
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
05
:
04
апреля
12
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 30565-98
Группа В22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ СПЕЦИАЛЬНЫЕ
ДЛЯ ХИМИЧЕСКОГО И НЕФТЯНОГО МАШИНОСТРОЕНИЯ
Общие технические условия
Hot-rolled steel shapes for machine-building in chemical engineering and oil industry.
General specifications.
МКС 77.140.70
ОКП 09 3000
Дата введения 2000-01-01
ПРЕДИСЛОВИЕ
1 РАЗРАБОТАН Украинским государственным научно-исследовательским институтом металлов, ТК 2
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 13 от 28 мая 1998 года)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Беларуси |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главная государственная инспекция Туркменистана |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 28 апреля 1999 года N 150 межгосударственный стандарт ГОСТ 30565-98 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2000 года.
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ
1. Область применения
Настоящий стандарт распространяется на стальные горячекатаные специальные профили для химического и нефтяного машиностроения, предназначенные для алюминиевых и диафрагменных электролизеров и для уплотняющих рамок коксовых печей.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 535-88 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 1497-84 Металлы. Методы испытания на растяжение
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566-97 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9454-78 Металлы. Метод испытаний на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 14019-80* (ИСО 7483-85) Металлы. Методы испытания на изгиб
_______________
* Действует ГОСТ 14019-2003. - Примечание .
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 26877-91 Металлопродукция. Методы измерения отклонений формы
ГОСТ 27809-95 Чугун и сталь. Методы спектрографического анализа
3 Основные параметры и размеры
3.1 Форма поперечного сечения и размеры горячекатаных профилей должны соответствовать профилям, приведенным на рисунках 1, 2, 3.
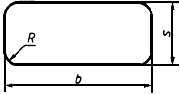
Рисунок 1 - Полосовой профиль N 1 для алюминиевых электролизеров
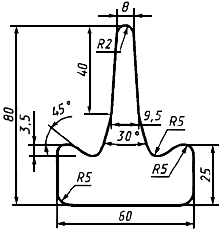
Рисунок 2 - Специальный профиль N 2 для электролизеров ФБ 500
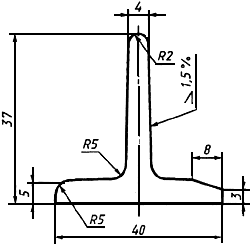
Рисунок 3 - Профиль N 3 для уплотняющих рамок коксовых батарей
3.2 Предельные отклонения по размерам, площадь поперечного сечения и масса 1 м длины профиля должны соответствовать приведенным в таблицах 1, 2, 3.
Таблица 1
|
Тип профиля |
Номинальные размеры (1) и |
Радиус закругления углов |
Площадь поперечного сечения, см |
Масса 1 м длины профиля, кг | |||
|
|
|
||||||
|
1 |
2 |
1 |
2 |
||||
|
1 |
190 |
+5,0 |
115 |
±5,0 |
16 |
216,3 |
169,8 |
|
2 |
230 |
262,3 |
205,9 | ||||
|
Примечание - Допускается увеличение радиуса закругления углов профиля до 18 мм. | |||||||
 , мм
, мм 


Таблица 2
|
Обозна- |
Номинальные размеры (1) и |
Площадь поперечного сечения, см |
Масса 1 м длины профиля, кг | |||||||
|
по высоте |
по ширине |
по толщине |
||||||||
|
основания |
стенки |
|||||||||
|
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
|||
|
80х60х25х8 |
80 |
±3,0 |
60 |
±2,5 |
25 |
±2,0 |
8 |
±1,0 |
19,6 |
15,4 |
Таблица 3
|
Обозна- |
Номинальные размеры (1) и |
Площадь поперечного сечения, см |
Масса 1 м длины профиля, кг | |||||||
|
по высоте |
по ширине |
по толщине |
||||||||
|
основания |
стенки |
|||||||||
|
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
|||
|
40х37х5х4х3 |
40 |
±1,5 |
37 |
±1,2 |
3 |
±0,3 |
4 |
+0,3 |
3,12 |
2,58 |
|
5 |
||||||||||
3.3 Площадь поперечного сечения и масса 1 м длины профиля вычислены по номинальным размерам; при вычислении массы 1 м длины профиля плотность стали принята равной 7,85 г/см .
.
3.4 Значение радиусов закругления углов и размеры профилей, на которые не установлены предельные отклонения, приведены для построения калибров; на профилях их не контролируют.
3.5 Профиль N 1 изготовляют длиной от 2,15 до 6 м, профиль N 3 - от 2 до 8 м.
3.5.1 В зависимости от заказа профили N 1 и 3 изготовляют:
- мерной длины (МД);
- мерной длины с немерными отрезками, масса которых не превышает 10% массы партии (МД1);
- кратной мерной длины (КД);
- кратной мерной длины с немерными отрезками, масса которых не превышает 10% массы партии (КД1);
- немерной длины (НД).
3.5.2 По соглашению изготовителя с потребителем допускается изготовление профилей других длин.
3.6 Профиль N 2 изготовляют мерной длины - 3900 мм. Допускается поставка немерной длины, но не короче 2250 мм, масса которой не превышает 5% массы партии.
3.7 Предельные отклонения по длине профилей мерной и кратной мерной длины не должны превышать:
- для профиля N 1 +100 мм;
- для профиля N 2 +40 мм;
- для профиля N 3 +70 мм.
При поставке профилей длиной один крат предельные отклонения не должны превышать ±25 мм.
3.8 Кривизна профилей не должна превышать:
- для профиля N 1 0,6% длины;
- для профиля N 2 0,4% длины;
- для профиля N 3 0,5% длины.
3.9 Серповидность профиля N 1 не должна превышать 0,6% длины. Серповидность профиля проверяют на длине не менее 1 м.
3.10 Профили должны быть обрезаны. Косина реза для профилей N 2 и 3 не должна превышать 10 мм, а для профиля N 1 - 5 мм по толщине и 10 мм по ширине.
3.11 Скручивание профилей вокруг продольной оси не допускается.
Примеры условных обозначений:
Профиль N 1 горячекатаный шириной 230 мм, толщиной 115 мм, кратной мерной длины (КД), по ГОСТ 30565 из стали марки Ст3сп категории 2, группы II по ГОСТ 535:
Профиль N 1 
Профиль N 2 горячекатаный высотой 80 мм, шириной 60 мм, толщиной у основания 25 мм, толщиной стенки 8 мм, мерной длины (МД), по ГОСТ 30565 из стали марки Ст3пс категории 2, группы II по ГОСТ 535:
Профиль N 2 
4 Общие технические условия
4.1 Характеристики
4.1.1 Профили изготовляют из стали по ГОСТ 380 марок:
- профиль N 1 - Ст0, Ст1кп, Ст1пс, Ст1пс, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп;
- профиль N 2 - Ст3пс, Ст3сп;
- профиль N 3 - Ст3кп, Ст3пс, Ст3сп.
Категорию указывают в заказе по ГОСТ 535. Если категория не указана в заказе, ее определяет изготовитель.
4.1.1.1 Профиль N 2 изготовляют с гарантией свариваемости, что обеспечивается соблюдением требований к химическому составу и механическим свойствам.
4.1.2 Механические свойства профилей - по ГОСТ 535.
4.1.3 Качество поверхности профилей - по ГОСТ 535. Группу качества поверхности указывают в заказе. Если группа поверхности не указана в заказе, ее устанавливает изготовитель.
4.2 Маркировка
4.2.1 Маркировка профилей - по ГОСТ 7566.
4.3 Упаковка
4.3.1 Упаковка профилей - по ГОСТ 7566.
5 Правила приемки
5.1 Правила приемки профилей - по ГОСТ 7566.
5.2 Профили принимают партиями. Партия должна состоять из профилей одного профилеразмера из стали одной плавки (ковша).
5.2.1 По соглашению изготовителя с потребителем в партии допускаются профили разных плавок.
5.3 Партия должна сопровождаться документом о качестве по ГОСТ 7566.
5.4 Для проверки качества профилей от партии отбирают:
- для химического анализа - одну-три пробы от плавки (ковша);
- для испытания на растяжение и изгиб - один профиль;
- для испытания на ударную вязкость - два профиля;
- для проверки размеров - 10% от партии, но не меньше 5 шт.
Качество поверхности проверяют на всех профилях.
5.5 При получении неудовлетворительных результатов проверки испытаний хотя бы по одному показателю проводят повторную проверку в соответствии с ГОСТ 7566.
Результаты повторных испытаний распространяются на всю партию.
6 Методы контроля
6.1 Методы отбора проб для определения химического состава - по ГОСТ 7565.
6.2 Химический анализ стали - по ГОСТ 22536.0 - ГОСТ 22536.12, ГОСТ 27809 или другими методами, утвержденными в установленном порядке, обеспечивающими необходимую точность анализа.
При разногласии между изготовителем и потребителем оценку проводят стандартными методами.
6.3 Отбор проб для механических и технологических испытаний - по ГОСТ 7564.
6.4 Испытание на растяжение - по ГОСТ 1497.
6.5 Испытание на изгиб - по ГОСТ 14019.
6.6 Испытание на ударную вязкость - по ГОСТ 9454.
6.7 При контроле механических свойств допускается применять статистические и неразрушающие методы контроля по нормативной документации на методы контроля металлопродукции.
6.8 Геометрические размеры профилей контролируют с помощью измерительных инструментов согласно ГОСТ 162, ГОСТ 166, ГОСТ 427, ГОСТ 3749, ГОСТ 5378, ГОСТ 6507, ГОСТ 7502.
6.9 Контроль кривизны - по ГОСТ 26877.
6.10 Контроль качества поверхности проводят осмотром без применения увеличительных приборов.
6.11 Размеры профилей и кривизну проверяют на расстоянии не менее 500 мм от торцов профиля.
7 Транспортирование и хранение
7.1 Транспортирование и хранение профилей N 2 и 3 - по ГОСТ 7566.
7.2 Транспортирование и хранение профиля N 1 - по ГОСТ 7566 с дополнениями.
Профиль полосовой для алюминиевых электролизеров должен храниться на специальных стеллажах, исключающих изгибание профиля, в стопах без обвязки проволокой.
При складировании профилей в штабеля стопы их должны располагаться взаимно перпендикулярными рядами, исключающими падение, провисание концов и искривление профиля.
Текст документа сверен по:
официальное издание
Стальной прокат. Профили: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
Личный кабинет:
доступно после авторизации «Можно я выйду?» Новый участник «Битвы сильнейших»...
«Можно я выйду?» Новый участник «Битвы сильнейших»...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке