
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
24
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 29227-91
(ИСО 835-1-81)
Группа П66
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Посуда лабораторная стеклянная
ПИПЕТКИ ГРАДУИРОВАННЫЕ
Часть 1
Общие требования
Laboratory glassware. Graduated pipettes. Part 1. General requirements
ОКП 43 2133
Дата введения 1994-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Клинским самостоятельным конструкторско-технологическим бюро по проектированию приборов и аппаратов из стекла
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 27.12.91 N 2234
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 835-1-81 "Посуда лабораторная стеклянная. Пипетки градуированные. Часть 1. Общие требования" и полностью ему соответствует с дополнительными требованиями
3. ВЗАМЕН ГОСТ 20292-74 в части общих требований к градуированным пипеткам
4. ПЕРЕИЗДАНИЕ
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает требования к лабораторным градуированным пипеткам общего назначения.
Общие требования - по ГОСТ 29044.
Примечание. Конкретные требования для каждого типа градуированных пипеток установлены в следующих стандартах:
Пипетки градуированные без установленного времени ожидания (1-й и 2-й классы) - по ГОСТ 29228.
Пипетки градуированные с временем ожидания 15 с (1-й класс) - по ГОСТ 29229.
Пипетки выдувные (2-й класс) - по ГОСТ 29230.
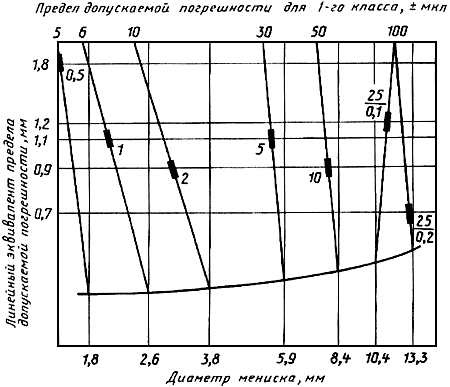
Соотношение между вместимостью и пределами допускаемой погрешности для пипеток 1-го класса указано в приложении А, соотношение между пределами допускаемой погрешности и диаметром мениска указано в приложении Б.
Требования настоящего стандарта являются обязательными, кроме рекомендуемых размеров (табл.2).
Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложении В.
2. ССЫЛКИ
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 29044-91 (ИСО 384-78) Посуда лабораторная стеклянная. Принципы устройства и конструирования мерной посуды
ГОСТ 29228-91 (ИСО 835-2-81) Посуда лабораторная стеклянная. Пипетки градуированные. Часть 2. Пипетки градуированные без установленного времени ожидания
ГОСТ 29229-91 (ИСО 835-3-81) Посуда лабораторная стеклянная. Пипетки градуированные. Часть 3. Пипетки градуированные с временем ожидания 15 с
ГОСТ 29230-91 (ИСО 835-4-81) Посуда лабораторная стеклянная. Пипетки градуированные. Часть 4. Пипетки выдувные
3. ОСНОВНЫЕ ЕДИНИЦЫ ИЗМЕРЕНИЯ
3.1. Единица вместимости
За единицу вместимости принимается кубический сантиметр (см![]() ) или миллилитр (мл).
) или миллилитр (мл).
Примечание. В соответствии с решением, принятым на 12-м заседании Генеральной конференции мер и весов, термин "миллилитр" (мл) широко применяется вместо термина "кубический сантиметр" (см![]() ). Термин "миллилитр" обычно применяют в международных стандартах для обозначения вместимости мерной посуды и объема жидкости.
). Термин "миллилитр" обычно применяют в международных стандартах для обозначения вместимости мерной посуды и объема жидкости.
3.2. Стандартная температура
Стандартной температурой, т.е. температурой, при которой осуществляется слив номинального объема (номинальной вместимости), является 20 °С.
Примечание. При использовании пипеток в тропических условиях допускается за стандартную температуру воды принимать не 20 °С, а 27 °С, как рекомендовано в ГОСТ 29044.
4. ТОЧНОСТЬ ИЗМЕРЕНИЯ ОБЪЕМА
Устанавливаются два класса точности:
1-й - для более высокой точности измерений;
2-й - для менее точных измерений.
Ни в одном из классов предел допускаемой погрешности не должен превышать наименьшую цену деления шкалы.
5. ТИПЫ ПИПЕТОК
Пипетки подразделяют на следующие типы.
Градуированные пипетки, вымеряемые на слив жидкости от верхней нулевой отметки до любой отметки. Нижняя отметка соответствует номинальной вместимости. Такие пипетки могут быть 1-го и 2-го классов. Время ожидания не устанавливается (пипетки типа 1 ГОСТ 29228).
Градуированные пипетки, вымеряемые на слив жидкости от любой отметки до сливного кончика. Верхняя отметка соответствует номинальной вместимости. Такие пипетки могут быть 1-го и 2-го классов. Время ожидания не устанавливается (пипетки типа 2 ГОСТ 29228).
Градуированные пипетки, вымеряемые на слив жидкости от верхней нулевой отметки до любой отметки. Нижняя часть сливного кончика соответствует номинальному объему. Пипетки 2-го класса. Время ожидания не устанавливается (пипетки типа 3 ГОСТ 29228).
Градуированные пипетки, вымеряемые на слив жидкости от верхней нулевой отметки до любой отметки. Нижняя часть сливного кончика соответствует номинальному объему. Пипетки 1-го класса. Время ожидания - 15 с (пипетки типа 4 ГОСТ 29229).
Градуированные пипетки, вымеряемые на слив жидкости от любой отметки до сливного кончика. Верхняя отметка соответствует номинальной вместимости. Пипетки 2-го класса. Последняя капля (в пипетке) выдувается (выдувные пипетки - пипетки типа 5 по ГОСТ 29230).
Пипетки, используемые для потребностей народного хозяйства, должны изготовляться следующих исполнений:
1 - с делениями прямые (черт.1);
1a - с делениями прямые с запасным резервуаром (черт.1);
2 - с делениями с расширением (черт.2);
2а - с делениями и запасным резервуаром (черт.2).
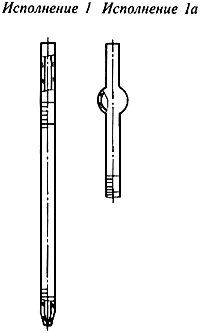
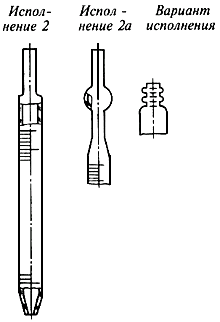
Черт.2
Пример условного обозначения пипетки типа 1, исполнения 2, 1-го класса, вместимостью 5 см![]() , используемой для потребностей народного хозяйства:
, используемой для потребностей народного хозяйства:
Пипетка 1-2-1-5 ГОСТ 29227-91
6. ПРЕДЕЛЫ ДОПУСКАЕМОЙ ПОГРЕШНОСТИ ПО ОБЪЕМУ
Предел допускаемой погрешности по сливаемому объему не должен превышать значений, указанных в табл.1. Пределы допускаемых погрешностей означают максимально допускаемые погрешности в любой точке шкалы и разность погрешностей между двумя любыми точками шкалы.
Таблица 1
см![]()
|
Номинальная вместимость |
Цена наименьшего деления шкалы |
Пределы допускаемой погрешности объема пипетки | |
|
1-го класса |
2-го класса | ||
|
0,5 |
0,01 |
±0,005 |
- |
|
1 |
0,01 |
±0,006 |
±0,01 |
|
2 |
0,02 |
±0,01 |
±0,02 |
|
5 |
0,05 |
±0,03 |
±0,05 |
|
10 |
0,1 |
±0,05 |
±0,1 |
|
0,1 |
±0,1 |
- | |
|
25 |
0,2 |
±0,1 |
±0,2 |
Примечание. Если возникает необходимость изготовления пипеток другой номинальной вместимости с другой ценой деления шкалы, то следует придерживаться основных требований настоящего стандарта.
7. КОНСТРУКЦИЯ
7.1. Материал
Градуированные пипетки должны быть изготовлены из стекла, обладающего необходимой химической и термической стойкостью. Изделия должны иметь как можно меньше видимых дефектов. Внутреннее напряжение стекла должно быть сведено до необходимого уровня.
7.2. Размеры
Основные размеры градуированных пипеток в зависимости от их номинальной вместимости должны соответствовать приведенным в табл.2.
Таблица 2
Размеры в мм
|
Наименование размера пипетки |
Размер для номинальной вместимости, см | ||||||
|
0,5 |
1 |
2 |
5 |
10 |
25 |
25* | |
|
Основные
|
|
|
|
|
|
|
|
|
Расстояние от нулевой отметки до нижней отметки для пипеток типа 1: |
|
|
|
|
|
|
|
|
не более |
- |
220 |
220 |
220 |
220 |
220 |
- |
|
не менее |
- |
160 |
160 |
180 |
180 |
180 |
- |
|
Расстояние от верхней до нижней оцифрованной отметки для остальных типов пипеток: |
|
|
|
|
|
|
|
|
не более |
220 |
220 |
220 |
220 |
220 |
220 |
290 |
|
не менее |
140 |
140 |
140 |
160 |
160 |
160 |
250 |
|
Расстояние от верхней отметки до верхней части пипетки, не менее |
100 |
100 |
100 |
100 |
100 |
100 |
100 |
|
Наружный диаметр всасывающей трубки: |
|
|
|
|
|
|
|
|
не более |
- |
- |
- |
8,3 |
8,3 |
8,3 |
8,3 |
|
не менее |
- |
- |
- |
6,8 |
6,8 |
6,8 |
6,8 |
|
Длина трубки ниже нижней отметки, имеющей неизменный диаметр, не менее |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
|
Рекомендуемые
|
|
|
|
|
|
|
|
|
Общая длина |
360 |
360 |
360 |
360 |
360 |
360 |
450 |
|
Длина конической части, образующей сливной кончик |
20 |
20 |
20 |
25 |
25 |
30 |
30 |
|
Наружный диаметр сливного кончика по |
2,5 |
2,5 |
2,5 |
3 |
3 |
3 |
3 |
|
Толщина стенки |
2 |
2 |
1,5 |
1 |
1 |
1 |
1 |
_______________
* Эти размеры действительны только для пипеток номинальной вместимостью 25 см![]() с ценой деления 0,1 см
с ценой деления 0,1 см![]() по ГОСТ 29229.
по ГОСТ 29229.
7.3. Верхняя часть пипетки
Плоскость верхней части пипетки должна быть перпендикулярна к оси пипетки. Кромка верхней части не должна иметь дефектов, влияющих на требуемую точность установки мениска пальцем. Кромка может быть слегка оплавлена или пришлифована с наружной фаской.
7.4. Сливной кончик
Нижняя часть пипетки должна заканчиваться сливным кончиком. Поверхность сливного кончика должна быть гладкой и иметь форму конуса без значительных сужений канала, которые могут привести к турбулентности потока жидкости.
Нижняя часть сливного кончика должна быть обработана одним из методов, указанных ниже (в порядке предпочтения):
гладко отшлифована перпендикулярно к плоскости нижней оси изделия с небольшой наружной фаской и последующей оплавкой;
гладко отшлифована перпендикулярно к оси нижней части с небольшой наружной фаской;
плоскость нижней части отрезана перпендикулярно к оси изделия и оплавлена.
7.5. Время слива
Время слива определяют как время, необходимое для свободного снижения мениска воды от верхней отметки:
до нижней отметки для пипеток типа 1;
до нижней части сливного кончика для пипеток остальных типов.
При определении времени слива пипетка находится в вертикальном положении, нижняя часть сливного кончика соприкасается с внутренней стороной стенки наклоненного сосуда. Движение сливного кончика относительно стенки сосуда не допускается.
Примечание. Приемная склянка должна быть изготовлена из стекла. При соприкосновении воды с материалом склянки вступают в действие капиллярные силы, в большой степени зависящие от материала склянки и влияющие на время слива.
Время слива должно соответствовать пределам, установленным для пипеток конкретных типов.
7.6. Время ожидания
Время ожидания, если оно установлено, означает отрезок времени, который необходимо выдержать, прежде чем извлечь пипетку из сосуда. Это время измеряют с момента достижения мениском нижней части сливного кончика.
8. ГРАДУИРОВКА И ОЦИФРОВКА
8.1. Отметки
8.1.1. Отметки должны быть четкими, несмываемыми, ширина их не должна быть более 0,3 мм.
8.1.2. Отметки должны быть перпендикулярны к оси пипетки.
8.2. Расстояние между отметками
8.2.1. Между отметками не должно быть видимых отклонений.
8.2.2. Расстояние между отметками должно соответствовать значениям, приведенным в табл.2.
8.3. Длина отметок
8.3.1. Схема градуировки 1:
а) длина коротких отметок должна составлять не менее 50% длины окружности изделия;
б) длина средних отметок должна составлять примерно 65% длины окружности пипетки. Концы средних отметок должны симметрично выступать за концы коротких линий;
в) длина длинных отметок должна соответствовать длине окружности. Допускается разрыв, не превышающий 10% длины окружности.
8.3.2. Схема градуировки 2:
а) длина коротких отметок должна составлять не менее 10% и не более 20% длины окружности изделия;
б) длина средних отметок должна составлять примерно 1,5 длины коротких отметок. Концы средних отметок должны симметрично выступать за концы коротких отметок;
в) длина длинных отметок должна соответствовать длине окружности. Допускается разрыв, не превышающий 10% длины окружности.
8.3.3. Схема градуировки 3:
а) длина коротких отметок должна составлять не менее 10% и не более 20% длины окружности пипетки;
б) длина средних отметок должна составлять примерно 1,5 длины коротких отметок. Концы средних отметок должны симметрично выступать за концы коротких отметок;
в) длина длинных отметок должна превышать длину коротких отметок не менее чем в два раза. Концы наибольших отметок должны симметрично выступать за концы коротких и средних отметок.
8.4. Последовательность отметок должна соответствовать указанной на черт.3.
Длина и последовательность расположения отметок
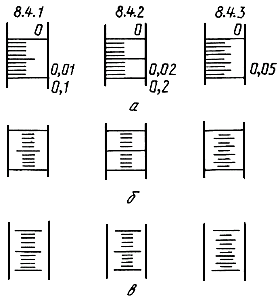
а - схема градуировки 1 (см. п.8.3.1); б - схема градуировки 2 (см. п.8.3.2); в - схема градуировки 3 (см. п.8.3.3)
Черт.3
8.4.1. Для пипеток с ценой наименьшего деления шкалы 0,01 и 0,1 см![]() :
:
а) каждая десятая отметка - длинная;
б) между двумя последовательными длинными отметками - одна средняя отметка;
в) между двумя последовательными средней и наибольшей отметками - четыре коротких.
8.4.2. Для пипеток с ценой наименьшего деления шкалы 0,02 и 0,2 см![]() :
:
а) каждая пятая отметка - длинная отметка;
б) между двумя последовательными длинными отметками - четыре коротких.
8.4.3. Для пипеток с ценой наименьшего деления шкалы 0,05 см![]() :
:
а) каждая десятая отметка - длинная;
б) между двумя последовательными длинными отметками - четыре средние отметки;
в) между двумя последовательными средними или средней и длинной отметками - одна короткая.
8.5. Расположение отметок должно соответствовать черт.4.
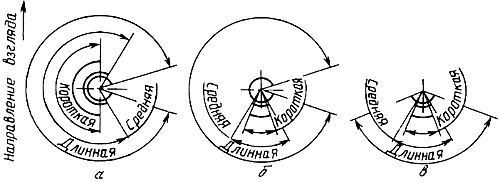
а - схема градуировки 1; б - схема градуировки 2; в - схема градуировки 3
Черт.4
8.5.1. На пипетках, градуированных по схеме 1, концы коротких отметок должны находиться на воображаемой вертикальной линии, проходящей через центр фронтальной части пипетки. Отметки должны быть расположены влево от воображаемой вертикальной оси, если пипетка повернута фронтальной частью к наблюдателю.
8.5.2. На пипетках, градуированных по схеме 2 или 3, средние точки коротких и средних отметок должны находиться на воображаемой вертикальной линии, проходящей через центр фронтальной части пипетки. Пипетка при этом должна быть повернута фронтальной частью к наблюдателю.
8.6. Оцифровка отметок
Оцифровка отметок в зависимости от цены наименьшего деления шкалы должна соответствовать указанной в табл.3.
Таблица 3
см![]()
|
Номинальная вместимость |
Цена наименьшего деления шкалы |
Оцифровка через каждые |
|
0,5 |
0,01 |
0,1 |
|
1 |
0,01 |
0,1 |
|
2 |
0,02 |
0,2 |
|
5 |
0,05 |
0,5 |
|
10 |
0,1 |
1,0 |
|
25 |
0,1 |
1,0 |
|
25 |
0,2 |
2,0 |
9. УСТАНОВКА МЕНИСКА
Мениск устанавливают одним из приведенных ниже способов:
а) мениск устанавливают таким образом, чтобы плоскость верхнего края отметки находилась горизонтально по касательной к нижней точке мениска; взгляд наблюдателя при этом находится в этой же плоскости;
б) мениск устанавливают таким образом, чтобы плоскость середины отметки находилась горизонтально по касательной к нижней точке мениска. Взгляд наблюдателя направлен вверх к этой плоскости, при этом одновременно наблюдаются передняя и задняя части отметки, сходящиеся в нижней точке мениска.
Примечание. Следует помнить, что несоблюдение метода установки мениска при вымерении и использовании пипеток приведет к дополнительной погрешности пипеток, вымеряемых на слив жидкости до нижней части сливного кончика.
Для уменьшения возможных погрешностей мениск следует устанавливать одним и тем же способом на нулевой и последней отметках.
10. НАДПИСИ
10.1. На пипетках должны быть нанесены следующие надписи:
а) "см![]() " или "мл" - единица вместимости;
" или "мл" - единица вместимости;
б) "20 °С" - стандартная температура.
Примечание. Если за стандартную температуру принята температура 27 °С, то "20 °С" следует заменить на "27 °С";
в) "0" - пипетка вымерена на слив;
г) "1" или "2" - класс точности;
д) знак или марка изготовителя и (или) поставщика;
е) время ожидания, если оно обусловлено; форма надписи "0+15 с".
10.2. На пипетки 1-го класса, предназначенные для официальной поверки или освидетельствования, следует наносить дополнительные надписи, если это обуславливается положениями законодательной метрологии. Такие дополнительные надписи предпочтительно наносить на другие пипетки 1-го класса, а при необходимости - и на пипетки 2-го класса:
а) опознавательный номер;
б) время слива в секундах.
10.3. Можно также наносить и предел допускаемой погрешности, приведенный в табл.1, например: ... см![]() или мл.
или мл.
11. ЧЕТКОСТЬ ОТМЕТОК, ЦИФР И НАДПИСЕЙ
11.1. Размеры и форма всех цифр и надписей должны обеспечивать считывание при нормальных условиях эксплуатации.
11.2. Все отметки, цифры и надписи должны быть четкими и несмываемыми.
12. ЦВЕТНОЕ КОДИРОВАНИЕ
Если применяется цветное кодирование, то его нужно выполнять в соответствии с требованиями нормативно-технической документации, утвержденной в установленном порядке.
ПРИЛОЖЕНИЕ А
СООТНОШЕНИЕ МЕЖДУ ВМЕСТИМОСТЬЮ И ПРЕДЕЛАМИ ДОПУСКАЕМОЙ ПОГРЕШНОСТИ ДЛЯ ПИПЕТОК 1-ГО КЛАССА В СООТВЕТСТВИИ С ТРЕБОВАНИЯМИ п.4.4 ГОСТ 29044
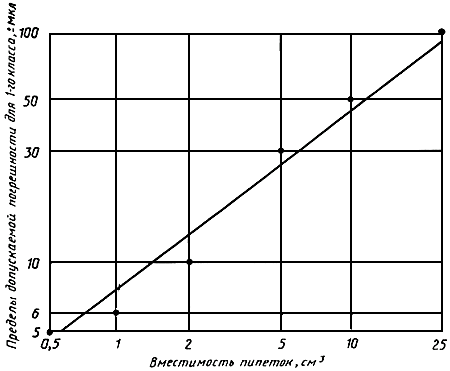
Черт.5
ПРИЛОЖЕНИЕ Б
СООТНОШЕНИЕ МЕЖДУ ПРЕДЕЛАМИ ДОПУСКАЕМОЙ ПОГРЕШНОСТИ И ДИАМЕТРОМ МЕНИСКА ДЛЯ ПИПЕТОК 1-ГО КЛАССА В СООТВЕТСТВИИ С ТРЕБОВАНИЯМИ п.4.7 ГОСТ 29044
ПРИЛОЖЕНИЕ В
ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ, ОТРАЖАЮЩИЕ ПОТРЕБНОСТИ НАРОДНОГО ХОЗЯЙСТВА
13. Методы испытаний
13.1. Размеры пипеток (п.7.2), длину отметок и расстояние между ними (пп.8.1; 8.2 и 8.3) следует проверять универсальным измерительным инструментом по ГОСТ 166 и ГОСТ 427.
13.2. Номинальную вместимость пипеток и пределы допускаемой погрешности (разд.6) следует проверять по нормативно-технической документации, утвержденной в установленном порядке.
13.3. Время слива пипеток следует проверять по п.7.5 настоящего стандарта.
14. Упаковка, транспортирование и хранение
14.1. Пипетки упаковывают таким образом, чтобы была обеспечена их сохранность при транспортировании и хранении.
14.2. Пипетки, упакованные по п.14.1, укладывают в транспортную тару так, чтобы они не перемещались и были защищены от повреждений.
14.3. Транспортируют пипетки в чистых крытых транспортных средствах.
14.4. При хранении пипетки должны быть защищены от воздействия загрязнений, атмосферных осадков и химических испарений.
Текст документа сверен по:
официальное издание
Посуда и оборудование лабораторные.
Пипетки. Бюретки: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке