
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
декабря
1
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 25593-83*
______________________
* Обозначение стандарта.
Измененная редакция, Изм. N 2.
Группа Г25
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПАСТЫ АЛМАЗНЫЕ
Технические условия
Diamond pastes. Specifications
ОКП 39 7291; 39 7191
Срок действия с 01.01.84
до 01.01.94*
________________________________
* Ограничение срока действия снято по протоколу N 3-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 5/6, 1993 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
Р.Ф.Кохан, Ю.П.Корнилов, Е.В.Пичугин, Т.И.Гришина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.01.83 N 219
3. Срок проверки - 1988 г.
Периодичность проверки - 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. Стандарт полностью соответствует СТ СЭВ 206-75.
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 12.1.004-85 |
7.3 |
|
7.1 | |
|
7.2 | |
|
7.4 | |
|
7.4 | |
|
3.4 | |
|
ГОСТ 380-88* |
Приложение 1 |
|
Приложения 2, 3, 4 | |
|
ГОСТ 1050-74 |
Приложения 2, 3 |
|
Приложение 1 | |
|
Приложение 4 | |
|
2.4, приложения 2, 4 | |
|
ГОСТ 3514-76 |
Приложение 4 |
|
Приложение 4 | |
|
Приложение 4 | |
|
Приложения 2, 3 | |
|
ГОСТ 5072-79 |
Приложения 1, 3, 4 |
|
Приложения 1, 2, 3, 4 | |
|
5.7 | |
|
Приложения 2, 3, 4 | |
|
ГОСТ 7138-83 |
7.4, приложения 1, 2, 3 |
|
Приложения 1, 2, 3, 4 | |
|
ГОСТ 7338-77 |
Приложение 4 |
|
ГОСТ 8026-75 |
Приложения 2, 3 |
|
Приложение 4 | |
|
ГОСТ 9206-80 |
2.1, приложение 4 |
|
ГОСТ 9412-77 |
Приложение 4 |
|
5.2, приложения 3, 4 | |
|
Приложение 4 | |
|
ГОСТ 10778-83 |
Приложение 4 |
|
Приложение 4 | |
|
Приложения 2, 3 | |
|
5.7 | |
|
ГОСТ 14712-79 |
Приложение 4 |
|
Приложение 4 | |
|
Приложения 1, 3, 4 | |
|
5.11 | |
|
Приложение 4 | |
|
ГОСТ 20799-75 |
Приложение 2 |
|
ГОСТ 21179-75 |
Приложение 4 |
|
ГОСТ 21239-77 |
Приложение 4 |
|
ГОСТ 21240-77 |
Приложение 4 |
|
ГОСТ 21241-77 |
Приложение 2 |
|
5.7 | |
|
Приложения 2, 3, 4 | |
|
ГОСТ 27544-87 |
Приложения 1, 4 |
________________
* На территории Российской Федерации действует ГОСТ 380-2005. Здесь и далее. - Примечание изготовителя базы данных.
7. ПЕРЕИЗДАНИЕ (май 1989* г.) с Изменением N 1, утвержденным в апреле, мае 1988* г. (ИУС 8-88).
__________________
* Соответствует оригиналу. - Примечание изготовителя базы данных.
8. Срок действия продлен до 01.01.94 Постановлением Госстандарта СССР N 1396 от 20.05.88
ВНЕСЕНО Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 15.03.91 N 265 с 01.01.92
Изменение N 2 внесено изготовителем базы данных по тексту ИУС N 6, 1991 год
Настоящий стандарт распространяется на алмазные пасты, предназначенные для шлифования, полирования и доводки металлов, сплавов и неметаллических материалов, изготовляемые для нужд народного хозяйства и для экспорта. Требования стандарта в части разд.1, 2, 4, 5, 7 и п.3.4 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. N 2).
1. КЛАССИФИКАЦИЯ
1.1. Алмазные пасты должны изготовляться марок и зернистостей, указанных в табл.1.
Область применения паст в зависимости от марок приведена в приложении 6.
(Измененная редакция, Изм. N 1).
1.2. Пасты по смываемости должны изготовляться:
смываемые водой (В);
смываемые органическими растворителями (О);
смываемые водой и органическими растворителями (ВО).
1.3. Пасты по консистенции должны изготовляться мазеобразными (М), твердыми (Т) и жидкими (Ж).
(Измененная редакция, Изм. N 1).
1.4. Пасты в зависимости от состава связующих компонентов должны изготовляться типов, указанных в табл.1а. Область применения паст в зависимости от типов приведена в приложении 7.
(Введен дополнительно, Изм. N 1).
Таблица 1
|
Марка алмазного порошка |
Зернистость алмазного порошка диапазонов | |
|
узкого |
широкого | |
|
А2, A3, АС2 |
125/100-50/40 |
100/63, 63/40 |
|
АМ, АСМ, АН, АСН |
60/40-5/3 |
60/28-5/2 |
|
AM, ACM |
3/2-1/0 |
3/0, 2/0 |
|
AM1, ACM1 |
1/0,5-0,1/0 |
- |
Таблица 1a
|
Тип пасты |
Смываемость |
Консистенция |
|
А |
ВО |
М, Ж |
|
С |
В |
М, Ж |
|
Д |
О |
М, Ж |
|
К |
ВО |
М, Т |
|
Р |
В, ВО |
М, Ж |
|
Е |
О |
М |
|
Ф |
ВО |
М, Т |
|
Б |
В, ВО |
М |
|
Г |
О |
М, Т |
|
Л |
ВО |
М |
|
Х |
В |
М |
|
ВО |
Т |
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пасты должны изготовляться в соответствии с требованиями настоящего стандарта из порошков природных или синтетических алмазов по ГОСТ 9206-80 или другой нормативно-технической документации, наполнителей и связующих веществ.
2.2. Консистенция паст при температуре (20±5) °С по показаниям пенетрометра должна соответствовать: мазеобразной (М) - от 100 до 400 делениям пенетрометра, твердой (Т) - от 20 до 80, жидкой (Ж) - 400 и более.
2.1, 2.2. (Измененная редакция, Изм. N 1).
2.3. Пасты должны изготовляться с нормальной (Н), повышенной (П), высокой (В) массовыми долями алмазов.
Массовая доля алмазов в пасте, цвет пасты и этикетки должны соответствовать указанным в табл.2.
Масса алмазов в пасте приведена в приложении 5.
Таблица 2
|
Зернистость алмазного порошка диапазонов |
Массовая доля алмазов в пасте, % |
Цвет пасты | |||
|
узкого |
широкого |
Н |
П |
В |
|
|
125/100-80/63 |
100/63 |
40 |
60 |
- |
Сиреневый |
|
63/50, 50/40 |
63/40 |
20 |
40 |
|
|
|
60/40, 40/28 |
60/28, 40/20 |
8 |
20 |
40 |
Красный |
|
28/20-14/10 |
28/14-14/7 |
6 |
15 |
30 |
Голубой |
|
10/7-5/3 |
10/5-5/2 |
4 |
10 |
20 |
Зеленый |
|
3/2-1/0 |
3/0, 2/0 |
2 |
5 |
10 |
Желтый |
|
1/0,5-0,1/0 |
- |
2 |
5 |
10 |
Не окрашивается |
Примечания:
1. В качестве красителя применяются синтетические красители, растворимые в воде, спиртах, жирах и других органических растворителях.
2. По заказу потребителя допускается изготовление паст с другими массовыми долями алмазов и без красителя.
Пример условного обозначения пасты из синтетических алмазных порошков марки АСМ, зернистостью 7/5 с нормальной массовой долей алмазов (Н), смываемых водой (В), твердой консистенции (Т), типа С:
Паста алмазная АСМ 7/5 НВТ С ГОСТ 25593-83.
(Измененная редакция, Изм. N 1, 2).
2.4. Абразивная способность паст и параметры шероховатости обработанной поверхности при условиях, регламентированных в приложениях 2 и 3, должны соответствовать указанным в табл.2а.
Таблица 2а
|
Зернистость алмазного порошка |
Абразивная способность пасты, мг, |
Параметр шероховатости поверхности, | |||
|
Н |
П |
В |
до обработки |
после обработки | |
|
125/100 |
160 |
220 |
- |
- |
- |
|
100/80 |
150 |
200 |
|||
|
100/63 |
140 |
180 |
|
| |
|
80/63 |
140 |
190 |
|||
|
63/50 |
130 |
180 |
|||
|
63/40 |
120 |
160 |
|||
|
50/40 |
125 |
175 |
|||
|
60/40 |
67 |
127 |
175 |
0,400 |
0,195 |
|
60/28 |
60 |
110 |
145 |
0,185 | |
|
40/28 |
62 |
123 |
163 |
0,200 |
0,155 |
|
40/20 |
55 |
100 |
135 |
0,150 | |
|
28/20 |
57 |
112 |
157 |
0,160 |
0,120 |
|
28/14 |
50 |
90 |
130 |
0,115 | |
|
20/14 |
52 |
102 |
153 |
0,125 |
0,095 |
|
20/10 |
45 |
85 |
125 |
0,085 | |
|
14/10 |
47 |
97 |
148 |
0,100 |
0,075 |
|
14/7 |
40 |
90 |
120 |
0,070 | |
|
10/7 |
42 |
93 |
143 |
0,080 |
0,060 |
|
10/5 |
35 |
75 |
115 |
0,055 | |
|
7/5 |
37 |
82 |
137 |
0,063 |
0,045 |
|
7/3 |
30 |
65 |
110 |
0,042 | |
|
5/3 |
30 |
60 |
100 |
0,050 |
0,038 |
|
5/2 |
25 |
50 |
80 |
0,035 | |
|
3/2 |
- |
- |
- |
0,040 |
0,030 |
|
2/1 |
0,032 |
0,023 | |||
|
3/0 |
0,021 | ||||
|
1/0 |
0,025 |
| |||
2.5. Скорость съема материала, обработанного пастами из субмикропорошков при параметре шероховатости обработанной поверхности  0,1 мкм и условиях, регламентированных в приложении 4, должны соответствовать указанным в табл.2в.
0,1 мкм и условиях, регламентированных в приложении 4, должны соответствовать указанным в табл.2в.
Таблица 2в
|
Зернистость алмазных субмикропорошков |
Массовая доля |
Скорость съема материала, мкм/мин, | |
|
|
|
AM1; ACM1 |
AM5; ACM5 |
|
1/0,5 |
2 |
0,80 |
0,65 |
|
5 |
0,90 |
0,70 | |
|
|
10 |
1,00 |
0,75 |
|
0,7/0,3 |
2 |
0,60 |
0,45 |
|
5 |
0,70 |
0,50 | |
|
|
10 |
0,80 |
0,60 |
|
0,5/0,1; 0,5/0 |
2 |
0,40 |
0,35 |
|
5 |
0,45 |
0,40 | |
|
|
10 |
0,50 |
0,45 |
|
0,3/0; 0,1/0 |
2 |
- |
- |
|
5 |
|||
|
|
10 |
|
|
2.4, 2.5. (Введены дополнительно, Изм. N 1).
2.6. На каждой емкости с пастой должна быть наклеена этикетка соответствующего цвета, указанного в табл.2, со сведениями:
товарный знак предприятия-изготовителя;
наименование и условное обозначение пасты;
масса пасты в граммах;
номер партии;
дата изготовления;
условия хранения;
штамп технического контроля.
2.7. Пасты должны быть расфасованы в тубы, шприцы, пластмассовые банки или футляры по (5±0,3), (10±0,3), (20±1,0), (40±1,0), (80±1,5), (200±1,5), (500±5,0), (1000±10) г.
По согласованию с потребителем допускается расфасовка пасты массой более 1000 г.
2.8. Емкости с пастой одинаковой зернистости должны быть плотно уложены в картонные или пластмассовые коробки, рассчитанные на упаковку до 10 емкостей.
2.9. На каждой коробке должна быть этикетка соответствующего цвета, указанного в табл.2, содержащая:
товарный знак предприятия-изготовителя;
наименование и условное обозначение пасты;
количество емкостей в коробке (за исключением одной);
номер партии;
дата изготовления;
условия хранения;
штамп ОТК и упаковщика.
2.10. В транспортную тару должен быть вложен сопроводительный документ, содержащий следующие данные:
товарный знак предприятия-изготовителя;
номенклатуру и количество емкостей с пастой;
массу пасты в граммах по каждой номенклатуре и общую;
массу алмазного порошка в граммах (каратах) по каждой номенклатуре и общую;
номер партии;
дату упаковки;
штамп ОТК;
обозначение настоящего стандарта.
2.11. Остальные требования к маркировке и упаковка - по ГОСТ 18088-83.
2.6-2.11. (Введены дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия алмазных паст требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
3.2. Приемочному контролю на соответствие требованиям пп.2.4; 2.5 и п.2.7 должны подвергаться пробы каждой партии паст.
Партия должна состоять из пасты одинакового состава, полученной за один технологический цикл из одной марки и зернистости алмазного порошка, одновременно предъявленной к приемке по одному документу.
(Измененная редакция, Изм. N 2).
3.3. Если при приемочном контроле будет установлено несоответствие требованиям стандарта более чем по одному из контролируемых показателей, то партию не принимают.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве проб по всем показателям.
При наличии дефектов в повторной выборке партию не принимают.
3.4. Периодическим испытаниям на соответствие требованиям п.2.2 должны подвергаться пробы любой партии паст не реже одного раза в 6 мес.
(Измененная редакция, Изм. N 2).
Разд.3. (Измененная редакция, Изм. N 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Методы испытаний паст должны соответствовать указанным в приложениях 1-4.
4.1.1. Определение консистенции паст - по приложению 1.
4.1.2. Определение абразивной способности паст из шлиф- и микропорошков - по приложению 2.
4.1.3. Определение параметра шероховатости поверхности, обработанной пастами из микропорошков, - по приложению 3.
4.1.4. Определение скорости съема и параметра шероховатости поверхности, обработанной пастами из субмикропорошков, - по приложению 4.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение паст - по ГОСТ 18088-83.
5.2. Срок хранения - два года с момента изготовления при хранении в сухом помещении при температуре от 15 до 30 °С.
Раздел 5. (Измененная редакция, Изм. N 2).
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
7.1. В качестве связующих компонентов не должны применяться вещества ниже 3-го класса опасности по ГОСТ 12.1.007-76.
7.2. При работе с электрооборудованием необходимо соблюдать общие требования безопасной работы по ГОСТ 12.2.007.1-75.
7.3. При работе с легковоспламеняющимися веществами необходимо соблюдать общие требования безопасной работы по ГОСТ 12.1.004-85*.
______________
* На территории Российской Федерации действует ГОСТ 12.1.004-91. - Примечание изготовителя базы данных.
7.4. Персонал, работающий с пастами, должен иметь:
халат рабочий по ГОСТ 12.4.131-83 или ГОСТ 12.4.132-83;
фартук по ГОСТ 12.4.029-76;
косынку из хлопчатобумажной ткани по ГОСТ 7138-83;
защитный крем для рук.
7.3, 7.4. (Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 1
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ КОНСИСТЕНЦИИ АЛМАЗНЫХ ПАСТ
1. Сущность метода
1.1. Сущность метода заключается в определении пенетрации (числа проницаемости), характеризующей консистенцию паст.
2. Отбор проб
2.1. От каждой партии паст из любой части ее объема отбирают пробу мазеобразной и жидкой пасты массой (110±10) г, пробу твердой пасты массой (30±10) г.
(Измененная редакция, Изм. N 1).
3. Аппаратура и материалы
3.1. Для определения консистенции паст применяют:
пенетрометр по ГОСТ 1440-78;
конус массой (60±2) г из стали по ГОСТ 380-88* при определении пенетрации мазеобразной и жидкой пасты с общей массой движущихся частей пенетрометра (150,00±0,25) г;
________________
* На территории Российской Федерации действует ГОСТ 380-2005. Здесь и далее. - Примечание изготовителя базы данных.
игла массой 2,5 г по ГОСТ 1440-78 при определении пенетрации твердой пасты с общей массой движущихся частей пенетрометра (100,00±0,25) г;
весы лабораторные 2-го класса с погрешностью взвешивания ±0,0005 г;
гири 2-го класса по ГОСТ 7328-82*;
________________
* На территории Российской Федерации действует ГОСТ 7328-2001. Здесь и далее. - Примечание изготовителя базы данных.
сосуд стеклянный, фарфоровый или металлический высотой 60 мм и диаметром 70 мм;
спирт этиловый технический по ГОСТ 17299-78;
вату медицинскую гигроскопическую по ГОСТ 5556-81;
миткаль или ткань хлопчатобумажную;
термометр ртутный;
секундомер по ГОСТ 5072-79.
(Измененная редакция, Изм. N 1, 2).
4. Подготовка к испытанию
4.1. Пробой мазеобразной и жидкой алмазной пасты заполняют весь объем сосуда для испытания. В сосуде не должно быть пустот.
4.2. Перед каждым измерением пенетрации мазеобразную и жидкую пасту перемешивают вручную и выдерживают в течение (15,0±0,5) мин при температуре (20±5) °С. Плунжер с конусом или иглой тщательно очищают ватой, смоченной спиртом, затем вытирают насухо миткалем.
4.1, 4.2. (Измененная редакция, Изм. N 1).
4.3. Твердая паста в виде бруска в упаковке непосредственно устанавливается на столике пенетрометра. Пенетрация должна быть измерена в разных точках.
5. Проведение испытания
5.1. Плунжер пенетрометра устанавливают на высоту от 30 до 35 мм и закрепляют пусковой кнопкой, находящейся на пенетрометре.
(Измененная редакция, Изм. N 2).
5.2. В плунжер вставляют конус (см. чертеж) или иглу и закрепляют.

5.3. Передвигая кронштейн по стойке, подводят конус или иглу с плунжером до соприкосновения с поверхностью пасты.
Неуказанные предельные отклонения остальных размеров ± .
.
(Измененная редакция, Изм. N 1).
5.4. В верхней части плунжера в контакт подводят кремальеру и устанавливают стрелку циферблата на нуль.
5.5. Нажимают пусковую кнопку и включают одновременно секундомер. Конус или игла погружаются в пасту в течение (5,0±0,5) с.
5.6. По истечении указанного времени отпускают пусковую кнопку, подводят кремальеру к плунжеру и фиксируют показания стрелки циферблата.
5.7. Консистенцию пасты одной партии измеряют три раза с интервалом между измерениями (15,0±0,5) мин.
За результат измерения принимают среднее арифметическое значение трех измерений.
5.8. Консистенция алмазных паст должна соответствовать данным, указанным в п.2.2 стандарта.
ПРИЛОЖЕНИЕ 2
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ АБРАЗИВНОЙ СПОСОБНОСТИ ПАСТ
ИЗ ШЛИФ- И МИКРОПОРОШКОВ
1. Сущность метода
1.1. Сущность метода заключается в определении абразивной способности пасты как разности массы блока с образцами до и после испытания.
2. Отбор проб
2.1. От каждой партии паст из любой части ее объема отбирают пробу массой не менее 1,0 г.
3. Аппаратура и материалы
3.1. Для проведения испытания применяют:
установку УАС-2М или УАС-4М конструкции ИСМ с характеристикой:
частота вращения планшайбы - (100±8) мин ;
;
число двойных ходов блока с образцами по планшайбе в минуту - 59±5;
длина хода - (50±2) мм;
суммарная масса груза, прижимающего образец к планшайбе, - (2,0±0,05) кг;
планшайбу из высокотвердой керамики марки ВК-94-1 (22ХС) диаметром не менее 110 мм и высотой не более 25 мм;
образцы из твердого сплава марки ВК6, ВК8 или Т15К68 по ГОСТ 3882-74 в виде цилиндра или прямоугольной призмы с площадью основания не менее 100 мм и высотой не более 10 мм;
и высотой не более 10 мм;
блок диаметром (50±2) мм, толщиной (4±0,5) мм из стали 45 по ГОСТ 1050-88 для приклеивания образцов;
весы лабораторные 2-го класса с погрешностью взвешивания ±0,0005 г;
гири 2-го класса по ГОСТ 7328-82;
линейку поверочную типа ЛТ, длиной не менее 125 мм по ГОСТ 8026-75*;
________________
* На территории Российской Федерации действует ГОСТ 8026-92. Здесь и далее. - Примечание изготовителя базы данных.
набор щупов N 4 по ГОСТ 882-75;
капельницу по ГОСТ 25336-82;
пинцет по ГОСТ 21241-89;
клей БФ-2, БФ-4, БФ-6 по ГОСТ 12172-74 или шеллак;
вату медицинскую гигроскопическую по ГОСТ 5556-81;
миткаль или ткань хлопчатобумажную;
бензин марки Б70 по ГОСТ 1012-72 или спирт этиловый технический по ГОСТ 17299-78;
масло веретенное АУ по ГОСТ 1642-75 или масло индустриальное И-12А по ГОСТ 20799-88;
воду дистиллированную по ГОСТ 6709-72.
(Измененная редакция, Изм. N 1, 2).
4. Подготовка к испытанию
4.1. От сокращенной пробы контролируемой пасты массой 1,0 г отбирают по две навески: массой (0,100±0,001) г для паст из микропорошков и массой (0,300±0,001) г для паст из шлифпорошков.
Взвешивание производят с погрешностью ±0,0005 г.
(Измененная редакция, Изм. N 1).
4.2. Рабочую поверхность планшайбы обрабатывают алмазным кругом до параметра шероховатости  0,32 мкм по ГОСТ 2789-73.
0,32 мкм по ГОСТ 2789-73.
4.3. Три образца из твердого сплава приклеивают шеллаком или клеем БФ по краю металлического блока на равном расстоянии друг от друга.
4.4. Блок вставляют в обойму, закрепляют и регулируют механизм, перемещающий блок по планшайбе так, чтобы длина хода образцов соответствовала (50±5) мм.
(Измененная редакция, Изм. N 1).
4.5. Рабочие поверхности образцов притирают к поверхности планшайбы абразивным порошком зернистостью, равной зернистости порошка в пасте, подлежащей испытанию в смеси с маслом.
4.6. Блок извлекают из обоймы, протирают его и планшайбу ватой, смоченной бензином или спиртом, и высушивают на воздухе.
4.7. Блок с образцами взвешивают с погрешностью ±0,0005 г.
5. Проведение испытаний
5.1. Навеску пасты (из микропорошков массой 0,1 г или из шлифпорошков массой 0,3 г) помещают на середину планшайбы, добавляют 10 капель масла или дистиллированной воды в зависимости от растворимости пасты.
5.2. Блок с образцами вставляют в обойму, опускают на планшайбу, устанавливают на обойму груз и соединяют ее с механизмом установки.
5.3. Реле времени устанавливают на продолжительность испытания 30 мин для паст из микропорошков и 20 мин для паст из шлифпорошков, включают секундомер, одновременно включая установку.
В процессе испытания необходимо добавлять масло или дистиллированную воду по мере высыхания (испарения).
5.4. По окончании времени испытания установку отключают, снимают груз, извлекают блок из обоймы, удаляют с образцов и планшайбы ватой, смоченной бензином или спиртом, отработанную суспензию и шламы, высушивают на воздухе.
5.5. Блок с образцами взвешивают с погрешностью ±0,0005 г.
(Измененная редакция, Изм. N 1).
5.6. Берут вторую навеску и повторяют испытания по пп.5.1-5.5 настоящего приложения.
5.7. Периодически, но реже чем через 50 испытаний, следует проверять линейкой и щупом износ средней части планшайбы. При износе более 0,4 мм планшайбу снимают с установки и обрабатывают в соответствии с п.4.2.
(Измененная редакция, Изм. N 2).
5.8. После шлифования планшайбы бывшие в употреблении образцы притирают к поверхности планшайбы в соответствии с п.4.5.
6. Обработка результатов
6.1. Абразивную способность  определяют по формуле
определяют по формуле
 ,
,
где  - масса блока с образцами до испытания, мг;
- масса блока с образцами до испытания, мг;
 - масса блока с образцами после испытания, мг.
- масса блока с образцами после испытания, мг.
За результат измерений абразивной способности пасты принимают среднее арифметическое значение двух испытаний.
Если расхождение между результатами двух испытаний превышает 20% от меньшего, то производят повторное испытание.
Результат повторного испытания является окончательным.
6.2. Результаты определений абразивной способности паст записывают в форме следующей таблицы.
|
Дата |
Номер партии пасты |
Обозна- |
Номер испы- |
Масса блока |
Величина абразивной способности, мг |
Фамилия контролера | |
|
до испытания |
после испытания |
||||||
|
|
|
|
|
|
|
|
|
ПРИЛОЖЕНИЕ 3
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ ПАРАМЕТРА ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ,
ОБРАБОТАННОЙ ПАСТАМИ ИЗ МИКРОПОРОШКОВ
1. Сущность метода
1.1. Сущность метода заключается в определении параметра шероховатости поверхности образцов из твердого сплава, обработанных пастами из микропорошков.
2. Отбор проб
2.1. От каждой партии паст отбирают из любой части ее объема пробу массой не менее 1,0 г.
3. Аппаратура и материалы
3.1. Для проведения испытания применяют:
установку УАС-2М или УАС-4М конструкции ИСМ с характеристикой:
частота вращения планшайбы - (100±8) мин;
число двойных ходов шлифуемых образцов по планшайбе в минуту - 59±5;
длина хода - (50±2) мм;
суммарная масса груза, прижимающего образцы к планшайбе, (2,0±0,05) кг;
планшайбу из стали марки 10 по ГОСТ 1050-74 диаметром не менее 110 мм и высотой не более 15 мм;
образцы из твердого сплава марки ВК6 или ВК8 или Т15К6 по ГОСТ 3882-74 в виде цилиндра или прямоугольной призмы с площадью основания не менее 100 мм и высотой не более 10 мм;
блок металлический диаметром (50±2) мм и толщиной (4±0,5) мм;
профилограф-профилометр, профилометр, микроинтерферометр или другой оптический прибор по ГОСТ 9847-79;
весы лабораторные 2-го класса с погрешностью взвешивания ±0,0005 г;
гири 2-го класса по ГОСТ 7328-82;
секундомер по ГОСТ 5072-79;
капельницу по ГОСТ 25336-82 или медицинскую пипетку;
вату медицинскую гигроскопическую по ГОСТ 5556-81;
миткаль или ткань хлопчатобумажную;
клей БФ-2 по ГОСТ 12172-74 или шеллак;
порошки или пасты из зеленого карбида кремния или электрокорунда;
керосин очищенный;
бензин марки Б-70 по ГОСТ 1012-72 (допускается использовать этиловый технический спирт по ГОСТ 17299-78);
воду дистиллированную по ГОСТ 6709-72.
(Измененная редакция, Изм. N 1, 2).
4. Подготовка к испытанию
4.1. От сокращенной пробы контролируемой пасты массой 1,0 г отбирают три навески:
|
для зернистостей |
60/40-20/14 и 60/28-20/10 |
- 0,002 г; |
|||
|
" " |
14/10-5/3 и 14/7-5/2 |
- 0,003 г; |
|||
|
" " |
3/2-1/0 |
- 0,004 г. |
|||
Взвешивание производят с погрешностью ±0,0005 г.
(Измененная редакция, Изм. N 1).
4.2. Три образца приклеивают клеем БФ-2 или шеллаком по краю металлического блока на равном расстоянии друг от друга.
4.3. Рабочие поверхности образцов и планшайбы обрабатывают с целью получения исходной шероховатости, указанной в табл.5 (графа "до обработки").
4.4. Рабочие поверхности образцов притирают к поверхности планшайбы.
4.5. Для паст, изготовленных из порошков различных зернистостей, следует применять свою планшайбу.
После каждых пяти испытаний с рабочей поверхности планшайбы удаляют слой, шаржированный алмазными зернами, шлифовальным кругом с последующей доводкой пастой из зеленого карбида кремния или белого электрокорунда.
4.6. Блок с образцами и планшайбу протирают ватой, смоченной бензином или спиртом, и высушивают на воздухе.
4.7. Вставляют блок в обойму. Механизм, перемещающий блок по планшайбе, закрепляют и регулируют так, чтобы блок не доходил до края планшайбы на 5 мм.
5. Проведение испытания
5.1. Навеску алмазной пасты помещают на планшайбу, добавляют разбавитель: для мазеобразной и жидкой - 1-5 капель, для твердой - 3-10 капель.
В зависимости от пасты жидкостями для разбавления должны быть дистиллированная вода или очищенный керосин.
Жидкости для смачивания алмазной пасты хранят в закрытых капельницах для предохранения от попадания абразивных частиц и посторонних примесей.
(Измененная редакция, Изм. N 1).
5.2. Алмазную суспензию равномерно распределяют по рабочей поверхности планшайбы при помощи твердосплавной пластины.
5.3. Блок с образцами вставляют в обойму, устанавливают на обойму груз и соединяют ее с механизмом установки.
5.4. Включают установку и проводят доводку образцов пастами зернистостями:
60/40-14/10 и 60/28-14/7 - в течение (5,0±0,1) мин;
10/7-1/0 и 10/5 - в течение (2,0±0,1) мин.
(Измененная редакция, Изм. N 1).
5.5. Установку отключают, снимают груз, вынимают блок из обоймы, удаляют с образцов и планшайбы ватой, смоченной бензином или спиртом, отработанную суспензию со шламом и высушивают блок с образцами на воздухе.
5.6. Определяют параметры шероховатости обработанных поверхностей образцов.
5.7. Шероховатость поверхностей образцов и планшайбы следует контролировать на профилографе-профилометре или микроинтерферометре. Шероховатость поверхности с параметром  более 0,32 мкм может быть проконтролирована на микроскопе сравнения, а с параметром менее 0,32 мкм - на микроинтерферометре по параметру
более 0,32 мкм может быть проконтролирована на микроскопе сравнения, а с параметром менее 0,32 мкм - на микроинтерферометре по параметру  .
.
(Измененная редакция, Изм. N 2).
5.8. Результаты измерений записываются в форме следующей таблицы:
|
Дата испы- |
Номер партии, дата изготов- |
Обозна- |
Номер испы- |
Параметры шероховатости обработанной поверхности |
Среднее арифметическое значение параметра шероховатости поверхности | ||
|
Образец 1 |
Образец 2 |
Образец 3 |
|||||
|
|
|
|
1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 4
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ
СКОРОСТИ СЪЕМА И ПАРАМЕТРА ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ,
ОБРАБОТАННОЙ ПАСТАМИ ИЗ СУБМИКРОПОРОШКОВ
1. Сущность метода
1.1. Сущность метода заключается в определении скорости съема материала и параметра шероховатости поверхности образцов, обработанных пастами из субмикропорошков определенной зернистости.
2. Отбор проб
2.1. От каждой партии паст отбирают из любой части ее объема пробу массой 1,2 г - для паст зернистостями 1/0,5; 0,7/0,3; 0,5/0,1; 0,5/0; 0,3/0 и массой 2,4 г - для паст зернистостью 0,1/0.
(Измененная редакция, Изм. N 1).
3. Аппаратура и материалы
3.1. Для проведения испытания применяют:
станок шлифовальный настольный типа В1 М3 105000 или ЖК.14;
микаторы по ГОСТ 14712-79 с ценой деления 1,0 мкм;
микроскоп МИИ по ГОСТ 9847-79;
пластины монокристаллического кремния марки КЭФ 4,5/0,1, ЭКЭС 0,01/4, диаметром 25-35 мм, высотой 1-5 мм;
весы лабораторные 2-го класса с погрешностью взвешивания ±0,0005 г;
гири 2-го класса по ГОСТ 7328-82;
секундомер по ГОСТ 5072-79;
линейку поверочную типа ЛТ длиной не менее 320 мм по ГОСТ 8026-75;
набор щупов N 1, N 2 по ГОСТ 882-75;
диски стеклянные диаметром 130-150 мм по ГОСТ 3514-76*;
______________
* На территории Российской Федерации действует ГОСТ 3514-94. - Примечание изготовителя базы данных.
скальпель медицинский по ГОСТ 21240-89;
ножницы медицинские по ГОСТ 21239-89*;
_________________
* На территории Российской Федерации действует ГОСТ 21239-93. - Примечание изготовителя базы данных.
капельницу по ГОСТ 25336-82;
марлю медицинскую по ГОСТ 9412-77*;
______________
* На территории Российской Федерации действует ГОСТ 9412-93. - Примечание изготовителя базы данных.
вату медицинскую гигроскопическую по ГОСТ 5556-81;
пластины резиновые толщиной 5 мм по ГОСТ 7338-77*;
______________
* На территории Российской Федерации действует ГОСТ 7338-90. - Примечание изготовителя базы данных.
миткаль или хлопчатобумажную ткань;
шпатель металлический по ГОСТ 10778-83;
бензин марки Б-70 по ГОСТ 1012-72 или спирт этиловый технический по ГОСТ 17299-78;
электрокорунд M14, M10 по ГОСТ 3647-80;
микропорошок алмазный марки АСМ зернистостью 5/3, 3/2, 2/1, 1/0 по ГОСТ 9206-80;
карбид кремния зеленый марки 63С, М5;
бумагу фильтровальную по ГОСТ 12026-76;
воду дистиллированную по ГОСТ 6709-72;
воск пчелиный по ГОСТ 21179-75;
канифоль сосновую по ГОСТ 19113-84;
замшу по ГОСТ 3717-84;
ступку фарфоровую с пестиком N 1 по ГОСТ 9147-80;
электроплитку бытовую по ГОСТ 14919-83;
термометр;
лампу накаливания 50-100 Вт по ГОСТ 2239-79;
лупу ЛАЗ-6 по ГОСТ 25706-83;
по ГОСТ 25706-83;
чашку сферическую кристаллизационную N 2 по ГОСТ 9147-80;
пылесос бытовой по ГОСТ 10280-83.
(Измененная редакция, Изм. N 1, 2).
4. Подготовка к испытанию
4.1. Отклонение от плоскостности шлифовальника проверяют с помощью поверочной линейки и щупа. Отклонение от плоскостности шлифовальника по длине линейки не должно превышать 0,02 мм.
4.2. Дефекты шлифовальника исправляют обработкой притирами с абразивной водной суспензией, а дефекты головки - абразивной приработкой головки к поверхности шлифовальника.
В качестве абразивного материала следует применять карбид кремния зеленый зернистостью М5 или белый электрокорунд зернистостью М14, M10 и алмазные микропорошки марки АСМ зернистостью от 5/3 до 1/0, которые разбавляют в дистиллированной воде в соотношении 1:1.
Шлифовальник и головки тщательно промывают водой, затем на шлифовальник натягивают замшу, очищенную пылесосом, и закрепляют с помощью хомутика и диска. Три образца кремния приклеивают к головке по окружности на одинаковом расстоянии друг от друга и от внутреннего кольца головки на 1-2 мм мастикой, состоящей по массе из трех частей воска и одной части канифоли.
(Измененная редакция, Изм. N 1).
4.3. Мастику приготовляют следующим образом: смесь нагревают в вытяжном шкафу до плавления, тщательно перемешивают и фильтруют через двойной слой миткаля. После затвердевания мастика пригодна к употреблению.
Головку нагревают до температуры 90-100 °С и наносят на нее тонкий слой мастики, образцы прижимают к поверхности головки, накладывают фильтровальную бумагу, резиновую прокладку толщиной примерно 5 мм и груз, входящий в комплект станка, массой 9,2 кг. После того, как головка остыла и мастика затвердела, груз снимают и поверхность с образцами промывают бензином для удаления остатков мастики.
4.4. Параметр шероховатости поверхности образцов из кремния до испытания пастами из субмикропорошков не должна быть более 0,125 мкм по ГОСТ 2789-73.
(Измененная редакция, Изм. N 1).
5. Проведение испытаний
5.1. Испытания скорости съема материала проводятся на станке шлифовальном настольного типа с частотой вращения (80±5) мин. Навеску пасты массой (1,2±0,1) г помещают между двумя стеклянными дисками диаметром 130-150 мм и растирают. Растертую пасту с обоих дисков переносят на ткань шлифовальника (замшу), распределяя ее равномерно по всей площади. Определение съема материала кремния производится с помощью приспособления. Приспособление представляет собой диск диаметром 140 мм и высотой 15 мм, имеющем на торцах 3 посадочных отверстия диаметром 8Н7 мм, расположенных на одинаковом расстоянии друг от друга. В посадочных отверстиях укреплены 3 микатора с ценой деления 0,001 мм.
На приспособлении имеются три упорных валика диаметром 8h7, укрепленных неподвижно в диске. В головке с исследуемыми образцами имеются три отверстия диаметром 8H7, в которые вставлены стальные шарики диаметром 8 мм.
Приспособление с микаторами накладывается на головку с образцами до обработки таким образом, чтобы упорные валики вошли в отверстия и плотно сели на шарики. Производится настройка микаторов на "0".
После этого головку с образцами устанавливают на шлифовальный станок. На головку накладывается груз массой (600±25) г, входящий в комплект станка. Полирование производится при частоте вращения планшайбы (80±5) мин, время полирования (30±1) мин.
После полирования промывают образцы бензином, высушивают. Приспособление с микаторами снова накладывается на головку с образцами в тех же точках, снимают показания каждого из микаторов и определяют среднее арифметическое значений высоты снятого слоя кремния.
5.2. Определение шероховатости поверхности по параметру ГОСТ 2789-73 производится на микроинтерференционном микроскопе МИИ-4 ГОСТ 9847-79. На предметном столике микроскопа установлена ось, на которую насаживается головка с исследуемыми образцами кремния. Головка свободно вращается вокруг оси. В поле зрения микроскопа выбираются три участка на каждом образце и измеряется шероховатость поверхности.
6. Обработка результатов измерений
6.1. Скорость съема  в мкм/мин определяется:
в мкм/мин определяется:
для зернистостей 1/0,5, 0,7/0,3, 0,5/0,1 0,5/0, 0,3/0 по формуле  , для зернистости 0,1/0 по формуле
, для зернистости 0,1/0 по формуле  ,
,
где  ,
,  ,
,  - высота слоя, снятого на каждом образце за время испытаний, мкм;
- высота слоя, снятого на каждом образце за время испытаний, мкм;
 - время полирования, мин;
- время полирования, мин;
 - количество образцов, шт.;
- количество образцов, шт.;
 2 - коэффициент, учитывающий увеличение навески порошка.
2 - коэффициент, учитывающий увеличение навески порошка.
Погрешность измерения не должна превышать ±10%.
6.2. Результаты измерений должны быть оформлены записью в рабочем журнале и соответствующей графе паспорта на алмазный порошок.
Разд.5, 6. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 5
Справочное
Масса алмазов в пастах
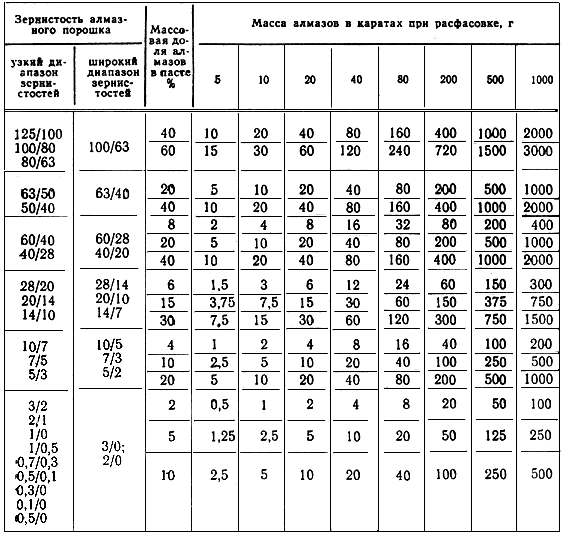
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 6
Рекомендуемое
ОБЛАСТЬ ПРИМЕНЕНИЯ ПАСТ В ЗАВИСИМОСТИ
ОТ МАРОК АЛМАЗНЫХ ПОРОШКОВ
|
Марка алмазного порошка |
Рекомендуемая область применения |
|
А2, A3, АС2 |
Шлифование, грубая доводка различных материалов |
|
AM, АСМ, АН, АСН |
Полирование, доводка, тонкое полирование различных материалов (сплавы черных и цветных металлов, цветные металлы, неметаллические материалы) |
|
АМ1, АСМ1, АМ5, АСМ5 |
Тонкое полирование металлов, сплавов, неметаллических материалов |
ПРИЛОЖЕНИЕ 7
Рекомендуемое
ОБЛАСТЬ ПРИМЕНЕНИЯ ПАСТ В ЗАВИСИМОСТИ ОТ ТИПОВ ПАСТ
|
Тип пасты |
Рекомендуемая область применения |
|
А |
Обработка инвара, бериллия, тугоплавких металлов |
|
С |
Обработка полупроводниковых материалов |
|
Д |
Обработка цветных металлов и их сплавов |
|
К |
Обработка драгоценных, полудрагоценных и поделочных камней |
|
Р |
Обработка сталей, твердого сплава, стекла, заточка режущего инструмента из нитрида бора, полупроводниковых материалов |
|
Е |
Обработка закаленных сталей, чугуна |
|
Ф |
Обработка черных металлов |
|
Б |
Обработка поликора, армированных пластмасс, сталей, полупроводниковых материалов |
|
Г |
Обработка черных и цветных металлов, их сплавов, неметаллических материалов |
|
Л |
Обработка сталей, стекла, полупроводниковых материалов |
|
Х |
Обработка стекла, полупроводниковых материалов, твердых сплавов |
Приложение 6 и 7. (Введены дополнительно, Изм. N 1).
Электронный текст документа
подготовлен ЗАО и сверен по:
официальное издание
М.: Издательство стандартов, 1988
Личный кабинет:
доступно после авторизации
 Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке