ГОСТ 9.913-90
Группа Т99
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система защиты от коррозии и старения
АЛЮМИНИЙ, МАГНИЙ И ИХ СПЛАВЫ
Методы ускоренных коррозионных испытаний
Unified system of corrosion and ageing protection.
Aluminium, magnesium and their alloys.
Methods of accelerated corrosion tests
МКС 25.220
77.060
77.120
ОКСТУ 0009
Дата введения 1992-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством авиационной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 27.06.90 N 1918
3. ВЗАМЕН ГОСТ 9.017-74 и ГОСТ 9.020-74
4. Стандарт соответствует установленным в ИСО 7384-86 общим требованиям к образцам, аппаратуре и методике проведения коррозионных испытаний
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
5.3.3, 5.4.3, 5.6.2 | |
|
Вводная часть, 4.5 | |
|
6.1 | |
|
7.5, 7.9.1 | |
|
2.7 | |
|
8.8 | |
|
8.3 | |
|
8.8 | |
|
8.4 | |
|
8.7 | |
|
8.7 | |
|
8.6 | |
|
8.7 | |
|
8.8 | |
|
ГОСТ 12.4.013-85 |
8.9 |
|
8.9 | |
|
8.9 | |
|
4.4 | |
|
7.9.2 | |
|
2.2 | |
|
4.1 | |
|
4.4, 6.1 | |
|
7.9.2 | |
|
2.3 | |
|
5.2.6, 7.8.2, приложение 1 | |
|
5.1.1, 5.2.1, 5.3.2, 5.4.1, 5.5.1, приложение 1 | |
|
4.1, 4.4, 6.1, 7.9.2 | |
|
4.3 | |
|
3.3 | |
|
6.1 | |
|
5.1.1, 5.1.5 | |
|
4.1 | |
|
1.1 | |
|
8.9 | |
|
4.2, 4.3 | |
|
8.9 | |
|
4.3, 7.7.1 | |
|
5.1.2 | |
|
7.4.1 | |
|
8.2 | |
|
СНиП II-4-79 |
8.5 |
|
СНиП II-33-75 |
8.9 |
|
ОНТП 05-86 |
8.1 |
|
ОНТП 24-86 |
8.2 |
|
ТУ 38.401-67-108-92 |
4.1 |
6. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на алюминий, магний и их сплавы без защитных покрытий и устанавливает методы ускоренных и имитационных коррозионных испытаний (далее - испытаний) для получения сравнительных данных по коррозионной стойкости металлов и сплавов.
Методы испытаний не предназначены для определения сроков службы металлов и сплавов при эксплуатации.
Общие требования к проведению испытаний - по ГОСТ 9.905.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Испытания проводят в искусственно создаваемых условиях, имитирующих воздействие климатических факторов атмосферы.
Методы испытаний и их применение указаны в табл.1.
Таблица 1
|
Метод испытаний |
Материал |
Условия эксплуатации |
Назначение |
|
Полное погружение в раствор, содержащий 3% хлористого натрия и 0,1% перекиси водорода |
Алюминий и его сплавы |
М |
Имитация воздействия морского климата при периодическом или постоянном контакте с морской водой |
|
Полное погружение в 3%-ный раствор хлористого натрия |
Магний и его сплавы |
||
|
Воздействие нейтрального соляного тумана |
Алюминий, магний и их сплавы |
ТМ, В, ОМ |
Имитация воздействия тропического климата, включая морской туман |
|
Переменное погружение в 3%-ный раствор хлористого натрия |
Алюминий и его сплавы |
У, УХЛ, О |
Имитация воздействия умеренного климата с воздействием и без воздействия хлоридов |
|
Переменное погружение в 0,001%-ный раствор хлористого натрия |
Магний и его сплавы |
||
|
Воздействие влаги при периодической конденсации, повышенных значениях относительной влажности и температуры |
Алюминий, магний и их сплавы |
Т, ТС, ТВ |
Имитация воздействия тропического климата, включая атмосферные осадки |
1.2. Испытания проводят по программе, в которой указывают химический состав сплава, термическую обработку, механические свойства, геометрические размеры образца или детали, состояние поверхности, маркировку, метод испытаний, продолжительность испытаний, график промежуточных осмотров, количество снимаемых образцов, критерии и способы оценки результатов испытаний.
2. ОТБОР ОБРАЗЦОВ
2.1. Вид, форму и размеры образцов выбирают в зависимости от цели испытаний. Допустимая погрешность размеров образцов ±0,1 мм. Толщина образцов от 0,5 до 3,0 мм, при этом образцы не должны деформироваться в течение испытания.
Испытания проводят на образцах одинаковой формы и размеров, одного направления вырезки по отношению к ориентированию волокна или кристаллизации литья, или деформации заготовки и одного способа подготовки поверхности.
2.2. Для оценки коррозионной стойкости по изменению механических свойств при растяжении применяют пластины размерами 220х150х(толщина образца) мм, из которых после коррозионных испытаний вырезают образцы для определения механических свойств по ГОСТ 1497.
При оценке зависимости коррозионной стойкости образцов от технологии их изготовления (отливка, штамповка, прессовка и т.д.) применяют образцы круглой формы диаметром 5-25 мм или прямоугольной формы размерами 30х15 мм и толщиной от 1 до 5 мм.
Допускается применять образцы других размеров и формы с целью определения типа коррозии, глубины коррозионных поражений или потери массы.
2.3. Шероховатость обработанной поверхности  по ГОСТ 2789 должна быть не более 2,5 мкм, необработанной поверхности - соответствовать требованиям стандартов и другой нормативно-технической документации на полуфабрикаты или детали.
по ГОСТ 2789 должна быть не более 2,5 мкм, необработанной поверхности - соответствовать требованиям стандартов и другой нормативно-технической документации на полуфабрикаты или детали.
При механической обработке образцов не допускается применять смазки и эмульсии, а также местные нагревы.
2.4. На поверхности образцов не должно быть видимых дефектов (царапин, включений, трещин, точек, пор).
2.5. Количество параллельно испытываемых образцов должно быть не менее пяти на каждый вариант, контрольных - не менее тpex.
За вариант принимают совокупность образцов с идентичными параметрами, изготовленных из одного металла или сплава.
2.6. Общее количество образцов устанавливают в зависимости от общей продолжительности испытаний, числа промежуточных съемов, количества образцов, снимаемых с испытаний, и контрольных образцов.
2.7. Контрольные образцы и образцы, снятые с испытаний, хранят в условиях, исключающих возникновение и развитие коррозии в соответствии с требованиями ГОСТ 9.909.
2.8. Для размещения образцов в аппаратуре допускается сверлить отверстия на их углах или кромках.
2.9. Кромки образцов и края отверстий не должны иметь заусенцев.
2.10. Для маркировки образцов применяют клеймение или нанесение краски в местах, не влияющих на оценку испытаний.
Допускается применять ярлыки из коррозионно-стойкого материала с нанесенной маркировкой.
3. АППАРАТУРА И РЕАКТИВЫ
3.1. Камеры, емкости и другая испытательная аппаратура, а также приспособления для крепления образцов должны быть стойкими к воздействию коррозионной среды и не влиять на результаты испытаний.
3.2. Конструкция камеры должна обеспечивать стабильный режим работы, колебания температуры не должны превышать ±2 °С, если иное не предусмотрено программой испытаний.
3.3. Для подготовки коррозионной среды применяют химические реактивы квалификации ч.д.а. или х.ч. и дистиллированную воду по ГОСТ 6709.
4. ПОДГОТОВКА К ИСПЫТАНИЯМ
4.1. Образцы из алюминия и его сплавов обезжиривают органическими растворителями (например, нефрасом по ТУ 38.401-67-108), затем травят в 5-10%-ном растворе едкого натра по ГОСТ 2263 в течение 50-60 мин и промывают в проточной воде. После этого осветляют в 25-30%-ном растворе азотной кислоты по ГОСТ 4461 в течение 2-6 мин, вновь промывают в проточной, а затем дистиллированной воде и высушивают фильтровальной бумагой по ГОСТ 12026.
Операцию травления допускается исключать, если это предусмотрено в программе испытаний, например, при исследовании плакированных образцов, влияния шероховатости поверхности образцов и поверхностных дефектов на коррозионную стойкость металлов.
4.2. Перед постановкой на испытания образцы осматривают и протирают марлевым тампоном, смоченным этиловым спиртом марки А по ГОСТ 17299.
4.3. Образцы из магния и его сплавов зачищают шкуркой из белого электрокорунда марки 24А зернистостью 40-Н по ГОСТ 5009, затем протирают марлевым тампоном, смоченным этиловым спиртом марки А по ГОСТ 17299 и, при необходимости, взвешивают на аналитических весах по ГОСТ 24104*.
________________
* С 1 июля 2002 г. введен в действие ГОСТ 24104-2001 (здесь и далее).
4.4. Для удаления плен, налетов, включений допускается травление образцов из деформируемых магниевых сплавов в 5-7%-ном растворе азотной кислоты по ГОСТ 4461 при температуре 18-25 °С в течение 1-2 мин с последующей обработкой в растворе, состав которого приведен в табл.2.
Таблица 2
|
Состав раствора |
Температура, °С |
Продолжительность обработки, мин | |
|
Компонент |
Концентрация, г/дм |
||
|
Хромовый ангидрид по ГОСТ 2548 |
80-100 |
18-25 |
0,5-1,0 |
|
Азотно-кислый натрий по ГОСТ 828 |
5-8 |
|
|
После этого образцы промывают в проточной, а затем дистиллированной воде и высушивают в сушильном шкафу при температуре 70 °С в течение 10 мин, при температуре 100 °С - 5 мин. Далее проводят операции по п.4.3.
4.5. Образцы размещают в аппаратуре в соответствии с требованиями ГОСТ 9.905.
5. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
5.1. Метод испытания алюминия и его сплавов при полном погружении в электролит с добавлением перекиси водорода
5.1.1. Сущность метода заключается в ускорении коррозионного процесса при полном погружении образцов при температуре 18-25 °С в 3%-ный раствор хлористого натрия по ГОСТ 4233 с добавлением перекиси водорода по ГОСТ 10929.
5.1.2. Испытания проводят в емкостях вместимостью от 3000 до 10000 дм по ГОСТ 25336.
по ГОСТ 25336.
5.1.3. Объем испытательного раствора должен составлять 10 см на 1 см поверхности образца.
поверхности образца.
Не допускается испытывать в одной емкости образцы из разных марок алюминиевых сплавов.
5.1.4. Продолжительность испытаний - 90 сут.
Допускается для сплавов, стойких к воздействию коррозионной среды, увеличивать продолжительность испытаний до 180 сут, для сплавов менее стойких - уменьшать до 15-30 сут.
5.1.5. В испытательный раствор один раз в пять дней добавляют 0,1%-ный раствор перекиси водорода по ГОСТ 10929.
5.1.6. Раствор заменяют по мере его загрязнения продуктами коррозии (помутнение, выпадение осадка), но не реже чем через 15 сут.
5.2. Метод испытания магния и его сплавов при полном погружении в электролит
5.2.1. Сущность метода заключается в ускорении коррозионного процесса при полном погружении образцов при температуре 18-25 °С в 3%-ный раствор хлористого натрия по ГОСТ 4233.
5.2.2. Испытания проводят в емкостях по п.5.1.2.
5.2.3. Объем раствора должен составлять 50 см на 1 см поверхности образца.
Не допускается испытывать в одной емкости образцы из разных марок магниевых сплавов.
5.2.4. Продолжительность испытаний - 1-2 сут.
5.2.5. В процессе испытаний раствор не меняют.
5.2.6. Сплавы марки МЛ5пч по ГОСТ 2856 допускается испытывать по ускоренной методике, приведенной в приложении 1.
5.3. Метод испытаний алюминия, магния и их сплавов при воздействии нейтрального соляного тумана
5.3.1. Сущность метода заключается в ускорении коррозионного процесса повышением температуры, относительной влажности и введением в атмосферу раствора хлористого натрия.
5.3.2. Испытания проводят распылением 5%-ного раствора хлористого натрия по ГОСТ 4233 при температуре (35±2) °С и относительной влажности 95-98% в течение 3 мин через каждые 20 мин испытания.
5.3.3. Для проведения испытаний применяют аппаратуру по ГОСТ 9.308.
5.3.4. При осмотре образцов фиксируют начало появления коррозионных очагов.
5.3.5. Продолжительность испытаний для алюминия и его сплавов - 90-360 сут. Периодичность осмотров и съемов образцов с испытаний 1, 2, 4, 8 сут и т.д., 3, 6, 12 мес и т.д.
5.3.6. Продолжительность испытаний для магния и его сплавов - 60-90 сут. Периодичность осмотров и съемов образцов с испытаний 1, 3, 5, 15, 30, 45, 60, 90 сут.
5.4. Метод испытаний алюминия и его сплавов при переменном погружении в электролит
5.4.1. Сущность метода заключается в ускорении коррозионного процесса чередованием погружения образцов при температуре 18-25 °С в 3%-ный раствор хлористого натрия по ГОСТ 4233 и высушивании их на воздухе.
5.4.2. Продолжительность пребывания образцов в растворе 10 мин, на воздухе - 50 мин. Во время вынужденных перерывов (до 8 ч в течение суток) в испытаниях образцы должны находиться на воздухе.
5.4.3. Для проведения испытаний применяют аппаратуру по ГОСТ 9.308.
5.4.4. Осмотр образцов проводят ежедневно и фиксируют время появления коррозионных очагов.
5.4.5. Продолжительность испытаний - 90 сут. Допускается увеличивать продолжительность испытаний до 180, 270 и 360 сут.
5.4.6. Замена раствора - по п.5.1.6.
5.5. Метод испытаний магния и его сплавов при полном погружении в электролит
5.5.1. Сущность метода заключается в ускорении коррозионного процесса чередованием погружения образцов при температуре 18-25 °С в 0,001%-ный раствор хлористого натрия по ГОСТ 4233 и высушивании их на воздухе.
5.5.2. Продолжительность пребывания образцов в растворе и на воздухе - по п.5.4.2.
5.5.3. Аппаратура, применяемая для испытания, - по п.5.4.3.
5.5.4. Осмотр образцов проводят через 5, 15, 30, 60, 90, 120 и 180 сут. Допускается увеличивать продолжительность испытания до 360 сут.
5.5.5. Замена раствора - по п.5.1.5.
5.5.6. Уровень раствора поддерживают постоянным, добавляя дистиллированную воду.
5.6. Метод испытаний алюминия, магния и их сплавов при повышенных значениях относительной влажности воздуха и температуры с периодической конденсацией влаги
5.6.1. Сущность метода заключается в ускорении коррозионного процесса повышением относительной влажности воздуха и температуры с периодической конденсацией влаги.
5.6.2. Аппаратура, применяемая для испытаний, - по ГОСТ 9.308.
5.6.3. Испытания являются циклическими с непрерывным следованием циклов продолжительностью 24 ч каждый. Число циклов устанавливают в программе испытаний.
5.6.4. Цикл состоит из двух этапов:
1 этап - испытания при температуре (55±2) °С и относительной влажности воздуха 95-98% в течение 8 ч.
2 этап - испытания при температуре 18-25 °С и относительной влажности воздуха 95-98% в течение 16 ч, включая период охлаждения.
5.6.5. При осмотре образцов фиксируют начало появления коррозионных очагов.
5.6.6. Продолжительность испытаний - 180 сут. Периодичность осмотров и съемов образцов с испытаний устанавливают в программе испытаний.
6. УДАЛЕНИЕ ПРОДУКТОВ КОРРОЗИИ
6.1. Перед проведением оценки коррозионных испытаний с поверхности образцов удаляют продукты коррозии химическим методом по ГОСТ 9.907.
Растворы для удаления продуктов коррозии приведены в табл.3.
Таблица 3
|
|
Состав раствора |
Режим травления | |||
|
Назначение раствора |
Компоненты |
Концентрация |
Темпера- |
Продолжи- тельность, мин | |
|
г/дм |
см |
||||
|
Для алюминия и его сплавов |
Кислота ортофосфорная |
- |
50 |
|
|
|
|
Ангидрид хромовый по ГОСТ 2548 |
200 |
- |
80-85 |
5-10 |
|
Кислота азотная |
- |
300 |
18-25 |
10-20 | |
|
Для магния и его сплавов |
Ангидрид хромовый по ГОСТ 2548 |
200 |
- |
18-25 |
1-5 |
6.2. Перед удалением с поверхности образцов продуктов коррозии проверяют влияние свежеприготовленного раствора на растворение металла. Контрольный образец взвешивают и погружают на 1-5 мин в раствор. Образец массой менее 200 г взвешивают с погрешностью ±0,0001 г, более 200 г - ±0,01 г. Если масса образца изменяется, проверяют реактивы на соответствие требованиям стандартов и при необходимости меняют.
6.3. После удаления продуктов коррозии образцы промывают в проточной, а затем дистиллированной воде, высушивают в сушильном шкафу при температуре (100±2) °С в течение 3-5 мин, выдерживают в эксикаторе над осушителем в течение 24 ч и взвешивают.
6.4. Результаты взвешивания заносят в сводную таблицу результатов испытаний, приведенную в приложении 2.
7. ОЦЕНКА РЕЗУЛЬТАТОВ ИСПЫТАНИЙ
7.1. Оценку результатов испытаний проводят в соответствии с видом коррозии и выбранным критерием:
изменение внешнего вида поверхности образцов;
изменение по глубине и количеству коррозионных поражений;
изменение механических свойств;
изменение массы;
количество выделившегося водорода;
изменение глубины и характера коррозионных поражений (металлографический метод).
7.2. Способ оценки результатов испытаний выбирают в зависимости от требований, предъявляемых к материалу, метода испытаний и устанавливают в программе испытаний.
7.3. Результаты испытаний заносят в сводную таблицу, приведенную в приложении 2.
7.4. Оценка по изменению внешнего вида (визуальный контроль)
7.4.1. Визуальный контроль проводят при естественном или искусственном освещении. Освещенность должна быть не менее 300 лк при применении ламп накаливания и не менее 500 лк при применении люминесцентных ламп. Допускается использовать лупы с увеличением до 5 по ГОСТ 25706.
по ГОСТ 25706.
7.4.2. После удаления продуктов коррозии определяют количество очагов коррозии на единицу площади и размер коррозионных очагов.
7.5. Оценка по глубине и количеству коррозионных поражений - по ГОСТ 9.908.
7.6. Оценка по изменению механических свойств
7.6.1. Изменение механических свойств металлов (предел прочности  и относительное удлинение
и относительное удлинение  ) определяют сравнением указанных свойств до и после испытаний.
) определяют сравнением указанных свойств до и после испытаний.
7.7. Оценка по изменению массы
7.7.1. Результаты испытаний оценивают взвешиванием образцов на аналитических весах по ГОСТ 24104 с погрешностью не более ±0,002 г до и после испытаний, предварительно удалив с поверхности образца продукты коррозии и выдержав их в эксикаторе с осушителем в течение 24 ч.
7.7.2. Потерю массы ( ), г/м, вычисляют по формуле
), г/м, вычисляют по формуле
 , (1)
, (1)
где  - масса образца до испытания, г;
- масса образца до испытания, г;
 - масса образца после испытания и удаления продуктов коррозии, г;
- масса образца после испытания и удаления продуктов коррозии, г;
 - площадь поверхности образца, м.
- площадь поверхности образца, м.
7.7.3. Скорость коррозии ( ), г/м·сут, вычисляют по формуле
), г/м·сут, вычисляют по формуле
 , (2)
, (2)
где  - продолжительность испытаний, сут.
- продолжительность испытаний, сут.
7.8. Оценка по количеству выделившегося водорода (объемный метод)
7.8.1. Результаты испытаний оценивают по водородному показателю коррозии, отнесенному к единице первоначальной поверхности образца, и выражают в см/см·сут.
7.8.2. Оценку коррозионной стойкости сплава марки МЛ5пч по ГОСТ 2856 по количеству выделившегося водорода проводят экспресс-методом по приложению 1.
7.9. Оценка по изменению глубины и характера коррозионных поражений (металлографический метод)
7.9.1. Оценку проводят по ГОСТ 9.908.
7.9.2. Для оценки распространения коррозии по зерну алюминия и его сплавов шлифы травят в растворе состава:
кислота азотная ( 1·41 г/см) по ГОСТ 4461, 70%-ный раствор - 2,5 см;
1·41 г/см) по ГОСТ 4461, 70%-ный раствор - 2,5 см;
кислота соляная ( 1,19 г/см) по ГОСТ 857 - 1,5 см;
кислота фтористоводородная ( 1,14 г/см) по ГОСТ 2567, 40%-ный раствор - 1,0 см;
вода дистиллированная - 95,0 см.
7.9.3. Для выявления микроструктуры магния и его сплавов применяют растворы по нормативно-технической документации.
8. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
8.1. Организация рабочих мест должна соответствовать Межотраслевым требованиям по научной организации труда, которые должны учитываться при проектировании новых и реконструкции действующих предприятий, при разработке технологических процессов и оборудования, утвержденным Госстроем СССР, Минздравом СССР и ВЦСПС.
Расстановка оборудования для проведения испытаний должна соответствовать Общесоюзным нормам технологического проектирования, ОНТП 05.
8.2. Классификация категории производства по степени пожарной опасности и класс помещения по исполнению электроустановок должны соответствовать требованиям СНиП 2.09.02*, ПУЭ и ОНТП 24**.
_______________
* Действует СНиП 31-03-01;
** Действует НПБ 105-03. - Примечание .
8.3. Метрологические условия и содержание вредных веществ в рабочей зоне помещений не должны превышать норм, установленных в ГОСТ 12.1.005.
8.4. Содержание вредных веществ в воздухе рабочей зоны помещений контролируют по методикам, соответствующим требованиям ГОСТ 12.1.016 и утвержденным Минздравом СССР в качестве методических указаний.
8.5. Уровни освещенности производственных помещений и рабочих мест должны соответствовать нормированным значениям, установленным СНиП II-4*, или отраслевым нормам, согласованным с Минздравом СССР.
______________
* Действуют СНиП 23-05-95. - Примечание .
8.6. Оборудование должно соответствовать требованиям ГОСТ 12.2.003.
8.7. Для предупреждения поражения электрическим током при эксплуатации контрольно-измерительной аппаратуры необходимо выполнять Правила технической эксплуатации электроустановок потребителей и правила техники безопасности при эксплуатации электроустановок потребителей*, утвержденных Главгосэнергонадзором, а также требований ГОСТ 12.1.019, ГОСТ 12.1.030 и ГОСТ 12.3.019.
_______________
* Действуют Межотраслевые Правила по охране труда (правила безопасности) при эксплуатации электроустановок" (ПОТ Р М-016-2001, РД 153-34.0-03.150-00). - Примечание .
8.8. Для предупреждения пожара и взрыва необходимо предусмотреть:
сборники с плотно закрывающимися крышками для обтирочных материалов, загрязненных ЛВЖ, с надписью "Огнеопасно";
выполнение Типовых правил пожарной безопасности для промышленных предприятий, утвержденных Главным управлением пожарной охраны МВД СССР, а также ГОСТ 12.1.004, ГОСТ 12.1.010 и ГОСТ 12.4.009.
8.9. Для предупреждения воздействия общетоксичных и раздражающих веществ необходимо предусмотреть:
общеобменную вентиляцию на рабочих местах в соответствии с требованиями СНиП II-33;
сборники с плотно закрывающимися крышками для обтирочных материалов, загрязненных растворами кислот, щелочей и другими общетоксичными материалами;
средства индивидуальной защиты в соответствии с нормами, утвержденными в установленном порядке (кислотощелочестойкие перчатки по ГОСТ 20010, халаты по ГОСТ 12.4.131 и ГОСТ 12.4.132, очки защитные по ГОСТ 12.4.013**, респираторы фильтрующие универсальные РУ-60М по ГОСТ 17269).
________________
** На территории Российской Федерации действует ГОСТ Р 12.4.013-97. - Примечание .
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ЭКСПРЕСС-МЕТОД ОЦЕНКИ КОРРОЗИОННОЙ СТОЙКОСТИ СПЛАВА
МАРКИ МЛ5пч ПО КОЛИЧЕСТВУ ВЫДЕЛИВШЕГОСЯ ВОДОРОДА
1. Ускоренную оценку коррозионной стойкости сплава марки МЛ5пч по ГОСТ 2856 проводят по количеству водорода, выделившегося при 6-часовых испытаниях при полном погружении образцов в 3%-ный раствор хлористого натрия.
Результаты испытаний, полученные по количеству водорода, выделившегося при 6-часовых испытаниях, приводят к результатам 2-суточных испытаний по формуле
 , (3)
, (3)
где  - объем водорода, выделившегося с единицы поверхности образца при 2-суточных испытаниях, вычисленный по результатам 6-часовых испытаний, см/см;
- объем водорода, выделившегося с единицы поверхности образца при 2-суточных испытаниях, вычисленный по результатам 6-часовых испытаний, см/см;
 - объем водорода, выделившегося при 6-часовых испытаниях, см;
- объем водорода, выделившегося при 6-часовых испытаниях, см;
- коэффициент перевода результатов 6-часовых испытаний к результатам 2-суточных испытаний, равный 7;
- площадь поверхности образца, см.
2. Коэффициент перевода () вычисляют на основе экспериментальных данных различных плавок и представляет тангенс угла наклона прямой, определяющей зависимость роста относительного объема, выделившегося водорода ( ), см, от времени испытаний (=6, 24, 48 ч) (черт.1).
), см, от времени испытаний (=6, 24, 48 ч) (черт.1).
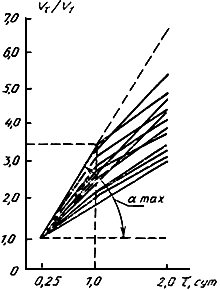
Черт.1
 . (4)
. (4)
За коэффициент перевода принимают максимальный из вычисленных коэффициентов
 3,3 сут
3,3 сут ; (5)
; (5)
 , (6)
, (6)
где 2 - количество суток испытаний.
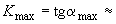
3. Скорость коррозии магниевых сплавов в 3%-ном растворе хлористого натрия снижается.
При вычислении коэффициента перевода предполагается линейный рост объема выделившегося водорода с течением времени, т.е. после 6-часовых испытаний скорость коррозии остается постоянной.
Количество водорода, выделившегося с единицы поверхности образца за 2 сут, вычисленное по ускоренной методике при 6-часовых испытаниях, всегда больше количества водорода, выделившегося с единицы поверхности образца при 2-суточных испытаниях. Полученная разность составляет запас надежности испытаний по ускоренной методике (черт.2).
1, 2, 3 - кривые зависимости  при 48-часовых испытаниях;
при 48-часовых испытаниях;
1', 2', 3' - кривые зависимости при 6-часовых испытаниях
Черт.2
Партию сплавов считают годной, если при испытании образцов в 3%-ном растворе хлористого натрия по ГОСТ 4233 количество выделившегося водорода, вычисленное по формуле (3), не превышает 8 см/см для образцов, термически обработанных по режиму Т4, и не превышает 4 см/см для термически необработанных образцов по ГОСТ 2856.
Если после 6-часовых испытаний вычисленное количество водорода превышает допускаемое значение, испытания необходимо продолжить до 2 сут.
При неудовлетворительных результатах оценки при 2-суточных испытаниях допускается повторное испытание на образцах, вырезанных из выпоров и отливок, по усмотрению завода-поставщика.
При неудовлетворительных результатах повторной оценки всю партию сплавов данного тигля бракуют.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
СВОДНАЯ ТАБЛИЦА РЕЗУЛЬТАТОВ ИСПЫТАНИЙ
|
Марки- ровка образ- |
Полу- |
Режим терми- ческой обра- |
Продол- житель- |
Раз- |
Пло- |
Коли- чество очагов корро- |
Раз- |
Предел прочности образца, МПа |
Относи- |
Потери, |
Масса образца, |
Потеря массы образ- |
Ско- рость корро- зии, г/м |
Металло- |
Нераз- рушаю- щий метод |
Коли- чество выделив- шегося водорода, с | |||||
|
до испы- тания |
после испы- тания |
до испы- тания |
после испы- тания |
пре- |
удли- нения |
до испы- тания |
после испы- тания |
харак- |
глу- |
||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
|
|
|||||||||||||||||||||

________________
* Размерность в графе 22 соответствует оригиналу. - Примечание .
Текст документа сверен по:
официальное издание
Магний и сплавы магниевые.
Методы анализа: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2004