
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
04
54
апреля
29
вторник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 5385-74
Группа Е34
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТЕРЖНИ ЭЛЕКТРОТЕХНИЧЕСКИЕ ТЕКСТОЛИТОВЫЕ КРУГЛЫЕ
Технические условия
Laminated round rods (fabric base) for electrical purposes. Specifications
ОКП 34 9113
Срок введения с 01.01.76
до 01.01.95*
_______________________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 4, 1994 год). - Примечание .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнической промышленности
РАЗРАБОТЧИКИ С.Г.Трубачев, О.Б.Демина, Л.П.Исаева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 16.05.74 N 1189
3. ВЗАМЕН ГОСТ 5385-68
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
5.2 | |
|
5.2 | |
|
ГОСТ 2941-85 |
5.3 |
|
5.1, 5.3 | |
|
4.9 | |
|
4.11 | |
|
5.1, 5.3 | |
|
4.14, 4.15 | |
|
4.14, 4.15 | |
|
4.16 | |
|
5.2 | |
|
ГОСТ 8828-75 |
5.2 |
|
ГОСТ 9310-75 |
2.8 |
|
5.6 | |
|
5.2 | |
|
ГОСТ 9821-71 |
2.8 |
|
4.10 | |
|
5.1 | |
|
ГОСТ 14192-77 |
5.4 |
|
5.6 | |
|
4.8 | |
|
5.7 | |
|
5.6 | |
|
5.1 | |
|
ГОСТ 20435-75 |
5.6 |
|
ГОСТ 21140-75 |
5.1 |
|
5.6 | |
|
ГОСТ 21929-76 |
5.6 |
|
5.7 | |
|
5.2 | |
|
5.6 | |
|
5.3 |
5. ПЕРЕИЗДАНИЕ (январь 1991 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в ноябре 1975 г., ноябре 1978 г., июле 1981 г., в сентябре 1984 г., сентябре 1989 г. (ИУС 12-75, 12-78, 10-81, 12-84, 1-90)
6. Срок действия продлен до 01.01.95 Постановлением Госстандарта СССР от 27.09.89 N 2936
Настоящий стандарт распространяется на электротехнические текстолитовые круглые стержни, применяемые в качестве электроизоляционного материала для длительной работы в трансформаторном масле при температурах от минус 65 до плюс 120 °С и на воздухе при тех же рабочих температурах в условиях нормальной относительной влажности окружающей среды (относительная влажность 45-75% при температуре 15-35 °С).
Стандарт устанавливает требования к стержням, изготовляемым для нужд народного хозяйства и на экспорт.
(Измененная редакция, Изм. N 5).
1. РАЗМЕРЫ
1.1. Стержни должны изготовляться номинальной длиной 350, 450, 500 и 550 мм с предельными отклонениями ±25 мм.
Допускается в партии до 5% стержней длиной менее номинальной, но не менее 200 мм.
1.2. Номинальные диаметры стержней и предельные отклонения от номинальных диаметров должны соответствовать указанным в табл.1.
Таблица 1
мм
|
Номинальный диаметр стержня |
Пред. откл. | |
|
Высший сорт |
Первый сорт | |
|
8 |
±0,5 |
±0,7 |
|
13 |
±0,7 |
±0,9 |
|
18; 25 |
±1,0 |
±1,3 |
|
40 |
±1,5 |
±1,8 |
|
50 |
±1,8 |
±2,1 |
|
60 |
±2,0 |
±2,4 |
Примечание. По согласованию изготовителя с потребителем допускается изготовлять стержни других длин и диаметров с допусками ближайшего номинального значения, указанными в табл.1.
1.3. Условное обозначение должно состоять из диаметра стержня, его длины, сорта и обозначения настоящего стандарта.
Пример условного обозначения стержня диаметром 25 мм и длиной 550 мм высшего сорта.
Стержень текстолитовый в.с. - 25х550 ГОСТ 5385-74
То же, диаметром 40 мм и длиной 500 мм первого сорта.
Стержень текстолитовый 1 с. - 40х500 ГОСТ 5385-74.
1.1-1.3. (Измененная редакция, Изм. N 5).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Стержни должны изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Измененная редакция, Изм. N 4).
2.2. Поверхность стержней должна быть гладкой.
2.3. Допускаются на поверхности необточенного стержня разрывы ткани по всей длине стержня, не снижающие его электрические и механические свойства, и вкрапления смолы (площадью каждое не более 7 мм ): на каждые 100 мм длины стержня не более одного вкрапления. В стержнях диаметром более 25 мм допускается одна волосная трещина между слоями на каждом торце длиной не более 25 мм.
): на каждые 100 мм длины стержня не более одного вкрапления. В стержнях диаметром более 25 мм допускается одна волосная трещина между слоями на каждом торце длиной не более 25 мм.
Для стержней первого сорта допускаются вкрапления смолы, не регламентированные по размерам и количеству, газовые пузыри в пределах допуска по диаметру и на торцах не более трех волосяных трещин.
Допускается внешний вид стержней устанавливать по контрольным образцам, согласованным между изготовителем и потребителем.
(Измененная редакция, Изм. N 5).
2.4. Цвет стержней должен быть от светло-желтого до темно-коричневого.
2.5. Стержни должны быть с обрезанными концами, очищены от облоя, с суммарной высотой шва, мм, не более:
|
0,5 |
- для стержней диаметром |
8 и 13 мм; |
|||
|
1,0 |
" " " |
18 и 25 мм; |
|||
|
1,5 |
" " " |
40, 50 и 60 мм. |
|||
Для стержней первого сорта высота шва не нормируется.
(Измененная редакция, Изм. N 5).
2.6. Стержни по физико-механическим и электрическим свойствам должны соответствовать требованиям, указанным в табл.2.
Таблица 2
|
Наименование показателя |
Норма для стержней диаметром, мм | |||||||||||||
|
|
8 |
13 |
18 |
25 |
40 |
50 |
60 | |||||||
|
Высший сорт |
Первый сорт |
Высший сорт |
Первый сорт |
Высший сорт |
Первый сорт |
Высший сорт |
Первый сорт |
Высший сорт |
Первый сорт |
Высший сорт |
Первый сорт |
Высший сорт |
Первый сорт | |
|
1. Плотность, кг/м |
1300- 1400 |
1250- |
1280- 1400 |
1250- |
1250- |
1200- 1380 |
1250- |
1200- |
1250- |
1200- |
1250- |
1200- |
1250- |
1200- |
|
2. Разрушающее напряжение при статическом изгибе, МПа (кгс/см |
- |
- |
- |
- |
- |
- |
120 (1200) |
100 (1000) |
100 (1000) |
80 (800) |
100 (1000) |
80 (800) |
100 (1000) |
80 (800) |
|
3. Разрушающее напряжение при растяжении, МПа (кгс/см |
90 |
80 (800) |
80 (800) |
70 (700) |
50 |
40 (400) |
50 (500) |
40 (400) |
40 (400) |
40 (300) |
40 (400) |
30 (300) |
40 (400) |
30 (300) |
|
4. Водопоглоще- |
0,9 |
1,0 |
0,9 |
1,0 |
1,0 |
1,2 |
1,0 |
1,2 |
1,0 |
1,3 |
1,0 |
1,4 |
1,0 |
1,4 |
|
5. Стойкость к кратковремен- |
130 |
130 |
130 |
130 |
130 |
130 |
130 |
130 |
130 |
130 |
130 |
130 |
130 |
130 |
|
6. Масло- |
120 |
120 |
120 |
120 |
120 |
120 |
120 |
120 |
120 |
120 |
120 |
120 |
120 |
120 |
|
7. Удельное поверхностное электрическое сопротивление в исходном состоянии, Ом, не менее |
- |
- |
1· 10 |
1·10 |
1· 10 |
1·10 |
5·10 |
5·10 |
5·10 |
5· 10 |
5·10 |
5· 10 |
5·10 |
5· 10 |
|
8. Внутреннее электрическое сопротивление в исходном состоянии, Ом, не менее |
- |
- |
1· 10 |
1· 10 |
1· 10 |
1· 10 |
1·10 |
1·10 |
1·10 |
1· 10 |
1·10 |
1· 10 |
1·10 |
1· 10 |
|
9. Пробивное напряжение параллельно слоям в транс- |
- |
- |
12 |
8 |
11 |
8 |
11 |
8 |
10 |
8 |
10 |
8 |
10 |
8 |



 , не менее
, не менее
(Измененная редакция, Изм. N 5).
2.7. Стержни должны допускать механическую обработку: точение, сверление, фрезерование и нарезание резьбы при условии соблюдения режима обработки, установленного по соглашению сторон.
(Введен дополнительно, Изм. N 1).
2.8. При изготовлении стержней должны применяться материалы:
ткань хлопчатобумажная марки ЭИ-2 по ГОСТ 9821 или шифон по ГОСТ 9310 для стержней диаметром 8 и 13 мм и марки ЭТ для стержней диаметром 18 мм и более; ткань хлопчатобумажная и бязь техническая по нормативно-технической документации;
фенолоформальдегидное связующее резольного типа.
По согласованию изготовителя с потребителем допускается применение других связующего и тканей при условии, что качество стержней на их основе будет соответствовать требованиям настоящего стандарта.
(Введен дополнительно, Изм. N 4).
(Измененная редакция, Изм. N 5).
2а. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2а.1. Стержни не токсичны, не взрывоопасны, относятся к горючим материалам. Температура воспламенения 358 °С, температура самовоспламенения 500 °С.
2а.2. При возникновении пожара используют пену, распыленную воду, кошму, песок, углекислотные или пенные огнетушители.
2а.3. Работу со стержнями проводят в специальной одежде, принятой для производства в соответствии с типовыми нормативами.
Разд.2а. (Введен дополнительно, Изм. N 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия стержней требованиям настоящего стандарта изготовитель проводит приемосдаточные, периодические и типовые испытания.
3.2. Приемосдаточные испытания стержней должны проводиться на соответствие требованиям пп.1.1, 1.2, 2.2-2.5.
Приемосдаточным испытаниям подвергают на соответствие требованиям:
пп.2.2-2.4 - каждый стержень;
пп.1.1, 1.2 и 2.5 - не менее 10% стержней от каждой партии.
За партию принимают стержни одного диаметра, но не более 200 кг, оформленные одним документом о качестве, содержащим:
товарный знак предприятия-изготовителя;
номинальный диаметр стержней в миллиметрах;
массу нетто в килограммах;
номер ящика;
штамп технического контроля;
обозначение настоящего стандарта;
изображение государственного Знака качества для стержней высшей категории качества.
(Измененная редакция, Изм. N 4).
При получении неудовлетворительных результатов испытаний на соответствие требованиям пп.1.1, 1.2 и 2.5 проводят повторные испытания удвоенного количества образцов, взятых от той же партии. Результаты повторных испытаний считают окончательными и распространяют на всю партию.
3.3. Периодические испытания стержней должны проводиться не реже одного раза в 6 мес по п.2.6 (табл.2).
Периодические испытания проводят на не менее чем 15 образцах, взятых от партии, прошедшей приемосдаточные испытания. При получении неудовлетворительных результатов периодических испытаний проводят повторные испытания удвоенного количества образцов, взятых от той же партии, по тем показателям, по которым получены неудовлетворительные результаты. Результаты повторных испытаний считают окончательными и распространяют на всю партию.
3.4. Типовые испытания должны проводиться на соответствие всем требованиям настоящего стандарта после освоения производства стержней, при изменении технологического процесса их изготовления, а также при замене исходных материалов.
Объем выработок устанавливают в соответствии с требованиями к приемосдаточным и периодическим испытаниям.
По требованию потребителей предприятие-изготовитель должно предъявлять протоколы периодических и типовых испытаний.
3.5. При проверке потребителем качества стержней, их маркировки и упаковки на соответствие требованиям настоящего стандарта объем выборок для поставляемой партии устанавливают в соответствии с требованиями к приемосдаточным и периодическим испытаниям. При этом за партию принимают стержни, полученные по одному сопроводительному документу, удостоверяющему качество продукции.
При получении неудовлетворительных результатов испытаний проводят повторные испытания удвоенного количества образцов по тем показателям, по которым получены неудовлетворительные результаты.
Результаты повторных испытаний распространяют на всю партию.
(Измененная редакция, Изм. N 5).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Перед каждым видом испытаний по п.2.6 стержни кондиционируют при температуре (70±2) °С в течение 4 ч с последующей выдержкой не менее 6 ч при температуре 15-35 °С и относительной влажности воздуха 45-75%. После длительного хранения в условиях, указанных в п.5.5, стержни вначале выдерживают в течение 48 ч при температуре 15-35 °С и относительной влажности 45-75%, а затем кондиционируют, как указано выше.
4.2. Проверка длины стержней (п.1.1) должна проводиться металлической линейкой, обеспечивающей погрешность измерения ±1 мм.
4.3. Проверка диаметра стержней (п.1.2) должна проводиться мерительным инструментом, обеспечивающим погрешность измерения ±0,1 мм, не менее чем в трех точках, расположенных равномерно по длине стержня и сдвинутых на 60° по окружности. За результат принимают среднее арифметическое результатов трех измерений.
4.4. Внешний вид стержней (пп.2.2; 2.4) проверяют осмотром без применения увеличительных приборов. При наличии контрольных образцов - по контрольным образцам.
4.5. Размер вкраплений смолы (п.2.3) проверяют мерительным инструментом, обеспечивающим погрешность измерения ±0,1 мм. Измеряют максимальные длину и ширину вкрапления. За результат принимают произведение измеряемых величин с погрешностью до 1 мм.
4.6. Наличие волосных трещин (п.2.3) проверяют осмотром без применения увеличительных приборов. Длину волосной трещины проверяют мерительным инструментом, обеспечивающим погрешность измерения ±1 мм.
4.7. Высоту шва (п.2.5) проверяют мерительным инструментом, обеспечивающим погрешность измерения ±0,1 мм.
4.2-4.7. (Измененная редакция, Изм. N 5).
4.8. Плотность стержней (табл.2, п.1) должна определяться методом гидростатического взвешивания по ГОСТ 15139 на трех образцах длиной (50±1) мм, отрезанных от одного стержня; диаметр образца равен диаметру стержня. За результат принимают среднее арифметическое трех измерений.
4.9. Разрушающее напряжение при статическом изгибе (табл.2, п.2) должно определяться по ГОСТ 4648 на 5 образцах диаметром 25 мм и длиной (250±1) мм. Расстояние между опорами должно быть (200±0,5) мм. Радиус нагружающего наконечника  должен быть (15±0,2) мм, длина наконечника - 25 мм. Направление движения наконечника должно быть перпендикулярно оси образца. Аппаратура и скорость сближения наконечника и опор - по ГОСТ 4648. Разрушающее напряжение при статическом изгибе (
должен быть (15±0,2) мм, длина наконечника - 25 мм. Направление движения наконечника должно быть перпендикулярно оси образца. Аппаратура и скорость сближения наконечника и опор - по ГОСТ 4648. Разрушающее напряжение при статическом изгибе ( ), МПа (кгс/см), вычисляют по формуле
), МПа (кгс/см), вычисляют по формуле
 ,
,
где  - нагрузка, МН (кгс);
- нагрузка, МН (кгс);
 - расстояние между опорами, м (см);
- расстояние между опорами, м (см);
 - момент сопротивления образца, м
- момент сопротивления образца, м (см);
(см);
 - диаметр образца, м (см).
- диаметр образца, м (см).
За результат принимают среднее арифметическое пяти значений, причем разрушающее напряжение для любого испытуемого образца должно быть не ниже 80% от указанного в табл.2.
(Измененная редакция, Изм. N 5).
4.10. Разрушающее напряжение при растяжении (табл.2, п.3) должно определяться по ГОСТ 11262 на 5 образцах длиной (235±1) мм. Образцы из стержней диаметром 8 мм испытывают без предварительной механической обработки, образцы диаметром 13 мм и более обтачивают согласно чертежу и табл.3.
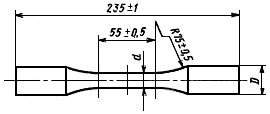
Таблица 3
мм
|
Диаметр стержня |
Диаметр головки |
Пред. откл. |
Диаметр шейки |
Пред. откл. |
|
13 и 18 |
13 |
±0,5 |
8 |
±0,5 |
|
25 и более |
15 |
10 |

Скорость раздвижения зажимов испытательной машины - 5 мм/мин. За результат испытаний принимают среднее арифметическое пяти определений, причем разрушающее напряжение для любого испытуемого образца должно быть не ниже 80% от указанного в табл.2.
Примечания:
1. При испытании стержней диаметром 8 мм в случае разрыва образцов в зажимных губках за результат принимают только те значения разрушающего напряжения, которые равны или превышают значения, указанные в табл.2.
2. Если зажимные губки разрывной машины позволяют закреплять образцы с головкой диаметром 25 мм, допускается применять для стержней диаметром 18 мм образцы с головкой, равной диаметру стержня, для стержней диаметром 25 мм и более - образцы с головкой диаметром 25 мм. При этом размер шейки образца должен соответствовать указанному в табл.3.
4.11. Водопоглощение стержней (табл.2, п.4) должно определяться по ГОСТ 4650 в воде при температуре (20±2) °С на 3 образцах длиной (100±1) мм и диаметром, равным диаметру стержня, без защитного лакового покрытия обработанных поверхностей.
За результат испытаний принимают среднее арифметическое трех определений. Водопоглощение вычисляют с точностью до 0,1%.
4.12. Стойкость к кратковременному нагреву (табл.2, п.5) должна определяться на 3 образцах длиной не менее 100 мм и диаметром, равным диаметру стержня. Образцы помещают в термостат при комнатной температуре. Затем температуру в термостате повышают в течение 30-60 мин до (130±2) °С, образцы при этой температуре выдерживают в течение 24 ч. После этого температуру в термостате снижают до комнатной и извлекают образцы из термостата. После испытания образцы не должны расслаиваться и вспучиваться; допускается для всех диаметров наличие волосных трещин с торцов.
4.13. Маслостойкость (табл.2, п.6) должна определяться на 3 образцах длиной (100±1) мм и диаметром, равным диаметру стержня. Образцы должны быть погружены в нагретое до температуры (70±2) °С трансформаторное масло таким образом, чтобы они не касались стенок и дна сосуда. Затем в течение 50-80 мин температуру масла повышают до (120±2) °С и образцы выдерживают в нем в течение 4 ч. По истечении указанного времени образцы извлекают из масла. При визуальном осмотре на поверхности образцов не должно быть пузырьков и вспучиваний; допускается для всех диаметров наличие волосных трещин с торцов.
4.12, 4.13. (Измененная редакция, Изм. N 2).
4.14. Удельное поверхностное электрическое сопротивление должно определяться по ГОСТ 6433.1 и ГОСТ 6433.2 при напряжении 100-1000 В (напряжение 1000 В является предпочтительным) на 3 образцах длиной (100±1) мм и диаметром, равным диаметру стержня. Для измерения принимают два кольцевых электрода шириной 10 мм, изготовленных из материалов, указанных в табл.2 ГОСТ 6433.2.
Перед нанесением электродов поверхность образцов должна быть протерта чистой тканью, смоченной в бензине. За величину сопротивления принимают среднее арифметическое результатов трех измерений.
4.15. Внутреннее электрическое сопротивление стержней (табл.2, п.8) должно определяться по ГОСТ 6433.1 и ГОСТ 6433.2 при напряжении 100-1000 В (напряжение 1000 В является предпочтительным) на 3 образцах длиной (50±1) мм и диаметром, равным диаметру стержня. На каждом образце просверливают два отверстия для электродов. Размеры отверстий и их расположение на образце должны соответствовать указанным на черт.3 ГОСТ 6433.2. Для измерения применяют медные или латунные электроды, форма и размеры которых должны соответствовать черт.12 ГОСТ 6433.2. За величину сопротивления принимают среднее арифметическое результатов трех измерений.
4.14, 4.15. (Измененная редакция, Изм. N 4).
4.16. Пробивное напряжение параллельно слоям (табл.2, п.9) должно определяться по ГОСТ 6433.3 в трансформаторном масле при температуре (20±2) °С на пяти образцах длиной (50±1) мм и диаметром, равным диаметру стержня. На каждом образце для электродов просверливают два отверстия. Размеры отверстий и их расположение на образце должны соответствовать указанным на черт.2 ГОСТ 6433.3. Для испытаний применяют медные или латунные электроды, форма и размеры которых должны соответствовать указанным на черт.13 ГОСТ 6433.3. За результат принимают среднее арифметическое пяти измерений, причем пробивное напряжение любого испытуемого образца должно быть не менее 80% от значения, указанного в табл.2.
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Перед упаковыванием поверхность стержней должна быть очищена от пыли и частиц смолы. Стержни одного диаметра должны быть уложены в ящики по ГОСТ 2991 типов II-1, Ill-1, V-1, V-2, VI-1 или по ГОСТ 5959 типа VI, или в обрешетки по ГОСТ 12082 типа III, или в ящики или обрешетки, изготовленные по нормативно-технической документации.
Размеры ящиков выбирают в зависимости от размеров стержней и в соответствии с требованиями ГОСТ 21140* или ГОСТ 16511.
______________
* На территории Российской Федерации действует ГОСТ 21140-88. - Примечание .
Масса брутто должна быть не более 80 кг.
5.2. Ящики должны быть выложены изнутри упаковочной бумагой по ГОСТ 8828* или ГОСТ 9569, или ГОСТ 515, или ГОСТ 2228. При использовании бумаги по ГОСТ 515 ящики дополнительно выстилают бумагой по ГОСТ 8273 или ГОСТ 23436.
______________
* На территории Российской Федерации действует ГОСТ 8828-89. - Примечание .
5.3. Стержни, поставляемые на экспорт, должны быть упакованы в соответствии с требованиями ГОСТ 24634 в ящики по ГОСТ 2991 типов II-1, III-1, V-1, V-2 или по ГОСТ 5959 типа VI.
5.4. Транспортная маркировка - по ГОСТ 14192* с нанесением на транспортную тару или фанерный ящик манипуляционного знака "Боится сырости".
______________
* На территории Российской Федерации действует ГОСТ 14192-96. - Примечание .
Кроме того, на транспортную тару наносят:
номер партии или номер ящика;
массу брутто в килограммах;
условное обозначение стержней.
(Измененная редакция, Изм. N 5).
5.5. Транспортируют стержни транспортом любого вида в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте каждого вида.
5.6. Стержни в ящиках транспортируют в контейнерах по ГОСТ 15102 или ГОСТ 20435. При перевозке в крытых вагонах ящики формируют в транспортные пакеты по ГОСТ 21929 на плоских поддонах 800х1200-1,0Д/В Г по ГОСТ 9557. Средства скрепления в транспортные пакеты - по ГОСТ 21650.
Масса пакета не должна превышать 1000 кг, размеры транспортного пакета (1240х840х1350) мм - в соответствии с требованиями ГОСТ 24597.
Транспортная тара и упаковка для стержней, отправляемых в районы Крайнего Севера и труднодоступные районы, должны соответствовать ГОСТ 15846*, группе 73.
______________
* На территории Российской Федерации действует ГОСТ 15846-2002. - Примечание .
5.7. Условия транспортирования в части воздействия механических факторов при перевозке мелкими отправками - по группе С ГОСТ 23216. Во всех остальных случаях - по группе Л ГОСТ 23216. В части воздействия климатических факторов условия транспортирования такие же, как условия хранения 5 по ГОСТ 15150.
5.8. Стержни должны храниться в горизонтальном положении в закрытом сухом помещении на стеллажах, расположенных на высоте не менее 50 мм от пола.
Температура воздуха в помещении должна быть от минус 10 до плюс 35 °С, относительная влажность воздуха не должна превышать 80%.
Разд.5. (Измененная редакция, Изм. N 4).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Стержни должны быть приняты техническим контролем предприятия-изготовителя. Изготовитель гарантирует соответствие выпускаемых стержней требованиям настоящего стандарта при условии соблюдения условий хранения.
6.2. Гарантийный срок хранения стержней - 18 мес со дня изготовления. По истечении указанного гарантийного срока хранения стержни перед использованием должны быть проверены на соответствие требованиям настоящего стандарта.
Разд.6. (Введен дополнительно, Изм. N 5).
ПРИЛОЖЕНИЕ
Справочное
КОДЫ ОКП СТЕРЖНЕЙ
|
Размер стержней (диаметр на длину), мм |
Код |
КЧ |
|
34 9113 0200 |
04 | |
|
8х350 |
34 9113 0201 |
03 |
|
8х450 |
34 9113 0202 |
02 |
|
8х500 |
34 9113 0203 |
01 |
|
8х550 |
34 9113 0204 |
00 |
|
13х350 |
34 9113 0205 |
10 |
|
13х450 |
34 9113 0206 |
09 |
|
13х500 |
34 9113 0207 |
08 |
|
13х550 |
34 9113 0208 |
07 |
|
18х350 |
34 9113 0209 |
06 |
|
18х450 |
34 9113 0211 |
01 |
|
18х500 |
34 9113 0212 |
00 |
|
18х550 |
34 9113 0213 |
10 |
|
25х350 |
34 9113 0214 |
09 |
|
25х450 |
34 9113 0215 |
08 |
|
25х500 |
34 9113 0216 |
07 |
|
25х550 |
34 9113 0217 |
06 |
|
40х350 |
34 9113 0218 |
05 |
|
40х450 |
34 9113 0219 |
04 |
|
40х500 |
34 9113 0221 |
10 |
|
40х550 |
34 9113 0222 |
09 |
|
50х350 |
34 9113 0223 |
08 |
|
50х450 |
34 9113 0224 |
07 |
|
50х500 |
34 9113 0225 |
06 |
|
50х550 |
34 9113 0226 |
05 |
|
60х350 |
34 9113 0227 |
04 |
|
60х450 |
34 9113 0228 |
03 |
|
60х500 |
34 9113 0229 |
02 |
|
60х550 |
34 9113 0231 |
08 |
|
8х350 |
34 9113 0232 |
07 |
|
8х450 |
34 9113 0233 |
06 |
|
8х500 |
34 9113 0234 |
05 |
|
8х550 |
34 9113 0235 |
04 |
|
13х350 |
34 9113 0236 |
03 |
|
13х450 |
34 9113 0237 |
02 |
|
13х500 |
34 9113 0238 |
01 |
|
13х550 |
34 9113 0239 |
00 |
(Введено дополнительно, Изм. N 5).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1991
Личный кабинет:
доступно после авторизации «Я обожаю Женю Ершова»: Наталья Рудова поделилась впечатлениями...
«Я обожаю Женю Ершова»: Наталья Рудова поделилась впечатлениями...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке