
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
марта
14
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 6228-80
(СТ СЭВ 844-78;
СТ СЭВ 845-89)*
______________________
* Обозначение стандарта.
Измененная редакция, Изм. N 3.
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАШКИ КРУГЛЫЕ ДЛЯ КОНИЧЕСКОЙ РЕЗЬБЫ
Технические условия
Circular screw dies for taper thread. Specifications
ОКП 39 1514
Срок действия с 01.07.81
до 01.01.92*
_______________________________
* Ограничение срока действия снято
по протоколу Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 2, 1993 год). - Примечание .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
Д.И.Семенченко, канд. техн. наук; А.Г.Астафьева, канд. техн. наук; Н.И.Минаева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.06.80 N 2654
3. Срок проверки - 1990 г.; периодичность проверки - 5 лет
4. Стандарт полностью соответствует СТ СЭВ 844-78 и СТ СЭВ 845-78
5. ВЗАМЕН ГОСТ 6228-71, ГОСТ 5.2263-75
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, |
Номер пункта, раздела, приложения |
|
4.11 | |
|
2.15 | |
|
ГОСТ 122-84 |
4.7 |
|
ГОСТ 1050-74 |
4.3 |
|
2.4 | |
|
ГОСТ 5950-73 |
2.2 |
|
Вводная часть; 1.1; 4.12; приложение 1 | |
|
Вводная часть; 1.1; 4.12; приложение 1 | |
|
4.8 | |
|
ГОСТ 9378-75 |
4.10 |
|
2.14; Разд. 5 | |
|
2.2; 2.10 | |
|
ГОСТ 21349-75 |
4.3 |
|
3.1 | |
|
4.10 |
7. ПЕРЕИЗДАНИЕ (октябрь 1988 г.) с Изменениями N 1, 2, утвержденными в декабре 1986 г., марте 1988 г. (ИУС 3-87, 6-88)
8. Проверен в 1986 г. Срок действия продлен до 01.01.92 (Постановление Госстандарта СССР от 20.12.86 N 4229)*
________________
* Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации. (ИУС N 2, 1993 год). - Примечание .
ВНЕСЕНО Изменение N 3, утвержденное и введенное в действие Постановлением Госстандарта СССР от 21.11.90 N 2875 с 01.06.91
Изменение N 3 внесено юридическим бюро по тексту ИУС N 2, 1991 год
Настоящий стандарт распространяется на круглые плашки, предназначенные для нарезания конической дюймовой резьбы по ГОСТ 6111-52 и трубной конической резьбы по ГОСТ 6211-81, с использованием воротка или плашкодержателя при невращающейся плашке, изготовляемые для нужд народного хозяйства и для экспорта.
Круглые ручные плашки применяются для слесарных работ, машинные плашки - для работы на токарных автоматах.
Требования стандарта в части разд.1, 2, 4, 5 и пп.3.1.1 и 3.1.2 являются обязательными.
(Измененная редакция, Изм. N 1, 3).
1. ОСНОВНЫЕ РАЗМЕРЫ И ПРОФИЛЬ РЕЗЬБЫ
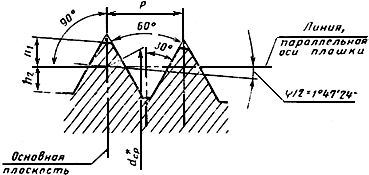
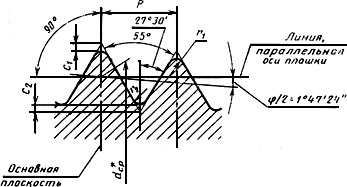
1.1. Основные размеры и профиль резьбы круглых плашек должны соответствовать указанным на черт.1 и в табл.1 и 2.
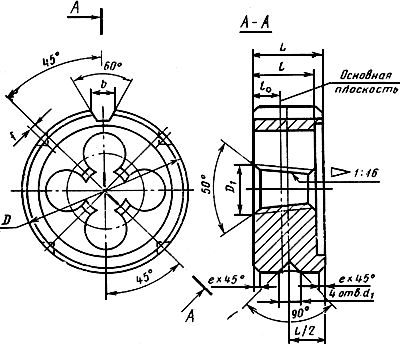
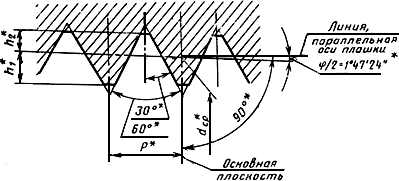
Профиль резьбы плашек для конической дюймовой резьбы с углом профиля 60° по ГОСТ 6111-52
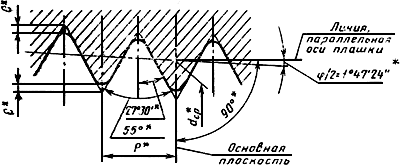
Профиль резьбы плашек для трубной конической резьбы с углом профиля 55° по ГОСТ 6211-81
________________
* Размеры обеспечиваются инструментом.
Черт. 1
Таблица 1
Плашки для дюймовой конической резьбы по ГОСТ 6111-52
Размеры, мм
|
Обозна- чение плашек |
При- ме- |
Обозначение размера резьбы, дюймы |
Число ниток на 1" |
|
|
|
|
|
|
|
|
|
|
|
|
2684-0001 |
|
27 |
0,941 |
25 |
8,4 |
7,142 |
5,2 |
11 |
0,3765 |
4,4 |
4,0 |
0,8 |
1,0 | |
|
2684-0002 |
|
30 |
10,7 |
9,519 |
6,0 |
12 |
1,0 |
| ||||||
|
2684-0003 |
|
18 |
1,411 |
38 |
14,2 |
12,443 |
6,5 |
18 |
0,5645 |
7,2 |
5,0 |
1,2 |
| |
|
2684-0004 |
|
|
|
45 |
17,7 |
15,926 |
7,5 |
|
|
|
5,3 |
|
| |
|
2684-0005 |
|
14 |
1,814 |
22,1 |
19,772 |
24 |
0,7255 |
9,1 |
| |||||
|
2684-0006 |
|
|
55 |
27,4 |
25,117 |
8,5 |
6,5 |
1,5 |
2,0 | |||||
|
2684-0007 |
|
11 |
2,209 |
65 |
34,3 |
31,461 |
10,0 |
28 |
0,8835 |
11,8 |
1,8 |
| ||
|
2684-0008 |
|
75 |
43,1 |
40,218 |
11,5 |
30 |
7,0 |
| ||||||
|
2684-0009 |
|
90 |
49,2 |
46,287 |
12,4 |
9,0 |
2,0 |
| ||||||
|
2684-0010 |
|
|
|
105 |
61,2 |
58,325 |
13,0 |
32 |
|
|
10,0 |
|
|





















________________
* Для плашек  -
- допускается выточка глубиной не более 0,5
допускается выточка глубиной не более 0,5  .
.
Пример условного обозначения машинной круглой плашки для нарезания конической дюймовой резьбы :
Плашка 2684-0006 ГОСТ 6228-80
То же, для ручной плашки:
Плашка 2684 - 0006 р ГОСТ 6228-80
Таблица 2
Плашки для трубной конической резьбы по ГОСТ 6211-81
Размеры, мм
|
Обозна- |
При- ме- |
Обозна- чение размера резьбы |
Число шагов на длине 25,4 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
2684-0101 |
|
28 |
0,907 |
30 |
8,3 |
7,142 |
5,2 |
11 |
0,145079 |
6 |
10 |
4,0 |
1,0 |
1,0 | |
|
2684-0011 |
|
10,4 |
9,147 |
6,0 |
|
5,0 |
| ||||||||
|
2684-0012 |
|
19 |
1,337 |
38 |
13,9 |
12,301 |
6,5 |
14 |
0,213860 |
8 |
14 |
5,3 |
1,2 |
||
|
2684-0013 |
|
45 |
17,4 |
15,806 |
7,5 |
18 |
8,6 |
15 |
|
||||||
|
2684-0014 |
|
14 |
1,814 |
55 |
21,9 |
19,793 |
22 |
0,290158 |
10,8 |
19 |
6,5 |
1,5 |
2 | ||
|
2684-0015 |
|
27,3 |
25,279 |
8,5 |
10,5 |
20 |
|
||||||||
|
2684-0016 |
|
11 |
2,309 |
65 |
34,4 |
31,770 |
10,0 |
25 |
0,369336 |
13,6 |
24 |
|
1,8 |
||
|
2684-0017 |
|
|
75 |
43,1 |
40,431 |
11,5 |
30 |
13,3 |
26 |
7,0 |
|||||
|
2684-0018 |
|
|
|
90 |
49,0 |
46,324 |
|
36 |
|
|
|
9,0 |
2,0 |
||
|
2684-0019 |
|
|
105 |
60,9 |
58,135 |
13,0 |
15,1 |
31 |
10,0 |
2,5 |












Пример условного обозначения машинной круглой плашки для нарезания трубной конической резьбы  :
:
Плашка 2684-0015 ГОСТ 6228-80
То же, для ручной плашки:
Плашка 2684 - 0015 р ГОСТ 6228-80
Примечания:
1. Биссектриса угла профиля перпендикулярна к оси плашек.
2. Шаг резьбы измеряется параллельно оси плашки.
(Измененная редакция, Изм. N 1, 3).
1.2. (Исключен, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Плашки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Плашки должны быть изготовлены из сталей марок ХВСГ и 9ХС по ГОСТ 5950-73*.
_______________
* На территории Российской Федерации действует ГОСТ 5950-2000. - Примечание .
По согласованию с потребителем допускается изготовление плашек из быстрорежущей стали по ГОСТ 19265-73.
2.3. Твердость зубьев у режущих кромок должна быть:
у плашек из сталей марок 9ХС и ХВСГ - 59...63 НRC ;
;
у плашек из быстрорежущей стали - 62...64 HRC;
у плашек из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы HRC.
2.2, 2.3. (Измененная редакция, Изм. N 1).
2.4. Параметры шероховатости поверхностей плашек по ГОСТ 2789-73 не должны быть более, мкм:
|
профиля резьбы доведенного |
|
|
то же недоведенного |
|
|
передних поверхностей зубьев |
|
|
задних поверхностей зубьев на режущей части |
|
|
поверхности опорных торцев |
|
|
наружных цилиндрических поверхностей |
|
|
остальных поверхностей |
|
 2,5
2,5
Примечание. Шероховатость передней поверхности  6,3 выполняется от режущей кромки в радиальном направлении на расстоянии не менее 1,5 высоты профиля резьбы.
6,3 выполняется от режущей кромки в радиальном направлении на расстоянии не менее 1,5 высоты профиля резьбы.
2.5. (Исключен, Изм. N 1).
2.6. Предельные отклонения размеров плашек должны быть не более:
|
наружного диаметра |
|
|
толщины |
|
|
длины |
минус 1,5 шага резьбы |
|
диаметра |
|
|
до |
+0,4 мм |
|
св. |
+0,8 мм |
|
ширины |
±0,24 мм. |
 11*
11*  12,
12,  и
и 
________________
* Допускается для ручных плашек.
(Измененная редакция, Изм. N 2).
2.7. Допуски радиального биения наружной цилиндрической поверхности и торцового биения не должны быть более указанных на черт.2 и в табл.3.

Черт.2*
________________
* Черт.2. (Измененная редакция, Изм. 3).
Таблица 3
мм
|
Наружный диаметр плашки |
| |
|
Плашки ручные |
Плашки машинные | |
|
До 30 |
0,15 |
0,05 |
|
Св. 30 до 45 |
0,2 |
0,06 |
|
Св. 45 до 55 |
0,07 | |
|
Св. 55 |
0,10 | |

(Измененная редакция, Изм. N 1, 2, 3).
2.8. Допуск симметричности фиксирующего гнезда не должен быть более, мм:
при толщине плашки:
|
до 18 мм |
0,4 |
|
св. 18 мм |
0,6. |
2.9. (Исключен, Изм. N 1).
2.10. Средняя наработка до отказа и 95 %-ная наработка плашек из стали марки Р6М5 по ГОСТ 19265-73 должна быть не менее указанных в табл.3а при условиях испытаний, указанных в разд.4.
Таблица 3а
|
Обозначение размера резьбы |
Средняя наработка до отказа, шт. (количество нарезанных изделий) |
Установленная безотказная наработка, шт. (количество нарезанных изделий) |
|
|
120 |
48 |
|
|
115 |
46 |
|
|
110 |
44 |
|
|
105 |
42 |
|
|
95 |
38 |
|
|
||
|
|
75 |
30 |
|
|
65 |
26 |
|
|
60 |
24 |
|
|
50 |
20 |
 ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,
Поправочный коэффициент  на среднюю наработку до отказа и установленную безотказную наработку плашек устанавливается равным 0,6 для стали марки 9ХС и 0,7 для стали марки ХВСГ.
на среднюю наработку до отказа и установленную безотказную наработку плашек устанавливается равным 0,6 для стали марки 9ХС и 0,7 для стали марки ХВСГ.
(Измененная редакция, Изм. N 2, 3).
2.11. Критерием затупления плашек является несоответствие нарезаемой резьбы требуемой точности.
(Введен дополнительно, Изм. N 1).
2.12. На торце каждой плашки должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение плашки (последние четыре цифры);
буква р - для ручных плашек;
обозначение резьбы;
буква LH для плашек с левой конической резьбой;
изображение государственного Знака качества при его присвоении в порядке, установленном Госстандартом СССР.
Примечания:
1. Допускается марку стали ХВСГ не маркировать.
2. На плашках для резьбы  ,
,  допускается обозначение плашек не маркировать.
допускается обозначение плашек не маркировать.
3. Допускается при неразмещении знаков маркировки на одном торце плашки переносить часть знаков на другой торец.
(Измененная редакция, Изм. N 3).
2.13. (Исключен, Изм. N 3).
2.14. Транспортная маркировка, маркировка потребительской тары и упаковка - по ГОСТ 18088-83.
2.15. (Исключен, Изм. N 3).
2.12-2.15. (Введены дополнительно, Изм. N 2).
3. ПРИЕМКА*
Наименование. (Измененная редакция, Изм. N 3).
3.1. Правила приемки - по ГОСТ 23726-79.
3.1.1. Периодические испытания на среднюю наработку до отказа проводятся один раз в три года, на 95 %-ную наработку - один раз в год не менее чем на 5 плашках.
(Измененная редакция, Изм. N 3).
3.1.2. Испытания плашек должны проводиться на одном типоразмере для каждого диапазона резьб, указанных в табл.4.
Разд. 3. (Измененная редакция, Изм. N 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Испытания плашек проводятся на токарных или револьверных станках или токарных автоматах, соответствующих установленным для них нормам точности и жесткости.
4.2. При испытании плашки должны закрепляться в плавающем плашкодержателе, обеспечивающем свободу перемещения инструмента во всех направлениях.
4.3. Плашки должны испытываться на образцах из стали марки 20 по ГОСТ 1050-88 твердостью 143...156 НВ. Образцы должны иметь предварительно обработанную поверхность конусообразностью 1:16. Диаметры заготовок под нарезание трубной конической резьбы должны соответствовать ГОСТ 21349-75.
(Измененная редакция, Изм. N 3).
4.4. Испытания плашек на работоспособность, среднюю наработку до отказа и 95 %-ную наработку должны проводиться на режимах, указанных в табл.4.
Таблица 4
|
Обозначение размера резьбы |
Скорость резания, м/мин |
|
|
1,4-1,6 |
|
|
1,5-1,9 |
|
|
1,7-2,1 |
|
|
1,8-2,2 |
 ,
,  и
и 

(Измененная редакция, Изм. N 1, 3).
4.5. Каждой испытуемой на работоспособность плашкой должно быть нарезано количество изделий, указанное в табл.5.
Таблица 5
|
Обозначение размера резьбы |
Количество нарезанных изделий |
|
От |
5 |
|
|
4 |
|
|
3 |
|
От |
2 |
 и
и  и
и  до
до  до
до
После испытаний на работоспособность на режущих кромках плашек не должно быть выкрашиваний. Плашки после испытаний должны быть пригодны к дальнейшей работе.
(Измененная редакция, Изм. N 1, 2).
4.6. Приемочные значения средней наработки до отказа и 95 %-ной наработки плашек должны быть не менее указанных в табл.6.
Таблица 6
|
Обозначение размера резьбы |
Приемочные значения наработки, шт. (количество нарезанных изделий) | |
|
средней |
установленной | |
|
|
146 |
59 |
|
|
140 |
56 |
|
|
134 |
54 |
|
|
128 |
51 |
|
|
115 |
45 |
|
|
|
|
|
|
91 |
37 |
|
|
79 |
32 |
|
|
73 |
29 |
|
|
61 |
24 |
(Измененная редакция, Изм. N 1, 2, 3).
4.7. В качестве смазочно-охлаждающей жидкости при машинном нарезании резьбы применяется сульфофрезол по ГОСТ 122-84 или 5%-ный (по массе) раствор эмульсола в воде с расходом не менее 5 л/мин.
4.8. Контроль твердости плашек - по ГОСТ 9013-59.
4.9. Контроль внешнего вида осуществляют визуально.
4.10. Параметры шероховатости поверхностей плашек проверяют сравнением с образцами шероховатости по ГОСТ 9378-75* или с образцовыми инструментами, имеющими значения параметров шероховатости поверхностей, указанных в п.2.4, с применением лупы ЛП-1-4 по ГОСТ 25706-83.
по ГОСТ 25706-83.
_______________
* Действует ГОСТ 9378-93. - Примечание .
4.11. При контроле параметров плашек должны применяться методы и средства измерения, погрешность которых не превышает:
при измерении линейных размеров - значений, указанных в ГОСТ 8.051-81;
при измерении углов - 35% значения допуска на проверяемый угол;
при контроле формы и расположения поверхностей - 25% значения допуска на проверяемый параметр.
4.12. Образец с нарезанной резьбой должен удовлетворять следующим требованиям:
шероховатость поверхности резьбы  40;
40;
точность элементов резьбы соответствует ГОСТ 6211-81 или ГОСТ 6111-52;
рванины, выкрашивания ниток резьбы по глубине не должны выходить за пределы среднего диаметра или их суммарная длина не должна превышать 5% общей длины резьбы по винтовой линии, а в одном витке - 1/4 его длины.
4.7-4.12. (Измененная редакция, Изм. N 1).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение плашек - по ГОСТ 18088-83.
Разд. 5. (Измененная редакция, Изм. N 2).
Разд. 6. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
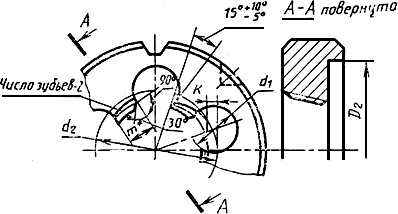
ЭЛЕМЕНТЫ КОНСТРУКЦИИ, ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ КРУГЛЫХ ПЛАШЕК
И ИСПОЛНИТЕЛЬНЫЕ РАЗМЕРЫ ЧИСТОВЫХ ПЛАШЕЧНЫХ МЕТЧИКОВ
1. Элементы конструкции и геометрические параметры круглых плашек указаны на черт.1 и в табл.1.
________________
* Размер для справок.
Черт.1
Примечание. Фаску под углом 30° делать на высоте резьбы.
Таблица 1
Размеры, мм
|
|
|
|||||||
|
Вид резьбы |
Обозна- |
|
Номин. |
Пред. |
|
|
|
|
|
Коническая дюймовая резьба по ГОСТ 6111-52, дюймы |
|
6,5 |
12,0 |
±0,12 |
2,2 |
0,6 |
4 |
- |
|
|
8,0 |
15,0 |
|
2,3 |
0,8 |
|
||
|
|
10,0 |
19,0 |
±0,14 |
3,2 |
1,0 |
|
||
|
|
|
10,5 |
23,0 |
|
3,1 |
|
5 |
|
|
|
|
25,3 |
|
4,2 |
1,3 |
|
||
|
|
12,5 |
31,1 |
±0,17 |
5,6 |
1,75 |
|
||
|
|
13,5 |
40,0 |
|
6,8 |
6 |
|||
|
|
15,5 |
48,5 |
|
8,4 |
2,25 |
|
||
|
|
18,5 |
56,7 |
±0,20 |
9,3 |
2,5 |
|
||
|
|
19,5 |
69,0 |
10,1 |
2,75 |
7 |
|||
|
Коническая трубная резьба по ГОСТ 6211-81 |
|
6,5 |
12,0 |
±0,12 |
2,2 |
0,6 |
4 |
24 |
|
|
8,0 |
15,0 |
2,3 |
0,8 |
||||
|
|
|
10,0 |
19,0 |
±0,14 |
3,2 |
1,0 |
5 |
30 |
|
|
10,5 |
23,0 |
3,1 |
34 | ||||
|
|
25,3 |
4,2 |
1,3 |
44 | ||||
|
|
12,5 |
31,1 |
±0,17 |
5,6 |
1,75 |
|||
|
|
13,5 |
40,0 |
|
6,8 |
6 |
54 | ||
|
|
15,5 |
48,5 |
|
8,4 |
2,25 |
|
65 | |
|
|
18,5 |
56,7 |
±0,20 |
9,3 |
2,5 |
|
76 | |
|
|
19,5 |
69,0 |
10,1 |
2,75 |
7 |
89 | ||






(Измененная редакция, Изм. N 1, 2).
2. Исполнительные размеры чистовых метчиков для нарезания резьбы в плашках указаны на черт.2 и в табл.2 и 3.
Профиль резьбы чистовых метчиков для конической дюймовой резьбы по ГОСТ 6111-52
Профиль резьбы чистовых метчиков для трубной конической резьбы по ГОСТ 6211-81
_________________
* Размер для справок.
Черт.2
Примечания:
1. Биссектриса угла профиля перпендикулярна к оси метчика.
2. Шаг резьбы измеряется параллельно оси метчика.
Таблица 2
Размеры, мм
|
|
|
|
|
Пред. откл. | |||||||
|
Вид резьбы |
Обозна- чение размера резьбы, дюймы |
Число ниток на 1" |
|
|
Наиб. |
Наим. |
Наиб. |
Наим. |
Поло- |
Угла наклона |
Шага на длине 10 |
|
Коническая дюймовая резьба по ГОСТ 6111-52 |
|
27 |
0,941 |
7,142 |
0,362 |
0,337 |
0,376 |
0,351 |
±25' |
+ 6'' |
±0,01 |
|
|
|
|
9,519 |
|
|
|
|
|
|
| |
|
|
18 |
1,411 |
12,443 |
0,545 |
0,510 |
0,565 |
0,530 |
±20' |
+5'' |
±0,02 | |
|
|
|
|
15,926 |
|
|
|
|
|
|
| |
|
|
14 |
1,814 |
19,772 |
0,700 |
0,655 |
0,725 |
0,680 |
±18' |
| ||
|
|
|
|
25,117 |
|
|
|
|
|
|
| |
|
|
|
|
2,209 |
31,461 |
0,858 |
0,813 |
0,883 |
0,838 |
±16' |
| |
|
|
|
40,218 |
|
|
|
|
|
| |||
|
|
|
46,287 |
|
|
|
|
|
| |||
|
|
|
58,325 |
|
|
|
|
|
| |||




Таблица 3
Размеры, мм
|
|
|
|
|
|
|
Пред. откл. | |||||||||
|
Вид резьбы |
Обозна- |
Число шагов на длине 25,4 мм |
|
|
Наим. |
Наиб. |
Наим. |
Наиб. |
Наим. |
Наиб. |
Наим. |
Наиб. |
Поло- |
Угла нак- |
Шага на длине 10 |
|
Трубная коническая резьба по ГОСТ 6211-81 |
|
28 |
0,907 |
7,142 |
0,145 |
0,170 |
0,125 |
0,150 |
0,147 |
0,125 |
0,130 |
0,108 |
±20' |
+6' |
±0,01 |
|
|
|
|
9,147 |
|
|
|
|
|
|
|
|
|
|
| |
|
|
19 |
1,337 |
12,301 |
0,214 |
0,239 |
0,194 |
0,219 |
0,205 |
0,184 |
0,187 |
0,166 |
±18' |
|
±0,02 | |
|
|
|
|
|
15,806 |
|
|
|
|
|
|
|
|
|
|
|
|
|
14 |
1,814 |
19,793 |
0,290 |
0,315 |
0,270 |
0,295 |
0,271 |
0,250 |
0,254 |
0,233 |
±17' |
|
| |
|
|
|
|
|
25,279 |
|
|
|
|
|
|
|
|
|
| |
|
|
11 |
2,309 |
31,770 |
0,369 |
0,394 |
0,349 |
0,374 |
0,337 |
0,317 |
0,320 |
0,299 |
±12' |
+5' |
| |
|
|
|
|
40,431 |
|
|
|
|
|
|
|
|
| |||
|
|
|
|
46,324 |
|
|
|
|
|
|
|
|
| |||
|
|
|
|
58,135 |
|
|
|
|
|
|
|
|
| |||




(Измененная редакция, Изм. N 1).
Приложение 2. (Исключено, Изм. N 2).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1989
Юридическим бюро
в текст документа внесено Изменение N 3,
утвержденное Постановлением
Госстандарта СССР от 21.11.90 N 2875
Личный кабинет:
доступно после авторизации На заседании краевой трехсторонней комиссии в Краснодаре обсудили зарплаты...
На заседании краевой трехсторонней комиссии в Краснодаре обсудили зарплаты...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке