
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
27
среда,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 9324-80
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ОДНОЗАХОДНЫЕ
ДЛЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
Технические условия
Finishing single-start hobbing cutters for cylindrical involute gears.
Specifications
ОКП 39 1814
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
А.Н.Шевченко, М.Ф.Бокгольд, Л.Л.Белоусова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.10.80 N 5197
3. Срок проверки - 1992 г., периодичность проверки - 5 лет
4. Стандарт полностью соответствует СТ СЭВ 1795-79.
5. ВЗАМЕН ГОСТ 9324-60
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
4.8 | |
|
4.1 | |
|
4.2 | |
|
Приложение 2 | |
|
4.11 | |
|
4.12 | |
|
2.8 | |
|
4.12 | |
|
Вводная часть | |
|
4.8 | |
|
ГОСТ 18065-91 |
4.1 |
|
2.17; 5.1 | |
|
2.2 | |
|
4.12 | |
|
4.4 | |
|
4.11 | |
|
3.1 | |
|
2.9 | |
|
4.12; 4.13 |
7. Постановлением Госстандарта от 19.11.91 N 1758 снято ограничение срока действия
8. ПЕРЕИЗДАНИЕ (март 1996 г.) с Изменениями N 1, 2, утвержденными в июне 1987 г., в ноябре 1991 г. (ИУС 10-87, 2-92)
Настоящий стандарт распространяется на червячные чистовые фрезы для обработки зубчатых колес с эвольвентным профилем с исходным контуром по ГОСТ 13755.
Требования стандарта в части разд.1, 2, 4, 5 и п.3.2 являются обязательными, другие требования - рекомендуемыми.
(Измененная редакция, Изм. N 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Фрезы должны изготовляться типов:
1 - цельные прецизионные модулей 1-10 мм класса точности ААА;
2 - цельные модулей 1-14 мм классов точности АА, А, В, С и D; модулей 16-20 мм классов точности АА и А;
3 - сборные модулей 8-25 классов точности А, В, С и D.
Фрезы всех типов должны изготовляться правозаходными и левозаходными.
(Измененная редакция, Изм. N 2).
1.2. Фрезы типа 2 модулей 1-10 мм должны изготовляться двух исполнений:
1 - нормальной длины,
2 - увеличенной длины.
Фрезы типа 2 модулей 11-20 мм должны изготовляться нормальной длины.
Фрезы типа 3 модулей 10-25 мм должны изготовляться двух исполнений:
1 - нормальных габаритов  .
.
2 - уменьшенных габаритов .
Фрезы типа 3 модулей 8 и 9 мм должны изготовляться нормальных габаритов.
1.3. Фрезы классов точности ААА, АА и А должны изготовляться с модификацией профиля зубьев или без модификации (см. приложение 1).
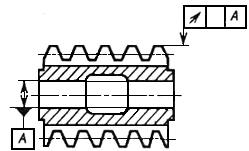
1.4. Основные размеры фрез должны соответствовать указанным на чертеже и в табл. 1-3.
Примечание. В табл.1-3 фрезы по 1-му ряду модулей являются предпочтительными для применения.
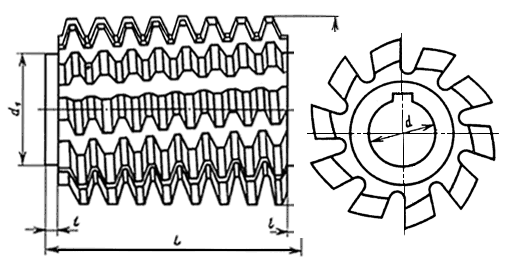
1.5. Передний угол фрез - 0°, задний угол - 9-12°.
1.3-1.5. (Измененная редакция, Изм. N 1, 2).
1.6. Допускается изготовлять цельные фрезы с увеличенной длиной  одного буртика.
одного буртика.
1.7. Размеры профиля зубьев фрез указаны в приложении 1.
1.8. Расчетные размеры и назначение фрез указаны в приложении 2.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фрезы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Цельные фрезы и зубчатые рейки к сборным фрезам должны изготовляться из быстрорежущей стали по ГОСТ 19265.
Допускается изготовлять фрезы из других марок быстрорежущей стали, обеспечивающих стойкость фрез в соответствии с требованиями настоящего стандарта.
2.3. Твердость фрез типов 1 и 2 и реек фрез типа 3-63...66  . Для фрез, изготовленных из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более, твердость должна быть 64...66 .
. Для фрез, изготовленных из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более, твердость должна быть 64...66 .
У фрез типа 3 твердость поверхности посадочного отверстия и торцов должна быть не менее 37...40 .
2.4. На всех поверхностях фрез не должно быть трещин, заусенцев и следов коррозии; на шлифованных поверхностях не должно быть забоин и выкрошенных мест.
2.5. Шлифованная часть зубьев фрез, обеспечивающая требуемую точность профиля, должна быть не менее 1/2 длины зуба, считая по окружности вершин зубьев, - для фрез модулей до 4 мм; и 1/3 длины зуба - для фрез модулей свыше 4 мм.
2.4, 2.5. (Измененная редакция, Изм. N 2).
2.6. Параметры шероховатости поверхностей фрез должны быть не более величин, указанных в табл.4.
(Измененная редакция, Изм. N 1).
2.7. Неполные витки должны быть притуплены с таким расчетом, чтобы толщина верхней части зуба по всей его длине была не менее 0,5 модуля.
2.8. Шпоночный паз - по ГОСТ 9472.
Допускается изготовлять шпоночный паз по ширине  с полем допуска B12, по высоте
с полем допуска B12, по высоте  -H14.
-H14.
(Измененная редакция, Изм. N 1, 2).
2.9. Допуск симметричности шпоночного паза в радиусном выражении относительно оси посадочного отверстия по 12-й степени точности ГОСТ 24643. Допуск зависимый.
2.10. Предельные отклонения по наружному диаметру фрез типа 3 - по h17; предельные отклонения размеров с неуказанными допусками: h16, H16,  .
.
2.11. Допуски и предельные отклонения проверяемых параметров фрез не должны превышать величин, указанных в табл.5.
2.8-2.11. (Измененная редакция, Изм. N 1 ).
ТИП 1
Таблица 1
Размеры в мм
|
Фрезы без модификации профиля зубьев |
Фрезы с модификацией профиля зубьев |
Модуль |
|
|
|
|
|
Число | ||||||||
|
Правозаходные |
Левозаходные |
Правозаходные |
Левозаходные |
Ряды |
|
|
|
|
|
| ||||||
|
Обозна- |
Приме- |
Обозна- |
Приме- |
Обозна- |
Приме- |
Обозна- |
Приме- |
1 |
2 |
3 |
||||||
|
2510-4001 |
|
2510-4002 |
|
|
|
|
|
1 |
|
|
71 |
32 |
50 |
71 |
5 |
16 |
|
2510-4003 |
|
2510-4004 |
|
|
|
|
|
|
1,125 |
|
|
|
|
|
|
|
|
2510-4005 |
|
2510-4006 |
|
|
|
|
|
1,25 |
|
|
|
|
|
|
|
|
|
2510-4007 |
|
2510-4008 |
|
|
|
|
|
|
1,375 |
|
80 |
|
|
80 |
|
|
|
2510-4009 |
|
2510-4011 |
|
|
|
|
|
1,5 |
|
|
|
|
|
|
|
|
|
2510-4012 |
|
2510-4013 |
|
|
|
|
|
|
1,75 |
|
|
|
|
|
|
|
|
2510-4014 |
|
2510-4015 |
|
2510-4069 |
|
2510-4071 |
|
2 |
|
|
90 |
40 |
60 |
90 |
|
14 |
|
2510-4016 |
|
2510-4017 |
|
2510-4072 |
|
2510-4073 |
|
|
2,25 |
|
||||||
|
2510-4018 |
|
2510-4019 |
|
2510-4074 |
|
2510-4075 |
|
2,5 |
|
|
100 |
100 |
||||
|
2510-4021 |
|
2510-4022 |
|
2510-4076 |
|
2510-4077 |
|
|
2,75 |
|
||||||
|
2510-4023 |
|
2510-4024 |
|
2510-4078 |
|
2510-4079 |
|
3 |
|
|
112 |
112 |
||||
|
2510-4025 |
|
2510-4026 |
|
2510-4081 |
|
2510-4082 |
|
|
|
3,25 |
||||||
|
2510-4027 |
|
2510-4028 |
|
2510-4083 |
|
2510-4084 |
|
|
3,5 |
|
||||||
|
2510-4029 |
|
2510-4031 |
|
2510-4085 |
|
2510-4086 |
|
|
|
3,75 |
||||||
|
2510-4032 |
|
2510-4033 |
|
2510-4087 |
|
2510-4088 |
|
4 |
|
|
125 |
50 |
75 |
125 |
||
|
2510-4034 |
|
2510-4035 |
|
2510-4089 |
|
2510-4091 |
|
|
|
4,25 |
||||||
|
2510-4036 |
|
2510-4037 |
|
2510-4092 |
|
2510-4093 |
|
|
4,5 |
|
||||||
|
2510-4038 |
|
2510-4039 |
|
2510-4094 |
|
2510-4095 |
|
5 |
|
|
140 |
140 |
||||
|
2510-4041 |
|
2510-4042 |
|
2510-4096 |
|
2510-4097 |
|
|
5,5 |
|
|
|
|
|
|
|
|
2510-4043 |
|
2510-4044 |
|
2510-4098 |
|
2510-4099 |
|
6 |
|
|
160 |
60 |
90 |
155 |
6 |
12 |
|
2510-4045 |
|
2510-4046 |
|
2510-4101 |
|
2510-4102 |
|
|
|
6,5 |
||||||
|
2510-4047 |
|
2510-4048 |
|
2510-4103 |
|
2510-4104 |
|
|
7 |
|
||||||
|
2510-4049 |
|
2510-4051 |
|
2510-4105 |
|
2510-4106 |
|
8 |
|
|
180 |
|
175 |
|||
|
2510-4052 |
|
2510-4053 |
|
2510-4107 |
|
2510-4108 |
|
|
9 |
|
180 |
|||||
|
2510-4054 |
|
2510-4055 |
|
2510-4109 |
|
2510-4111 |
|
10 |
|
|
||||||



 ,
, 

Примечание. Допускается изготовлять фрезы типов 1 и 2 с диаметром вершин зубьев  мм; вместо
мм; вместо  мм.
мм.
Пример условного обозначения фрезы типа 1, правозаходной, модулем  = 6 мм с модификацией, класса точности АА:
= 6 мм с модификацией, класса точности АА:
Фреза 2510-4098 АА ГОСТ 9324-80
ТИП 2
Таблица 2
Размеры в мм
|
Фрезы без модификации |
Фрезы с модификацией профиля зубьев |
Модуль |
|
|
|
|
|
Чис- | |||||||||
|
Правозаходные |
Левозаходные |
Правозаходные |
Левозаходные |
Ряды |
Испол- |
||||||||||||
|
Обозна- |
Приме- |
Обозна- |
Приме- |
Обозна- |
Приме- |
Обозна- |
Приме- |
1 |
2 |
3 |
1 |
2 |
|||||
|
2510-4112 |
|
2510-4113 |
|
2510-4241 |
|
2510-4242 |
|
1 |
|
40 |
16 |
25 |
32 |
- |
4 |
12 | |
|
2510-4114 |
|
2510-4115 |
|
2510-4243 |
|
2510-4244 |
|
- |
50 |
||||||||
|
2510-4116* |
|
2510-4117* |
|
2510-4245 |
|
2510-4246 |
|
50 |
22 |
33 |
32 |
- |
|||||
|
2510-4118 |
|
2510-4119 |
|
2510-4247 |
|
2510-4248 |
|
- |
50 |
||||||||
|
2510-4121* |
|
2510-4122* |
|
2510-4249 |
|
2510-4251 |
|
|
1,125 |
32 |
- |
||||||
|
2510-4123 |
|
2510-4124 |
|
2510-4252 |
|
2510-4253 |
|
- |
63 |
||||||||
|
2510-4125* |
|
2510-4126* |
|
2510-4254 |
|
2510-4255 |
|
1,25 |
|
|
40 |
- |
|||||
|
2510-4127 |
|
2510-4128 |
|
2510-4256 |
|
2510-4257 |
|
|
|
|
|
- |
70 |
|
|||
|
2510-4129* |
|
2510-4131* |
|
2510-4258 |
|
2510-4259 |
|
1,375 |
40 |
- |
|||||||
|
2510-4132 |
|
2510-4133 |
|
2510-4261 |
|
2510-4262 |
|
- |
70 |
||||||||
|
2510-4134* |
|
2510-4135* |
|
2510-4263 |
|
2510-4264 |
|
1,5 |
63 |
27 |
40 |
50 |
- |
||||
|
2510-4136 |
|
2510-4137 |
|
2510-4265 |
|
2510-4266 |
|
- |
80 |
||||||||
|
2510-4138* |
|
2510-4139* |
|
2510-4267 |
|
2510-4268 |
|
1,75 |
50 |
- |
|||||||
|
2510-4141 |
|
2510-4142 |
|
2510-4269 |
|
2510-4271 |
|
- |
80 |
||||||||
|
2510-4143* |
|
2510-4144* |
|
2510-4272* |
|
2510-4273* |
|
2 |
50 |
- |
|||||||
|
2510-4145 |
|
2510-4146 |
|
2510-4274 |
|
2510-4275 |
|
71 |
- |
90 |
|||||||
|
2510-4147* |
|
2510-4148* |
|
2510-4276* |
|
2510-4277* |
|
2,25 |
56 |
- |
|||||||
|
2510-4149 |
|
2510-4151 |
|
2510-4278 |
|
2510-4279 |
|
- |
90 |
||||||||
|
2510-4152* |
|
2510-4153* |
|
2510-4281* |
|
2510-4282* |
|
2,5 |
|
|
63 |
- |
|||||
|
2510-4154 |
|
2510-4155 |
|
2510-4283 |
|
2510-4284 |
|
|
|
|
|
|
|
- |
100 |
|
|
|
2510-4156* |
|
2510-4157* |
|
2510-4285* |
|
2510-4286* |
|
|
2,75 |
|
63 |
- |
|||||
|
2510-4158 |
|
2510-4159 |
|
2510-4287 |
|
2510-4288 |
|
- |
100 |
||||||||
|
2510-4161* |
|
2510-4162* |
|
2510-4289* |
2510-4291* |
|
3 |
80 |
32 |
50 |
71 |
- |
10 | ||||
|
2510-4163 |
|
2510-4164 |
|
2510-4292 |
|
2510-4293 |
|
- |
112 |
||||||||
|
2510-4165* |
|
2510-4166* |
|
2510-4294* |
|
2510-4295* |
|
|
|
3,25 |
71 |
- |
|||||
|
2510-4167 |
|
2510-4168 |
|
2510-4296 |
|
2510-4297 |
|
- |
112 |
||||||||
|
2510-4169* |
|
2510-4171* |
|
2510-4298* |
|
2510-4299* |
|
3,5 |
|
|
71 |
- |
|||||
|
2510-4172 |
|
2510-4173 |
|
2510-4301 |
|
2510-4302 |
|
- |
125 |
||||||||
|
2510-4174* |
|
2510-4175* |
|
2510-4303* |
|
2510-4304* |
|
|
|
3,75 |
90 |
80 |
- |
||||
|
2510-4176 |
|
2510-4177 |
2510-4305 |
|
2510-4306 |
|
- |
125 |
|||||||||
|
2510-4178* |
|
2510-4179* |
|
2510-4307* |
|
2510-4308* |
|
4 |
|
|
80 |
- |
|||||
|
2510-4181 |
|
2510-4182 |
|
2510-4309 |
|
2510-4311 |
|
|
|
|
|
- |
140 |
|
|||
|
2510-4183* |
|
2510-4184* |
|
2510-4312* |
|
2510-4313* |
|
|
4,25 |
90 |
- |
||||||
|
2510-4185 |
|
2510-4186 |
|
2510-4314 |
|
2510-4315 |
|
- |
140 |
||||||||
|
2510-4187* |
|
2510-4188* |
|
2510-4316* |
|
2510-4317* |
|
|
4,5 |
90 |
- |
||||||
|
2510-4189 |
|
2510-4191 |
|
2510-4318 |
|
2510-4319 |
|
- |
140 |
||||||||
|
2510-4192* |
|
2510-4193* |
|
2510-4321* |
|
2510-4322* |
|
5 |
100 |
100 |
- |
||||||
|
2510-4194 |
|
2510-4195 |
|
2510-4323 |
|
2510-4324 |
|
- |
140 |
||||||||
|
2510-4196* |
|
2510-4197* |
|
2510-4325* |
|
2510-4326* |
|
5,5 |
112 |
40 |
60 |
112 |
- |
||||
|
2510-4198 |
|
2510-4199 |
|
2510-4327 |
|
2510-4328 |
|
- |
160 |
||||||||
|
2510-4201* |
|
2510-4202* |
|
2510-4329* |
|
2510-4331* |
|
6 |
112 |
- |
|||||||
|
2510-4203 |
|
2510-4204 |
|
2510-4332 |
|
2510-4333 |
|
- |
160 |
||||||||
|
2510-4205* |
|
2510-4206* |
|
2510-4334* |
|
2510-4335* |
|
|
|
6,5 |
118 |
118 |
- |
5 |
9 | ||
|
2510-4207 |
|
2510-4208 |
|
2510-4336 |
|
2510-4337 |
|
|
|
|
|
|
|
- |
160 |
|
|
|
2510-4209* |
|
2510-4211* |
|
2510-4338* |
|
2510-4339* |
|
|
7 |
|
|
|
|
125 |
- |
|
|
|
2510-4212 |
|
2510-4213 |
|
2510-4341 |
|
2510-4342 |
|
|
|
|
|
|
|
- |
160 |
|
|
|
2510-4214* |
|
2510-4215* |
|
2510-4343* |
|
2510-4344* |
|
8 |
|
|
125 |
|
|
132 |
- |
|
|
|
2510-4216 |
|
2510-4217 |
|
2510-4345 |
|
2510-4346 |
|
- |
180 |
||||||||
|
2510-4218* |
|
2510-4219* |
|
2510-4347* |
|
2510-4348* |
|
|
9 |
|
140 |
|
|
150 |
- |
|
|
|
2510-4221 |
|
2510-4222 |
|
2510-4349 |
|
2510-4351 |
|
|
|
|
|
|
|
- |
180 |
|
|
|
2510-4223* |
|
2510-4224* |
|
2510-4352* |
|
2510-4353* |
|
10 |
|
|
150 |
50 |
75 |
170 |
- |
|
|
|
2510-4225 |
|
2510-4226 |
|
2510-4354 |
|
2510-4355 |
|
|
|
|
|
- |
200 |
|
| ||
|
2510-4227* |
|
2510-4228* |
|
2510-4356* |
|
2510-4357* |
|
|
11 |
|
160 |
|
|
180 |
- |
|
|
|
2510-4229* |
|
2510-4231* |
|
2510-4358* |
|
2510-4359* |
|
12 |
|
|
170 |
|
|
200 |
|
|
|
|
2510-4232* |
|
2510-4233* |
|
2510-4361* |
|
2510-4362* |
|
|
14 |
|
190 |
|
85 |
224 |
|
|
|
|
2510-4234* |
|
2510-4235* |
|
2510-4363* |
|
2510-4364* |
|
16 |
|
|
212 |
60 |
100 |
250 |
|
6 |
8 |
|
2510-4236* |
|
2510-4237* |
|
2510-4365* |
|
2510-4366* |
|
|
18 |
|
236 |
280 |
|||||
|
2510-4238* |
|
2510-4239* |
|
2510-4367* |
|
2510-4368* |
|
20 |
|
|
250 |
300 |
|
||||


 , не бо-
, не бо-
________________
* Размеры фрез, соответствующие ИСО 2490-75 (см. приложение 4).
Примечание. Фрезы типов 2 и 3 допускается изготовлять:
а) с заборным конусом,
б) с гнездами под торцевые шпонки и увеличенной шириной буртика,
в) фрезы типа 2 модулем =14 мм - диаметром  =185 мм.
=185 мм.
(Измененная редакция, Изм. N 2).
Пример условного обозначения фрезы типа 2, левозаходной без модификации, исполнения 1, модуль =6 мм, класса точности В:
Фреза 2510-4202 В ГОСТ 9324-80
ТИП 3
Таблица 3
Размеры в мм
|
Фрезы без модификации профиля зубьев |
Фрезы с модификацией профиля зубьев |
Модуль |
Испол- |
|
|
|
| |||||||
|
Правозаходные |
Левозаходные |
Правозаходные |
Левозаходные |
Ряды |
||||||||||
|
Обозна- |
Применяе- |
Обозна- |
Применяе- |
Обозна- |
Применяе- |
Обозна- |
Применяе- |
1 |
2 |
|||||
|
2510-4369 |
|
2510-4371 |
|
2510-4601 |
|
2510-4602 |
|
8 |
|
1 |
180 |
165 |
50 |
10 |
|
2510-4372 |
|
2510-4373 |
|
2510-4603 |
|
2510-4604 |
|
|
9 |
1 |
200 |
170 |
60 |
10 |
|
2510-4374 |
|
2510-4375 |
|
2510-4605 |
|
2510-4606 |
|
10 |
1 |
200 |
210 |
60 |
10 | |
|
2510-4376 |
|
2510-4377 |
|
2510-4607 |
|
2510-4608 |
|
2 |
180 |
180 |
40 |
8 | ||
|
2510-4378 |
|
2510-4379 |
|
2510-4609 |
|
2510-4611 |
|
11 |
1 |
212 |
215 |
60 |
10 | |
|
2510-4381 |
|
2510-4382 |
|
2510-4612 |
|
2510-4613 |
|
2 |
180 |
180 |
40 |
8 | ||
|
2510-4383 |
|
2510-4384 |
|
2510-4614 |
|
2510-4615 |
|
12 |
1 |
225 |
240 |
60 |
10 | |
|
2510-4385 |
|
2510-4386 |
|
2510-4616 |
|
2510-4617 |
|
2 |
200 |
200 |
50 |
8 | ||
|
2510-4387 |
|
2510-4388 |
|
2510-4618 |
|
2510-4619 |
|
14 |
1 |
250 |
240 |
70 |
10 | |
|
2510-4389 |
|
2510-4391 |
|
2510-4621 |
|
2510-4622 |
|
2 |
200 |
200 |
50 |
8 | ||
|
2510-4392 |
|
2510-4393 |
|
2510-4623 |
|
2510-4624 |
|
16 |
1 |
265 |
270 |
70 |
10 | |
|
2510-4394 |
|
2510-4395 |
|
2510-4625 |
|
2510-4626 |
|
2 |
225 |
225 |
50 |
8 | ||
|
2510-4396 |
|
2510-4397 |
|
2510-4627 |
|
2510-4628 |
|
18 |
1 |
280 |
290 |
80 |
10 | |
|
2510-4398 |
|
2510-4399 |
|
2510-4629 |
|
2510-4631 |
|
2 |
225 |
225 |
50 |
8 | ||
|
2510-4401 |
|
2510-4402 |
|
2510-4632 |
|
2510-4633 |
|
20 |
1 |
300 |
310 |
80 |
10 | |
|
2510-4403 |
|
2510-4404 |
|
2510-4634 |
|
2510-4635 |
|
2 |
250 |
250 |
60 |
8 | ||
|
2510-4405 |
|
2510-4406 |
|
2510-4636 |
|
2510-4637 |
|
|
22 |
1 |
320 |
330 |
80 |
10 |
|
2510-4407 |
|
2510-4408 |
|
2510-4638 |
|
2510-4639 |
|
2 |
270 |
325 |
70 |
8 | ||
|
2510-4409 |
|
2510-4411 |
|
2510-4641 |
|
2510-4642 |
|
25 |
1 |
340 |
360 |
80 |
10 | |
|
2510-4412 |
|
2510-4413 |
|
2510-4643 |
|
2510-4644 |
|
2 |
305 |
360 |
70 |
8 | ||
Примечание. Фрезы типа 3 изготовляются с прямыми осевыми стружечными канавками.
Пример условного обозначения фрезы типа 3, левозаходной, исполнения 2, модулем = 22 мм, класса точности C:
Фреза 2510-4408 С ГОСТ 9324-80
Таблица 4
|
Наименование |
Классы точности | |||||||||||
|
|
ААА и АА |
А |
В |
C, D | ||||||||
|
|
Модули | |||||||||||
|
От 1 |
Св. 3,5 |
Св. 10 |
От 1 до 3,5 |
Св. 3,5 |
Св. 10 |
От 1 до 3,5 |
Св. 3,5 |
Св. 10 |
От 1 до 3,5 |
Св. 3,5 |
Св. 10 до 25 | |
|
Посадочное отверстие, |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,8 |
0,8 |
0,8 |
0,8 |
1,6 |
|
Передняя поверхность, |
1,6 |
1,6 |
1,6 |
3,2 |
3,2 |
3,2 |
3,2 |
3,2 |
6,3 |
6,3 |
6,3 |
6,3 |
|
Задняя боковая поверхность зуба, |
1,6 |
1,6 |
3,2 |
1,6 |
1,6 |
3,2 |
3,2 |
3,2 |
6,3 |
6,3 |
6,3 |
6,3 |
|
Задняя поверхность по вершине зуба, |
1,6 |
1,6 |
3,2 |
3,2 |
3,2 |
3,2 |
3,2 |
3,2 |
6,3 |
6,3 |
6,3 |
6,3 |
|
Цилиндрическая поверхность буртика, |
1,6 |
1,6 |
3,2 |
1,6 |
1,6 |
3,2 |
3,2 |
3,2 |
6,3 |
6,3 |
6,3 |
6,3 |
|
Торец буртика, |
0,4 |
0,4 |
0,8 |
0,4 |
0,4 |
0,8 |
0,8 |
0,8 |
1,6 |
1,6 |
1,6 |
1,6 |
Таблица 5
|
Наименование |
Обозначение допусков |
Класс точ- |
Модуль, мм | ||||||||
|
От 1 до 2 |
Cв. 2 до 3,5 |
Св. 3,5 до 6 |
Св. 6 |
Св. 10 |
Св. 16 | ||||||
|
Допуски и предельные отклонения, | |||||||||||
|
1. Диаметр посадочного отверстия
|
|
ААА |
Н4 |
- | |||||||
|
АА |
Н5 | ||||||||||
|
А |
|||||||||||
|
В |
Н6 | ||||||||||
|
С |
|||||||||||
|
D |
H7 | ||||||||||
|
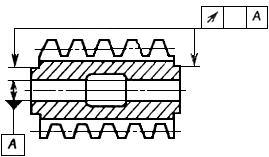
2. Радиальное биение буртиков
|
|
ААА |
3 |
4 |
- | ||||||
|
АА |
5 |
5 |
5 |
5 |
6 |
8 | |||||
|
А |
5 |
5 |
6 |
8 |
10 |
12 | |||||
|
В |
6 |
8 |
10 |
12 |
16 |
16 | |||||
|
С |
10 |
12 |
16 |
20 |
20 |
20 | |||||
|
D |
16 |
25 |
32 |
40 |
40 |
40 | |||||
|
3. Торцовое биение буртиков
|
|
ААА |
3 |
- | |||||||
|
АА |
3 |
3 |
4 |
5 |
5 |
6 | |||||
|
А |
3 |
4 |
5 |
6 |
8 |
10 | |||||
|
В |
4 |
5 |
6 |
8 |
10 |
12 | |||||
|
С |
8 |
10 |
12 |
16 |
16 |
16 | |||||
|
D |
12 |
16 |
20 |
25 |
25 |
25 | |||||
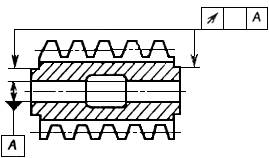
|
4. Радиальное биение по вершинам зубьев
|
|
AAA |
8 |
10 |
12 |
16 |
- | ||||
|
АА |
12 |
16 |
20 |
25 |
32 |
40 | |||||
|
A |
20 |
25 |
32 |
40 |
50 |
63 | |||||
|
В |
32 |
40 |
50 |
63 |
80 |
100 | |||||
|
С |
50 |
63 |
80 |
100 |
125 |
160 | |||||
|
D |
80 |
100 |
125 |
160 |
200 |
250 | |||||
|
5. Профиль передней поверхности
|
|
AAA |
8 |
10 |
12 |
16 |
- | ||||
|
AA |
12 |
16 |
20 |
25 |
32 |
40 | |||||
|
A |
20 |
25 |
32 |
40 |
50 |
63 | |||||
|
В |
32 |
40 |
50 |
63 |
80 |
100 | |||||
|
С |
63 |
80 |
100 |
125 |
160 |
200 | |||||
|
Прямолинейность и наклон линии пересечения передней поверхности и плоскости, перпендикулярной оси фрезы на рабочей высоте зуба |
D |
100 |
125 |
160 |
200 |
250 |
340 | ||||
|
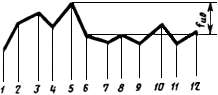
6. Разность соседних окружных шагов
|
|
AAA |
10 |
12 |
16 |
20 |
- | ||||
|
AA |
12 |
16 |
20 |
25 |
32 |
40 | |||||
|
A |
20 |
25 |
32 |
40 |
50 |
63 | |||||
|
В |
32 |
40 |
50 |
63 |
80 |
100 | |||||
|
С |
63 |
80 |
100 |
125 |
160 |
200 | |||||
|
Наибольшая алгебраическая разность отклонений соседних окружных шагов стружечных канавок по окружности, близкой к средней расчетной |
D |
100 |
125 |
160 |
200 |
250 |
315 | ||||
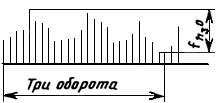
|
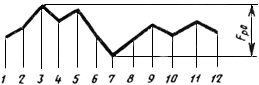
7. Накопленная погрешность окружного шага стружечных канавок
|
|
AAA |
18 |
20 |
25 |
32 |
- | ||||
|
AA |
25 |
32 |
40 |
50 |
63 |
80 | |||||
|
A |
40 |
50 |
63 |
80 |
100 |
125 | |||||
|
В |
63 |
80 |
100 |
125 |
160 |
200 | |||||
|
С |
125 |
160 |
200 |
250 |
315 |
400 | |||||
|
Наибольшая алгебраическая разность значений накопленных погрешностей в пределах одного оборота по окружности, близкой к средней расчетной |
D |
200 |
250 |
315 |
400 |
500 |
600 | ||||
|
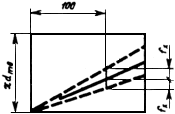
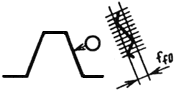
8. Направление стружечных канавок
|
|
AAA |
±40 |
- | |||||||
|
AA |
±63 |
±50 | |||||||||
|
A |
±80 |
±70 | |||||||||
|
В |
±100 | ||||||||||
|
С |
±125 | ||||||||||
|
Отклонение передней поверхности от номинального расположения, отнесенное на 100 мм длины рабочей части фрезы |
D |
±160 | |||||||||
|
9. Профиль зуба
|
|
AAA |
3 |
4 |
5 |
6 |
- | ||||
|
AA |
5 |
6 |
8 |
10 |
12 |
16 | |||||
|
A |
8 |
10 |
12 |
16 |
20 |
25 | |||||
|
В |
12 |
16 |
20 |
25 |
32 |
40 | |||||
|
С |
20 |
25 |
32 |
40 |
50 |
63 | |||||
|
Расстояние по нормали между двумя номинальными профилями, |
D |
40 |
50 |
63 |
80 |
100 |
125 | ||||
|
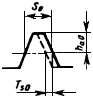
10. Толщина зуба
|
|
ААА и AA |
-16 |
-20 |
-25 |
-32 |
-40 |
-50 | |||
|
A |
-25 |
-32 |
-40 |
-50 |
-63 |
-80 | |||||
|
В |
-32 |
-40 |
-50 |
-63 |
-80 |
-100 | |||||
|
С |
-50 |
-63 |
-80 |
-100 |
-125 |
-160 | |||||
|
Отклонение толщины зуба, измеренное на высоте головки в нормируемом сечении |
D |
-80 |
-100 |
-125 |
-160 |
-200 |
-250 | ||||
|
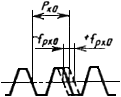
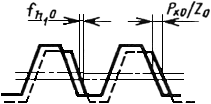
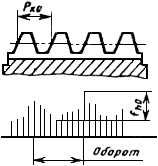
11. Осевой шаг фрезы
|
|
ААА и AA |
- | ||||||||
|
A |
- | ||||||||||
|
В |
±8 |
±10 |
±12 |
±14 |
±16 |
±20 | |||||
|
С |
±12 |
±14 |
±18 |
±22 |
±25 |
±32 | |||||
|
Отклонение осевого шага фрезы или проекции нормального шага на осевую плоскость, измеренное вдоль оси фрезы на диаметре, близком к среднему расчетному |
D |
±22 |
±25 |
±32 |
±40 |
±50 |
±70 | ||||
|
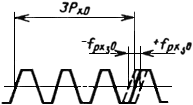
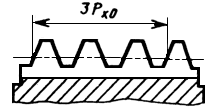
12. Накопленное отклонение шага на длине любых трех шагов
|
|
ААА и AA |
- | ||||||||
|
A |
- | ||||||||||
|
В |
±12 |
±16 |
±20 |
±25 |
±25 |
±32 | |||||
|
С |
±18 |
±22 |
±25 |
±32 |
±40 |
±50 | |||||
|
D |
±32 |
±40 |
±50 |
±63 |
±80 |
±100 | |||||
|
13. Винтовая линия фрезы от зуба к зубу
|
|
AAA |
3 |
4 |
- | ||||||
|
AA |
4 |
5 |
6 |
8 |
10 |
12 | |||||
|
A |
6 |
8 |
10 |
12 |
16 |
20 | |||||
|
В |
10 |
12 |
16 |
20 |
25 |
32 | |||||
|
С |
16 |
20 |
25 |
32 |
40 |
50 | |||||
|
Наибольшая разность отклонений точек режущих кромок фрезы, лежащих на цилиндре, соосном с отверстием фрезы, относительно теоретической винтовой линии, измеренная на нормируемом участке |
D |
- | |||||||||
|
14. Винтовая линия фрезы на одном обороте
|
|
AAA |
5 |
6 |
7 |
8 |
- | ||||
|
AA |
6 |
8 |
10 |
12 |
16 |
20 | |||||
|
A |
10 |
12 |
14 |
20 |
25 |
32 | |||||
|
В |
16 |
18 |
22 |
32 |
40 |
50 | |||||
|
С |
25 |
32 |
40 |
50 |
63 |
80 | |||||
|
D |
- | ||||||||||
|
15. Винтовая линия фрезы на трех оборотах
|
|
AAA |
8 |
10 |
12 |
- | |||||
|
AA |
8 |
10 |
14 |
16 |
25 |
32 | |||||
|
A |
14 |
16 |
20 |
32 |
40 |
50 | |||||
|
В |
25 |
28 |
32 |
50 |
63 |
80 | |||||
|
С |
40 |
50 |
63 |
80 |
100 |
125 | |||||
|
D |
- | ||||||||||
|
16. Погрешность зацепления от зуба к зубу
|
|
ААА |
3 |
4 |
5 |
- | |||||
|
АА |
4 |
5 |
6 |
8 |
10 |
12 | |||||
|
А |
6 |
8 |
10 |
12 |
16 |
20 | |||||
|
В |
10 |
12 |
16 |
20 |
25 |
32 | |||||
|
С |
16 |
20 |
25 |
32 |
40 |
50 | |||||
|
Наибольшая разность отклонений точек режущих кромок, лежащих на линии зацепления, относительно теоретической винтовой поверхности, измеренная на нормируемом участке |
D |
- | |||||||||
|
17. Погрешность зацепления
|
|
ААА |
7 |
8 |
10 |
- | |||||
|
АА |
8 |
10 |
12 |
16 |
20 |
25 | |||||
|
А |
12 |
14 |
18 |
25 |
32 |
40 | |||||
|
В |
16 |
22 |
28 |
40 |
50 |
63 | |||||
|
С |
32 |
40 |
50 |
63 |
80 |
100 | |||||
|
D |
- | ||||||||||





















Примечания:
1. Предельное отклонение посадочного отверстия должно быть выдержано на 60% длины каждого посадочного пояска.
В зоне шпоночного паза на центральном угле, не превышающем по 25° от оси симметрии в обе стороны, допускается разбивка отверстия для фрез с продольным шпоночным пазом или увеличение торцового биения буртиков для фрез с торцовым пазом.
2. Контроль фрез классов точности В и С должен производиться по одной из трех групп проверок:
1-я группа  или
или 
2-я группа или 
3-я группа или  .
.
Контроль фрез классов точности ААА, АА и А должен производиться по 1-й или 2-й группам проверок, класса D - по 3-й группе проверок.
3. По соглашению с потребителем разрешается изготовлять фрезы класса точности А модулем до 6 мм с допускаемым радиальным биением буртиков, увеличенным на 20% от установленного; фрезы классов точности А и В модулем до 16 мм - с допускаемым торцовым биением буртиком, увеличенным на 25% от установленного.
2.12. Средний и 95%-ный периоды стойкости червячных фрез должны быть не менее значений, указанных в табл.6, при условиях испытаний, приведенных в разд.4.
Таблица 6
|
Модуль, мм |
Период стойкости, мин | |
|
|
средний |
95%-ный |
|
От 1,0 до 10,0 |
240 |
120 |
|
Св. 10,0 " 14,0 |
360 |
180 |
|
" 14,0 "25,0 |
540 |
270 |
(Измененная редакция, Изм. N 2).
2.13. Критерием затупления следует считать износ по задней поверхности, который не должен превышать значений, указанных в табл.7.
Таблица 7
мм
|
Модуль |
Предельно допустимый износ |
|
От 1,0 до 10,0 |
0,3 |
|
Св. 10,0 " 14,0 |
0,5 |
|
" 14,0 " 25,0 |
0,6 |
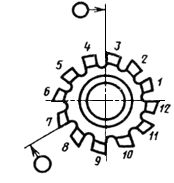
2.14. На торцах каждой фрезы должны быть четко нанесены:
товарный знак предприятия-изготовителя;
для фрез классов точности ААА, АА и А последние четыре цифры обозначения;
модуль;
угол профиля;
обозначение класса точности;
угол подъема витка;
ход винтовой стружечной канавки;
буква Л - (для левозаходных фрез);
марка стали; допускаются буквы HSS, а для марок стали, содержащих кобальт, - HSS - Со;
год выпуска.
2.15. Каждая фреза классов точности ААА, АА и А должна иметь паспорт с указанием всех отклонений от номинальных размеров, входящих в группу проверок. По согласованию с потребителем допускается для фрез класса точности А паспорт не прилагать.
2.14, 2.15. (Измененная редакция, Изм. N 2).
2.16. (Исключен, Изм. N 2).
2.17. Остальные требования к маркировке и упаковке - по ГОСТ 18088.
2.12-2.17. (Введены дополнительно, Изм. N 1).
3. ПРИЕМКА
3.1. Приемка - по ГОСТ 23726.
3.2. Испытания на средний период стойкости проводят один раз в три года, на 95%-ный период стойкости - один раз в два года, не менее чем на трех фрезах.
(Измененная редакция, Изм. N 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания фрез должны проводиться на зубофрезерных станках, соответствующих установленным для них нормам точности по ГОСТ 659 и ГОСТ 18065.
4.2. Фрезы следует испытывать на заготовках из стали марки 45 по ГОСТ 1050 твердостью 170...197 HB с шириной зубчатого венца не менее 20 мм и числом нарезаемых зубьев не менее 40.
4.3. Фрезы модулем от 1 до 4 мм испытывают при чистовом нарезании заготовок на полную глубину зуба  . Фрезы модулем свыше 4 мм испытывают при многопроходном зубофрезеровании; первый проход производят на глубину
. Фрезы модулем свыше 4 мм испытывают при многопроходном зубофрезеровании; первый проход производят на глубину  , при каждом последующем проходе припуск по толщине зуба должен составлять 0,5-1,0 мм на сторону.
, при каждом последующем проходе припуск по толщине зуба должен составлять 0,5-1,0 мм на сторону.
4.4. В качестве смазочно-охлаждающей жидкости следует применять масло индустриальное 20А по ГОСТ 20799 с расходом не менее 40 л/мин.
4.5. Испытания на средний и 95%-ный периоды стойкости и работоспособность следует проводить на режимах, указанных в табл.8.
Скорость резания фрез, изготовленных из сталей, легированных кобальтом, должна быть на 20% выше значений, указанных в табл.8.
4.6. Испытания фрез на работоспособность следует проводить в течение 10 мин для модуля до 14 мм и 15 мин - для модулей более 14 мм. После испытаний фреза не должна иметь выкрошенных и смятых режущих кромок и должна быть пригодна для дальнейшей работы.
4.7. Испытания на средний и 95%-ный периоды стойкости следует проводить на одном типоразмере фрез наименьшего модуля из каждого диапазона модулей, указанных в табл.6, с учетом номенклатуры, выпускаемой предприятием-изготовителем. Испытания фрез модулем св. 14 мм на установленный период стойкости не проводят.
Таблица 8
|
Модуль, мм |
Скорость резания, |
Осевая подача |
Вид обработки |
|
От 1,0 до 1,5 |
40 |
1,2 |
Однопроходное зубофрезерование |
|
Cв. 1,5 " 2,5 |
35 |
1,4 |
|
|
" 2,5 " 4,0 |
25 |
1,8 |
|
|
Св. 4,0 до 6,0 |
25 |
2,0 |
Многопроходное зубофрезерование |
|
" 6,0 " 10,0 |
25 |
2,5 |
|
|
" 10,0 " 16,0 |
20 |
3,0 |
|
|
" 16,0 " 25,0 |
18 |
4,0 |
|
 , м/мин
, м/мин , мм/об
, мм/об
Приемочные значения среднего и установленного периодов стойкости должны быть не менее указанных в табл.9.
Таблица 9
|
Модуль, мм |
Приемочные значения периодов стойкости, мин | |
|
среднего |
установленного | |
|
От 1,0 до 10,0 |
270 |
135 |
|
Св. 10,0 " 14,0 |
410 |
205 |
|
" 14,0 " 25,0 |
620 |
310 |
4.5, 4.7. (Измененная редакция, Изм. N 2).
4.8. Параметры фрез должны контролироваться средствами измерения, имеющими погрешность не более:
при измерении линейных размеров - значений, установленных по ГОСТ 8.051;
при контроле по п.2.11 параметров 2-9 и 13-17 - значений, установленных по ГОСТ 17336.
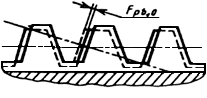
4.9. Параметры 14-17 табл.5 должны контролироваться на полных витках.
Для фрез типа 3 допускается контролировать параметр 15 на двух оборотах с соответствующим уменьшением значения допускаемого отклонения до  .
.
4.10. Отклонение профиля зубьев фрез классов точности ААА, АА и А должны контролироваться по режущей кромке в сечении, касательном к основному цилиндру радиуса  , или как отклонение от теоретически точного зацепления при контакте фрезы с исходной рейкой, роль которой выполняет цилиндрический наконечник измерительного прибора. Расчетные значения радиуса основного цилиндра и угла наклона в этом сечении
, или как отклонение от теоретически точного зацепления при контакте фрезы с исходной рейкой, роль которой выполняет цилиндрический наконечник измерительного прибора. Расчетные значения радиуса основного цилиндра и угла наклона в этом сечении  указаны в табл.3, 4 рекомендуемого приложения 2. Отклонение профиля фрезы допускается контролировать по боковой затылованной поверхности, отступая 1 мм от режущей кромки.
указаны в табл.3, 4 рекомендуемого приложения 2. Отклонение профиля фрезы допускается контролировать по боковой затылованной поверхности, отступая 1 мм от режущей кромки.
4.11. Твердость фрез контролируют по ГОСТ 9013 на приборах типа ТР по ГОСТ 23677.
4.12. Параметры шероховатости поверхностей фрез должны контролироваться:  - на приборах типа ПСС по ГОСТ 9847,
- на приборах типа ПСС по ГОСТ 9847, 
- на профилометрах по ГОСТ 19300.
Допускается проверять параметры шероховатости путем сравнения с контрольными образцами, поверхности которых имеют предельные значения параметров шероховатости, или с образцами шероховатости поверхности по ГОСТ 9378. Сравнение проводят визуально при помощи лупы ЛП-1-4 по ГОСТ 25706.
по ГОСТ 25706.
4.13. Внешний вид фрез проверяют визуально при помощи лупы ЛП-1-4 по ГОСТ 25706.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение - по ГОСТ 18088.
Разд.3-5. (Измененная редакция, Изм. N 1).
Разд.6. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Обязательное
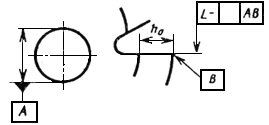
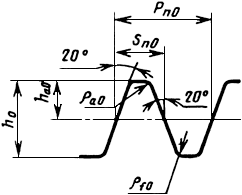
РАЗМЕРЫ ПРОФИЛЯ ЗУБЬЕВ В НОРМАЛЬНОМ И ОСЕВОМ СЕЧЕНИЯХ
1. Профиль зубьев фрез изготовляется исполнений:
без модификации профиля (черт.1);
с модификацией профиля для фрез классов точности ААА, АА и А (черт.2).
2. Размеры профиля зубьев фрезы в нормальном сечении должны соответствовать указанным на черт. 1-2 и в табл.1.
Черт.1

Черт.2
Таблица 1
Размеры в мм
|
Модуль |
|
|
|
|
|
|
|
|
| |||
|
Ряды |
||||||||||||
|
1 |
2 |
3 |
ААА и АА |
А | ||||||||
|
1 |
|
|
3,142 |
1,67 |
2,50 |
1,25 |
- |
0,38 |
0,30 |
- |
- |
- |
|
|
1,125 |
|
3,534 |
1,87 |
2,80 |
1,41 |
- |
0,43 |
0,33 |
- |
- |
- |
|
1,25 |
|
|
3,927 |
2,06 |
3,13 |
1,56 |
- |
0,47 |
0,37 |
- |
- |
- |
|
|
1,375 |
|
4,320 |
2,26 |
3,44 |
1,72 |
- |
0,52 |
0,41 |
- |
- |
- |
|
1,5 |
|
|
4,712 |
2,47 |
3,75 |
1,88 |
- |
0,57 |
0,45 |
- |
- |
- |
|
|
1,75 |
|
5,498 |
2,86 |
4,38 |
2,19 |
- |
0,66 |
0,52 |
- |
- |
- |
|
2 |
|
|
6,283 |
3,25 |
5,00 |
2,50 |
1,10 |
0,76 |
0,60 |
0,40 |
0,024 |
0,040 |
|
|
2,25 |
|
7,068 |
3,64 |
5,63 |
2,81 |
1,24 |
0,85 |
0,67 |
0,45 |
0,027 |
0,045 |
|
2,5 |
|
|
7,854 |
4,07 |
6,25 |
3,13 |
1,37 |
0,95 |
0,75 |
0,50 |
0,030 |
0,050 |
|
|
2,75 |
|
8,639 |
4,46 |
6,88 |
3,44 |
1,51 |
1,05 |
0,82 |
0,55 |
0,033 |
0,055 |
|
3 |
|
|
9,425 |
4,85 |
7,50 |
3,75 |
1,65 |
1,14 |
0,90 |
0,60 |
0,036 |
0,052 |
|
|
|
3,25 |
10,210 |
5,25 |
8,13 |
4,06 |
1,79 |
1,24 |
0,97 |
0,65 |
0,039 |
0,057 |
|
|
3,5 |
|
10,996 |
5,64 |
8,75 |
4,38 |
1,92 |
1,33 |
1,05 |
0,70 |
0,042 |
0,061 |
|
|
|
3,75 |
11,781 |
6,03 |
9,38 |
4,69 |
2,06 |
1,42 |
1,12 |
0,75 |
0,037 |
0,066 |
|
4 |
|
|
12,566 |
6,45 |
10,00 |
5,00 |
2,20 |
1,52 |
1,20 |
0,80 |
0,040 |
0,060 |
|
|
|
4,25 |
13,352 |
6,85 |
10,63 |
5,31 |
2,34 |
1,62 |
1,27 |
0,85 |
0,042 |
0,064 |
|
|
4,5 |
|
14,137 |
7,24 |
11,25 |
5,63 |
2,47 |
1,71 |
1,35 |
0,90 |
0,045 |
0,068 |
|
5 |
|
|
15,708 |
8,02 |
12,50 |
6,25 |
2,75 |
1,90 |
1,50 |
1,00 |
0,050 |
0,075 |
|
|
5,5 |
|
17,279 |
8,81 |
13,75 |
6,88 |
3,02 |
2,09 |
1,65 |
1,10 |
0,049 |
0,083 |
|
6 |
|
|
18,849 |
9,63 |
15,00 |
7,50 |
3,30 |
2,28 |
1,80 |
1,20 |
0,054 |
0,090 |
|
|
|
6,5 |
20,420 |
10,41 |
16,25 |
8,13 |
3,57 |
2,47 |
1,95 |
1,30 |
0,058 |
0,078 |
|
|
7 |
|
21,991 |
11,22 |
17,50 |
8,75 |
3,85 |
2,66 |
2,10 |
1,40 |
0,063 |
0,084 |
|
8 |
|
|
25,133 |
12,79 |
20,00 |
10,00 |
4,40 |
3,04 |
2,40 |
1,60 |
0,064 |
0,096 |
|
|
9 |
|
28,274 |
14,35 |
22,50 |
11,25 |
4,95 |
3,42 |
2,70 |
1,80 |
0,072 |
0,108 |
|
10 |
|
|
31,416 |
15,93 |
25,00 |
12,50 |
5,50 |
3,80 |
3,00 |
2,00 |
0,080 |
0,120 |
|
|
11 |
|
34,557 |
17,58 |
27,50 |
13,75 |
6,05 |
4,18 |
3,30 |
2,20 |
0,077 |
0,110 |
|
12 |
|
|
37,699 |
19,15 |
30,00 |
15,00 |
6,60 |
4,56 |
3,60 |
2,40 |
0,084 |
0,120 |
|
|
14 |
|
43,982 |
22,29 |
35,00 |
17,50 |
7,70 |
5,32 |
4,20 |
2,80 |
0,098 |
0,140 |
|
16 |
|
|
50,265 |
25,43 |
40,00 |
20,00 |
11,20 |
6,10 |
4,80 |
3,20 |
0,112 |
0,160 |
|
|
18 |
|
56,549 |
28,67 |
45,00 |
22,50 |
12,60 |
6,80 |
5,40 |
3,60 |
0,108 |
0,162 |
|
20 |
|
|
62,832 |
31,82 |
50,00 |
25,00 |
14,00 |
7,60 |
6,00 |
4,00 |
0,120 |
0,180 |
|
|
22 |
|
69,115 |
34,96 |
55,00 |
27,50 |
15,4 |
8,40 |
6,60 |
4,40 |
- |
0,198 |
|
25 |
|
|
74,540 |
39,67 |
62,50 |
31,25 |
17,5 |
9,50 |
7,50 |
5,00 |
- |
0,225 |


 , не менее
, не менее 
 , не менее
, не менее 

 для классов точности
для классов точности
Примечание. Фрезы с модификацией профиля изготовляются по заказу потребителя.
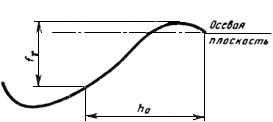
3. Размеры профиля зубьев в осевом сечении должны соответствовать указанным на черт.3 и в табл. 2-3.
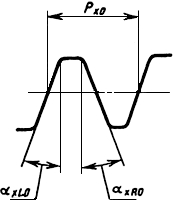
Черт.3
Таблица 2
Размеры в мм
|
Модуль |
|
|
| |||||
|
Ряды |
Для фрез типа | |||||||
|
1 |
2 |
3 |
1 |
2 |
1 |
2 |
1 |
2 |
|
1 |
|
|
3,142 |
3,142 |
20°01' |
20°02' |
19°59' |
19°58' |
|
|
1,125 |
|
3,535 |
3,535 |
20°02' |
20°02' |
19°59' |
19°58' |
|
1,25 |
|
|
3,928 |
3,928 |
20°02' |
20°03' |
19°58' |
19°58' |
|
|
1,375 |
|
4,321 |
4,322 |
20°02' |
20°03' |
19°58' |
19°58' |
|
1,5 |
|
|
4,713 |
4,714 |
20°02' |
20°02' |
19°58' |
19°58' |
|
|
1,75 |
|
5,499 |
5,500 |
20°02' |
20°03' |
19°59' |
19°58' |
|
2 |
|
|
6,285 |
6,287 |
20°02' |
20°03' |
19°58' |
19°58' |
|
|
2,25 |
|
7,071 |
7,073 |
20°02' |
20°03' |
19°59' |
19°58' |
|
2,5 |
|
|
7,857 |
7,860 |
20°02' |
20°04' |
19°58' |
19°58' |
|
|
2,75 |
|
8,643 |
8,648 |
20°03' |
20°04' |
19°58' |
19°58' |
|
3 |
|
|
9,429 |
9,433 |
20°02' |
20°04' |
19°58' |
19°58' |
|
|
|
3,25 |
10,215 |
10,221 |
20°03' |
20°05' |
19°58' |
19°58' |
|
3,5 |
|
|
11,002 |
11,009 |
20°03' |
20°04' |
19°59' |
19°58' |
|
|
|
3,75 |
11,789 |
11,794 |
20°03' |
20°05' |
19°58' |
19°58' |
|
4 |
|
|
12,574 |
12,583 |
20°03' |
20°05' |
19°58' |
19°58' |
|
|
|
4,25 |
13,361 |
13,371 |
20°04' |
20°06' |
19°58' |
19°58' |
|
|
4,5 |
|
14,148 |
14,161 |
20°04' |
20°06' |
19°58' |
19°58' |
|
5 |
|
|
15,720 |
15,734 |
20°04' |
20°06' |
19°58' |
19°58' |
|
|
5,5 |
|
17,296 |
17,307 |
20°05' |
20°06' |
19°58' |
19°57' |
|
6 |
|
|
18,866 |
18,887 |
20°04' |
20°07' |
19°58' |
19°57' |
|
|
|
6,5 |
20,442 |
20,463 |
20°05' |
20°07' |
19°58' |
19°58' |
|
|
7 |
|
22,018 |
22,046 |
20°05' |
20°08' |
19°58' |
19°58' |
|
8 |
|
|
25,165 |
25,208 |
20°06' |
20°09' |
19°57' |
19°57' |
|
|
9 |
|
28,332 |
28,360 |
20°07' |
20°10' |
19°57' |
19°57' |
|
10 |
|
|
31,483 |
31,520 |
20°08' |
20°10' |
19°57' |
19°57' |
|
|
11 |
|
- |
34,681 |
- |
20°11' |
- |
19°57' |
|
12 |
|
|
- |
37,842 |
- |
20°11' |
- |
19°57' |
|
|
14 |
|
- |
44,168 |
- |
20°12' |
- |
19°57' |
|
16 |
|
|
- |
50,491 |
- |
20°13' |
- |
19°57' |
|
|
18 |
|
- |
56,810 |
- |
20°13' |
- |
19°57' |
|
20 |
|
|
- |
63,159 |
- |
20°14' |
- |
19°57' |

Примечания:
1. Значения углов  и
и  даны для правозаходных фрез.
даны для правозаходных фрез.
Для левозаходных фрез значения углов необходимо поменять местами. Значения углов и даны для фрез с винтовыми стружечными канавками и с передним углом 0°.
2. Фрезы типа 2 могут быть изготовлены с прямыми осевыми стружечными канавками, при этом:
 .
.
Таблица 3
Размеры в мм
|
Модуль |
|
| |||
|
Ряды |
Фрезы типа 3 | ||||
|
1 |
2 |
Исполнение | |||
|
1 |
2 |
1 |
2 | ||
|
8 |
|
25,166 |
- |
20°01' |
- |
|
|
9 |
28,312 |
- |
20°01' |
- |
|
10 |
|
31,470 |
31,481 |
20°02' |
20°02' |
|
|
11 |
34,622 |
34,647 |
20°02' |
20°03' |
|
12 |
|
37,775 |
37,793 |
20°02' |
20°03' |
|
|
14 |
44,080 |
44,141 |
20°02' |
20°04' |
|
16 |
|
50,399 |
50,454 |
20°03' |
20°04' |
|
|
18 |
56,723 |
56,833 |
20°03' |
20°06' |
|
20 |
|
63,044 |
63,148 |
20°03' |
20°06' |
|
|
22 |
69,362 |
69,479 |
20°04' |
20°06' |
|
25 |
|
78,871 |
78,961 |
20°05' |
20°06' |


ПРИЛОЖЕНИЕ 2
Рекомендуемое
РАСЧЕТНЫЕ РАЗМЕРЫ И НАЗНАЧЕНИЕ ФРЕЗ
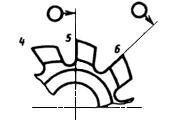
1. Расчетные размеры фрез приведены на чертеже и в табл.1-2
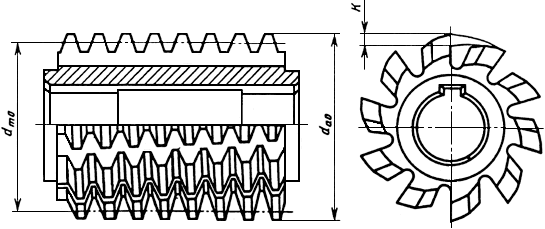
Таблица 1
Размеры в мм
|
Модуль |
Фрезы типа 1 |
Фрезы типа 2 | ||||||||||
|
Ряды |
||||||||||||
|
1 |
2 |
3 |
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
71 |
3,0 |
67,60 |
0°51' |
14352 |
40 |
2,0 |
36,75 |
1°33' |
4241 |
|
50 |
2,5 |
46,75 |
1°14' |
6864 | ||||||||
|
|
1,125 |
|
71 |
67,29 |
0°57' |
12641 |
50 |
46,44 |
1°23' |
6020 | ||
|
1,25 |
|
|
71 |
66,98 |
1°04' |
11271 |
50 |
46,13 |
1°33' |
5345 | ||
|
|
1,375 |
|
80 |
|
75,66 |
1°02' |
13080 |
50 |
|
45,81 |
1°43' |
4793 |
|
1,5 |
|
|
80 |
75,35 |
1°08' |
11890 |
63 |
3,0 |
58,35 |
1°28' |
7128 | |
|
|
1,75 |
|
80 |
74,72 |
1°21' |
10021 |
63 |
57,73 |
1°44' |
5979 | ||
|
2 |
|
|
90 |
4,0 |
83,80 |
1°22' |
11028 |
63 |
57,10 |
2°00' |
5118 | |
|
|
2,25 |
|
90 |
83,17 |
1°33' |
10441 |
71 |
64,48 |
2°00' |
5801 | ||
|
2,5 |
|
|
100 |
4,5 |
92,40 |
1°33' |
10726 |
71 |
63,85 |
2°15' |
5119 | |
|
|
2,75 |
|
100 |
91,75 |
1°43' |
9617 |
71 |
63,23 |
2°30' |
4562 | ||
|
3 |
|
|
112 |
5,0 |
103,00 |
1°40' |
11104 |
80 |
4,0 |
71,30 |
2°25' |
5319 |
|
|
|
3,25 |
112 |
102,37 |
1°49' |
10125 |
80 |
70,68 |
2°38' |
4823 | ||
|
3,5 |
|
|
112 |
101,75 |
1°58' |
9367 |
80 |
70,05 |
2°52' |
4399 | ||
|
|
|
3,75 |
112 |
101,12 |
2°08' |
8561 |
90 |
4,5 |
79,28 |
2°43' |
5259 | |
|
4 |
|
|
125 |
6,0 |
113,24 |
2°01' |
10058 |
90 |
78,65 |
2°55' |
4852 | |
|
|
|
4,25 |
125 |
6,0 |
112,57 |
2°10' |
9361 |
90 |
78,48 |
3°06' |
4545 | |
|
|
4,5 |
|
125 |
6,5 |
112,10 |
2°18' |
8766 |
90 |
77,85 |
3°19' |
4224 | |
|
5 |
|
|
140 |
125,55 |
2°17' |
9896 |
100 |
5,0 |
86,50 |
3°19' |
4693 | |
|
|
5,5 |
|
140 |
124,30 |
2°32' |
8816 |
112 |
6,0 |
97,05 |
3°15' |
5371 | |
|
6 |
|
|
160 |
8,5 |
142,45 |
2°25' |
10616 |
112 |
95,80 |
3°35' |
4796 | |
|
|
|
6,5 |
160 |
141,20 |
2°38' |
9626 |
118 |
6,5 |
100,55 |
3°42' |
4876 | |
|
|
7 |
|
160 |
139,95 |
2°52' |
8779 |
118 |
99,30 |
4°03' |
4414 | ||
|
8 |
|
|
180 |
10 |
157,00 |
2°55' |
9667 |
125 |
7,0 |
103,60 |
4°26' |
4202 |
|
|
9 |
|
180 |
154,50 |
3°21 |
8318 |
140 |
8,0 |
115,90 |
4°27' |
4675 | |
|
10 |
|
|
180 |
152,00 |
3°46' |
7245 |
150 |
8,5 |
123,30 |
4°39' |
4760 | |
|
|
11 |
|
- |
- |
- |
- |
- |
160 |
9,0 |
130,7 |
4°50' |
4861 |
|
12 |
|
|
- |
- |
- |
- |
- |
170 |
9,5 |
138,1 |
4°59' |
4974 |
|
|
14 |
|
- |
- |
- |
- |
- |
190 |
10,5 |
152,9 |
5°15' |
5224 |
|
16 |
|
|
- |
- |
- |
- |
- |
212 |
13,5 |
169,3 |
5°25' |
5603 |
|
|
18 |
|
- |
- |
- |
- |
- |
236 |
15,0 |
188,0 |
5°29' |
6140 |
|
20 |
|
|
- |
- |
- |
- |
- |
250 |
16,0 |
196,8 |
5°50' |
6052 |




 *
*
 *
*_____________
* Размер для справок
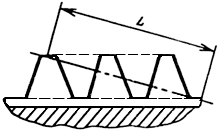
 - угол подъема витка;
- угол подъема витка;  - угол наклона стружечных канавок
- угол наклона стружечных канавок
 - ход винтовой стружечной канавки.
- ход винтовой стружечной канавки.
Таблица 2
Размеры в мм
|
Модуль |
Фрезы типа 3 | ||||||||
|
Ряды |
Исполнение 1 |
Исполнение 2 | |||||||
|
1 |
2 |
|
|
|
|
|
|
|
|
|
8 |
|
180 |
12 |
156,4 |
2°56' |
- |
- |
- |
- |
|
|
9 |
200 |
13 |
173,6 |
2°58' |
- |
- |
- |
- |
|
10 |
|
200 |
13 |
171,1 |
3°21' |
180 |
15,0 |
155,0 |
3°42' |
|
|
11 |
212 |
14 |
180,3 |
3°30' |
180 |
15,0 |
152,5 |
4°08' |
|
12 |
|
225 |
14 |
189,8 |
3°38' |
200 |
16,5 |
170,0 |
4°03' |
|
|
14 |
250 |
16 |
210,2 |
3°49' |
200 |
16,5 |
165,0 |
4°52' |
|
16 |
|
265 |
17 |
219,9 |
4°10' |
225 |
18,5 |
185,0 |
4°58' |
|
|
18 |
280 |
18 |
229,6 |
4°30' |
225 |
18,5 |
180,0 |
5°44' |
|
20 |
|
300 |
20 |
244,0 |
4°42' |
250 |
21,0 |
200,0 |
5°44' |
|
|
22 |
320 |
21 |
260,8 |
4°50' |
270 |
19,0 |
215,2 |
5°52' |
|
25 |
|
340 |
22 |
273,1 |
5°15' |
305 |
21,0 |
242,5 |
5°55' |

(Измененная редакция, Изм. N 1).
2. Размеры фрез в сечении, касательном к основному цилиндру, приведены в табл.3-4.
Таблица 3
Размеры в мм
|
Модуль |
|
| ||||
|
Ряды |
Для фрез типа | |||||
|
1 |
2 |
3 |
1 |
2 |
1 |
2 |
|
1 |
|
|
1,373 |
1,371 |
20°01' |
20°02' |
|
|
1,125 |
|
1,544 |
1,542 |
20°01' |
20°03' |
|
1,25 |
|
|
1,715 |
1,712 |
20°02' |
20°03' |
|
|
1,375 |
|
1,887 |
1,882 |
20°01' |
20°04' |
|
1,5 |
|
|
2,059 |
2,055 |
20°02' |
20°03' |
|
|
1,75 |
|
2,399 |
2,396 |
20°03' |
20°04' |
|
2 |
|
|
2,741 |
2,735 |
20°03' |
20°06' |
|
|
2,25 |
|
3,082 |
3,077 |
20°04' |
20°06' |
|
2,5 |
|
|
3,425 |
3,415 |
20°04' |
20°07' |
|
|
2,75 |
|
3,765 |
3,751 |
20°04' |
20°09' |
|
3 |
|
|
4,108 |
4,094 |
20°04' |
20°08' |
|
|
3,25 |
|
4,448 |
4,429 |
20°05' |
20°10' |
|
3,5 |
|
|
4,786 |
4,763 |
20°06' |
20°12' |
|
|
|
3,75 |
5,125 |
5,109 |
20°06' |
20°11' |
|
4 |
|
|
5,468 |
5,442 |
20°06' |
20°12' |
|
|
|
4,25 |
5,807 |
5,775 |
20°08' |
20°14' |
|
|
4,5 |
|
6,143 |
6,105 |
20°08' |
20°16' |
|
5 |
|
|
6,826 |
6,784 |
20°08' |
20°16' |
|
|
5,5 |
|
7,498 |
7,466 |
20°10' |
20°12' |
|
6 |
|
|
8,185 |
8,123 |
20°09' |
20°18' |
|
|
|
6,5 |
8,859 |
8,792 |
20°10' |
20°20' |
|
|
7 |
|
9,527 |
9,441 |
20°12' |
20°23' |
|
8 |
|
|
10,884 |
10,751 |
20°12' |
20°28' |
|
|
9 |
|
12,207 |
12,091 |
20°16' |
20°28' |
|
10 |
|
|
13,518 |
13,408 |
20°20' |
20°31' |
|
|
11 |
|
- |
14,723 |
- |
20°33' |
|
12 |
|
|
- |
16,034 |
- |
20°35' |
|
|
14 |
|
- |
18,651 |
- |
20°39' |
|
16 |
|
|
- |
21,274 |
- |
20°40' |
|
|
18 |
|
- |
23,914 |
- |
20°43' |
|
20 |
|
|
- |
26,463 |
- |
20°48' |

Таблица 4
Размеры в мм
|
Модуль |
|
| ||||
|
Ряды |
Фрезы типа 3 исполнения | |||||
|
1 |
2 |
1 |
2 |
1 |
2 | |
|
8 |
|
10,883 |
- |
20°12' |
- | |
|
|
9 |
12,240 |
- |
20°13' |
- | |
|
10 |
|
13,564 |
13,526 |
20°16' |
20°20' | |
|
|
11 |
14,903 |
14,823 |
20°17' |
20°24' | |
|
12 |
|
16,242 |
16,183 |
20°19' |
20°23' | |
|
|
14 |
18,918 |
18,730 |
20°21' |
20°34' | |
|
16 |
|
21,553 |
21,384 |
20°25' |
20°35' | |
|
|
18 |
24,173 |
23,844 |
20°29' |
20°46' | |
|
20 |
|
26,803 |
26,493 |
20°31' |
20°46' | |
|
|
22 |
29,442 |
29,097 |
20°33' |
20°49' | |
|
25 |
|
33,306 |
33,044 |
20°39' |
20°49' | |
3. Рекомендуемое назначение фрез указано в табл.5.
Таблица 5
|
Класс точности фрезы |
Для колес степеней точности по ГОСТ 1643 |
|
ААА |
5; 6 |
|
АА |
7 |
|
А |
8 |
|
В |
9 |
|
С |
10 |
|
D |
11 |
Для нарезания зубчатых колес комбинированных степеней точности класс точности фрезы рекомендуется выбирать по нормам плавности ГОСТ 1643.
(Измененная редакция, Изм. N 1).
Приложение 3. (Исключено, Изм. N 1).
ПРИЛОЖЕНИЕ 4
Справочное
СООТВЕТСТВИЕ НАСТОЯЩЕГО СТАНДАРТА СТАНДАРТУ ИСО 2490-95
Размеры червячных чистовых фрез для цилиндрических зубчатых колес с эвольвентным профилем, установленные в настоящем стандарте, полностью охватывают номенклатуру фрез по стандарту ИСО 2490-75 и приведены в табл.2.
Дополнительно стандарт содержит размеры прецизионных фрез, сборных фрез, технические требования к червячным фрезам: требования к материалу, термообработке, к точностным параметрам фрез, к надежности, к правилам приемки, методам контроля фрез, к маркировке, упаковке, транспортированию и хранению.
(Введено дополнительно, Изм. N 2).
Электронный текст документ
подготовлен ЗАО и сверен по
официальное издание
М.: ИПК Издательство стандартов, 1996
Личный кабинет:
доступно после авторизации Главком ВСУ Сырский анонсировал новое контрнаступление
Главком ВСУ Сырский анонсировал новое контрнаступление  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке