
5.4.5. Блоки трубопроводов поступают на монтажную площадку полностью изготовленными, с вваренными штуцерами и бобышками для установки контрольно-измерительных приборов.
5.4.6. При необходимости сверления в трубах дополнительных отверстий последние должны быть просверлены при помощи переносных электросверлилок или специального переносного сверлильного станка. Этот же станок может быть использован при необходимости сверления задвижек больших диаметров (до 1500 мм).
5.4.7. Разметку отверстий в трубе следует производить по шаблону, вырезанному по внутреннему контуру среза штуцера или бобышки. Сверление выполняется не на проектный размер отверстия, а на диаметр, меньший на 2-3 мм. Затем штуцер или бобышка должны быть приварены к трубе, после чего сверление отверстия на проектный диаметр трубы выполняется совместно со штуцером (рис.33).
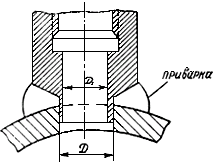
Рис.33. Установка в трубу бобышки для контрольно-измерительных приборов
Обработка конца штуцера для приварки присоединяемой к нему трубы производится, как правило, после приварки штуцера.
5.4.8. По окончании сверления стружка из трубы должна быть удалена. Если конфигурация трубы или участка трубопровода из углеродистых или низколегированных сталей затрудняет извлечение стружки из внутренней полости труб, целесообразно применить намагниченное сверло.
Для трубопроводов из высоколегированных немагнитных сталей следует принять меры по тщательной очистке их от стружки.
5.4.9. Приваренные штуцеры должны быть закрыты деревянными пробками или пластмассовыми колпачками, а в бобышки ввернуты металлические пробки.
5.4.10. Штуцеры и бобышки с толщиной стенки 10 мм и менее из легированных сталей должны привариваться с предварительным подогревом до 200-250 °С, а из углеродистых сталей и стали 15ГС - без предварительного подогрева. В обоих случая термообработка швов не требуется.
5.4.11. Необходимо наблюдать за температурными перемещениями паропроводов с внутренним диаметром 150 мм и более, работающих при температуре пара 300 °С и выше. Для этого применяются реперные устройства - индикаторы, рассчитанные на величину перемещения паропровода в пределах +75 и 150 мм (рис.34).
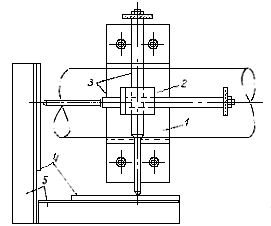
Рис.34. Указатель теплового удлинения трубопровода
1 - хомут на трубе; 2 - державка; 3 - штыри-указатели; 4 - пластины отсчета удлинения;
5 - установочные рамки, приваренные к конструкциям.
Индикаторы устанавливаются в местах, обозначенных в чертежах, или по указанию наладочной организации после проведения гидравлического испытания трубопроводов и ориентируются штоками вдоль координатных осей. Плоскость обеих рамок с пластинами должна быть перпендикулярна соответствующему штоку репера. Шток острием должен касаться середины пластины и перемещаться в обе стороны. Рамки с пластинами жестко приваривают к неподвижным конструкциям, а несущая пластина штока крепится к хомуту, установленному на паропроводе.
5.4.12. Наблюдение за работой реперных устройств, снятие показаний и запись в формуляр осуществляются дирекцией ТЭС или наладочной организацией (в период начала работы паропровода).
5.4.13. Для наблюдения за ползучестью, изменением структуры и механических свойств металла паропроводов в процессе эксплуатации на паропроводах, работающих при температуре более 450 °С, выделяются контрольные участки, предусмотренные в рабочих чертежах. Контрольный участок выделяется на главном паропроводе свежего пара, на паропроводах горячего промперегрева и на каждом ответвлении от паропроводов (к РОУ, БРОУ и др.), выполненных из труб иного диаметра.
5.4.14. Работы по установке контрольных реперов для измерения ползучести производятся в полном соответствии с "Инструкцией по наблюдению и контролю за металлом трубопроводов и котлов" (ОРГРЭС, 1970 г.).
5.4.15. Перед монтажом трубы контрольных участков замеряют и осматривают, затем от них механическим способом отрезают участок для проведения исследований. Все замеры контрольных участков и диаметров паропровода по реперам, как первоначальные, до включения паропровода в работу, так и последующие, выполняются эксплуатационным персоналом.
5.4.16. На паропроводе, работающем при температурах пара 450 °С и выше, в местах, предусмотренных проектом, должны быть приварены специальные реперы или отмечены места для замера остаточных деформаций паропровода в результате длительной работы его в области высоких температур (ползучести).
5.4.17. Диаметры паропровода измеряются на всех прямых участках длиной более 1,5 м между сварными или фланцевыми соединениями, но не ближе чем 700 мм от сварного стыка или опоры. Диаметр паросборников или коллекторов длиной более 2 м измеряется в одном-двух сечениях, а при длине менее 2 м - в одном сечении.
5.4.18. Накладки для установки реперов должны быть наварены на трубе паропровода в двух взаимно перпендикулярных направлениях (рис.35). Сферическая часть самих реперов, по которой производится замер, должна быть отполирована.
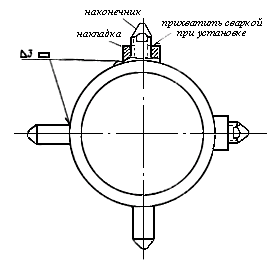
Рис.35. Установка реперов для замера ползучести
5.4.19. Приварку накладок для реперов необходимо осуществлять строго в одной плоскости, перпендикулярной оси трубы, сначала сверху трубы и с одного ее бока, а затем по диаметру подгоняются и привариваются остальные две накладки. Смещение их вдоль оси трубы не должно быть более 0,1-0,2 мм. Приспособление для приварки накладок реперов приведено на рис.36
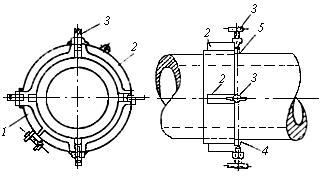
Рис.36. Приспособление для установки реперов для замера ползучести
1 - шарнирный разъемный хомут; 2 - лапы; 3 - прижимной винт; 4 - репер;
5 - место приварки репера.
5.5. Установка компенсаторов
5.5.1. При установке компенсаторов на трубопроводе следует строго выполнять все указания, приведенные в рабочих чертежах, касающиеся места и способа их установки.
5.5.2. Компенсаторы всех конструкций должны быть предварительно растянуты или сжаты на величину, указанную в проекте, и установлены на трубопроводе вместе с распорным или стягивающим приспособлением, которое снимают только после окончательного закрепления трубопровода на неподвижных опорах.
В нижних точках вертикальных П-образных компенсаторов должны быть установлены дренажные штуцеры.
5.5.3. При установке П-образного компенсатора на горизонтальных участках трубопровода, имеющих уклон, его боковые части располагаются горизонтально по уровню, уклон выполняется только на концах и спинке.
5.5.4. При установке линзового компенсатора на паропроводе необходимо следить, чтобы дренажные штуцеры находились в нижних точках линз, а при установке на трубопроводах для воды - воздушники в верхних точках линз.
Линзовые компенсаторы, устанавливаемые на вертикальных участках трубопровода, не должны подвергаться сжатию под тяжестью трубопровода. Чтобы не допустить этого, к трубопроводу, расположенному выше компенсатора, привариваются фиксирующие скобы, срезаемые по окончании монтажа.
Направляющие стаканы должны быть приварены со стороны входа среды.
5.6. Холодная растяжка трубопроводов
5.6.1. Если в чертежах трубопровода предусмотрено выполнение на нем холодной растяжки, обозначаемой буквами "X. Р.", то ее производят после окончания сварки и термообработки всех монтажных стыков.
5.6.2. На конце трубы, предназначенном для выполнения холодной растяжки, имеющийся припуск обрезают непосредственно на месте, когда трубопровод находится в проектном положении, а конец трубы в месте резки обрабатывают со снятием фаски.
5.6.3. В стык, оставленный для холодной растяжки, временно вставляют деревянную вставку или металлическое кольцо шириной, соответствующей величине холодной растяжки. Кольцо удерживается на стыке с помощью стяжного приспособления хомутового типа (рис.37).
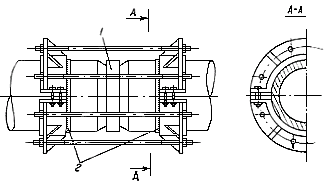
Рис.37. Стяжное приспособление для холодной натяжки трубопроводов
1 - вставное кольцо; 2 - круговая наплавка против скольжения хомута.
5.6.4. Непосредственно перед началом выполнения холодного натяга трубопровода из стыка удаляется временная вставка, а участок трубопровода (при ослабленных шпильках хомутового приспособления) при помощи лебедки и троса подтягивается на проектную величину холодного натяга (плюс зазор в замыкающем стыке). Не снимая стяжного приспособления, стык собирают, заваривают и производят его термическую обработку, после чего стяжное приспособление можно снять. Схема паропровода с участком для выполнения холодной растяжки приведена на рис.38.
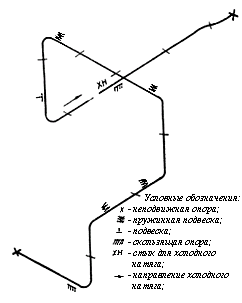
Рис.38. Схема паропровода с участком для выполнения холодной растяжки
5.6.5. При выполнении растяжки в сварном соединении к концам труб из углеродистых сталей могут быть временно приварены стяжные угольники, а концы труб после снятия временной проставки стягивают при помощи удлиненных шпилек.
5.6.6. При холодной растяжке П-образного компенсатора сборка трубопровода осуществляется вместе с компенсатором, а в одном из монтажных стыков оставляется зазор, равный заданной величине растяжки компенсатора. Во избежание перекоса не следует использовать для растяжки стык, непосредственно прилегающий к компенсатору.
Холодную растяжку компенсатора следует выполнять после закрепления трубопровода в неподвижных опорах.
5.6.7. Растяжка линзового компенсатора производится после вварки его или окончательного соединения на фланцах с трубопроводом.
Растяжка линзового компенсатора осуществляется за счет стягивания оставленного при сборке соответствующего зазора в ближайшем от компенсатора монтажном стыке после закрепления участка трубопровода в неподвижных опорах.
5.6.8. При выполнении натяга во фланцевом соединении последнее собирают временно без постоянных прокладок и стягивают временными удлиненными шпильками, установленными в болтовых отверстиях через одно; в остальные отверстия устанавливают постоянные болты или шпильки.
5.6.9. Перед окончательной затяжкой фланцевого соединения, на котором выполнен холодный натяг трубопровода, в нем должна быть установлена предусмотренная проектом прокладка.
После затяжки фланцевого соединения постоянными болтами или шпильками удлиненные шпильки должны быть вынуты, а на их месте установлен постоянный крепеж.
5.6.10. О выполнении холодной растяжки трубопровода должна быть сделана запись в монтажном журнале.
5.7. Затяжка пружин на опорах и подвесках
5.7.1. Величина затяжки пружин на опорах и подвесках трубопровода определяется расчетным путем при его проектировании и указывается в рабочих чертежах.
Для "тяжелых" паропроводов сверхвысоких параметров диаметром 245, 325 мм и более, для трубопроводов промежуточного перегрева пара, а также для ответственных паропроводов ТЭС, не обладающих большой массой (менее 500 кг/м), расчет величины затяжки пружин под действием собственной массы металла, массы тепловой изоляции и среды, заполняющей трубопровод, а также самокомпенсации его при тепловых удлинениях производится на электронно-вычислительной машине и указывается на чертеже одним значением.
Для вспомогательных трубопроводов величина затяжки пружин на чертежах указывается двумя значениями: первое - на массу трубопровода с учетом металла труб, среды и тепловой изоляции, а второе - на тепловое перемещение трубопровода.
5.7.2. Все операции по установке и регулировке пружин следует вести, строго руководствуясь указаниями "Инструкции по регулировке пружин опор трубопроводов", разработанной ОРГРЭС в 1972 г., а также по согласованию с наладочной организацией.
5.7.3. Для тяжелых и ответственных трубопроводов затяжка пружин производится предварительно на прессе или при помощи талей на величину, указанную в чертеже, затем затянутые пружины закрепляются стяжками, приваренными к обойме пружины (рис.39), и устанавливаются на место в соответствующей опоре или подвеске.
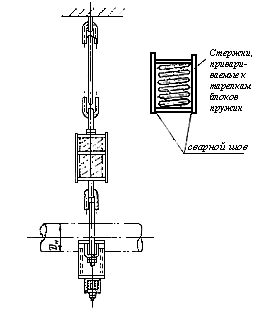
Рис.39. Закрепление затянутых пружин стяжками при одноэтапном регулировании
и первом этапе двухэтапного регулирования
5.7.4. Срезка стяжек может быть произведена только по окончании следующих монтажных операций: выполнения холодной растяжки трубопровода, гидравлического его испытания, установки реперных устройств и наложения изоляции на трубопровод.
Срезку стяжек следует выполнять газовой горелкой постепенно, переходя от одной опоры к другой. При этом для опор, в которых блоки пружин установлены в два и три ряда по вертикали, срезку необходимо производить последовательно, сначала освобождая верхние пружины, затем нижние.
5.7.5. При срезке стяжек должны быть приняты меры для избежания несчастных случаев. Срезку производят с площадок обслуживания трубопроводов, монтаж и сварка которых полностью закончены в соответствии с проектом, или со специально сооруженных лесов, принятых мастером по монтажу трубопроводов с записью в соответствующей книге лесов.
Ни в коем случае нельзя выполнять срезку стяжек с лестниц, подмостей, связанных с трубопроводом.
В отдельных случаях для тяжелых трубопроводов можно рекомендовать применение динамометра, нагруженного на величину расчетного усилия на опору, где в данный момент осуществляется срезка стяжек, с целью постепенного освобождения трубопровода или поддержки трубопровода при помощи талей (рис.40).
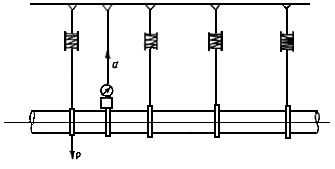
Рис.40. Схема поддержки участка паропровода (при помощи динамометра,
нагруженного усилием, равным усилию на опору ![]() ) при срезке стяжек
) при срезке стяжек
После срезки стяжек следует проверить положение оси паропровода по установленным реперам. Это одноэтапный метод регулирования пружин.
5.7.6. Если в процессе наладочных работ выявлена необходимость дополнительной затяжки пружины, ее следует снять с опоры и выполнить затяжку согласно п.5.7.4. настоящей Инструкции. При этом трубопровод поддерживается талью.
5.7.7. Пружины на опорах вспомогательных трубопроводов среднего и низкого давления (имеющих небольшие нагрузки) предварительно затягиваются на прессе или при помощи талей на первую величину, указанную в чертеже, т.е. на массу металла, среды и тепловой изоляции, закрепляют приваренными стяжками или установленными на болтах устройствами для разгрузки пружин подвесок (блоков пружин подвесок) по МВН 2772-67*![]() 2776-67* и устанавливают на место. В этом случае регулировка пружин осуществляется в два этапа.
2776-67* и устанавливают на место. В этом случае регулировка пружин осуществляется в два этапа.
Первый - срезка стяжек или снятие разгрузочных приспособлений, которые осуществляют так же, как и при одноэтапном регулировании, после окончания выполнения холодной растяжки трубопровода, установки реперных устройств и наложения изоляции на трубопровод.
Вторым этапом регулирования является затяжка пружин на вторую величину, указанную в чертеже, т.е. на тепловое удлинение трубопровода в рабочем его состоянии, что выполняется путем дополнительного завинчивания гайки на конце тяги пружинной подвески или опоры и измеряется по положению конца этой тяги по отношению к тарелке или к обойме блока пружин в зависимости от положения пружины в опоре или подвеске (рис.41).
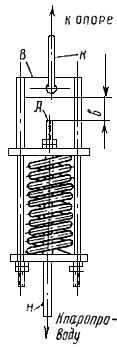
Рис.41. Второй этап регулирования пружин после срезки стяжек.
Величина затяжки пружин определяется по размеру "в" между концом тяги "А"
и перекладиной "В" блока пружины
5.7.8. В процессе выполнения второго этапа регулирования пружин на тепловое перемещение трубопровода необходимо соблюдать следующие указания:
а) пружины затягивать основной гайкой; для предохранения пружины от срыва при срезании резьбы на конце тяги на нее следует навернуть контргайку;
б) затяжку пружин на опорах выполнять последовательно, переходя от предыдущей опоры или подвески к последующей;
в) вначале затягивать пружины опор для того, чтобы выбрать слабину в тягах опоры;
г) измерить и записать размер между концом тяги и обоймой "в", после чего выполнять дальнейшую затяжку пружины до изменения размера "в";
д) проверить затяжку пружины на предыдущей опоре, которая могла измениться, и откорректировать ее;
е) при наличии в опоре нескольких пружинных блоков, установленных последовательно, в каждом блоке следует выполнять затяжку пружин с одинаковым усилием, добиваясь, чтобы длина выступающих над пружинами концов тяг увеличивалась равномерно.
В параллельно установленных блоках пружин затяжку следует производить на равные величины во избежание перекоса опоры в холодном и горячем состояниях паропровода.
5.7.9. В процессе затяжки пружин следует принимать меры предосторожности во избежание несчастных случаев от возможного разрушения резьбы тяги вследствие малого ее диаметра или плохого качества резьбы, срезания резьбы при отвертывании или завертывании гаек и распрямления сжатой пружины, разрушения пружины из-за неправильной ее термической обработки на заводе.
Пружины следует затягивать удлиненными ключами, не опираясь на опору и не наклоняясь над пружиной.
Если гайка не отвертывается, ее смачивают керосином.
5.7.10. По окончании регулирования затяжки пружин на массу ![]() и тепловое расширение
и тепловое расширение ![]() должны быть зафиксированы в специальном журнале (или формуляре) высоты пружин, а также новое положение оси трубопровода.
должны быть зафиксированы в специальном журнале (или формуляре) высоты пружин, а также новое положение оси трубопровода.
6.1. Приемка, технический осмотр арматуры и приводов
6.1.1. Арматуру, поступившую на сборочную площадку с паспортом, перед включением в арматурные трубопроводные блоки тщательно осматривают для выявления видимых поверхностных дефектов.
6.1.2. Корпуса, крышки и другие литые детали арматуры не должны иметь трещин, раковин, свищей и прочих дефектов и повреждений.
На присоединительных поверхностях не должно быть крупных рисок, забоин, коррозии и других дефектов.
Шпиндели задвижек или вентилей должны быть гладко отполированы, без рисок и следов ржавчины на поверхности. Резьба на шпинделе и втулке должна быть чистой и не иметь заусенцев, надрывов и забоин. Ход шпинделя должен быть плавным без заеданий и перекосов.
Запорные устройства должны легко закрываться и открываться.
6.1.3. При наружном осмотре арматуры проверяется также укомплектованность ее отдельными деталями: кронбуксой, дренажными пробками, гайками, шарнирными болтами.
6.1.4. При приемке ручных дистанционных приводов должна проверяться их комплектность; при этом соблюдаются следующие условия:
а) валы должны проворачиваться от руки плавно, без особых усилий;
б) в шарнирных муфтах должно быть обеспечено свободное проворачивание вилок;
в) на точеных поверхностях не должно быть ржавчины, их покрывают антикоррозионной смазкой;
г) на поверхности литых деталей не должно быть видимых дефектов;
д) детали, соединенные на сварке, должны быть состыкованы без перекосов, сварные швы не должны иметь непроваров, пропусков и прожогов, ослабляющих сварной шов.
6.1.5. В колонковых электроприводах следует проверить подтяжку установочных винтов, стопорящих электропривод на колонке, и наличие указателя положения клапана (затвора).
6.2. Правила установки арматуры
6.2.1. Арматура должна использоваться строго по назначению. Использование запорной арматуры в качестве дросселирующей не допускается.
Арматура должна устанавливаться в соответствии с проектом, а при отсутствии указаний в проекте - в местах, доступных для обслуживания и осмотра.
6.2.2. При монтаже арматуры, не включенной в блок трубопроводов, ее следует стропить только за корпус, но ни в коем случае не за шпиндель, маховик, бугель сальника или за привод. В противном случае все эти детали могут быть погнуты или сломаны.
6.2.3. Перед подъемом арматуры следует уточнить ее массу и проверить, не превышает ли она грузоподъемность монтажного механизма (лебедки, тали и др.).
6.2.4. Перед установкой арматуры на место внутренние ее полости должны быть очищены от засорения струей сжатого воздуха при закрытом уплотнении, а сальниковая набивка проверена и восстановлена, если она была удалена.
6.2.5. Все резьбовые детали арматуры: шпиндель, шпильки, гайки и их торцовые поверхности, шарнирные болты перед установкой смазываются специальной смазкой, предохраняющей их от пригорания. Для крепежа и деталей арматуры сверхвысокого и высокого давления следует применять следующие смазки: сернистомолибденовую, состоящую из одной части дисульфида молибдена (MoS![]() ) и двух частей глицерина; графитомедистую, состоящую из 10-25% порошковой меди, 20-15% чешуйчатого графита и 70-60% глицерина.
) и двух частей глицерина; графитомедистую, состоящую из 10-25% порошковой меди, 20-15% чешуйчатого графита и 70-60% глицерина.
Для крепежа и деталей арматуры среднего и низкого давлений следует применять серебристый чешуйчатый графит, разведенный в воде.
6.2.6. При монтаже арматура должна быть плотно закрыта, а в процессе приварки к трубе - открыта на три-четыре оборота, чтобы не заклинивался и не деформировался затвор из-за неравномерного нагрева корпуса арматуры. Для предотвращения случайного открытия или закрытия арматуры в процессе монтажа маховики с арматуры временно снимают.
6.2.7. При установке арматуры на горизонтальном участке трубопровода следует проверить по отвесу вертикальность шпинделя.
6.2.8. Правильность установки арматуры как при сборке в блоки, так и при монтаже должна быть проверена по направлению стрелки, обозначенной на корпусе арматуры и указывающей направление среды.
6.2.9. Запорная арматура высокого давления (бесфланцевая), предназначенная для установки на паропроводах острого пара и питательной воды, а также фланцевая арматура среднего давления, предназначенная для установки на трубопроводах промежуточного перегрева, должна иметь разгрузочное устройство - байпас, состоящий из двух запорных вентилей диаметром 20 мм и обводных трубок того же диаметра, вваренных в патрубки по обе стороны задвижки высокого давления; на патрубках задвижек среднего давления устанавливается один вентиль.
При отсутствии у задвижки байпаса последний выполняют из труб, изготовленных из стали той же марки, что и основной трубопровод.
Место приварки обводной трубы байпаса задвижки (без патрубков) может располагаться от сварного стыка (вварки бесфланцевой задвижки или приварки встречного фланца фланцевой задвижки) на расстоянии не менее 50 мм, если место приварки не подлежит ультразвуковому контролю, и не менее 100 мм, если подлежит.
6.2.10. Спускная, продувочная и дренажная арматура устанавливается по две единицы: первый вентиль по движению среды является запорным, а второй игольчатый - регулирующим. На трубопроводах высокого и сверхвысокого давления первый запорный вентиль открывают неполностью на 2-3 оборота для выравнивания давления до и после вентиля, и только после этого открывают полностью. Потом открывают второй вентиль, предназначенный для регулирования количества протекаемой среды. Закрытие этих вентилей производится в обратной последовательности: вначале второго, затем первого.
6.2.11. При монтаже фланцевой арматуры необходимо проверить параллельность установки фланцев на трубопроводе фланцам арматуры, перекос их не должен превышать допустимых величин, приведенных в разделе 2 главы 3 настоящей Инструкции.
Проверяют параллельность фланцев щупом. Болтовые отверстия на фланцах должны совпадать с отверстиями на фланцах арматуры в пределах допусков (приведены в том же разделе).
6.2.12. Фланцевая арматура на трубопроводе устанавливается предварительно на нескольких болтах: арматура диаметром до 100 мм - не менее чем на двух, а арматура диаметром более 100 мм - не менее чем на четырех болтах на каждое фланцевое соединение. Окончательная затяжка фланцевого соединения с арматурой выполняется после выверки трубопровода, проверки параллельности фланцев и установки прокладок.
6.2.13. Фланцы вертикальных участков трубопроводов, соединяемые с вертикальными обратными клапанами или другой фланцевой арматурой, должны быть строго горизонтальны. Перекос при установке арматуры может вызвать неплотность посадки клапанов под действием их собственной массы.
6.2.14. После установки арматуры на место следует проверить ее вращающиеся части. Шпиндель должен свободно вращаться от руки без применения дополнительных приспособлений. Шпиндели арматуры при закрытии должны поворачиваться по часовой стрелке, а при открытии - против нее, что обозначается на маховике стрелками, нанесенными краской или изготовленными из металла, и буквами "О" и "З". Число оборотов шпинделя или штока для полного закрытия запорной арматуры и открытия регулирующей арматуры Венюковского арматурного завода в зависимости от типа привода, условного диаметра и назначения арматуры приведено в прил.8 настоящей Инструкции.
6.2.15. Охладители пара РОУ и БРОУ должны устанавливаться горизонтально; после охладителей должен быть прямой участок трубопровода длиной не менее 3-5 м для предотвращения попадания неиспарившихся капель воды на стенку трубы в месте ее гиба. Форсунки располагаются в горизонтальной плоскости.
6.2.16. Импульсно-предохранительные устройства в составе главного предохранительного клапана и импульсного клапана устанавливаются на главном паропроводе сверхвысокого давления и трубопроводах горячего и холодного промперегрева.
Аварийно-импульсное предохранительное устройство в составе аварийного клапана и импульсного клапана устанавливается на трубопроводах подвода пара от линии холодного промперегрева на собственные нужды, на трубопроводе редуцированного пара после РОУ, а также на трубопроводах низкого давления (![]() 22 кгс/см
22 кгс/см![]() ).
).
6.2.17. Импульсно-предохранительные устройства на заводе-изготовителе должны быть отрегулированы на стенде, где проверяются плавность хода поршневой системы и плотность запорных органов.
6.2.18. Предохранительные клапаны должны устанавливаться на трубопроводе строго в вертикальном положении, без перекосов во фланцевых соединениях, на которых они крепятся к трубопроводу.
Длина рычага и груз импульсного клапана должны быть отрегулированы на заданное давление. Минимальное рабочее давление редуцированного пара, при котором срабатывает аварийно-импульсное устройство, равно 1,8-0,2 кгс/см![]() .
.
6.2.19. Выхлопные трубы от предохранительных клапанов должны быть надежно закреплены в опорах ввиду больших усилий, вызываемых реактивной силой при срабатывании клапанов.
6.2.20. Всякие дополнительные напряжения и натяг в соединении отводной трубы с фланцем выходного патрубка главного предохранительного клапана не допускаются.
Отводные трубы должны иметь устройства для слива скапливающегося конденсата.
6.2.21. Импульсные трубки до приварки их к импульсному клапану или к поршневой камере главного предохранительного клапана должны быть продуты для очистки их от сварочного грата, песка и мелких предметов, которые могут нарушить плотность затвора импульсных клапанов и заклинить поршневую группу главного предохранительного клапана.
6.2.22. Предохранительные клапаны пружинного типа устанавливаются на давление до ![]() 100 кгс/см
100 кгс/см![]() ,
, ![]() 450 °С на трубопроводах (например, обвязки коллектора 20 кгс/см
450 °С на трубопроводах (например, обвязки коллектора 20 кгс/см![]() энергоблока мощностью 300 МВт), на трубопроводах подвода питательной воды на впрыски и на станционных трубопроводах низкого давления
энергоблока мощностью 300 МВт), на трубопроводах подвода питательной воды на впрыски и на станционных трубопроводах низкого давления ![]() 22 кгс/см
22 кгс/см![]() . Клапаны крепятся к трубопроводу на фланцах.
. Клапаны крепятся к трубопроводу на фланцах.
6.2.23. Затворы предохранительных клапанов во избежание повреждения уплотнительных поверхностей должны быть закрыты на все время монтажа.
6.2.24. Регуляторы уровня питания и перелива должны быть установлены в непосредственной близости к сосудам под давлением (например, к деаэратору повышенного давления) таким образом, чтобы продольная ось поплавковой камеры была строго вертикальной.
Поплавковая камера при монтаже должна быть соединена трубами с паровым или водяным пространством сосуда для поддержания уровня воды и давления в камерах такими же, как и в сосуде.
Регулятор, предназначенный для регулирования уровня воды в заданных пределах, может устанавливаться непосредственно на сосудах на фланцах.
6.2.25. Установка конденсационных горшков допускается только в строго вертикальном положении. Конденсат в конденсационный горшок должен поступать самотеком. При установке конденсационного горшка должны быть сделаны обводные линии, обеспечивающие пропуск конденсата помимо горшка, а также отключение горшка для его ремонта.
6.2.26. Указания по установке арматуры различных типов, предназначенной для высоких, сверхвысоких, средних и низких параметров, приведены в табл.17.
Таблица 17
|
Наименование |
Условный диаметр прохода |
Тип привода |
Способ и место установки |
Примечание | |||
|
направление среды |
участок |
положение шпинделя |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 | |
|
| |||||||
|
Венюковский арматурный завод | |||||||
|
Вентиль |
10-20 |
С маховиком |
Любое |
Горизонтальный и вертикальный |
Любое |
Вода и пар | |
|
То же |
10-20 |
Электрический |
Под тарелку |
Горизонтальный |
Вверх |
То же | |
|
" |
20 |
То же |
То же |
Для пара сверхкритических параметров | |||
|
" |
50 |
Любой |
Любое |
Горизонтальный и вертикальный |
Любое |
Для вентилей рециркуляции питательных насосов подача среды на тарелку | |
|
" |
100 |
С цилиндрической приводной головкой |
На тарелку |
Горизонтальный |
Вверх |
Вода и пар | |
|
" |
100 |
С конической приводной головкой |
То же |
То же |
В пределах верхней полуокружности |
- | |
|
Задвижки |
100-450 |
С маховиком и шарнирной муфтой |
Любое |
Горизонтальный и вертикальный |
Любое горизонтальное |
- | |
|
То же |
100-450 |
С конической приводной головкой |
То же |
Горизонтальный |
В пределах верхней полуокружности |
- | |
|
" |
100-450 |
С конической приводной головкой |
" |
Вертикальный |
Горизонтальное |
- | |
|
" |
100-450 |
С цилиндрической приводной головкой |
" |
Горизонтальный |
Вверх |
- | |
|
" |
100-450 |
Со встроенным электроприводом |
" |
- |
То же |
- | |
|
Клапан обратный горизонтальный |
20-50 |
- |
Под тарелку (снизу-вверх) |
" |
Крышкой вверх |
Вода | |
|
То же, вертикальный |
175-225 |
- |
То же |
Вертикальный |
- |
Напор питательных насосов | |
|
Запорно- |
50-100 |
Гидравлический |
Под иглу |
То же |
Вверх |
Вода | |
|
Регулирующий шиберный клапан |
100-250 |
- |
По стрелке на корпусе |
Горизонтальный |
То же |
Питательная вода | |
|
Дроссельный |
100-225 |
Колонковый электропривод |
- |
Горизонтальный |
- |
- | |
|
Дросселирующие устройства |
20-50 |
- |
- |
Горизонтальный, вертикальный |
- |
Охлаждающая вода к РОУ и БРОУ | |
|
Охладители |
|
- |
- |
Горизонтальный |
- |
РОУ и БРОУ | |
|
АРМАТУРА СРЕДНЕГО ДАВЛЕНИЯ ( | |||||||
|
Вентиль запорный |
6-150 |
Маховик и шарнирная муфта |
Любое |
Горизонтальный и вертикальный |
Любое |
Вода и пар | |
|
Задвижки |
150 |
С цилиндрической зубчатой приводной головкой |
То же |
То же |
То же |
То же | |
|
Клапан обратный горизонтальный |
150 и 200 |
- |
Под тарелку |
Горизонтальный |
Крышкой вверх |
Вода | |
|
Клапаны регулирующие питательные поворотные |
50-150 |
Рычаг и КДУ |
То же |
То же |
То же |
То же | |
|
Регуляторы уровня питания и перелива |
80-100 |
- |
- |
" |
" |
" | |
|
Барнаульский котельный завод (БКЗ) | |||||||
|
Вентиль запорный |
32 и 80 |
С маховиком, цилиндрической или конической приводной головкой |
Любое |
Горизонтальный и вертикальный |
Любое |
- | |
|
Задвижки |
150-300 |
С маховиком |
- |
Горизонтальный и вертикальный |
Вверх или горизонтальное |
- | |
|
Горизонтальное |
- | ||||||
|
|
|
С электроприво- |
- |
Горизонтальный |
Вверх |
- | |
|
Клапан обратный горизонтальный |
32 и 80 |
- |
Под тарелку снизу вверх |
То же |
Крышкой вверх |
Вода | |
|
То же, вертикальный |
100-200 |
- |
- |
Вертикальный |
- |
То же | |
|
Вентиль игольчатый регулирующий |
32 и 50 |
С маховиком или КДУ |
Под тарелку |
Горизонтальный и вертикальный |
- |
- | |
|
Конденсационный горшок |
- |
- |
Самотеком |
Горизонтальный |
Строго вертикальное |
- | |
|
Регулирующий клапан золотникового типа |
150-300 |
Рычажный с присоединением к сервомотору |
Межседельное пространство |
То же |
- |
Для пара давлением | |
|
То же |
80-250 |
То же |
То же |
" |
- |
То же | |
|
АРМАТУРА НИЗКОГО ДАВЛЕНИЯ ( | |||||||
|
Краны пробно-спускные латунные |
6-20 |
- |
Любое |
Горизонтальный и вертикальный |
|
Вода и пар | |
|
Краны четырехходовые латунные (цапковые и муфтовые) |
4, 15, 25 |
- |
- |
- |
|
То же | |
|
Вентили запорные муфтовые запорные |
15-50 |
Ручной |
Под клапан |
- |
|
Пар | |
|
70-80 |
Вода | ||||||
|
Вентили запорные фланцевые чугунные |
70-200 |
То же |
То же |
- |
|
Вода и пар | |
|
Вентили запорные фланцевые стальные |
40 |
Ручной |
На клапан для вентилей с обводом. |
Горизонтальный и вертикальный |
- |
Вода и пар | |
|
|
|
|
Под клапан для вентилей без обвода |
|
|
| |
|
Задвижки чугунные |
50 |
С маховиком |
- |
То же |
Любое |
То же | |
|
То же |
100 |
С электроприводом |
- |
" |
То же |
" | |
|
" |
500 |
То же |
- |
Горизонтальный |
Вертикальное |
" | |
|
" |
1200 |
С червячным редуктором |
- |
То же |
То же |
" | |
|
" |
600 |
С конической зубчатой передачей |
- |
" |
В верхней полуокружности |
Вода | |
|
Задвижки стальные |
100 |
- |
- |
Горизонтальный и вертикальный |
Любое |
Пар | |
|
То же |
500 |
С червячной передачей |
- |
Горизонтальный |
Вертикальное |
Вода | |
|
" |
150 |
С электроприводом |
- |
То же |
То же |
Вода и пар | |
|
" |
200 |
- |
- |
Любой |
Любое |
То же | |
|
" |
300 |
С конической передачей |
- |
Горизонтальный |
Вертикальное |
" | |
|
" |
500 |
С электроприводом |
- |
То же |
То же |
" | |
|
" |
150 |
То же |
- |
" |
" |
Пар | |
|
Клапан предохранительный однорычажный |
25-100 |
|
|
Горизонтальный |
|
Пар | |
|
Клапан предохранительный двухрычажный |
80 |
|
|
То же |
|
То же | |
|
100х2 |
" |
" | |||||
|
Клапан предохранительный пружинный фланцевый |
25 |
- |
- |
- |
- |
| |
|
40 |
- |
- |
- |
- |
| ||
|
50 |
- |
- |
- |
- |
| ||
|
|
80 |
- |
- |
Горизонтальный |
- |
Пар | |
|
|
100 |
- |
- |
- |
| ||
6.3. Набивка сальников арматуры
6.3.1. В процессе ревизии арматуры проверяется набивка сальников. В качестве набивки сальников арматуры в зависимости от температуры и характера среды применяются следующие материалы:
а) сухой прографиченный асбест для арматуры паропроводов и трубопроводов питательной воды высокого и сверхвысокого давления;
б) кольца из прографиченного асбестового шнура марки АП по ГОСТ 5152-66* для воды с температурой до 450 °С;
в) кольца из прографиченного асбестового шнура марки АС с прослойками из серебристого чешуйчатого (кристаллического) графита марки ЗТ по ГОСТ 5279-74 для пapa с температурой до 550 °С;
г) просаленный асбестовый шнур для пара с температурой до 300 °С и давлением до 40 кгс/см![]() ;
;
д) просаленная пенька для воды с температурой до 120 °С и давлением до 40 кгс/см![]() .
.
6.3.2. Уплотнительные кольца изготовляются из сухого асбестового шнура квадратного сечения; при использовании круглого шнура его сечению следует придать квадратную форму. Предварительно асбестовый шнур натирается серебристым чешуйчатым графитом. Концы колец должны точно сходиться в замке под углом 90°, не перекрывая один другой, но и не допуская зазора более 0,5 и 1,0 мм.
Размеры асбестовых колец (рис.42) для набивки сальников приведены в табл.18.
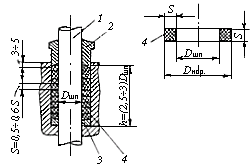
Рис.42. Сальниковое уплотнение шпинделя
1 - шпиндель; 2 - грундбукса; 3 - сальниковое кольцо; 4 - асбестовое кольцо.
Таблица 18
|
Наименование |
Диаметр шпинделя ( | ||||||||||
|
16 |
20 |
24 |
30 |
36 |
40 |
44 |
48 |
52 |
60 |
70 | |
|
Сторона квадрата шнура |
5 |
6 |
6 |
8 |
8 |
10 |
10 |
10 |
13 |
13 |
16 |
|
Диаметр асбестового кольца |
26 |
32 |
36 |
46 |
52 |
60 |
64 |
68 |
78 |
86 |
102 |
6.3.3. Сборку сальникового уплотнения шпинделя необходимо выполнять в следующей последовательности: очистить гнездо сальника, установить сальниковое кольцо, затем уложить асбестовые уплотнительные кольца с прослойками из серебристого чешуйчатого графита толщиной 1,5-2,0 мм.
Замки асбестовых колец должны располагаться вразбежку: от нижних двух колец повернутыми на 180° один относительно другого, у следующей пары также, но повернутыми на 90° относительно нижней пары, и так по всей глубине сальника. После укладки каждого кольца с графитовой прослойкой производится уплотнение их разъемной грундбуксой. Деформация асбестовых уплотнительных колец при уплотнении их в процессе сборки должна составлять 0,5-0,6 первоначальной высоты кольца.
6.3.4. Сальник должен быть набит на полную глубину так, чтобы грундбукса входила в сальниковую камеру на 3-5 мм, а сальниковая набивка была зажата между грундбуксой и сальниковым кольцом. Затем производится окончательная затяжка сальника с помощью нормального ключа без применения рычага.
В сальниковых уплотнениях водяной арматуры, где уплотнение шпинделя выполняется только асбестовыми кольцами без графитовой прослойки, уплотнение набивки производится после укладки очередной пары асбестовых колец.
6.3.5. Качество набивки сальников арматуры зависит от тщательности уплотнения первых (нижних) асбестовых колец, от отсутствия перекоса грундбуксы, который может вызвать образование на поверхности шпинделя рисок, и наличия парения в процессе эксплуатации арматуры.
Проверка качества набивки сальников крышек арматуры осуществляется после гидравлического испытания трубопровода совместно с арматурой.
6.3.6. Набивка сальниковой камеры арматуры всех типов, кроме арматуры ![]() 10 и 20 мм и арматуры игольчатого типа, производится при крайнем верхнем положении шпинделя. Сальниковые камеры арматуры
10 и 20 мм и арматуры игольчатого типа, производится при крайнем верхнем положении шпинделя. Сальниковые камеры арматуры ![]() 10 и 20 мм и арматуры игольчатого типа набиваются при крайнем нижнем положении шпинделя.
10 и 20 мм и арматуры игольчатого типа набиваются при крайнем нижнем положении шпинделя.
6.3.7. Арматура Венюковского завода выпускается с прессованными асбестографитовыми кольцами в качестве сальникового уплотнения шпинделей; разбирать арматуру до установки ее заводом не рекомендуется. В паспортах этой арматуры делается пометка "СП" (сальник прессованный).
6.4. Особые условия подготовки арматуры к монтажу:
ревизия и гидравлическое испытание
6.4.1. Арматура, не имеющая паспорта, подвергается ревизии и гидравлическому испытанию.
6.4.2. Ревизия арматуры заключается во вскрытии ее и проверке состояния уплотнительных поверхностей затвора, сальника, шпинделя, шпилек, зеркал фланцев, осмотре корпуса и крышки с целью выявления на них видимых дефектов.
Проверяется отсутствие заклинивания задвижки в промежуточном положении, легкость хода приводной головки, отсутствие заедания в шестернях, правильность установки уплотнительных колец.
6.4.3. В регулирующих клапанах должны проверяться: чистота уплотнительной поверхности шиберов (отсутствие коррозии), чистота резьбы на шпинделе, правильность установки шиберов (шибер должен свободно висеть на штоке, между нижним торцом шибера и упором на корпусе должен быть зазор 2-4 мм).
6.4.4. В процессе ревизии арматуры, предназначенной для пара сверхвысокого и высокого давления, следует при помощи стилоскопа проверить марки стали, из которых изготовлены корпус, крышка, шпиндель или шток, грундбукса и крепеж, и соответствие их материалам, приведенным в паспорте арматуры или каталогах. Марки стали для перечисленных деталей приведены также в разделе 4 главы 1 настоящей Инструкции.
6.4.5. При повреждении уплотнительных поверхностей задвижек, тарелок, клапанов и седел вентилей их необходимо притереть при помощи притиров и абразивных паст.
6.4.6. Притиры изготовляются из серого чугуна перлитной или перлитноферритной структуры твердостью по Бринеллю Нв 120. На рабочей поверхности притира не допускаются газовые и земляные раковины, местная пористость, включения зерен цементита и других литейных пороков, чистота ее должна быть 6-7 по ГОСТ 2789-73. Точность рабочей поверхности притира должна периодически проверяться на контрольной плите по краске.
6.4.7. Для притирки плоских поверхностей применяются плоские притиры, для притирки конусных уплотнений - комплект притиров: притир для седла и притир для тарелки (золотника). Приспособление для притирки уплотнительных поверхностей задвижек показано на рис.43.
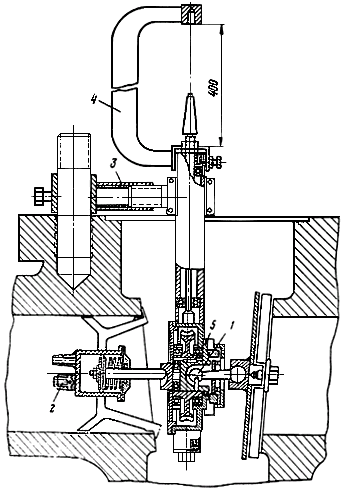
Рис.43. Приспособление для притирки уплотнительных поверхностей задвижек
1 - вал; 2 - игла; 3, 4 - держатели; 5 - обойма.
6.4.8. Притирку и доводку уплотнительных поверхностей - седел в корпусах вентилей, обратных клапанов и задвижек, а также клапанов и тарелок можно выполнять вручную или механическим способом, отдельно для одной единицы арматуры или для группы задвижек и вентилей.
Механическим способом притирка отдельной единицы арматуры осуществляется при помощи приспособлений, устанавливаемых на вертикальном сверлильном станке или на специальном притирочном станке.
Притирку уплотнительных поверхностей группы вентилей или задвижек производят на специальном стенде механическим способом - методом качания шпинделя или методом его поворота.
6.4.9. Для притирки уплотнительных поверхностей арматуры применяются абразивные пасты. Наилучшим образом при обработке наиболее твердых материалов: азотированных деталей, твердых сплавов, закаленных деталей, деталей с наплавкой стеллитов, деталей из нержавеющей стали, зарекомендовали себя алмазные пасты и пасты из синтетических алмазов различной зернистости; зернистость пасты выбирается исходя из требуемой чистоты обработанной поверхности (табл.19).
Таблица 19
|
Требуемый класс чистоты по ГОСТ 2989-72 |
Зернистость пасты, мкм |
|
9-10 |
АП 40-АП 20 |
|
10-11 |
АП 28-АП 14 |
|
11-12 |
АП 20-АП 7 |
|
12-13 |
АП 10-АП 3 |
|
13-14 |
АП 5-АП 1 |
6.4.10. Алмазные пасты АП40, АП28, АП20 следует применять для предварительной доводки при снятии припуска до 100 мкм, алмазные пасты АП14, АП10 - для предварительной доводки при снятии припуска 40-100 мкм, пасты АП7, АП5, АП3 следует использовать для окончательной доводки при снятии припуска 40-30 мкм.
Для получения нужной чистоты поверхности ее исходная чистота не должна быть ниже заданной более чем на два класса.
Ниже приводится состав алмазных паст для доводки и полировки уплотнительных поверхностей из различных марок закаленных, легированных сталей и твердых сплавов, %:
|
Олеиновая кислота |
27 |
|
АП20, АП14, АП10 |
|
Стеарин |
60 |
|
АП5, АП3 |
6.4.11. Притир должен применяться только для одной зернистости паст, маркируя его номером зернистости или окрашивая условным цветом, присвоенным пасте данной зернистости.
6.4.12. Все абразивные притирочные материалы должны иметь паспорта с указанием в них марки и зернистости. Хранятся абразивные материалы при температуре не ниже плюс 5 °С и относительной влажности воздуха не более 65% в специальных металлических банках, исключающих их засорение различными посторонними примесями, а также смешивание между собой.
6.4.13. Проверяют качество притирки и доводки уплотнительных поверхностей арматуры визуально по внешнему виду, при этом поверхности притертых деталей по всей площади должны быть на отблеск совершенно одинаковыми: блестяще-матовыми, близкими к зеркальным и не иметь видимых невооруженным глазом штрихов.
Качество притирки может быть также определено "на карандаш". Для этого на уплотнительные поверхности наносят карандашом штрихи в различном направлении по всей окружности, затем уплотнительную поверхность кладут на контрольную плиту и при легком нажиме поворачивают 2-3 раза в разные стороны. Если нанесенные штрихи окажутся стертыми по всей длине, притирка выполнена удовлетворительно.
Окончательный контроль качества притирки уплотнительных поверхностей осуществляется гидравлическим испытанием арматуры.
6.4.14. После притирки детали арматуры следует промыть керосином.
6.4.15. Гидравлическое испытание арматуры может производиться отдельно для каждой задвижки или вентиля и для группы задвижек и вентилей на специальном стенде.
6.4.16. Перед гидравлическим испытанием арматуры на плотность ее предварительно промывают керосином, а уплотнительные поверхности насухо вытирают. При заполнении арматуры водой воздух из нее полностью удаляют.
6.4.17. Гидравлическое испытание арматуры производится при закрытом затворе с постепенным повышением давления. Запорные органы арматуры должны быть плотно закрыты путем вращения маховичков вручную или приводом, но без применения рычагов.
6.4.18. У вентилей с давлением под тарелку испытание на плотность сальника производится с открытым затвором при заглушенной второй стороне вентиля; затем заглушка должна быть снята, затвор закрыт для испытания на плотность клапана.
У вентилей с давлением на тарелку испытание на плотность сальника и клапана производят одновременно.
Для гидравлического испытания задвижек трубопровод подсоединяется к дренажному отверстию, из которого предварительно выворачивают пробку. Задвижки испытываются с одной стороны затвора. В обратных клапанах вода для испытания подводится на тарелку.
6.4.19. Дроссельная и регулирующая арматура на плотность не испытывается.
6.4.20. Испытательное давление для арматуры, изготовленной на ![]() , принимается по ГОСТ 356-68, а изготовленной на
, принимается по ГОСТ 356-68, а изготовленной на ![]() должно превышать рабочее давление на 25%; это давление выдерживается в течение 5 мин. При этом на краях уплотнительных поверхностей затвора арматуры может появиться роса. Если эта роса в течение испытания превращается в стекающие капли, то количество вытекаемой воды замеряется в кубических сантиметрах.
должно превышать рабочее давление на 25%; это давление выдерживается в течение 5 мин. При этом на краях уплотнительных поверхностей затвора арматуры может появиться роса. Если эта роса в течение испытания превращается в стекающие капли, то количество вытекаемой воды замеряется в кубических сантиметрах.
Допускаемые нормы пропуска среды арматурой различных классов плотности согласно ГОСТ 9544-60** приведены в табл.20.
Таблица 20
|
Условные проходы арматуры ( | |||||||||||||
|
Класс плотности арматуры |
6 и менее |
10- |
20- |
32- |
50- |
80- |
125- |
200- |
300- |
500- |
800- |
1200- |
1600- |
|
Допускаемые пропуски воды через затвор, см | |||||||||||||
|
I |
Пропуск не допускается |
- |
- |
- |
- |
- |
1 |
3 |
5 |
7 | |||
|
II |
Пропуск не допускается |
- |
- |
1 |
2 |
3 |
5 |
8 |
12 |
18 | |||
|
III |
Пропуск не допускается |
1 |
2 |
3 |
7 |
12 |
20 |
40 |
70 |
100 | |||
К первому классу плотности относится арматура, устанавливаемая на трубопроводах пара, питательной воды, а также в качестве концевой на любом трубопроводе; ко второму классу плотности - арматура трубопроводов гидрозолоудаления; к третьему классу - арматура трубопроводов технической и циркуляционной воды.
6.4.21. Если в результате испытания не обнаружено пропуска среды, превышающего нормы, арматура считается выдержавшей испытание.
О проведении гидравлического испытания арматуры составляется акт.
6.5. Монтаж приводов
6.5.1. В зависимости от назначения арматуры и параметров среды в трубопроводе применяются следующие приводы арматуры: ручные местные или дистанционные, электроприводы встроенные или колонковые.
6.5.2. Ручные приводы при помощи чугунных маховиков, укрепленных непосредственно на шпинделе или втулке вентиля или задвижки, применяются при небольших усилиях, требующихся для перемещения затвора арматуры.
Размер диаметра маховика находится в зависимости от величины крутящего момента, необходимого для перемещения затвора.
6.5.3. При установке арматуры в труднодоступных местах применяются дистанционные ручные приводы, при помощи которых открытие и закрытие арматуры осуществляются с места обслуживания оборудования.
6.5.4. Дистанционные приводы в зависимости от конкретных условий могут применяться с различной компоновкой основных узлов: колонок группового привода, приводных колонок, приводных консолей, шарнирных муфт, коробок перемены направления, шарнирных узлов и компенсаторов.
Дистанционные приводы к арматуре трубопроводов ТЭС применяются по МВН 1925-61![]() 1948-61.
1948-61.
6.5.5. Компоновка узлов дистанционного привода должна обеспечивать закрытие арматуры при вращении маховика колонки по часовой стрелке. Положение стрелки на маховике, колонке или консоли должно обязательно соответствовать направлению вращения для закрытия арматуры.
6.5.6. Трубы, связывающие шарнирные муфты, могут иметь наклон не более 30°.
6.5.7. При установке дистанционных приводов необходимо обеспечить свободное вращение штанг и шарниров; штанги не должны задевать за строительные конструкции и оборудование.
Колонки дистанционного управления следует крепить к перекрытию сквозными болтами и цементным раствором.
6.5.8. Колонки дистанционного управления должны располагаться в местах, удобных для обслуживания. Кнопки для местного управления электроприводами должны устанавливаться вблизи места установки арматуры.
6.5.9. Электроприводы арматуры предназначены для работы в помещении при температуре окружающего воздуха не более плюс 50 °С.
6.5.10. Встроенные электроприводы устанавливаются непосредственно на арматуре и состоят из электродвигателя, червячного редуктора и коробки концевых выключателей.
Колонковый электропривод представляет собой электропривод, встроенный и закрепленный на колонке.
6.5.11. Перед установкой электропривода на арматуру на него устанавливают коробку концевых выключателей. При этом кулачки коробки концевых выключателей не должны проворачиваться относительно своей оси. При установке коробки необходимо следить за отсутствием перекоса фланца коробки и правильным попаданием зуба приводного валика коробки в паз валика привода. Допускается укладывать между фланцем коробки и приводом прокладку из промасленного картона. Гайки, крепящие коробку, должны быть застопорены против самоотвинчивания пружинными шайбами.
6.5.12. При монтаже арматуры с электроприводом необходимо обеспечить доступ к маховику привода, местам смазки, коробке концевых выключателей и удобство монтажа электроподводки. Электропривод должен иметь надежное заземление.
Перед включением электропривода в работу необходимо заполнить корпус редуктора автолом N 10 до уровня контрольной пробки, а масленки тщательно набить солидолом.
6.5.13. Опробование электропривода с арматурой производится после достижения рабочего давления в трубопроводе, при этом проверяется переключение механизма ручной блокировки из положения электрического управления в положение ручного и наоборот; переключение должно быть легким, без заедания; проверяется работа электропривода при ручном управлении путем открытия и закрытия арматуры, при этом вращение маховика должно быть плавным, без заеданий.
6.5.14. Электрические исполнительные механизмы для регулирующей арматуры (колонки дистанционного управления КДУ) монтируются на полу или на перекрытиях с соблюдением горизонтального расположения вала; отклонение от горизонтального положения допускается до 15° в любую сторону.
7.1. Поузловая приемка трубопровода
7.1.1. По окончании монтажа трубопровода должна быть произведена поузловая его приемка, в процессе которой проверяется:
а) соответствие смонтированного трубопровода проекту;
б) соблюдение проектных уклонов трубопровода по всей трассе;
в) наличие дренажных и спускных линий трубопровода, воздушных кранов на верхних участках трубопровода, воронок в местах, указанных на чертежах;
г) наличие бобышек и гильз для установки КИП, реперов для замера ползучести металла паропроводов и указателей исходного положения оси паропровода для последующих наблюдений за его тепловым удлинением.
7.1.2. Необходимо проверить завершенность всех работ по сварке и термообработке монтажных стыков:
а) прочность закрепления опор и подвесок и удаление временных опор и приспособлений, установленных на трубопроводе в период монтажа;
б) выполнение проектной затяжки пружин на массу трубопровода, воды и теплоизоляции;
в) отсутствие защемления трубопровода в подвижных опорах и в местах прохода через стенки и перекрытия;
г) легкость открытия и закрытия арматуры и наличие указателей.
7.1.3. Следует удостовериться в готовности площадок и лестниц для обслуживания арматуры, расположенной на высоте.
7.1.4. Окончание монтажа каждой трассы трубопровода фиксируется в акте поузловой приемки.
7.2. Гидравлическое испытание
7.2.1. После окончания монтажа трубопроводы всех категорий, подведомственные Госгортехнадзору, со всеми элементами и арматурой подлежат гидравлическому испытанию для проверки их плотности, а также качества сварных и других соединений.
7.2.2. Трубопроводы, не подведомственные Госгортехнадзору: сливные, продувочные и выхлопные следует испытывать на плотность наливом без давления.
7.2.3. Гидравлическое испытание трубопроводов и их элементов должно производиться после термообработки и контроля сварных соединений просвечиванием или ультразвуком, а также после исправления всех обнаруженных дефектов.
7.2.4. Трубопроводы должны подвергаться гидравлическому испытанию пробным давлением, в соответствии с указаниями чертежей и Правил Госгортехнадзора, обычно равным 1,25 рабочего давления.
За рабочее давление следует принимать: для паропроводов от котла - давление за пароперегревателем; для паропроводов противодавления турбины - максимально возможное по техническим условиям на поставку турбины; для паропроводов промежуточного перегрева и отборов пара от турбины - максимально возможное по данным завода-изготовителя; для паропроводов от РОУ - максимальное давление редуцированного пара; для трубопроводов питательной воды после деаэраторов - номинальное давление воды с учетом гидростатического давления столба жидкости; для трубопроводов питательной воды после питательных насосов и подогревателей высокого давления - наибольшее давление, создаваемое в напорном трубопроводе питательным электронасосом при закрытой задвижке.
7.2.5. Для гидравлического испытания должна применяться вода с температурой не ниже плюс 5 °С, проводить его следует также при положительной температуре окружающего воздуха во избежание замораживания воды в корпусах арматуры и тупиковых участках трубопровода.
При гидравлическом испытании паропроводов, работающих с давлением 100 кгс/см![]() и выше, температура их стенок должна быть не менее плюс 10 °С.
и выше, температура их стенок должна быть не менее плюс 10 °С.
7.2.6. Измерение давления в трубопроводе должно производиться по двум проверенным манометрам, один из которых должен быть контрольным. Проверку манометров производит Государственная контрольная лаборатория по измерительной технике, после чего манометры пломбируются.
Манометры должны соответствовать классу точности не ниже 1,5 по ГОСТ 2405-72, иметь диаметр корпуса не менее 150 мм и шкалу на номинальное давление около 4/3 измеряемого давления.
После опломбирования манометрами можно пользоваться в течение одного года.
7.2.7. Сосуды, являющиеся неотъемлемой частью трубопровода, испытываются тем же давлением, что и трубопроводы.
7.2.8. Испытываемый участок трубопровода должен отключаться от оборудования и других участков трубопровода задвижками или заглушками.
До начала гидравлического испытания участка трубопровода должно быть проверено отключение его от всех действующих коммуникаций. Заглушки, устанавливаемые между фланцами трубопровода и арматуры, должны иметь выступающую часть - хвостовик, по которой определяют наличие поставленной заглушки. Временные заглушки могут также быть вварены в конец трубы.
7.2.9. Толщина временной заглушки ![]() в зависимости от параметров среды в трубопроводе может быть определена по формуле
в зависимости от параметров среды в трубопроводе может быть определена по формуле
 , мм, (10)
, мм, (10)
где ![]() - давление среды, кгс/см
- давление среды, кгс/см![]() ;
;
![]() - наружный диаметр трубы (при расчете толщины заглушки, зажатой между фланцами) или внутренний диаметр трубы (при расчете толщины заглушки, вваренной в конец трубы), мм;
- наружный диаметр трубы (при расчете толщины заглушки, зажатой между фланцами) или внутренний диаметр трубы (при расчете толщины заглушки, вваренной в конец трубы), мм;
![]() - допускаемое напряжение, кгс/см
- допускаемое напряжение, кгс/см![]() , которое равно:
, которое равно:
|
Для сталей марок |
ВСт.3сп5 |
20 |
15ГС |
|
При температуре среды 20 °С |
14 |
14,7 |
18,5 |
|
При температуре среды до 250 °С |
12 |
13,2 |
16,5 |
7.2.10. Производить гидравлическое испытание участка трубопровода, имеющего на конце задвижку или заглушку, по другую сторону которой находится пар или вода с температурой выше 100 °С, запрещается.
7.2.11. Пребывание людей во время гидравлического испытания вблизи фланцевых соединений трубопровода, арматуры и сосудов запрещается.
7.2.12. Заполнение трубопровода водой может производиться при помощи питательного или любого другого насоса, напор которого при закрытой задвижке не превышает рабочего давления трубопровода.
Присоединение испытываемого трубопровода к насосу или гидравлическому прессу, создающим испытательное давление, должно осуществляться через два запорных вентиля.
7.2.13. Заполнение трубопровода водой следует вести при открытых воздушниках; появление воды через воздушники свидетельствует об окончании заполнения трубопровода водой, после этого воздушники необходимо закрыть.
Давление в трубопроводе должно подниматься и снижаться постепенно. Время выдержки трубопровода и его элементов под пробным давлением должно быть не менее 5 мин.
После снижения пробного давления до рабочего следует осмотреть трубопровод по всей длине.
7.2.14. Трубопровод и его элементы считаются выдержавшими гидравлическое испытание, если во время испытания не произошло падения давления по манометру, не обнаружено признаков разрыва, течи, слезок и потения в сварных соединениях и в основном металле и видимых остаточных деформаций.
7.2.15. По окончании гидравлического испытания воду из трубопровода полностью удаляют через дренажи при открытых воздушниках. При отрицательной температуре окружающего воздуха для слива воды следует также разболтить фланцевые соединения.
7.2.16. О проведении гидравлического испытания трубопровода составляется акт, а результаты гидравлического испытания трубопровода вносятся в свидетельство о монтаже трубопровода.
7.2.17. Техническое освидетельствование смонтированного трубопровода, наружный осмотр и гидравлическое испытание его перед пуском производит инспектор котлонадзора с оформлением соответствующей документации.
7.3. Химическая очистка смонтированного трубопровода
7.3.1. Химической очистке подлежат паропроводы котел-турбина вместе с трубной системой котла, комплекс трубопровода подготовки питательной воды и трубопроводов питательной воды для котлов, работающих при давлении 100 кгс/см![]() и выше (в том числе питательный трубопровод, конденсатопроводы, трубопроводы конденсатоочистки, деаэраторы 7 ата, ПВД по паровой и водяной стороне, растопочный сепаратор, трубопроводы, РОУ и БРОУ).
и выше (в том числе питательный трубопровод, конденсатопроводы, трубопроводы конденсатоочистки, деаэраторы 7 ата, ПВД по паровой и водяной стороне, растопочный сепаратор, трубопроводы, РОУ и БРОУ).
Паропроводы, работающие при давлении ниже 100 кгс/см![]() , подвергаются продувке, а питательные и другие трубопроводы, транспортирующие воду, - промывке.
, подвергаются продувке, а питательные и другие трубопроводы, транспортирующие воду, - промывке.
7.3.2. Назначение химической очистки внутренней поверхности трубопроводов - растворение всех отложений продуктов коррозии (окислов железа) в виде окалины и ржавчины, имеющихся на стенках труб, и создание на внутренней поверхности труб тонкой и прочной защитной пленки, предохраняющей эти поверхности от дальнейшего окисления.
Химический способ очистки труб и оборудования заключается в водных отмывках, промывках циркулирующими моющими растворами и пассивации - наполнении объема специальным составом для создания защитной пленки.
7.3.3. Химическая очистка трубопроводов производится по схеме, разработанной для каждого отдельного случая, по технологии, рекомендованной "Инструкцией по проведению химических очисток теплоэнергетического оборудования" (ОРГРЭС, 1967 г.).
7.3.4. При подготовке и сборке схемы химической очистки особое внимание должно быть уделено предупреждению нарушений плотности во время очистки, т.е. разъедания кислотой неудовлетворительно сваренных стыков, выбивания или прорыва плохо установленных прокладок или набивок сальников арматуры.
7.3.5. Одним из основных условий для успешного проведения кислотной промывки является создание скоростей потока моющих растворов, достаточных для промывания загрязнений. Величина скорости потока при водной отмывке должна находиться в пределах 2,5-7 м/с, а при промывке моющими растворами - 0,7-2 м/с. Это условие может быть выполнено путем соответствующего выбора насосов и распределения потока по контурам промывки.
7.3.6. Насосы для кислотной промывки должны быть высоконапорными и с большим расходом воды, обеспечивающим требуемые скорости. Для промывок оборудования блоков мощностью 200, 300 МВт и более применяют насосы типа АЯП-300х3 производительностью 300 м![]() /ч и напором 100 м вод.ст., 8НД-9х3 производительностью 300 м
/ч и напором 100 м вод.ст., 8НД-9х3 производительностью 300 м![]() /ч и напором 300 м вод.ст., а также 14М-12х4 производительностью 1200 м
/ч и напором 300 м вод.ст., а также 14М-12х4 производительностью 1200 м![]() /ч и напором 240 м вод.ст.
/ч и напором 240 м вод.ст.
7.3.7. Помимо этого, для проведения кислотной промывки необходимы емкости для накопления обессоленной воды и конденсата и организация реагентного хозяйства в составе баков-емкостей, баков-мерников, насосов, дозаторов, обвязанных трубопроводами.
7.3.8. Для сброса промывочных вод, являющихся токсическими растворами, должны быть предусмотрены баки-нейтрализаторы, загруженные негашеной известью, после чего отработанные растворы могут быть сброшены в канал шлакоудаления. Для мощных блоков (300 МВт и более) должны быть устроены специальные бассейны-нейтрализаторы со щелочным раствором.
7.3.9. Порядок промывки устанавливается инструкцией. Он включает: отмывку всех контуров холодной сырой водой (или технической), отмывку обессоленной горячей водой с циркуляцией по контурам или предварительную обработку горячим моющим раствором с последующим его вытеснением конденсатом или обессоленной водой, затем собственно промывку контуров горячим моющим раствором, выполняемую один или два раза, вытеснение моющего раствора и, наконец, пассивацию внутренних поверхностей труб, т.е. циркуляцию в контурах специальных веществ, образующих на стенках труб защитную пленку. После этого раствор вытесняется конденсатом или обессоленной водой, и промывочные контуры опорожняются.
В качестве моющих средств применяют соляную, серную, лимонную, адипиновую кислоты и гидразин-гидрат.
Пассивация осуществляется нитратом натрия или гидразин-гидратом.
7.3.10. Во избежание повреждений предохранительной арматуры все предохранительные клапаны (кроме предохранительных клапанов на деаэраторах), входящие в промываемый контур, не монтируются, а если монтируются, то отглушаются.
7.3.11. Арматура, установленная на трубопроводе и участвующая в переключениях во время промывки, должна быть полностью смонтирована и оснащена электроприводами.
7.3.12. Во время прокачки воды необходимо следить, чтобы полностью была открыта арматура и воздух в промываемых трубопроводах отсутствовал.
7.3.13. Водные отмывки и химическая промывка осуществляются поэтапно для каждого промываемого контура. После первого этапа химической промывки должна быть произведена ревизия арматуры, установленной на дренажах и концах тупиковых участков трубопроводов.
7.3.14. Момент окончания отмывки каждого контура или участка определяется по отсутствию взвеси в дренируемой воде; критерием окончания кислотной промывки является стабилизация содержания железа, определяемая химическим путем.
7.3.15. Для оценки состояния внутренних поверхностей труб и оборудования последнее вскрывают и осматривают, в трубопроводе вскрывают тупиковые участки.
Если в трубах обнаруживается шлам, состоящий из окислов железа и сварочного грата, его следует удалить скребком.
Вся внутренняя поверхность труб после кислотной промывки должна быть покрыта гладкой пленкой черного цвета.
7.4. Промывка и продувка трубопроводов
7.4.1. Все прочие трубопроводы, транспортирующие воду, подлежат промывке технической водой до полного ее осветления со сбросом в канализацию по схеме, разработанной наладочной организацией и согласованной с дирекцией ТЭС. В конце промываемого трубопровода должна быть установлена труба сечением не менее 50% сечения трубопровода для сброса воды.
Проходные сечения временных трубопроводов должны быть такими, чтобы скорость движения среды внутри очищаемых участков превышала рабочую скорость не менее чем на 30%.
7.4.2. На время промывки во всасывающем трубопроводе питательных и конденсатных насосов должны быть установлены сетки, изготовленные из стального листа толщиной 2-3 мм с просверленными в нем отверстиями диаметром 3-4 мм.
Отверстий должно быть столько, чтобы живое сечение сетки было равно трехкратному сечению входного патрубка насоса. Сетку следует изготовлять конусной и закреплять в ближайшем к насосу фланцевом соединении.
Во время промывки сетки должны периодически очищаться. Показателем того, что сетка забита грязью, шламом и окалиной, может служить падение давления в насосе.
7.4.3. При промывке трубопроводов деаэратора вода должна направляться в бак, минуя деаэраторную колонку, чтобы не засорялись отверстия сит, расположенных внутри нее. Следует предусмотреть и предотвратить возможность забивания окалиной трубопроводов впрыска, что может привести к последующему забиванию отверстий сопл впрыска.
7.4.4. Для промывки трубопроводов должен быть предварительно накоплен запас воды; баки, предназначенные для этого, следует осмотреть и промыть.
В процессе промывки необходимо следить за уровнем воды в баке, так как падение уровня может вызвать запаривание насоса.
7.4.5. Промываемый участок трубопровода должен быть отключен от действующих трубопроводов заглушками. В период промывки все запорные органы арматуры должны быть полностью открыты, за исключением задвижки на напорном трубопроводе насоса, от которого ведется промывка. Эта задвижка должна быть открыта на необходимую величину для регулирования скорости воды при промывке.
Внутреннее устройство регуляторов питания и обратных клапанов должно быть вынуто.
7.4.6. По окончании промывки следует снять заглушки с мест отключения трубопровода, вынуть сетки, вскрыть тупиковые участки трубопровода, вскрыть крышки запорной арматуры, осмотреть и очистить их от скопившейся грязи; собрать, закрепить и обтянуть разбиравшиеся фланцевые соединения.
7.4.7. Все паропроводы с условным диаметром до 400 мм должны быть продуты паром для удаления окалины, сварочного грата, загрязнений и посторонних предметов.
На энергоблоках высокого и сверхвысокого давления продувке подлежат все паропроводы острого пара, промперегрева, паропровод к турбине питательного турбонасоса к РОУ и БРОУ, отводы паропровода к предохранительным клапанам, паропроводы к эжекторам и на уплотнения турбины.
7.4.8. Продувка может производиться "собственным паром", т.е. паром от котла энергоблока, к которому относится трубопровод, и "посторонним паром", т.е. паром от соседнего котла или от временной котельной.
7.4.9. Схема и рабочие чертежи временных трубопроводов для продувки паропроводов сверхвысокого и высокого давления должны быть разработаны проектной организацией. Программа продувки паропроводов разрабатывается монтажной и пусконаладочной организациями и согласовывается с дирекцией ТЭС.
Для паропроводов до ![]() 100 кгс/см
100 кгс/см![]() схема и программа продувки должны быть разработаны монтажной организацией и согласованы с дирекцией ТЭС.
схема и программа продувки должны быть разработаны монтажной организацией и согласованы с дирекцией ТЭС.
7.4.10. При монтаже продувочных трубопроводов должно быть предусмотрено выполнение следующих указаний:
а) сечение временной трубы, присоединяемой к продуваемому паропроводу с рабочей температурой до 510 °С, должно составлять не менее 50-60% сечения паропровода; труба должна быть выведена наружу горизонтально или вверх под углом. Для паропровода с рабочей температурой 540-570 °С сечение выхлопного трубопровода принимается по расчету; расчетом также определяется скорость пара;
б) опора для концевой части трубы, выходящей за пределы здания, должна быть надежно закреплена с учетом силы и направления реакции действующей на нее при выходе паровой струи, место выхлопа должно быть выбрано с учетом мер по технике безопасности;
в) временные продувочные трубопроводы должны прокладываться свободно, с учетом их тепловых удлинений, без передачи возможных усилий или вибраций на перекрытия и ограждающие конструкции. В местах обслуживания временный трубопровод должен быть покрыт тепловой изоляцией;
г) регулирование продувки должно вестись паровой задвижкой, установленной в начале продуваемого участка трубопровода.
7.4.11. К началу продувки паропровод должен быть полностью покрыт тепловой изоляцией. Все скользящие и направляющие опоры должны быть очищены от мусора и крошек бетона, оставшихся после подливки опор и могущих вызвать защемление трубопровода. Должно быть проверено качество затяжки неподвижных опор. Леса и подмости около паропроводов должны быть разобраны.
7.4.12. Во время продувки паропровода все запорные органы, установленные на продуваемом участке, должны быть полностью открыты. Предусмотренная схемой продувки временная арматура должна иметь электропривод.
7.4.13. Подвижные части клапанов РОУ и БРОУ, главных паровых задвижек, стопорных клапанов ЦСД турбины должны быть демонтированы, а их уплотнительные поверхности и седла защищены от механических повреждений специальными приспособлениями.
7.4.14. Прогрев паропровода для продувки следует вести постепенно по заранее разработанному наладочной организацией режиму паром через байпас задвижки при открытых дренажах, через которые отводится конденсат. Непосредственно перед продувкой дренажи должны быть закрыты во избежание засорения.
7.4.15. Продувку следует начинать при достижении давления поступающего через байпас пара: в котлах среднего давления (до ![]() =39 кгс/см
=39 кгс/см![]() ) - 0,75 рабочего; в котлах высокого давления (
) - 0,75 рабочего; в котлах высокого давления (![]() =140 кгс/см
=140 кгс/см![]() ) - 30-40 кгс/см
) - 30-40 кгс/см![]() , после чего необходимо постепенно открывать задвижку.
, после чего необходимо постепенно открывать задвижку.
Продувка паропроводов сверхвысоких параметров производится при достижении следующего давления: главного паропровода - 100-120 кгс/см![]() , холодных ниток промежуточного перегрева - 7 кгс/см
, холодных ниток промежуточного перегрева - 7 кгс/см![]() , горячих ниток промежуточного перегрева - 5 кгс/см
, горячих ниток промежуточного перегрева - 5 кгс/см![]() .
.
7.4.16. При продувке паропровода от постороннего источника пара количество его и параметры должны обеспечить скорости в трубопроводе в пределах 40-60 м/с.
Скорость пара может быть подсчитана по формуле
![]() , м/с, (11)
, м/с, (11)
где ![]() - количество пара, кг/ч;
- количество пара, кг/ч;
![]() - сечение продуваемого паропровода, м
- сечение продуваемого паропровода, м![]() ;
;
|
|
|
|
Продувка должна вестись поэтапно отдельными участками, указанными в схеме.
Продувка каждого участка паропровода продолжается 5-10 мин от момента открытия задвижки. Последовательность продувки участков паропровода и способ переключения их предусматриваются общей программой продувки паропровода.
7.4.17. Монтажный персонал, принимающий участие в промывке трубопроводов или продувке паропроводов, должен быть проинструктирован и расставлен по местам для наблюдения за ходом операций и за состоянием трубопровода, его опор и подвесок.
Территория в месте выхода выхлопной трубы временного продувочного паропровода должна быть выгорожена и охраняема в виду возможности вылета из трубы твердых предметов, оказавшихся внутри паропровода.
7.4.18. По окончании продувки паропровода должны быть очищены места возможных скоплений грязи и шлама: тупиковые участки, арматура и особенно дренажные вентили.
7.4.19. О проведении химической очистки, продувки и промывки трубопровода должны быть составлены акты.
7.5. Подготовка трубопровода к включению в работу
7.5.1. По окончании химической очистки, продувки и промывки трубопроводов все временные трубопроводы, арматура и приспособления должны быть удалены и восстановлена схема трубопроводов, предусмотренная проектом, а арматура, участвовавшая в перечисленных операциях, должна быть подвергнута ревизии.
7.5.2. Цель ревизии арматуры - выявление образовавшихся повреждений, являющихся результатом попадания на уплотнительные поверхности посторонних предметов в период промывки и продувки, а также эрозионных их разрушений.
В процессе ревизии проверяется чистота внутренней поверхности корпусов вентилей и задвижек, отсутствие сварочного грата, шлама, окалины; удаляются все временные защитные устройства в арматуре, связанные с технологией промывки и продувки трубопроводов.
Тупиковые участки трубопроводов, не подвергшиеся промывке, должны быть очищены.
7.5.3. В предохранительных клапанах необходимо проверить чистоту трубопроводов и отсутствие попадания в поршневую камеру клапанов сварочного грата и окислов железа, что может привести к заклиниванию поршневой группы.
7.5.4. После ревизии и восстановления арматуры следует трижды проверить легкость ее открытия и закрытия. Запорная арматура должна открываться полностью до упора, после чего маховик следует повернуть на 0,5-1 оборот в сторону закрытия. Применение дополнительных рычагов при открывании и закрывании арматуры не допускается.
Подтяжка сальниковых болтов или шпилек должна производиться равномерно. Резьбу шпинделя арматуры необходимо регулярно смазывать.
7.5.5. В случае пропусков во фланцевых соединениях последние должны быть разболчены и осмотрены. Участок, на котором разбалчивается фланцевое соединение, следует обеспарить путем спуска воды или конденсата через дренажи, а если это участок действующего трубопровода, то отглушить. При разбалчивании фланцев необходимо предупредить выпадание из фланцев металлических прокладок и измерительных шайб и падение их вниз.
При ослаблении болтов на фланцевых соединениях трубопровода с сосудом или аппаратом необходимо соблюдать осторожность ввиду возможности выплескивания или вытекания пара и воды, могущих причинить ожоги монтажному персоналу.
Во избежание падения отболченной арматуры или участка трубопровода необходимо предварительно подвесить их на тали или веревке к строительным или технологическим конструкциям.
7.5.6. При наличии на паропроводах среднего и низкого давления фланцевых соединений обтяжка их в случае парения производится после окончания продувки и очистки паропроводов от грязи, в процессе прогрева паропровода, но при давлении в нем не выше 3-5 кгс/см![]() .
.
7.5.7. В процессе подготовки трубопровода к включению в работу временные вставки, установленные на трубопроводе, должны быть вырезаны, и вместо них вварены устройства с измерительными соплами или диафрагмами. После вырезки временных вставок следует немедленно очистить от стружки или грата (оплавленного металла) внутренние полости труб, прилегающие к местам реза. На вертикальных участках трубопровода должны быть приняты меры, чтобы стружка или грат не попадали в трубопроводы, расположенные ниже места реза.
7.5.8. В измерительном устройстве сопло должно быть расположено таким образом, чтобы расширяющаяся часть его была направлена по ходу среды. В измерительном устройстве камерная диафрагма должна быть установлена так, чтобы со стороны входа среды была камера с выступом (с плюсом), а со стороны выхода - камера с впадиной (с минусом). Диск диафрагмы должен быть установлен расширяющейся частью конической расточки дроссельного отверстия также по ходу рабочей среды.
7.5.9. При установке сварных соединений с измерительными соплами и диафрагмами на трубопроводах сверхвысоких параметров должно соблюдаться следующее:
а) трубы, к которым привариваются патрубки сварных соединений с измерительным устройством, должны иметь внутренний диаметр, равный или больший внутреннего диаметра патрубка (![]() ); овальность по
); овальность по ![]() допускается не более 1,3 мм; концы труб, обращенные к патрубкам, расточке не подлежат.
допускается не более 1,3 мм; концы труб, обращенные к патрубкам, расточке не подлежат.
Если внутренний диаметр труб, к которым привариваются патрубки, превышает внутренний диаметр патрубков, следует произвести конусную расточку патрубков с уклоном 1:10, толщина стенки после расточки в любом месте не должна быть менее величины, указанной в НО 799-66;
б) неперпендикулярность входного торца сопла к его оси не должна превышать 0,5°, а смещение оси отверстия сопла или диафрагмы относительно оси трубопровода не должно быть более следующих величин, мм:
|
|
| |
|
200 |
0,6 | |
|
|
200-500 |
1,0 |
|
500-1000 |
2,0 | |
|
Более |
1000 |
3,0 |
7.5.10. Приварка блока измерительного устройства неплавящимся электродом в среде аргона для сварки корневого шва (на удаляемом подкладном кольце или без него) должна быть выполнена так, чтобы отсутствовал грат или выступающий внутрь трубы валик.
7.5.11. Подлежат проверке и опробованию колонки дистанционного управления КДУ и электрические исполнительные механизмы регулирующей арматуры.
В редукторы должно быть залито масло, а редуктор обкатан в течение 15 мин. Затем производится настройка индукционных датчиков и микровыключателей. Эти работы выполняются наладочной организацией.
7.6. Техническая документация для сдачи смонтированного трубопровода
7.6.1. По окончании монтажа подведомственные Госгортехнадзору трубопроводы 1-й категории с наружным диаметром свыше 70 мм и трубопроводы 2-й и 3-й категорий с наружным диаметром свыше 100 мм подлежат регистрации дирекцией ТЭС в местной инспекции Госгортехнадзора СССР с оформлением соответствующей документации.
7.6.2. На остальные трубопроводы, подведомственные Госгортехнадзору, но нерегистрируемые, документация оформляется в том же объеме и хранится в дирекции ТЭС.
7.6.3. На сливные, продувочные, выхлопные трубопроводы, а также трубопроводы в пределах паровых турбин и отборы пара от турбины до отключающей задвижки действие "Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды" не распространяется.
7.6.4. Сосуды, относящиеся к данному узлу трубопровода, подлежат регистрации вместе с последним.
7.6.5. Редукционно-охладительные установки (РОУ) должны регистрироваться совместно с паропроводом со стороны высокого давления; документация для регистрации должна представляться на все элементы РОУ от входной задвижки до выходной задвижки со стороны низкого давления (как на элементы, работающие с параметрами со стороны высокого давления).
7.6.6. Регистрация трубопроводов в местных органах Госгортехнадзора производится на основании письменного заявления администрации предприятия - владельца трубопровода (дирекции ТЭС), при этом должны быть представлены следующие документы: паспорт трубопровода; исполнительная схема трубопровода; свидетельство о качестве изготовления трубопровода; свидетельство о качестве монтажа трубопровода; акт приемки в эксплуатацию трубопровода его владельцем от монтажной организации; паспорта и другая документация на сосуды, являющиеся неотъемлемой частью трубопровода.
7.6.7. Для регистрации трубопровода 1-й категории с условным проходом более 70 мм (сверхвысокого и высокого давления), 2-й и 3-й категорий с условным проходом более 100 мм (среднего и низкого давления) монтажная организация оформляет и представляет дирекции ТЭС следующую техническую документацию:
а) исполнительную схему трубопровода (монтажные формуляры на сборочно-сварочные работы) с указанием на ней диаметров и толщин труб; расположения опор, компенсаторов, арматуры, спускных, продувочных и дренажных устройств, сварных соединений с указанием расстояний между ними, расположения реперов контроля ползучести и контрольных участков (для трубопроводов, работающих при температурах, вызывающих ползучесть металла) для наблюдения за изменением структуры;
б) свидетельство о качестве монтажа трубопровода, включающее сведения о виде монтажной сварки и режиме термообработки, данные о присадочном материале, методе, объеме и результатах контроля сварных соединений, выполненных на монтаже, сведения о материалах, из которых изготовлялся трубопровод на монтажной площадке, сведения о стилоскопировании (деталей трубопроводов из легированных сталей и наплавленного металла на монтажных швах), результаты гидравлического испытания трубопровода;
в) акты о продувке паропроводов и промывке трубопроводов;
г) акты о поузловой приемке трубопроводов;
д) формуляр затяжки пружинных опор паропровода.
7.6.8. Для трубопроводов, изготовляемых на заводах КВОиТ Главтеплоэнергомонтажа, последние должны представлять монтажной организации (для последующей передачи дирекции ТЭС) свидетельство о качестве изготовления трубопровода, содержащее сведения о трубах, арматуре, фасонных частях, фланцах и крепежных деталях, виде сварки, применявшейся при изготовлении элементов и блоков трубопроводов, данные о присадочном материале, сведения о виде и режиме термообработки труб гибов и сварных соединений и о результатах их контроля.
Приложение 1
Перечень трубопроводов ТЭС по назначению применительно к энергоблоку
мощностью 300 МВт (блок N 2 расширения Каширской ГРЭС на 300 МВт:
котел N 17 Пп-50ж и турбина N 10 К-300-240)
|
N п.п. |
Наименование трубопровода |
Параметры |
Категория трубопровода | |
|
( |
|
|||
|
1 |
2 |
3 |
4 |
5 |
|
Паропроводы сверхвысокого и высокого давления | ||||
|
1 |
Главный паропровод и паропроводы к БРОУ и РОУ |
255 |
565 |
Iб |
|
2 |
Трубопровод продувки главного паропровода |
255 |
565 |
Iб |
|
3 |
Трубопровод сброса из растопочного сепаратора в коллектор 20 ата |
270 |
480 |
Iб |
|
4 |
Трубопровод эксплуатационной промывки и консервации котла |
255 |
565 |
Iб |
|
5 |
Трубопровод продувки и установки воздушников главного паропровода |
255 |
565 |
Iб |
|
6 |
Трубопровод высокого давления для продувки пробоотборных устройств |
255 |
565 |
Iб |
|
Паропроводы среднего давления | ||||
|
7 |
Паропровод горячего промперегрева |
38,4 |
570 |
Iв |
|
8 |
Трубопровод перемычки на горячем промперегреве |
38,4 |
570 |
Iв |
|
9 |
Трубопровод отвода к предохранительным клапанам |
38,4 |
570 |
Iв |
|
10 |
Трубопровод продувки горячего |
38,4 |
570 |
Iв |
|
11 |
Трубопровод холодного промперегрева |
- |
- |
- |
|
12 |
Трубопровод дренажей и продувок горячего и холодного промперегрева |
38,4 |
570 |
Iв |
|
13 |
Паропровод на пожаротушение регенеративного воздухоподогревателя |
30 |
420 |
IIа |
|
14 |
Трубопровод пожаротушения хвостовых поверхностей котла |
30 |
420 |
IIа |
|
15 |
Трубопровод обдувки поверхностей нагрева котла |
30 |
420 |
IIа |
|
16 |
Трубопровод обогрева фланцев и шпилек |
38,4 |
570 |
Iв |
|
17 |
Трубопровод послемонтажной продувки в машинном зале |
30 |
400 |
IIа |
|
18 |
Трубопровод продувки паропроводов греющего пара деаэраторов, РОУ и горячего промперегрева |
30 |
100 |
- |
|
Паропроводы низкого давления | ||||
|
19 |
Паропровод от штоков клапанов в деаэраторы |
7 |
570 |
IIб |
|
20 |
Выхлопной трубопровод от горячего промперегрева |
3,5 |
570 |
Iб |
|
21 |
Трубопровод греющего пара деаэраторов |
16,6 |
450 |
IIа |
|
22 |
Выхлопной трубопровод от турбонасоса |
1 |
240 |
IVa |
|
23 |
Трубопровод продувки трубопровода подвода пара к турбоприводу |
16 |
300 |
IlIa |
|
24 |
Трубопровод подвода резервного пара к ПНД-4 из линии холодного промперегрева |
6 |
330 |
IlIa |
|
25 |
Выхлопной трубопровод растопочной РОУ |
20 |
330 |
IlIa |
|
26 |
Выхлопной трубопровод растопочной РОУ |
10 |
330 |
IlIa |
|
27 |
Выхлопные трубопроводы пара от коллектора 20 ата и от холодного промперегрева |
20 |
330 |
IlIa |
|
28 |
Выхлопные трубопроводы пара от коллектора 20 ата и от холодного промперегрева |
15 |
280 |
IlIa |
|
29 |
Трубопровод выхлопа греющего пара деаэраторов Р=7 ата |
7 |
450 |
IIa |
|
30 |
Трубопроводы выпара из деаэраторов Р=7 ата и обвязка охладителей выпара |
7 |
170 |
IIIб |
|
31 |
Трубопроводы сброса пара из коллектора 20 ата в конденсатор |
20 |
330 |
IlIa |
|
32 |
Паропровод от РОУ собственных нужд на уплотнение турбогенератора, на деаэраторы и пр. |
11 |
200 |
IVб |
|
33 |
Трубопровод сброса из коллектора 20 ата в бак-расширитель |
20 |
330 |
IIlв |
|
34 |
Трубопровод подачи пара на уплотнение турбогенератора и уравнительный трубопровод деаэраторов |
11 |
300 |
IlIa |
|
35 |
Трубопровод сброса из коллектора 20 ата в деаэраторы |
20 |
300 |
IlIa |
|
36 |
Трубопровод сброса пара из деаэратора в конденсатор |
6 |
170 |
IVa |
|
37 |
Трубопровод сброса пара из РОУ к БРОУ в конденсатор |
20 |
330 |
IlIa |
|
38 |
Трубопровод подвода пара к калориферам |
5,4 |
300 |
IlIa |
|
39 |
Трубопровод дренажей и воздушников паропроводов греющего пара, уравнительного трубопровода деаэраторов и паропровода 39 ата |
16 |
450 |
IIa |
|
40 |
Трубопровод подвода пара от РОУ собственных нужд к калориферам |
8 |
200 |
IVa |
|
41 |
Трубопровод послемонтажной продувки в машинном зале |
11 |
210 |
IVa |
|
42 |
Трубопровод послемонтажной продувки и промывки линии холодного промперегрева |
30 |
400 |
IIa |
|
43 |
Трубопровод продувки уплотнений турбины |
11 |
200 |
IVa |
|
44 |
Выхлопной трубопровод от главного паропровода |
3,5 |
565 |
IIa |
|
45 |
Выхлопные трубопроводы из дренажных баков и расширителя дренажей атмосферного типа |
1 |
100 |
- |
|
Питательные трубопроводы сверхвысокого и высокого давления | ||||
|
46 |
Трубопровод питательной воды |
380 |
260 |
Iг |
|
47 |
Трубопровод дренажа питательного трубопровода |
380 |
260 |
Iг |
|
48 |
Трубопровод подключения кислотных насосов к питательным трубопроводам |
380 |
260 |
Iг |
|
49 |
Трубопровод впрыска питательной воды в тракт пара высокого давления |
380 |
260 |
Iг |
|
Трубопроводы воды среднего и низкого давления | ||||
|
50 |
Трубопровод впрыска от промежуточной ступени питательных насосов в тракт котла, БРОУ и РОУ |
80 |
170 |
IIIб |
|
51 |
Трубопровод водяного охлаждения статора генератора |
24 |
120 |
IIIб |
|
52 |
Трубопровод разгрузки бустерных насосов |
16 |
170 |
IVб |
|
53 |
Трубопровод уплотнения питательных, бустерных и конденсатных насосов |
25 |
30 |
- |
|
54 |
Трубопровод разгрузки питательных насосов |
16 |
170 |
IVб |
|
55 |
Питательный трубопровод низкого давления |
7 |
170 |
IVб |
|
56 |
Трубопровод впрыска в расширитель дренажей низкого давления |
24 |
30 |
- |
|
57 |
Трубопровод подачи воды на уплотнения насосов обессоливающей установки |
8 |
30 |
- |
|
58 |
Трубопровод основного конденсата |
24 |
150 |
IIIв |
|
59 |
Трубопровод конденсата на впрыск в БРОУ |
25 |
30 |
- |
|
60 |
Трубопровод конденсата ПВД |
16 |
200 |
IIIв |
|
61 |
Всасывающие трубопроводы насосов обессоливающей установки и конденсатных насосов |
1 |
30 |
- |
|
62 |
Трубопровод обвязки расширительного бачка ПНД N 2 |
1,2 |
100 |
- |
|
63 |
Напорный трубопровод насосов обессоливающей установки и сброс в циркводовод |
9 |
30 |
- |
|
64 |
Трубопровод слива конденсата из ПВД и ПНД-4 |
15 |
200 |
IVб |
|
65 |
Трубопроводы обессоленной воды |
13,5 |
30 |
- |
|
66 |
Трубопроводы слива и перелива из деаэраторных баков в расширитель дренажей низкого давления |
7 |
70 |
- |
|
67 |
Трубопровод слива из расширителя дренажей в дренажный бак |
1 |
100 |
- |
|
68 |
Трубопровод охлаждающей воды к ОТЦ системы охлаждения статора генератора |
4 |
30 |
- |
|
69 |
Трубопровод слива из дренажных баков |
1 |
100 |
- |
|
70 |
Напорный трубопровод насосов дренажных приямков пола машинного зала |
3 |
40 |
- |
|
71 |
Трубопровод опорожнения ПВД, ПНД N 4 и соединительного трубопровода из ПВД в ПНД |
1 |
30 |
- |
|
72 |
Трубопровод опорожнения охладителей ОВ-140 и ОВ-40 и трубопроводов охлаждающей воды газоохладителей |
1 |
40 |
- |
|
73 |
Трубопровод промывки фильтров ФС-400 и ФС-250 |
1 |
20 |
- |
|
74 |
Трубопровод опорожнения конденсатора |
1 |
30 |
- |
|
75 |
Трубопроводы охлаждающей воды машинного зала |
1 |
30 |
- |
|
76 |
Трубопровод циркуляционной воды эжекторной установки |
3,3 |
30 |
- |
|
77 |
Трубопровод обессоленной воды |
14,5 |
30 |
- |
|
78 |
Всасывающий и напорный трубопровод дренажных насосов в деаэраторы и бак-расширитель |
12,8 |
120 |
IVб |
|
79 |
Трубопровод перелива дренажных баков |
1 |
80 |
- |
|
80 |
Трубопровод впрыска при расхолаживании горячего промперегрева |
25 |
30 |
- |
|
81 |
Трубопровод уплотнения вакуумной арматуры |
6 |
30 |
- |
|
82 |
Трубопровод охлаждающей воды электродвигателя питательного насоса |
25 |
30 |
- |
|
83 |
Трубопровод на заполнение котла от бустерных насосов |
230 |
170 |
IIIв |
|
84 |
Трубопровод подвода воды на впрыск в РОУ 30/11 ата |
25 |
30 |
- |
|
85 |
Циркуляционные трубопроводы в машинном зале |
- |
- |
- |
|
86 |
Трубопровод отвода конденсата от калориферов |
8 |
180 |
IVб |
|
87 |
Трубопровод подвода и слива охлаждающей воды сервомоторов каналов БРОУ |
10 |
40 |
- |
|
88 |
Трубопроводы охлаждающей воды подшипников |
3,3 |
30 |
- |
|
89 |
Сливные трубопроводы охлаждения электродвигателей и маслостанций мельниц |
3,3 |
40 |
- |
|
90 |
Трубопровод сброса охлаждающей воды подшипников в канализационный колодец |
1 |
30 |
- |
|
91 |
Трубопровод охлаждения маслохозяйства и электродвигателей мельниц |
3,3 |
30 |
- |
|
92 |
Трубопровод подачи воды на промывку регенеративного воздухоподогревателя и слива воды из него и коробов |
7 |
70 |
- |
|
93 |
Трубопровод сброса моющей среды машинного зала в ГЗУ |
30 |
100 |
- |
|
94 |
Трубопровод кислотной промывки ПВД по паровой части |
30 |
100 |
- |
|
95 |
Трубопровод промывки впрыска в пароприемное устройство |
30 |
100 |
- |
|
96 |
Трубопровод сброса среды из деаэраторов в циркводовод при промывке |
30 |
100 |
- |
|
97 |
Трубопроводы водной и кислотной промывки котла |
30 |
100 |
- |
|
98 |
Трубопровод насосов кислотной промывки |
30 |
100 |
- |
|
99 |
Трубопровод эксплуатационной промывки и консервации котла |
30 |
100 |
- |
Приложение 2
Техническая характеристика труб
|
Тип труб |
ГОСТ или ТУ на трубы |
Марка стали |
ГОСТ или ТУ на сталь |
Диаметр, мм |
Предельные параметры | |
|
темпе- |
давление кгс/см | |||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Высоколегированные | ||||||
|
Бесшовные, горячекатаные |
МРТУ 14-4-21-67 |
Х18Н12Т |
МРТУ 14-4-21-67 |
76-325 |
610 |
Не ограничено |
|
|
|
1Х11В2МФ (ЭИ-756) |
МРТУ 14-4-21-67 |
76-325 |
630 |
То же |
|
Бесшовные, холоднокатаные, холоднотянутые, теплокатаные |
МРТУ 14-4-21-67 |
Х18Н12Т |
МРТУ 14-4-21-67 |
10-42 |
610 |
Не ограничено |
|
|
1Х11В2МФ (ЭИ-756) |
МРТУ 14-4-21-67 |
10-42 |
630 |
То же | |
|
То же |
ЧМТУ____ |
Х18Н12Т |
ЧМТУ____ |
12-76 |
630 |
315 |
|
|
1Х11В2МФ (ЭИ-756) |
12-76 |
630 |
315 | ||
|
Легированные | ||||||
|
Бесшовные, горячекатаные |
МРТУ 14-4-21-67 |
12Х1МФ |
МРТУ 14-4-21-67 |
10-125 |
570 |
Не ограничено (255) |
|
|
|
15Х1М1Ф |
МРТУ 14-4-21-67 |
150-200 |
575 |
Не ограничено (255) |
|
То же |
ЧМТУ 3-247-69 |
15Х1М1Ф |
|
250 (377х70) |
575 |
Не ограничено (255) |
|
" |
МРТУ 14-4-21-67 |
15ХМ |
МРТУ 14-4-21-67 |
50-450 |
450 |
Не ограничено |
|
Бесшовные, горячекатаные |
МРТУ 14-4-21-67 |
12Х1МФ |
МРТУ 14-4-21-67 |
10-450 |
570 |
Не ограничено (140) |
|
Бесшовные, ковано-сверленые |
ТУ 5042-61 |
12Х1МФ |
219 и 275 |
570 |
Не ограничено (255) | |
|
|
ТУ 6704-64 |
15Х1М1Ф |
|
200 (325х60) |
575 |
Не ограничено |
|
Бесшовные, горячепрессованные |
ЗТУ 84-69 |
15Х1М1Ф |
|
600 (630х25) |
570 |
40 |
|
Бесшовные, холоднокатаные, холоднотянутые, теплотянутые, теплокатаные |
МРТУ 14-4-21-67 |
12Х1МФ |
МРТУ 14-4-21-67 |
10-100 |
570 |
Не ограничено |
|
Электросварные |
ТУ 24-3-09-107-69 |
15Х1М1Ф |
|
900 |
570 |
40 |
|
Низколегированные | ||||||
|
Бесшовные, горячекатаные |
МРТУ 14-4-21-67 |
15ГС |
МРТУ 14-4-21-67 |
100-300 |
450 |
Не ограничено |
|
Спец. ТУ |
15ГС |
|
800 |
450 |
44 | |
|
|
ЧМТУ 3-247-69 |
15ГС |
|
350 |
450 |
44 |
|
Бесшовные, горячепрессованные |
Спец. ТУ |
16ГС |
ГОСТ 5520-69* |
600 |
450 |
44 |
|
________________ | ||||||
|
ЗТУ 84-69 |
16ГС |
ГОСТ 5520-69* |
500 |
450 |
44 | |
|
Электросварные |
ТУ 14-3-109-73 |
15ГС |
ГОСТ 5520-69* |
350 |
350 |
64 |
|
|
16ГС |
ГОСТ 5058-65* |
350 |
350 |
64 | |
|
ЧМТУ-3-243-69 |
16ГС, 17ГС; 14ХГС |
ГОСТ 5058-65* |
500 |
425 |
40 | |
|
|
ГОСТ 10706-63 группа В |
10Г2С1 |
ГОСТ 5058-65* |
426-1620 |
350 |
25 |
|
________________ | ||||||
|
Электросварные со спиральным швом (двусторонним) |
ГОСТ 8696-62 группа В |
10Г2С1 |
ГОСТ 5058-65* |
426-1220 |
350 |
25 |
|
Углеродистые | ||||||
|
Бесшовные, горячекатаные |
МРТУ 14-4-21-67 |
20 |
МРТУ 14-4-21-67 |
57-400 |
450 |
Не ограничено |
|
ГОСТ 8731-66 группа В |
10, 20 |
ГОСТ 1050-74 |
25-800 |
425 |
540 | |
|
Бесшовные, холоднокатаные, холоднотянутые, теплокатаные, теплотянутые |
ГОСТ 8733-66 группа В |
ВСт.3сп5 |
ГОСТ 380-71 |
10-108 |
300 |
40 |
|
Электросварные прямошовные |
ГОСТ 10706-63* группа В |
ВСт.3пс5 |
ГОСТ 380-71 |
426-1620 |
300 |
25 |
|
Электросварные со спиральным швом (двусторонним) |
ГОСТ 8696-74 группа В |
ВСт.3сп5 |
ГОСТ 380-71 |
426-1220 |
300 |
25 |
|
Электросварные |
ГОСТ 10706-63* группа В |
0, 8, 10, 20 |
ГОСТ 1050-60* |
8-530 |
300 |
16 |
Приложение 3
Химический состав сталей
|
Марка стали |
ГОСТ |
Химический состав, % | |||||||||||||||
|
угле- |
крем- |
мар- |
хром |
ни- |
молиб- |
вольф- |
вана- |
титан |
бор |
нио- |
сера |
фос- |
медь |
це- |
мы- | ||
|
15ХМ |
МРТУ 14-4-21-67 |
0,11-0,16 |
0,17-0,37 |
0,4-0,7 |
0,8-1,1 |
Не более 0,25 |
0,4-0,55 |
- |
- |
- |
- |
- |
0,025 |
0,035 |
0,2 |
- |
- |
|
12Х1МФ |
МРТУ 14-4-21-67 |
0,08-0,15 |
0,17-0,37 |
0,4-0,7 |
0,9-1,2 |
" |
0,25-0,35 |
- |
0,15-0,3 |
- |
- |
- |
0,025 |
0,025 |
0,2 |
- |
- |
|
15Х1М1Ф |
МРТУ 14-4-21-67 |
0,1-0,16 |
0,17-0,37 |
0,4-0,7 |
1,1-1,4 |
" |
0,9-1,1 |
- |
0,2-0,35 |
- |
- |
- |
0,025 |
0,025 |
0,25 |
- |
- |
|
1Х11В2МФ (ЭИ-756) |
МРТУ 14-4-21-67 |
0,1-0,15 |
Не более 0,5 |
0,5-0,8 |
10-12 |
Не более 0,6 |
0,6-0,9 |
1,7-2,2 |
0,15-0,3 |
- |
- |
- |
0,025 |
0,025 |
0,3 |
- |
- |
|
Х18Н12Т |
МРТУ 14-4-21-67 |
Не более 0,12 |
He более 0,8 |
1,0-2,0 |
17,0-19,0 |
11,0-13,0 |
- |
- |
- |
(С-0,02)х |
- |
- |
0,02 |
0,035 |
0,3 |
- |
- |
|
15ГС |
МРТУ 14-4-21-67 |
0,12-0,18 |
0,7-1,0 |
0,9-1,3 |
Не более 0,3 |
Не более 0,3 |
- |
- |
- |
- |
- |
- |
0,025 |
0,035 |
0,3 |
- |
- |
|
20 |
МРТУ 14-4-21-67 |
0,17-0,24 |
0,17-0,37 |
0,35-0,65 |
Не более 0,25 |
Не более 0,25 |
- |
- |
- |
- |
- |
- |
0,025 |
0,03 |
0,3 |
- |
- |
|
12МХ |
0,09-0,16 |
0,15-0,30 |
0,40-0,70 |
0,40-0,6 |
- |
0,40-0,60 |
- |
- |
- |
- |
- |
0,025 |
0,030 |
- |
- |
- | |
|
16ГС |
ГОСТ 5058-65 |
0,12-0,18 |
0,40-0,70 |
0,90-1,20 |
He более 0,30 |
Не более 0,30 |
- |
- |
- |
- |
- |
- |
- |
- |
Не |
- |
- |
|
17ГС |
ГОСТ 5058-65 |
0,14-0,20 |
0,40-0,60 |
1,00-1,40 |
" |
" |
- |
- |
- |
- |
- |
- |
- |
- |
" |
- |
- |
|
14ХГС |
ГОСТ 5058-65 |
0,11-0,16 |
0,40-0,70 |
0,90-1,30 |
0,50-0,80 |
Не более 0,30 |
- |
- |
- |
- |
- |
- |
- |
- |
Не более 0,3 |
- |
- |
|
10 |
ГОСТ 1050-74 |
0,07-0,14 |
0,17-0,37 |
0,35-0,65 |
0,15 |
0,25 |
- |
- |
- |
- |
- |
- |
Не более 0,40 |
Не более 0,035 |
- |
- |
- |
|
Ст.08 |
ГОСТ 1050-74 |
0,05-0,12 |
0,17-0,37 |
0,35-0,65 |
0,10 |
0,25 |
- |
- |
- |
- |
- |
- |
То же |
То же |
- |
- |
- |
|
ВCт.3сп5 |
ГОСТ 380-71* |
0,14-0,22 |
0,12-0,30 |
0,40-0,65 |
0,30 |
0,30 |
- |
- |
- |
- |
- |
- |
0,05 |
0,04 |
0,30 |
- |
0,08 |
|
ВСт.3пс5 |
ГОСТ 380-71* |
0,14-0,22 |
0,05-0,17 |
0,40-0,65 |
0,30 |
0,30 |
- |
- |
- |
- |
- |
- |
0,05 |
0,04 |
0,30 |
- |
0,08 |
|
ВСт.3Гпс5 |
ГОСТ 380-71* |
0,14-0,22 |
Не более 0,15 |
0,80-1,10 |
0,30 |
0,30 |
- |
- |
- |
- |
- |
- |
0,05 |
0,04 |
0,30 |
- |
0,08 |
Приложение 4
Механические свойства сталей
|
Продольные образцы |
|
Поперечные образцы | |||||||||||
|
Марка стали |
ГОСТ или технические условия |
времен- |
предел теку- |
относи- |
относи- |
ударная вязкость ( |
Твер- |
времен- |
предел теку- |
относи- |
относи- |
ударная вязкость по ГОСТ на марки стали ( | |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 | |
|
|
|
Не менее |
He менее | ||||||||||
|
15ХМ |
МРТУ 14-4-21-67 |
45 |
24 |
21 |
50 |
6 |
- |
45 |
23 |
20 |
45 |
5 | |
|
12Х1МФ |
МРТУ 14-4-21-67 |
45 |
26 |
21 |
55 |
6 |
- |
45 |
26 |
19 |
50 |
5 | |
|
15Х1М1Ф |
МРТУ 14-4-21-67 |
50 |
32 |
18 |
50 |
5 |
- |
50 |
32 |
16 |
45 |
4 | |
|
1Х11В2МФ |
МРТУ 14-4-21-67 |
60 |
40 |
18 |
- |
- |
220 |
60 |
40 |
17 |
45 |
5 | |
|
Х18Н12Т |
МРТУ 14-4-21-67 |
54 |
22 |
35 |
55 |
- |
200 |
- |
- |
- |
- |
- | |
|
15ГС |
МРТУ 14-4-21-67 |
50 |
30 |
18 |
45 |
6 |
- |
50 |
30 |
16 |
40 |
5 | |
|
20 |
МРТУ 14-4-21-67 |
41 |
22 |
24 |
45 |
5 |
- |
41 |
22 |
22 |
40 |
4 | |
|
12МХ |
42 |
24 |
21 |
45 |
6 |
- |
- |
- |
- |
- |
- | ||
|
16ГС |
ГОСТ 5058-65 |
49-50 |
32-33 |
21 |
- |
6 |
- |
- |
- |
- |
- |
- | |
|
17ГС |
ГОСТ 5058-65 |
50-52 |
34-35 |
23 |
- |
- |
- |
- |
- |
- |
- |
- | |
|
14ХГС |
ГОСТ 5058-65 |
50 |
35 |
22 |
- |
- |
- |
- |
- |
- |
- |
- | |
|
10 |
ГОСТ 1050-74 |
34 |
21 |
31 |
55 |
- |
- |
- |
- |
- |
- |
- | |
|
Ст.08 |
ГОСТ 1050-74 |
33 |
20 |
33 |
60 |
- |
- |
- |
- |
- |
- |
- | |
|
ВСт.3пс5 |
ГОСТ 380-71* |
38-49 |
21-25 |
23-26 |
- |
8-10* |
- |
- |
- |
- |
- |
7-8 | |
|
ВСт.3Гпс5 |
ГОСТ 380-71* |
38-50 |
21-25 |
23-26 |
- |
8-10 |
- |
- |
- |
- |
- |
7-8 | |
_______________
* В числителе приведены значения ударной вязкости при ![]() плюс 20 °С, в знаменателе при
плюс 20 °С, в знаменателе при ![]() минус 20 °С.
минус 20 °С.
Приложение 5
Допускаемые отклонения размеров труб
|
Марка стали |
ГОСТ или технические условия |
Способ изготовления |
Диаметр труб, мм |
Допуска- |
Толщина стенки, мм |
Допуска- | |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 | |
|
20, 15ГС, 15ХМ |
МРТУ 14-4-21-67 |
Бесшовные, горячекатаные |
До 273 |
±1,0%* |
Для углеродистых |
Для высоколе- |
|
|
Х11В2МФ, Х18Н12Т |
|
|
Более 273 |
±1,25% |
Более 108 |
Более 140 |
|
|
|
|
Бесшовные, холоднокатаные, |
До 30 |
±0,3 мм |
|
| |
|
|
|
От 30 до 50 |
±0,4 мм |
Независимо |
±10% | ||
|
|
|
Более 50 |
±0,8% |
|
| ||
|
12Х1МФ |
Временные ТУ 5042-61 |
Ковано- |
219 и 275 |
±1,0% по наружному диаметру |
|
| |
|
15Х1М1Ф |
ТУ 6704-64 |
|
325 |
±0,5% по внутреннему диаметру |
|
| |
|
10, 20 |
ГОСТ 8732-70* |
Бесшовные |
До 50 |
±0,5 мм |
При толщине стенки до 15 |
+12,5% | |
|
|
Горячекатаные |
Более 50 |
±1,0% |
-15% | |||
|
Более 219 |
±1,25% |
Более 15 |
±12,5% | ||||
|
______________ | |||||||
|
ВСт. 3сп5 |
Бесшовные, холоднотянутые, теплокатаные |
От 4 до 10 |
±0,15 мм |
При толщине стенки до 1 |
±0,12 мм | ||
|
ВСт. 3пс5 |
|
Холоднокатаные |
Более 10 до 30 |
±0,3 мм |
Более 1 до 5 |
±10% | |
|
ВСт. 3Гпс5 |
|
|
Более 30 до 50 |
±0,4 мм |
Более 5 |
±8% | |
|
|
|
|
Более 50 |
±0,8% |
|
| |
|
ВСт.3сп5 |
ГОСТ 10704-63* |
Электросварные прямошовные |
До 10 |
±0,2 мм |
До 152 |
±10% | |
|
Более 10 до 30 |
±0,3 мм |
|
| ||||
|
|
|
Более 30 до 50 |
±0,4 мм |
|
| ||
|
Ст.08, Ст.10 |
ГОСТ 10704-63* |
Электросварные |
Более 50 |
±0,8% |
159 и более |
| |
|
|
|
Более 152 до 219 |
±1,0% |
|
| ||
|
|
|
Более 219 |
±1,25% |
|
| ||
|
|
|
Более 402 |
±(0,005 |
|
| ||
|
ВСт.3сп5 |
Электросварные со спиральным швом |
630 и 720 |
±2,0 мм |
- |
По толщине листа | ||
_______________
* Допуски приведены по наружному диаметру; допуски по внутреннему диаметру не должны их превышать.
Приложение 6
ПЕРЕЧЕНЬ
механизмов и приспособлений для монтажа трубопроводов
|
N п.п. |
Наименование |
Техническая характеристика |
Завод-изготовитель |
|
1 |
2 |
3 |
4 |
|
I. Механизированный инструмент для резки труб и разделки фасок | |||
|
1 |
Труборез типа ПТВ-16-28 |
Наружный диаметр труб от 16 до 28 мм, толщина стенки до 8 мм. Привод от электросверлилки ИЭ-1012, мощность 0,26 кВт |
МОЭЗМТ треста "ЦЭМ", Москва |
|
2 |
Труборез типа ПТМ-32-60 |
Наружный диаметр труб от 32 до 60 мм, толщина стенки до 10 мм. Привод от электродвигателя АП-33А, мощность 0,8 кВт |
То же |
|
3 |
Труборез типа ПТМ-76-108 |
Наружный диаметр труб от 76 до 108 мм, толщина стенки до 10 мм. Привод от электродвигателя АП-33А, мощность 0,8 кВт |
" |
|
4 |
Переносная электромашинка типа ГМ-0128 для резки труб абразивным диском |
Наружный диаметр труб 32, 38, 42 мм, диаметр абразивного диска 200х2 мм. Привод от электрошлифмашинки ИЭ-2004, мощность 0,8 кВт |
Дмитровский электромеханический завод |
|
5 |
Переносной труборез типа ГРВ-2 с газовым резаком "Пламя-62" |
Наружный диаметр труб от 133 до 426 мм |
Харьковский КМЗ |
|
6 |
Переносные труборезные станки: |
|
|
|
|
2Т-194М |
Для труб диаметром от 133 до 194 мм |
|
|
|
2Т-299М |
Для труб диаметром от 219 до 299 мм |
МОЭЗМТ треста"ЦЭМ", Москва |
|
|
2Т-377 |
Для труб диаметром от 325 до 377 мм |
|
|
|
для отрезки и обработки, для сварки концов труб из сталей перлитного и аустенитного классов |
толщина стенок труб до 65 мм. Электродвигатель мощностью 2,2 кВт. |
|
|
II. Шлифовальные машинки | |||
|
7 |
Электрошлифовальная машинка ИЭ-2004, прямая, для зачистки сварных швов, шлифования поверхностей, очистки от коррозии |
Диаметр абразивного круга 150 мм, число оборотов 3800 в минуту. Электродвигатель мощностью 0,8 кВт |
Выборгский завод "Электроинструмент" |
|
8 |
Электрошлифовальная машинка ПШМ-125, прямая |
Диаметр абразивного круга 125 мм, число оборотов 6050 в мин. Электродвигатель мощностью 0,8 кВт |
Дмитровский электромеханический завод |
|
9 |
Угловая электрошлифовальная машинка |
Диаметр абразивного круга 230 мм, число оборотов 6500 в мин. Электродвигатель АП-43А мощностью 1,6 кВт (для труб диаметром от 159 до 377 мм) |
МОЭЗМТ треста "ЦЭМ", Москва |
|
10 |
Электрошлифовальная машинка ИЭ-8201А с гибким валом и с абразивной щеткой на прямой головке |
Диаметр абразивного круга 200 мм, число оборотов 2750 в мин. Электродвигатель мощностью 0,8 кВт, длина гибкого вала 3,5 м, диаметр 12 мм |
Выборгский завод "Электроинструмент" |
|
11 |
Зачистная машинка с многоскоростным приводом и гибким валом для зачистки наружных и внутренних поверхностей концов труб для сварки, зачистки фасок и мест для УЗК |
Пять сменных насадок, три скорости вращения: 3000, 6000 и 9000 об/мин. Электродвигатель АП-33А мощностью 0,8 кВт. Длина гибкого вала 2 м (для труб диаметром от 28 до 60 мм) |
МОЭЗМТ треста "ЦЭМ", Москва |
|
12 |
Пневматическая шлифовальная машинка ИП-2009А |
Диаметр абразивного круга 60 мм, число оборотов 12000 в мин. Электродвигатель мощностью 0,9 л.с. |
Завод "Пневмостроймашина", Москва |
|
13 |
Пневматическая торцовая шлифовальная машина ИП-2203 для зачистки сварных швов и шлифования поверхностей |
Диаметр абразивного круга (чашеобразного) 125 мм. Число оборотов 4500 в мин. Электродвигатель мощностью 1,8 л.с. |
Завод "Пневмостроймашина", г.Свердловск |
|
III. Электросверлильные машинки | |||
|
14 |
Электросверлилка ИЭ-1017А |
Наибольший диаметр сверления 23 мм. Электродвигатель мощностью 0,6 кВт |
Выборгский завод "Электроинструмент" |
|
15 |
Угловая электросверлилка для сверления отверстий во фланцах собранных трубопроводов |
Наибольший диаметр сверления 23 мм. Привод электросверлилки ИЭ-1017А мощностью 0,6 кВт (для труб диаметром от 150 до 450 мм) |
Киевский экспериментальный механический завод треста "Энергомеханизация" |
|
16 |
Переносной станок СТФ-42М для сверления отверстий во фланцах задвижек и трубопроводов |
Наибольший диаметр сверления 42 мм, глубина сверления 90 мм. Электродвигатель мощностью 0,8 кВт (диаметр труб 133-426 мм, фланцев задвижек 400-1200 мм) |
МОЭЗМТ треста "ЦЭМ", Москва |
|
17 |
Электросверлилка ИЭ-1012 |
Наибольший диаметр сверления 15 мм. Электродвигатель мощностью 0,26 кВт |
Выборгский завод "Электроинструмент" |
|
18 |
Пневматическая сверлильная машина ИП-1016 |
Наибольший диаметр сверления 32 мм. Электродвигатель мощностью 2,5 л.с. |
Свердловский завод "Пневмостроймашина" |
|
IV. Трубогибочные станки | |||
|
19 |
Трубогибочные гидравлические ТРГ-22 и ТРГ-50 |
Диаметр труб 16-22 мм и 25-30 мм, угол гиба до 90°, жидкость - минеральное масло |
Ногинский опытный завод монтажных приспособлений |
|
20 |
Трубогибочный станок ВМС-23 |
Диаметр труб 15, 20, 25, 32 мм. Электродвигатель A-51-6 мощностью 2,8 кВт, 950 об/мин. |
|
|
V. Гайковерты | |||
|
21 |
Электрогайковерт ИЭ-3108 |
Наибольший диаметр резьбы 16 мм. Электродвигатель мощностью 0,18 кВт |
Завод "Электроинструмент", г.Ростов-на-Дону |
|
22 |
Электрогайковерт ИЭ-3101 |
Наибольший диаметр резьбы 20 мм. Электродвигатель мощностью 0,27 кВт |
Выборгский завод "Электроинструмент" |
|
23 |
Пневматический реверсивный гайковерт ИП-3106 |
Наибольший диаметр резьбы 30-42 мм |
Завод "Пневмостроймашина", г.Свердловск |
|
VI. Прочие монтажные приспособления | |||
|
24 |
Приспособление для вырезки прокладок из паронита и картона |
Для диаметров от 25 до 750 мм при толщине до 4 мм |
Березовский КМЗ треста "УЭМ" |
|
25 |
Кондуктор для приварки реперов для замера ползучести |
Для труб диаметром 210, 273, 377 мм |
- |
|
26 |
Приспособление для выпрямления овальности концов труб |
Для труб диаметром от 325 до 465 мм с толщиной стенки до 20 мм |
МКМЗ |
|
VII. Приспособления для сборки стыков | |||
|
27 |
Приспособление для центровки труб из легированных сталей |
Хомутовый тип, диаметр труб 133-560 мм (для сварки без подкладных колец) |
- |
|
28 |
То же |
Хомутовый тип, диаметр труб 108-426 мм (для сварки на подкладных кольцах) |
|
|
VIII. Такелажные механизмы и приспособления | |||
|
29 |
Электрические тали ТЭ-0,5, ТЭ-113, ТЭ-308М, ТЭ-505 |
Грузоподъемностью от 0,5 до 10 т |
- |
|
30 |
Шестеренчатые тали |
Грузоподъемностью 0,5, 1 и 2 т |
МОЭЗМТ |
|
31 |
Рычажные тали ручные |
Грузоподъемностью 2 т |
- |
|
32 |
Винтовой домкрат |
Грузоподъемностью 2 т с ходом 50, 100 и 200 мм |
МОЭЗМТ |
|
33 |
Рычажные лебедки |
Грузоподъемностью 1,5 и 3 т |
- |
|
34 |
Блоки однороликовые с крюком |
Грузоподъемностью 1,3 и 5 т |
- |
|
35 |
Стропы петлевые и кольцевые |
Набор канатов различных диаметров и грузоподъемности |
- |
Приложение 7
ПЕРЕЧЕНЬ
инструментов для монтажа трубопроводов
|
N п.п. |
Наименование |
Размер |
ГОСТ или нормаль |
|
1 |
2 |
3 |
4 |
|
I. Слесарный инструмент | |||
|
1 |
Ключи гаечные двухсторонние |
9х11, 10х12, 12х14, 17х19, 19х22, 22х24, 24х27, 27х30, 32х36, 36х41, 41х46, 46х50 |
2839-71* |
|
______________ | |||
|
2 |
Ключи гаечные "звездочка" накидные |
27, 32, 36, 41, 46, 50, 55, 60, 65 |
2906-71* |
|
______________ | |||
|
3 |
Ключи гаечные торцовые |
14, 17, 19, 22, 24, 27, 32, 36, 41 |
17738-72 |
|
4 |
Ключи гаечные разводные |
|
7275-62* |
|
______________ | |||
|
5 |
Ключи гаечные трубные |
N 1, 2, 3 |
18981-73 |
|
6 |
Кернеры слесарные |
- |
7213-72 |
|
7 |
Зубила кузнечные |
|
11148-65* |
|
8 |
Зубила слесарные |
7211-72* | |
|
______________ | |||
|
9 |
Молотки слесарные |
Масса 0,6-1,0 кг |
2310-70* |
|
______________ | |||
|
10 |
Кувалда |
Масса 4 и 6 кг |
11401-65* |
|
______________ | |||
|
11 |
Ломик |
Диаметр 20 мм, длина 600 мм |
- |
|
12 |
Отвертка слесарно-монтажная |
250х0,8 |
* |
|
______________ | |||
|
13 |
Ножовка слесарная ручная |
- |
- |
|
14 |
Полотна ножовочные |
- |
6645-68* |
|
______________ | |||
|
15 |
Напильники драчевые |
Тип А N 0-400 |
1465-69* |
|
________________ | |||
|
16 |
Напильники круглые |
Тип А N 2-315 |
1465-69 |
|
17 |
То же |
Тип Д N 1-315 |
1465-69 |
|
18 |
Напильники трехгранные |
Тип Г N 1-315 |
1465-69 |
|
19 |
Плоскогубцы универсальные |
200 мм |
5547-52 |
|
20 |
Сверла |
Спиральные с цилиндрическим хвостовиком диаметром 6 и 10 мм |
10902-64* |
|
|
|
Спиральные с коническим хвостовиком 13, 16, 20, 22 мм |
10903-64* |
|
______________ | |||
|
21 |
Метчики |
С метрической резьбой N 6, 8, 10, 12, 14, 16, 18, 20 |
9522-60* |
|
22 |
Плашки |
N 6, 8, 10, 12, 14, 16, 18, 20 |
9740-71* |
|
23 |
Патрон сверлильный |
До 6 мм и до 12 мм |
8522-70 |
|
24 |
Конус переходной |
N 2 на N 1 |
9268-70 |
|
25 |
Дрель ручная |
- |
7213-72 |
|
26 |
Воротки для метчиков раздвижные |
- |
MH 520-60 |
|
27 |
Воротки для плашек круглых |
N 1, 2, 3, 4 |
MH 522-60 |
|
II. Мерительный инструмент | |||
|
28 |
Метр стальной, складной |
|
7253-54* |
|
29 |
Рулетка |
|
7502-69 |
|
30 |
Штангенциркуль с глубиномером |
|
166-73 |
|
31 |
Кронциркуль |
300 мм |
- |
|
32 |
Циркуль слесарный разметочный |
350 мм |
18463-73 |
|
33 |
Линейка |
500 мм |
427-56* |
|
______________ | |||
|
34 |
Уровень брусковый |
Цена деления 0,2 |
9992-73 |
|
35 |
Угольник мерительный |
400х250 |
- |
|
36 |
Набор шаблонов для проверки кромок труб |
- |
- |
Приложение 8
Число оборотов шпинделя или штока для полного закрытия
запорной арматуры Венюковского арматурного завода на параметры
пара: 100/540, 140/570, 255/565, 41/570
воды: 185/215, 230/230, 380/280
|
N п.п. |
Наименование арматуры и характеристика привода |
Условный проход, мм |
Параметры среды |
Число оборотов шпинделя или штока для полного закрытия apматуры | |
|
|
|
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Вентиль со встроенным или колонковым приводом |
20 |
Независимо |
4,4 | |
|
2 |
Вентиль с колонковым приводом |
40, 50, 60 |
255 |
565 |
12 |
|
3 |
Вентиль со встроенным или колонковым приводом |
40, 50, 60 |
Для остальных параметров |
6 | |
|
4 |
Вентиль с колонковым приводом |
100 |
100 |
540 |
20 |
|
5 |
Задвижка со встроенным приводом |
100 |
255 |
565 |
18,75 |
|
|
|
|
380 |
280 |
20,8 |
|
|
|
|
Для остальных параметров |
20 | |
|
6 |
Задвижка с ручным приводом |
100 |
Независимо |
20 | |
|
7 |
Задвижка с цилиндрическим или коническим зацеплением с колонковым приводом |
100 |
255 |
565 |
56,25 |
|
|
|
380 |
280 |
62,4 | |
|
|
|
Для остальных параметров |
40 | ||
|
8 |
Задвижка со встроенным приводом |
125 |
100 |
540 |
21,75 |
|
9 |
Задвижка с цилиндрическим или коническим зацеплением с колонковым приводом |
125 |
100 |
540 |
63,75 |
|
10 |
Задвижка со встроенным приводом |
150 |
255 |
565 |
25,6 |
|
|
|
100 |
540 |
25 | |
|
|
|
|
380 |
280 |
18,75 |
|
Для остальных параметров |
21,25 | ||||
|
11 |
Задвижка с цилиндрическим или коническим зацеплением, с колонковым приводом |
150 |
255 |
565 |
76,8 |
|
|
100 |
540 |
75 | ||
|
|
|
380 |
280 |
56,25 | |
|
|
|
Для остальных параметров |
63,75 | ||
|
12 |
Задвижка со встроенным приводом |
175 |
100 |
540 |
28,25 |
|
|
|
Для остальных параметров |
25 | ||
|
13 |
Задвижка с цилиндрическим или коническим зацеплением, с колонковым приводом |
175 |
100 |
540 |
86,25 |
|
|
|
Для остальных параметров |
75 | ||
|
14 |
Задвижка со встроенным приводом |
200 |
255 |
565 |
23,5 |
|
|
|
380 |
280 |
21 | |
|
15 |
Задвижка с цилиндрическим или коническим зацеплением, с колонковым приводом |
200 |
255 |
565 |
70,5 |
|
|
|
140 |
570 |
86,25 | |
|
|
|
380 |
280 |
63 | |
|
16 |
Задвижка со встроенным приводом |
225 |
Независимо |
28,75 | |
|
17 |
Задвижка с цилиндрическим или коническим зацеплением, с колонковым приводом |
225 |
Независимо |
86,25 | |
|
18 |
Задвижка со встроенным приводом |
250 |
100 |
540 |
32,5 |
|
|
|
140 |
570 |
26 | |
|
230 |
230 |
28,75 | |||
|
|
|
|
380 |
280 |
25 |
|
19 |
Задвижка с цилиндрическим или коническим зацеплением, с колонковым приводом |
250 |
100 |
540 |
97,5 |
|
|
|
380 |
280 |
75 | |
|
|
|
Для остальных параметров |
86,25 | ||
|
20 |
Задвижка со встроенным приводом |
300 |
230 |
230 |
28,75 |
|
|
|
380 |
280 |
25 | |
|
21 |
Задвижка с цилиндрическим или коническим зацеплением, с колонковым приводом |
300 |
230 |
230 |
86,25 |
|
|
|
380 |
280 |
75 | |
|
22 |
То же |
400 и 450 |
41 |
570 |
161,25 |
|
23 |
" |
500 |
41 |
470 |
165 |
Приложение 8а
Число оборотов шпинделя или штока для полного открытия
регулирующей арматуры Венюковского арматурного завода
|
Параметры среды |
|||||
|
N п.п. |
Наименование арматуры |
Условный проход, мм |
|
|
Число оборотов шпинделя или штока для полного закрытия apматуры |
|
1 |
Клапан регулирующий шиберный со встроенным приводом |
100 |
230 |
230 |
8,75 |
|
380 |
280 |
||||
|
|
|
100 |
540 |
| |
|
|
|
|
140 |
570 |
12 |
|
|
|
|
185 |
215 |
|
|
2 |
Клапан дроссельный шиберный с колонковым приводом |
100 |
255 |
565 |
22,5 |
|
|
|
275 |
530 |
| |
|
|
|
160 |
500 |
18,3 | |
|
3 |
Клапан регулирующий шиберный со встроенным приводом |
150 |
380 |
280 |
13,25 |
|
|
|
100 |
540 |
12 | |
|
4 |
То же |
175 |
185 |
215 |
18,3 |
|
|
|
|
140 |
570 |
12 |
|
5 |
Клапан дроссельный шиберный с колонковым приводом |
175 |
275 |
530 |
20 |
|
6 |
Клапан регулирующий шиберный со встроенным электроприводом |
225 |
230 |
230 |
13,25 |
|
|
|
100 |
540 |
14,25 | |
|
7 |
Клапан дроссельный шиберный с колонковым приводом |
225 |
275 |
530 |
7,7 |
|
|
|
200 |
570 |
16,9 | |
|
8 |
Клапан регулирующий шиберный со встроенным приводом |
200 и 250 |
Независимо |
13,25 | |
|
9 |
То же |
350 |
41 |
570 |
10,8 |
Приложение 9
Перечень ГОСТ
|
ГОСТ 312-73 |
Лак N 67 |
|
ГОСТ 356-68 |
Давления условные, пробные и рабочие для арматуры и соединительных частей трубопровода |
|
ГОСТ 380-71 |
Сталь углеродистая обыкновенного качества. Марки и общие технические требования |
|
ГОСТ 481-71* |
Паронит |
|
ГОСТ 14637-69* |
Сталь толстолистовая и широкополосная (универсальная) низколегированная и углеродистая обыкновенного и повышенного качества. Технические требования |
|
ГОСТ 1050-74 |
Сталь углеродистая, качественная конструкционная. Марки и общие технические требования |
|
ГОСТ 1215-59 |
Отливки из ковкого чугуна. Технические требования |
|
ГОСТ 1234-67* |
Фланцы арматуры, соединительных частей и трубопроводов. Присоединительные размеры |
|
ГОСТ 1255-67* |
Фланцы с соединительным выступом стальные плоские приварные. Конструкция, размеры и технические требования |
|
ГОСТ 1412-70 |
Отливки из серого чугуна |
|
ГОСТ 2405-72 |
Манометры, вакуумметры и мановакуумметры показывающие. Общие технические требования |
|
ГОСТ 2590-71 |
Сталь горячекатаная, круглая. Сортамент |
|
Допуски и посадки размеров свыше 500 до 10000 мм | |
|
Шероховатость поверхности | |
|
ГОСТ 3005-51 |
Смазка пушечная (смазка УНЗ). Технические условия |
|
ГОСТ 3242-69 |
Швы сварных соединений. Методы контроля качества |
|
Сталь легированная конструкционная. Марки и технические требования | |
|
ГОСТ 4666-65* |
Маркировка и отличительная окраска арматуры |
|
ГОСТ 5058-65** |
Сталь низколегированная конструкционная. Марки и технические требования |
|
ГОСТ 5152-66* |
Набивки сальниковые |
|
ГОСТ 5279-74 |
Графит кристаллический (серебристый) литейный |
|
ГОСТ 5520-69 |
Сталь листовая углеродистая и низколегированная для котлостроения и сосудов, работающих под давлением. Технические требования |
|
ГОСТ 5631-70* |
Лак БТ-577 и краска БТ-177 |
|
Стали и сплавы высоколегированные, коррозионностойкие, жаростойкие и жаропрочные (деформируемые). Марки | |
|
ГОСТ 5761-74 |
Арматура трубопроводная общего назначения. Вентили на условное давление |
|
ГОСТ 5762-74 |
Арматура трубопроводная общего назначения. Задвижки на условное давление |
|
ГОСТ 5915-70* |
Гайки шестигранные нормальной точности. Конструкция и размеры |
|
ГОСТ 7338-65** |
Резина листовая техническая |
|
ГОСТ 7350-66* |
Сталь толстолистовая высоколегированная коррозионностойкая и жаростойкая. Технические требования |
|
ГОСТ 7419-74 |
Сталь горячекатаная рессорно-пружинная. Сортамент |
|
ГОСТ 7798-70* |
Болты с шестигранной головкой нормальной точности. Конструкция и размеры |
|
Трубы электросварные со спиральным швом | |
|
Трубы стальные бесшовные горячекатаные. Общие технические требования | |
|
Трубы стальные бесшовные холоднокатаные, теплокатаные, холоднотянутые и теплотянутые. Общие технические требования | |
|
ГОСТ 9066-69 |
Шпильки двусторонние для фланцевых соединений на |
|
ГОСТ 9544-60* |
Арматура трубопроводная запорная. Нормы герметичности затворов |
|
ГОСТ 10500-63** |
Прутки, штанги и полосы из теплоустойчивых и жаропрочных сталей |
|
ГОСТ 10704-63* |
Трубы стальные электросварные. Сортамент |
|
ГОСТ 01705-63* |
Трубы стальные электросварные. Технические требования |
|
ГОСТ 10706-63* |
Трубы стальные электросварные прямошовные. Технические требования |
|
ГОСТ 12831-67* |
Фланцы с выступом или впадиной стальные приварные встык. Конструкция, размеры и технические требования |
|
ГОСТ 12836-67* |
Заглушки с выступом фланцевые стальные. Конструкция, размеры и технические требования |
|
ГОСТ 12837-67* |
Заглушки с соединительным выступом фланцевые стальные. Конструкция, размеры и технические требования |
|
Допуски большие. Классы точности 7-10-й |
Личный кабинет:
доступно после авторизации
 Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке