
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
30
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 11516-94
(МЭК 900-87)
Группа Г24
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНЫЕ ИНСТРУМЕНТЫ ДЛЯ РАБОТ ПОД НАПРЯЖЕНИЕМ ДО 1000 В
ПЕРЕМЕННОГО И 1500 В ПОСТОЯННОГО ТОКА
Общие требования и методы испытаний
Hand tools for live working up to 1000 V a.c. and 1500 V d.c.
General requirements and test methods
МКС 13.260
ОКП 39 2600
Дата введения 1997-01-01
Предисловие
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 6 от 21 октября 1994 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Белстандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
Настоящий стандарт представляет собой полный аутентичный текст МЭК 900-87 и содержит дополнительные требования, отражающие потребности экономики страны
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.12.95 N 621 межгосударственный стандарт ГОСТ 11516-94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 11516-79
5 ПЕРЕИЗДАНИЕ. Июль 2005 г.
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на ручные инструменты, применяемые для работ в электроустановках напряжением до 1000 В переменного и 1500 В постоянного тока (далее - инструменты).
К указанным инструментам относят:
- гаечные ключи (всех видов);
- трещеточные ключи;
- плоскогубцы;
- пассатижи;
- круглогубцы;
- торцовые кусачки;
- боковые кусачки;
- монтерские ножи (не складные);
- ножницы для резки проводов, кабелей;
- отвертки;
- молотки.
Стандарт не распространяется на электрифицированные инструменты и изолирующие штанги, применяемые на расстоянии от токоведущих частей, а также инструменты, предназначенные для работы в среде, разрушающей металл, изоляцию, насыщенной электропроводящей пылью, водяными парами.
Дополнения, учитывающие потребности экономики страны, отмечены вертикальной чертой.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 26810-86 Инструмент слесарно-монтажный. Правила приемки
3 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1 [3.1.1]* Инструменты должны иметь такие габаритные размеры, чтобы при их правильном применении была обеспечена безопасность работы электромонтера.
________________
* В квадратных скобках указаны номера соответствующих пунктов МЭК 900-87.
3.2 [3.1.2] Механические характеристики и размеры рабочих частей инструментов должны удовлетворять требованиям стандартов на соответствующие инструменты и не должны изменяться вследствие наложения изоляционного покрытия.
3.3 [3.1.3] Изолирующее покрытие может состоять из одного или нескольких слоев разного цвета.
|
Примечания |
|
1 Если изолирующее покрытие состоит из нескольких слоев, заказчик может потребовать подвергнуть внутренний слой электрическому испытанию в соответствии с 5.3 в качестве приемосдаточного испытания. |
|
2 Поверхность изолирующего покрытия не должна быть скользкой. |
3.4 Изолирующее покрытие инструментов должно быть выполнено в виде несминаемого покрытия из влагостойкого, маслобензостойкого, нехрупкого изоляционного материала.
3.5 Инструменты для работ под напряжением могут быть двух видов: изолированные и изолирующие.
3.5.1 [2.2] Изолированные инструменты - это инструменты, у которых на металлический корпус нанесено изолирующее покрытие для предохранения работающего от контакта с токоведущими частями электроустановок и от замыкания элементов с разными потенциалами.
3.5.2 [2.3] Изолирующие инструменты - это инструменты, изготовленные из изоляционного материала и имеющие, при необходимости, металлические вставки.
|
3.5.3 Допускается до 01.01.97 для нужд экономики страны для изолированных инструментов изготовлять изолирующее покрытие в виде диэлектрических чехлов, насаживаемых на ручки инструментов и стержни отверток. |
3.6 [3.1.3] Изолирующий материал для инструментов выбирают в зависимости от электрической, механической и термической нагрузок, которым они могут быть подвергнуты в процессе эксплуатации. Кроме того, изолирующий материал должен иметь соответствующую прочность в различных условиях и быть невоспламеняемым.
|
Материал, из которого изготовляют диэлектрические чехлы, должен по физико-механическим показателям удовлетворять следующим требованиям: |
3.8 [3.1.4] Допускается использовать инструменты при температуре от минус 20 до плюс 70 °С.
Изолирующее покрытие должно иметь хорошее сцепление с металлической частью инструментов при температуре от минус 20 до плюс 70 °С.
|
Инструменты с изолирующими рукоятками в виде диэлектрических чехлов предназначены для эксплуатации при температуре от минус 40 до плюс 40 °С. |
3.9 [3.1.5] Инструменты, имеющие два рабочих конца, например накидные гаечные ключи, ключи для внутренних шестигранников, торцовые ключи с внутренним шестигранником, двусторонние торцовые плоские ключи, должны быть изолирующими (но не изолированными) инструментами.
3.10 [3.1.6] Инструменты, имеющие сменяемые головки, должны быть снабжены блокирующим устройством, исключающим всякое случайное разъединение головки и других частей.
3.11 [3.1.7] Если в составных инструментах имеются элементы соединения, на них следует нанести специальное изолирующее покрытие, чтобы при случайном разъединении частей инструмента во время работы избежать возможного короткого замыкания или прикосновения к металлическим деталям, которые могут оказаться под напряжением.
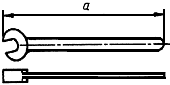
3.12 [3.2.1.1] Допускаются следующие размеры неизолированных поверхностей рабочих частей отверток и ключей (рисунок 1):
- у отверток для винтов со шлицевой головкой максимальная длина неизолированного стержня 15 мм;
- у отверток других типов максимальная длина неизолированного стержня 18 мм (отвертки для крестообразных, квадратных, шестигранных шлицев).
|
Изоляция стержней отверток, выпускаемых для нужд экономики страны, должна оканчиваться на расстоянии не более 10 мм от конца жала отвертки. |
3.13 [3.2.1.2] Изолирующее покрытие должно быть нанесено на ручку и стержень отвертки; причем толщина изоляции на расстоянии не менее 30 мм от неизолированной рабочей части не должна превышать 2 мм (поз.3 на рисунке 1).
|
Толщина изоляции стержней отверток, выпускаемых для нужд России, должна быть не более 1 мм. |
3.14 Каждый инструмент должен иметь маркировку, содержащую:
- товарный знак или наименование фирмы-изготовителя на металлической или изолирующей части инструмента;
- тип изделия (справочный номер);
- год изготовления (хотя бы две последние цифры);
- символ с указанием наибольшего рабочего напряжения: 1000 В; высота символа должна быть не менее 3 мм, высота букв и цифр - не менее 2 мм (см. рисунок 3);
- надпись "Made in Russia" или "Russia" (если инструмент предназначен для экспорта).
|
3.15 Инструмент должен иметь временную противокоррозийную защиту по ГОСТ 9.014 и должен быть упакован в потребительскую тару, включающую в себя внутреннюю упаковку, и/или групповую тару. |
4 ПРАВИЛА ПРИЕМКИ
Для проверки соответствия изоляции слесарно-монтажных инструментов требованиям настоящего стандарта проводятся приемосдаточные, типовые и периодические испытания.
|
Определение видов испытаний - по ГОСТ 16504. |
4.1 Приемосдаточные испытания
4.1.1 Каждый инструмент подвергают следующим приемосдаточным испытаниям.
4.1.1.1 [5.1] Внешний осмотр
Внешний осмотр проводят в соответствии с 5.1.
4.1.1.2 [5.2] Электрическое испытание
4.1.1.2.1 [5.2.1] Инструменты должны пройти электрическое испытание в соответствии с 5.3, но со следующими модификациями:
- подготовка (кондиционирование), предусмотренная в 5.3.1, необязательна;
- по достижении заданного напряжения продолжительность испытания равна 10 с;
- ток утечки не измеряют.
4.1.1.2.2 [5.2.2] Детали сборных инструментов испытывают по отдельности и в сборе.
Методика испытания должна обеспечить контакт поверхностей аналогично методике 5.3.2.
4.1.2 [6] Испытания определенного числа образцов, выбранных из одной партии, проводят в соответствии с требованиями:
- 5.1 - проверка размеров;
- 5.2 - испытание на удар при низкой температуре;
- 5.3 - электрическое испытание;
- 5.4 - механическое испытание изоляции;
- 5.5 - испытание соединения изоляции с инструментом;
- 5.6 - механическое испытание инструментов;
- 5.8 - испытание на воспламеняемость.
Число выборочно испытуемых инструментов определяют по следующей таблице.
|
Число инструментов |
Число испытуемых инструментов |
Допустимое число дефектных инструментов |
Число дефектных инструментов, при котором всю партию бракуют |
|
2-15 |
2 |
0 |
1 |
|
16-25 |
3 |
0 |
1 |
|
26-90 |
5 |
0 |
1 |
|
91-150 |
8 |
0 |
1 |
|
151-500 |
13 |
1 |
2 |
|
501-1200 |
20 |
1 |
2 |
|
1201-10000 |
32 |
2 |
3 |
4.1.3 Если заказчик указывает, что инструменты должны отвечать только техническим требованиям, приемосдаточные испытания должны соответствовать требованиям настоящего стандарта.
4.1.4 Если заказчик желает провести дополнительные испытания или изменить число образцов для выборочных испытаний, он должен включить конкретные требования в свои технические условия.
4.1.5 Заказчик может потребовать своего присутствия при испытаниях или просто принять результаты испытаний, проведенных изготовителем.
Заказчик также имеет право выбирать для проведения испытаний либо собственную лабораторию, либо одну из независимых лабораторий.
4.1.6 Кроме того, заказчик может потребовать проведения дополнительных испытаний или увеличения числа испытуемых образцов, если он обращается к изготовителю впервые, или закупает новую продукцию или продукцию, изготовленную по новой технологии.
4.2 Типовые испытания
4.2.1 [4.1] Общие положения по испытаниям
Соответствие инструментов требованиям, указанным в разделе 3, проверяют по результатам проведения следующих типовых испытаний.
Испытания, описанные в 5.1-5.9, должны быть проведены на одних и тех же образцах в указанной последовательности.
Типовое испытание проводят как минимум на трех образцах инструментов.
Если изменения были внесены в чертежи или в процессе изготовления инструментов после проведенных испытаний, типовые испытания повторяют.
При неудовлетворительном результате типовых испытаний хотя бы по одному из показателей, проводят повторные испытания не менее чем на шести образцах из этой партии. Если хотя бы один из образцов не выдерживает весь комплекс типовых испытаний, все результаты испытания считают неудовлетворительными.
Испытания должны быть проведены сразу же после 16 ч пребывания инструментов при температуре окружающей среды плюс (23±5) °С и относительной влажности воздуха от 45% до 75%.
Допускается отклонение значений, полученных в результате испытаний, от нормированных значений на ±5%.
4.3 Периодические испытания
4.3.1 Периодические испытания инструментов с многослойной изоляцией не проводят. Контроль изолирующего покрытия осуществляют, как указано в 7.4.
|
4.3.2 Периодические испытания инструментов с однослойной изоляцией, а также с изолирующим покрытием в виде диэлектрических чехлов проводят в соответствии с требованиями ГОСТ 26810. |
5 МЕТОДЫ ИСПЫТАНИЙ
5.1 [4.2] Наружный осмотр и проверка размеров
5.1.1 При наружном осмотре инструментов проверяют состояние их изоляции на отсутствие внешних дефектов, четкость надписей маркировки и ее соответствие требованиям 6.1.
5.1.2 Проверяют соответствие размеров требованиям, указанным в разделе 3.
5.2 [4.3] Испытание на удар/хрупкость при низкой температуре
Инструменты помещают на 2 ч в камеру температурой минус (25±3) °С.
Испытание на удар проводят вне камеры при температуре окружающей среды плюс (23±5) °С течение 2-3 мин после того, как образец был вынут из камеры.
Испытание должно быть проведено по одному из двух вариантов, изображенных на рисунках 4а, б. Молоток должен иметь минимальную твердость 20  .
.
Высоту падения молотка  определяют в зависимости от его массы
определяют в зависимости от его массы  , исходя из того, что энергия удара
, исходя из того, что энергия удара  по инструменту равна силе удара при падении этого инструмента с высоты 0,60 м на твердую поверхность
по инструменту равна силе удара при падении этого инструмента с высоты 0,60 м на твердую поверхность
 , (1)
, (1)
где - высота падения молотка, м;
 - масса испытуемого инструмента, Н;
- масса испытуемого инструмента, Н;
- масса молотка, Н.
Точкой приложения силы удара является та часть инструмента, которая может пострадать более всего при падении инструмента на твердую поверхность, а именно изолированные части рукояток.
Инструменты считают выдержавшими испытание, если на изоляции не появились трещины, сколы и не уменьшилась механическая прочность инструментов.
|
Изолирующие рукоятки на хрупкость (до 01.01.97) допускается проверять путем помещения инструментов в камеру холода температурой минус 45 °С на 1 ч и последующего его сбрасывания с высоты 2 м на твердое основание ручкой вниз. |
5.3 [4.4] Электрическое испытание
5.3.1 [4.4.1] Подготовка образцов для испытания (кондиционирование)
Подготовка заключается в погружении образцов на 24 ч в ванну с водопроводной водой комнатной температуры. После этого их обтирают и проводят электрическое испытание.
5.3.2 [4.4.2] Изолированные инструменты
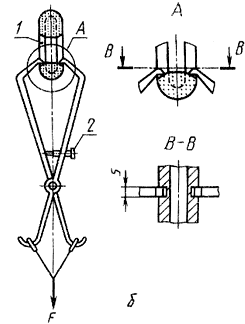
Изолированную часть инструментов погружают в ванночку с водопроводной водой так, чтобы водa не доходила до края изоляции на (24±2) мм. Проводящая часть инструментов должна быть выше уровня воды (рисунок 5).
Пассатижи и подобные им инструменты испытывают при условии, чтобы расстояние  между внутренними поверхностями изолированных рукояток было от 2 до 3 мм или соответствовало минимальному расстоянию при полностью закрытом инструменте, но не менее 2 мм (рисунок 5).
между внутренними поверхностями изолированных рукояток было от 2 до 3 мм или соответствовало минимальному расстоянию при полностью закрытом инструменте, но не менее 2 мм (рисунок 5).
Если испытывают инструменты со сменяемыми головками, воду заменяют никелированными шариками из нержавеющей стали диаметром 3 мм.
В течение 3 мин подают действующее напряжение 10 кВ при частоте 50 Гц и измеряют ток утечки, значение которого должно быть менее 1 мА на 200 мм длины изолированного инструмента. Это значение соответствует максимальному току утечки
 , (2)
, (2)
где  - ток утечки (значение округлено до миллиампера в большую сторону), мА;
- ток утечки (значение округлено до миллиампера в большую сторону), мА;
 - развертка по длине изолирующего покрытия (значение округлено до сантиметров в меньшую сторону), м.
- развертка по длине изолирующего покрытия (значение округлено до сантиметров в меньшую сторону), м.
|
Примечание - В приложении А даны примеры расчета развертки изолирующего покрытия по длине и допустимые пределы тока утечки. |
Сборные инструменты следует испытывать в каждой из возможных комбинаций. Инструменты с захватывающими приспособлениями следует испытывать с двух концов, если это возможно.
Результаты испытания считают удовлетворительными, если действительное значение тока утечки не превысило допустимого значения и не произошло пробоя изоляции.
|
Выполненные в виде диэлектрических чехлов рукоятки инструментов должны выдерживать в течение 1 мин напряжение 6000 В переменного тока частотой 50 Гц без пробоя и перекрытий. |
5.3.3 [4.4.3] Изолирующие инструменты
5.3.3.1 [4.4.3.1] Проверка электрического сопротивления между рабочей головкой и рукоятками инструментов
При испытании инструментов с одной рабочей головкой, с металлической вставкой или без нее, рабочую головку инструмента покрывают металлической лентой или проводящей краской, соприкасающейся, насколько возможно, с видимыми металлическими частями рабочей головки. Сам инструмент (одна или две его рукоятки) также покрывают металлической лентой или проводящей краской в месте, где обычно находится рука монтера (включая упор-ограничитель). Расстояние между металлической лентой на рабочей головке (либо всей металлической частью инструмента) и металлической лентой на рукоятках инструмента в самой ближней точке к рабочей части инструмента должно составлять (22±2) мм (рисунок 6а). В течение 3 мин между рабочей частью и рукоятками инструмента прикладывают напряжение 10 кВ (действующее значение) частотой 50 Гц, при этом измеряют ток утечки. Результаты испытания считают удовлетворительными, если нет пробоя изоляции и ток утечки меньше 0,5 мА.
Для инструментов с двумя и более рабочими головками испытание проводят во всех возможных комбинациях.
5.3.3.2 [4.4.3.2] Электрическое испытание изолирующих рукояток инструментов
Электроды шириной 5 мм, состоящие из проводящих полос и краски, помещают на поверхности рукояток на расстоянии 40 мм один от другого (рисунок 6б).
В течение 3 мин на соседние электроды подают напряжение 10 кВ (действующее значение) частотой 50 Гц.
Инструменты считают выдержавшими испытание, если на них нет пробоя изоляции, а ток утечки меньше произведения тока, равного 0,5 мА, на количество интервалов между электродами.
5.4 [4.5] Механические испытания изоляции (для изолированных инструментов)
После электрических испытаний в соответствии с 5.3 все части изолирующего покрытия должны быть подвергнуты механическим испытаниям. Эти испытания проводят на самых уязвимых частях отверток с изолированным стержнем, а у других инструментов - на средней внешней части ручек.
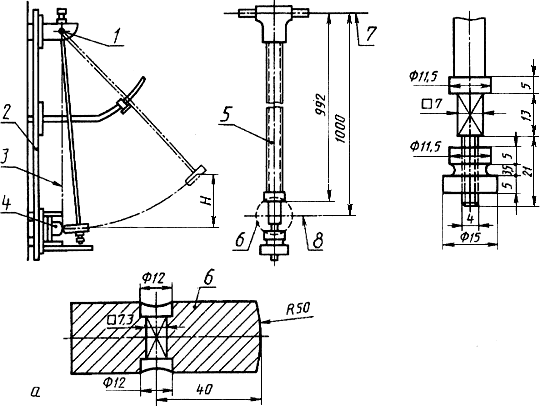
Если радиус изгиба  в испытуемой точке составляет 10 мм, то испытание проводят с помощью устройства, изображенного на рисунке 7а, в нагревательной камере с естественной вентиляцией. На образец воздействуют упомянутым устройством массой
в испытуемой точке составляет 10 мм, то испытание проводят с помощью устройства, изображенного на рисунке 7а, в нагревательной камере с естественной вентиляцией. На образец воздействуют упомянутым устройством массой  , имеющим вид полусферической детали из нержавеющей стали с диаметром сферы 5 мм. Прикладываемая сила равна 20 Н.
, имеющим вид полусферической детали из нержавеющей стали с диаметром сферы 5 мм. Прикладываемая сила равна 20 Н.
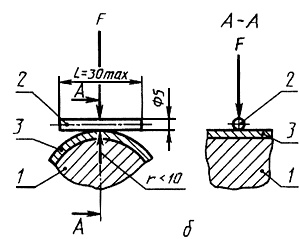
Если радиус изгиба в испытуемой точке менее 10 мм, то для испытания используют стержень диаметром 4 мм и длиной не менее 30 мм, прикладывая силу , равную 20 Н (рисунок 7б).
Стержень помещают под прямым углом к оси инструмента.
Для испытания изолированные части инструмента располагают в горизонтальном положении. После установки испытательного устройства весь комплекс выдерживают в течение 2 ч при температуре окружающей среды плюс 70 °С и относительной влажности воздуха менее 20%.
Затем испытуемый инструмент охлаждают вне камеры в течение 5 мин и между испытательным устройством и металлической частью инструмента на 3 мин подают переменное напряжение 5 кВ (действующее значение) частотой 50 Гц при температуре окружающей среды плюс 18-28 °С и относительной влажности воздуха 45% - 75%.
Испытание считают успешным, если не произошло пробоя изоляции.
|
Проверку изоляции на механическую прочность до 01.01.97 допускается проводить путем трехкратного сбрасывания инструмента с высоты 2 м на твердое основание (металлическую или бетонную плиту) ручкой вниз при температуре окружающего воздуха плюс (20±5) °С. |
5.5 [4.6] Испытание соединения изолирующего покрытия с металлической частью инструмента (для изолированных инструментов)
5.5.1 [4.6.1] Условия испытания (кондиционирование)
Инструменты выдерживают до испытания в сушильной камере с естественной вентиляцией при температуре окружающего воздуха плюс (70±2) °С в течение 168 ч.
|
До 01.01.97 для изолированных инструментов допускаются следующие условия испытания. |
Испытание должно быть проведено в течение 3-5 мин после того, как инструмент был извлечен из камеры, при температуре окружающей среды плюс 18-28 °С и относительной влажности воздуха 45% - 75%.
5.5.2 [4.6.2] Испытание рабочей части инструмента
Этому испытанию подвергают ключи и сборные инструменты (кроме вставок-отверток) всех видов.
Испытание проводят по способу А или Б (рисунки 8а и 8б).
Способ А (рисунок 8а)
Крюк с шириной режущей кромки 5 мм размещают на рабочей части инструмента так, чтобы он не касался проводящей части. В течение 3 мин прикладывают силу, равную 50 Н, вдоль линии разделения изоляция-инструмент.
Способ Б (рисунок 8б)
Устройство, имеющее две режущие кромки шириной по 5 мм каждая, размещают на рабочей головке испытуемого инструмента так, чтобы оно не касалось проводящей части.
В течение 3 мин прикладывают силу равную 100 Н, вдоль линии разделения изоляция-инструмент.
Испытание считают успешным, если изоляционный материал не отстает от металлической части инструмента более чем на 3 мм по сравнению с исходным состоянием и на изоляции нет трещин и разрывов.
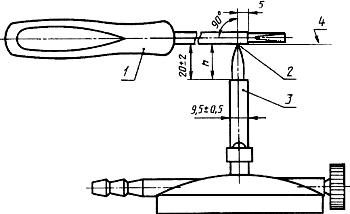
5.5.3 [4.6.3] Испытание изолирующего покрытия стержня отвертки
Этому испытанию отвертки подвергают с помощью приспособления - испытательного устройства, изображенного на рисунке 9.
Глубина проникновения режущей кромки испытательного устройства в изолирующее покрытие не должна превышать 50% его толщины  . Режущие края должны врезаться в изоляцию на стержне на 10-15 мм ниже места соединения стержня с ручкой.
. Режущие края должны врезаться в изоляцию на стержне на 10-15 мм ниже места соединения стержня с ручкой.
Если режущая кромка скользит по изоляции, разрешается процарапать борозду толщиной до 50% изолирующего покрытия стержня.
Силу (в ньютонах), равную 35-кратному диаметру стержня отвертки или ее поперечному сечению в самом широком месте, выраженному в миллиметрах, прикладывают вдоль оси стержня в течение 1 мин.
Испытание считают успешным, если изолирующий материал не отстал от проводящей части стержня более чем на 3 мм по сравнению с исходным положением, а также не появились разрывы и трещины в изоляции.
5.5.4 [4.6.4] Испытание изоляции инструмента в сборе на адгезию
Испытанию подвергают пассатижи, инструменты для снятия изоляции, ножи для разделки кабеля, ножницы и ножи для резки провода. Специальное испытательное устройство изображено на рисунке 10.
|
В течение 3 мин к инструменту прикладывают силу, равную 500 Н. |
Испытание считают успешным, если ручки не отделяются от проводящей части инструмента и упоры на ручках не отсоединяются от них.
|
Примечание - Деформацию изоляционного покрытия не считают дефектом. |
5.6 [4.8] Механические испытания инструментов
5.6.1 [4.8.1] Изолированные инструменты
Инструменты должны соответствовать требованиям стандартов на инструменты различных типов. Изготовитель должен представить протоколы испытаний по первому требованию заказчика.
5.6.2 [4.8.2] Изолирующие инструменты
5.6.2.1 [4.8.2.1] Инструменты, идентичные изолированным по форме и назначению, должны соответствовать требованиям стандартов на эти инструменты.
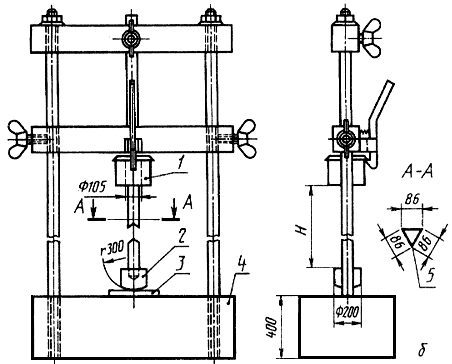
5.6.2.2 [4.8.2.2] Плоскогубцы, круглогубцы, кусачки, предназначенные специально для работ под напряжением, подвергают следующим испытаниям.
а) Испытание рукояток на изгиб (рисунок 12)
В течение 3 мин к рукояткам прикладывают силу , как показано на рисунке 12. Если <100 мм, сила =0,5; если  100 мм, =50 Н.
100 мм, =50 Н.
Результаты испытания считают удовлетворительными, если отсутствуют разрывы деталей инструментов и концы рукояток не отделяются от них.
б) Испытание рабочих частей инструмента на кручение (рисунок 13)
При испытании плоскогубцев и круглогубцев их следует соединить с устройством для измерения крутящего момента.
При испытании плоскогубцев используют деталь из стали шириной 12 мм и толщиной 3 мм, размещаемую между губками инструмента и входящую в них на глубину (6±1) мм.
Для круглогубцев такая деталь для испытания должна иметь два параллельных отверстия с соответствующими диаметрами и межосевыми расстояниями, такими, чтобы губки инструмента могли входить в них на глубину (6±1) мм. Края отверстий не должны иметь острых граней.
Стальные детали для испытания должны иметь твердость не менее 50 .
Рукоятки инструмента должны удерживаться между точками  и
и  на расстоянии
на расстоянии  силой , равной силе , прикладываемой при испытании на изгиб.
силой , равной силе , прикладываемой при испытании на изгиб.
(в ньютонах) равна 0,5 (в миллиметрах) с максимальным пределом 50 Н.
Рукоятки следует закрепить так, чтобы они могли противостоять кручению. Плоскогубцы, круглогубцы и кусачки должны выдерживать крутящее усилие 50 Н·м без видимой остаточной деформации.
5.7 [4.9] Испытание блокирующего устройства
Инструменты, состоящие из нескольких сборных деталей, собирают по инструкции изготовителя.
5.7.1 [4.9.1] Инструменты, закрепляемые пружинным фиксатором
Инструменты со сменяемыми насадками, закрепленными с помощью пружинного фиксатора, должны выдерживать следующие нагрузки:
- 4 Н - для переходников квадратного сечения со стороной 6,3 мм;
- 11 Н - для переходников квадратного сечения со стороной 10 мм;
- 30 Н - для переходников квадратного сечения со стороной 12,5 мм;
- 150 Н - для переходников квадратного сечения со стороной более 12,5 мм.
5.7.2 [4.9.2] Инструменты, закрепляемые болтами (винтами)
Для инструментов со сменяемыми головками, закрепленными болтами, нагрузка должна составлять 500 Н.
5.7.3 [4.9.3] Процедура и результаты испытания
Вдоль оси демонтажа прикладывают силу, постепенно ее увеличивая в течение 2 с до достижения заданной в 5.7.1 и 5.7.2 нагрузки. Поддерживают эту силу в течение 1 мин.
Результаты испытания считают удовлетворительными, если сборные детали не разъединяются.
5.8 [4.7] Испытание на воспламеняемость
Это испытание проводят в камере без притока воздуха. Каждый испытуемый инструмент закрепляют в горизонтальном положении. При этом испытании ось форсунки маленькой газовой горелки направляют под прямым углом к оси ручки инструмента.
В горелку подают технический метан. Регулятор и счетчик расхода газа обеспечивают равномерное его поступление.
|
Примечание - Если вместо метана используют природный газ, его теплотворная способность должна быть примерно равна 37 МДж/м |
 .
.
Форсунка горелки должна иметь диаметр (9,5±0,5) мм для получения голубого пламени высотой (20±2) мм.
Горелку помещают в стороне от образца инструмента. Ее зажигают и регулируют пламя, подавая газ и воздух в горелку до тех пор, пока голубое пламя с желтым ореолом не достигнет высоты (20±2) мм. Затем увеличивают подачу воздуха, пока желтый ореол не исчезнет. После этого измеряют высоту голубого пламени и, если необходимо, регулируют ее.
Затем горелку помещают в рабочее положение, как показано на рисунке 11, чтобы ось пламени была перпендикулярна к оси инструмента. В начале испытания конец пламени должен касаться изоляционного материала с нижней стороны рабочей головки (рисунок 11).
Горизонтальная опорная линия (поз.4 на рисунке 11) от нижней части изолирующего материала является ориентиром для высоты пламени.
Если на одном изолирующем инструменте используют разные виды изоляции, испытывать каждый слой изоляции следует отдельно.
Инструмент подвергают воздействию пламени в течение 10 с. Затем горелку отключают и удостоверяются в отсутствии притока воздуха, который мог бы исказить результаты испытания.
Распространение пламени по инструменту наблюдают в течение 20 с после отключения горелки.
Результаты испытания считают удовлетворительными, если высота пламени  не превышала 120 мм в течение 20 с наблюдения.
не превышала 120 мм в течение 20 с наблюдения.
|
До 01.01.97 испытание на воспламеняемость допускается не проводить, если изолирующие покрытия инструментов выполнены в виде диэлектрических чехлов. |
5.9 [4.10] Испытание на устойчивость маркировки
Если есть сомнения в стойкости маркировки, инструмент следует потереть в течение 15 с тряпкой, смоченной в воде, а затем еще 15 с тряпкой, смоченной в растворителе. После этой обработки надпись должна оставаться читаемой.
|
Примечание - Заказчик может потребовать проведения дополнительных испытаний на стойкость маркировки, если инструмент предназначен для использования в специфических условиях. |
6 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
|
Транспортирование и хранение инструментов - по ГОСТ 18088 для группы условий хранения 2 по ГОСТ 15150. |
7 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
7.1 [2.2.1.1] У пассатижей, плоскогубцев, кусачек и т.п., длина ручек которых менее 400 мм:
а) изолирующее покрытие должно иметь упор достаточной высоты, который предотвратил бы соскальзывание руки на неизолированную часть инструмента (рисунок 2а);
б) высота упора должна быть не менее:
10 мм - на левой и правой частях рукояток, лежащих на плоскости;
5 мм - на верхней и нижней частях рукояток, лежащих на плоскости;
в) минимальная длина изоляции между стороной упора, обращенной к рукоятке, и неизолированной частью инструмента должна составлять 12 мм и покрывать как можно большую поверхность рабочих частей инструмента (размер на рисунке 2а).
Если инструмент не имеет четкой неподвижной оси, упор высотой 5 мм должен находиться на внутренней части рукояток инструмента.
|
У инструментов с изолирующими рукоятками в виде диэлектрических чехлов упор должен быть высотой не менее 10 мм и толщиной не менее 3 мм. |
7.2 [3.2.3] Если рукоятки инструмента имеют длину более 400 мм, упор на них не обязателен.
7.3 [3.2.4] У монтерских ножей:
- минимальная длина изолированных ручек должна составлять 100 мм;
- на ручке должен находиться предохранительный упор со стороны рабочей части, чтобы рука не могла соскользнуть; минимальная высота упора - 5 мм;
- минимальная длина изолирующего покрытия между крайней точкой предохранительного упора и неизолированной частью инструмента по всей рукоятке должна составлять 12 мм (поз.2 на рисунке 2б);
- длина неизолированного лезвия ножа не должна превышать 65 мм (поз.3 на рисунке 2б).
7.4 Если изолирующее покрытие инструмента состоит из двух слоев, то при нарушении верхнего слоя и появлении покрытия другого цвета инструмент должен быть заменен.
Если покрытие состоит из трех слоев, то при обнаружении повреждений внешнего слоя в виде трещин, потертостей инструмент может быть оставлен в эксплуатации, но применять его следует с определенной осторожностью и, при первой же возможности, сдать в ремонт. При появлении нижнего, примыкающего к корпусу инструмента слоя изоляции инструмент должен быть изъят из применения.
8 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1 Изготовитель должен гарантировать соответствие инструмента требованиям настоящего стандарта при соблюдении условий применения, транспортирования и хранения.
8.2 Гарантийный срок эксплуатации инструментов - 12 мес со дня продажи через розничную торговую сеть, а для внерыночного потребителя - со дня получения.
РИСУНКИ
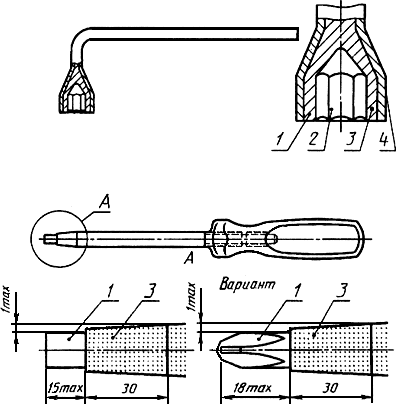
1 - проводящая часть; 2 - рабочая часть; 3 - изоляция; 4 - зона контакта
Рисунок 1 - Типы изоляции инструментов
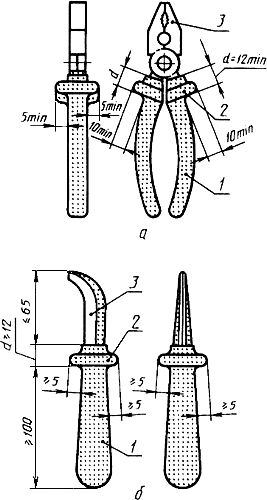
1 - изолированная ручка (или рукоятка); 2 - предохранительный упор; 3 - рабочая головка (неизолированная);
- расстояние между нижней частью предохранительного упора и неизолированной частью инструмента
Рисунок 2 - Типы изоляции пассатижей (а) и ножей (б)
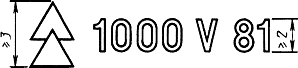
Рисунок 3 - Маркировка (символ)
a - метод А: 1 - ось регулируемого колебания; 2 - стойка; 3 - вертикальная плоскость прохождения оси маятника;
4 - образец инструмента; 5 - стальная трубка внешним диаметром 9 мм, внутренним - 8 мм; 6 - молоток;
7 - ось колебания; 8 - ось молотка; - высота падения молотка.
б - метод Б: 1 - молоток; 2 - промежуточная стальная деталь массой 100 г; 3 - образец;
4 - стальная деталь массой 10 кг; 5 - слегка закругленные ребра; - высота падения молотка
Рисунок 4 - Оборудование для испытаний на удар при низкой температуре
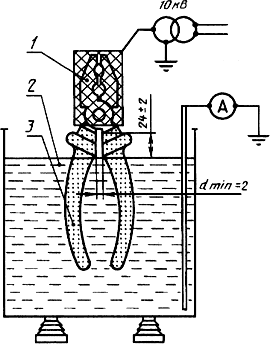
1 - проводящая рабочая часть; 2 - ванночка с водопроводной водой; 3 - изолированная часть инструмента;
- расстояние, которое необходимо поддерживать между внутренними поверхностями рукояток
Рисунок 5 - Оборудование для электрического испытания изолированных инструментов
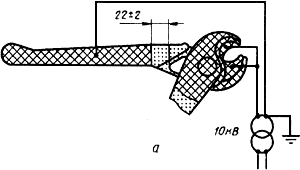
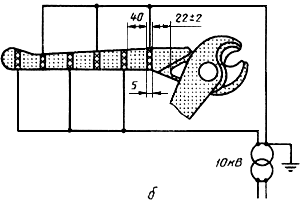
a - электрическое сопротивление между рабочей частью и ручкой инструмента;
б - электрическое испытание рукояток инструментов
Рисунок 6 - Оборудование для электрического испытания изолирующих инструментов
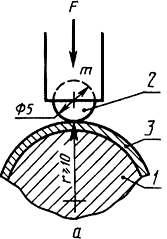
a - радиус прогиба инструмента в точке испытания 10 мм: 1 - проводящая часть; 2 - полусферическая деталь;
10 мм: 1 - проводящая часть; 2 - полусферическая деталь;
3 - изоляция (в испытуемой точке); - радиус прогиба инструмента в месте испытания;
- масса, воздействующая на инструмент при испытании;
б - радиус прогиба инструмента в точке испытания <10 мм: 1 - проводящая часть; 2 - цилиндрический стержень;
3 - изоляция (в испытуемой точке); - радиус прогиба инструмента в месте испытания
Рисунок 7 - Механическое испытание изоляции инструмента
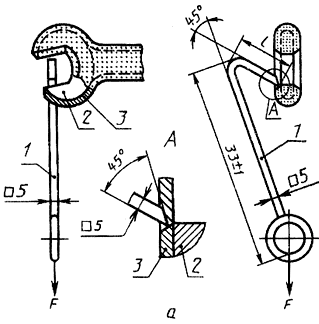
a - метод А - Испытание рабочей части инструмента: 1 - крюк (его длина зависит от размеров инструмента);
2 - проводящие части; 3 - изолирующее покрытие;  - длина изогнутой части крюка;
- длина изогнутой части крюка;
б - метод Б - Испытания рабочей части инструмента: 1 - деталь А; 2 - регулирующее устройство
Рисунок 8 - Принцип проведения испытания на прочность соединения изолирующего покрытия
на металлической части инструмента
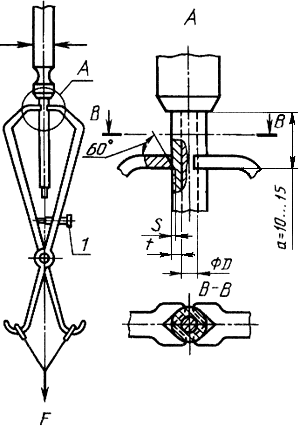
1 - регулирующее устройство;  - глубина проникания (
- глубина проникания ( ); - толщина изолирующего покрытия;
); - толщина изолирующего покрытия;
- прикладываемая сила;  - расстояние между точкой приложения режущей кромки испытательного
- расстояние между точкой приложения режущей кромки испытательного
устройства и соединением рукоятки со стержнем
Рисунок 9 - Испытательное оборудование для проверки прочности соединения изолирующего покрытия
на отвертках: на металлических частях и на ручке
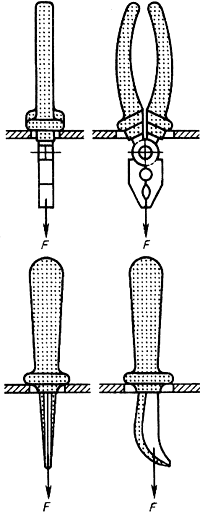
Рисунок 10 - Оборудование для испытания на прочность соединения изолирующего покрытия всего инструмента
1 - образец инструмента; 2 - конец языка пламени; 3 - горелка; 4 - горизонтальная линия отсчета;
- максимальная высота пламени
Рисунок 11 - Оборудование для испытания на воспламеняемость
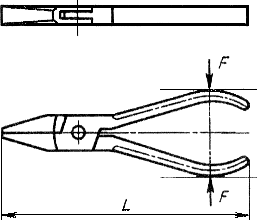
Рисунок 12 - Изолирующие плоскогубцы. Испытание рукояток на изгиб
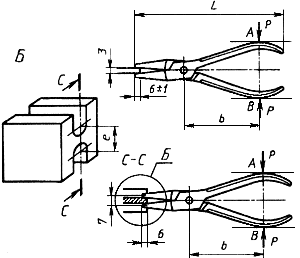
e - межосевое расстояние отверстий; зависит от размера губок
Рисунок 13 - Изолирующие плоскогубцы и круглогубцы. Испытание на кручение
ПРИЛОЖЕНИЕ А
(обязательное)
ПРИМЕРЫ РАСЧЕТА РАЗВЕРТКИ ИЗОЛИРУЮЩЕГО ПОКРЫТИЯ ИНСТРУМЕНТА
ПО ЕГО ДЛИНЕ
Пределы допустимого тока утечки
|
Инструмент |
Развертка изолирующего покрытия по длине |
Пределы допустимого тока утечки | |
|
|
Гаечный ключ с открытым зевом, односторонний |
|
5 |
|
|
Универсальные пассатижи |
|
5 |
|
|
Торцовый ключ с внутренним шестигранником односторонний изогнутый |
|
5 |
|
|
Коловорот к сменяемым головкам |
|
5 |
 .
.  0,20 м
0,20 м =1 мА
=1 мА 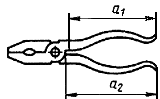
 .
. 0,14 м.
0,14 м. 0,28 м
0,28 м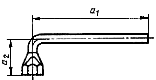
 .
. 0,10 м;
0,10 м; 0,30 м;
0,30 м; 2 мА
2 мА 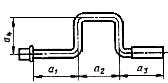

 0,15 м;
0,15 м; 0,25 м;
0,25 м;
Текст документа сверен по:
официальное издание
М.: Стандартинформ, 2005
Личный кабинет:
доступно после авторизации
 Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке