
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
12
:
17
апреля
18
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ИНСТРУКЦИЯ
ПО УСТРОЙСТВУ ГИДРОИЗОЛЯЦИИ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ
И ЧУГУННЫХ ОБДЕЛОК ТОННЕЛЕЙ МЕТРОПОЛИТЕНОВ
ЗАКРЫТОГО СПОСОБА РАБОТ
СОГЛАСОВАНА Главтранспроектом Минтрансстроя и Главметрополитеном МПС
УТВЕРЖДЕНА Главным инженером Главтоннельметростроя С.Н.Власовым 25 декабря 1984 г.
ПРЕДИСЛОВИЕ
Водонепроницаемость тоннелей глубокого заложения и нормальные условия эксплуатации в них обустройств, бесперебойность и безопасность движения обеспечиваются устройством в них гидроизоляции, выполняемой различными способами и материалами, с учетом специфики и назначения конструкции и гидрогеологических условий их заложения.
В настоящее время гидроизоляция в указанных обделках проектируется и устраивается в соответствии с рядом действующих, но разрозненных нормативных документов, распространяемых отдельно на конструкции с чугунной и железобетонной обделкой.
Эффективность большинства решений, используемых в практике гидроизоляции этих обделок, подтверждена опытом эксплуатации их в подземных сооружениях метрополитена.
В Инструкции объединены используемые в метростроении способы гидроизоляции тоннелей метрополитенов закрытого способа работ.
В Инструкции приведены:
требования к материалам, применяемым для гидроизоляции болтовых отверстий, отверстий для нагнетания, стыков между элементами и устройства металлических диафрагм;
конструкция гидроизоляции по видам обделок и источникам водопритока;
прогрессивная технология производства работ применительно к виду обделки, источнику поступления грунтовой воды и используемому материалу;
правила техники безопасности, охраны труда при производстве гидроизоляционных работ;
методы контроля качества;
справочные материалы, относящиеся к расходу материалов и трудовым затратам.
Инструкция разработана Всесоюзным научно-исследовательским институтом транспортного строительства (ЦНИИС), Метрогипротрансом, Мосметростроем и СКТБ Главтоннельметростроя.
Инструкцию составили: инженеры Я.Н.Новиков, В.Д.Могилевский, Ю.Н.Петров, кандидаты техн. наук Э.А.Малоян, Г.А.Скормин, А.Г.Лапшин (ЦНИИС), инж. А.И.Семенов, канд. техн. наук И.В.Маковский (Метрогипротранс), канд. техн. наук В.Г.Голубов, инженеры И.Г.Катагаров, А.М.Поляк (СКТБ Главтоннельметростроя), инженеры П.С.Исаев, С.М.Еремеев, кандидаты техн. наук И.М.Якобсон, Д.И.Беккер (Мосметрострой), инженеры В.Е.Стрельцов, П.А.Лисицкий (Дирекция строящегося Московского метрополитена).
В составлении Инструкции принимали участие: инженер Ю.Н.Абрамов, канд. техн. наук В.В.Чеботаев (Главтоннельметрострой), инженеры Г.Л.Коледа, А.М.Гюльазизов (ГТУ), инженеры Ю.Г.Горин, А.В.Балашов (Главметрополитен), инженеры В.А.Алихашкин, И.Л.Жуков, Ю.З.Муромцев (Метрогипротранс), В.В.Губанов (Мосметрострой), В.Б.Пивина, Ю.Н.Петрухина (ЦНИИС). В оформлении Инструкции принимали участие инженер Н.Н.Мамонтова и техник М.В.Кунаева (ЦНИИС).
Инструкция согласована Главтранспроектом и Главметрополитеном МПС.
Зам. директора института Г.Д.Хасхачих
Заведующий отделением тоннелей и метрополитенов Л.С.Афендиков
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция распространяется на проектирование и устройство гидроизоляции сборных железобетонных и чугунных обделок тоннелей метрополитена закрытого способа работ.
1.2. Гидроизоляцию тоннельных конструкций согласно настоящей Инструкции можно выполнять:
при чугунной обделке - в гидрогеологических условиях с ожидаемым гидростатическим напором до 0,5 МПа;
при железобетонной обделке - в гидрогеологических условиях с ожидаемым гидростатическим напором до 0,1 МПа.
1.3. Конструкции подземных сооружений метрополитена в гидрогеологических условиях с гидростатическим давлением более 0,5 МПа гидроизолируют по специальному нормативному документу.
1.4. Гидроизоляция конструкций тоннелей метрополитенов в условиях, требующих коррозионной стойкости конструкций, должна быть выполнена в соответствии с требованием главы СНиП по проектированию защиты строительных конструкций от коррозии.
1.5. Настоящая Инструкция базируется на основных положениях главы СНиП III-20-74 "Кровли, гидроизоляция, пароизоляция и теплоизоляция. Правила производства и приемки работ" и дополняет их в части гидроизоляции подземных сооружений закрытого способа работ.
1.6. Гидроизоляция должна быть выполнена согласно проекту, учитывающему указания настоящей Инструкции, а первичное и контрольное нагнетания должны быть тщательно выполнены в соответствии с "Инструкцией по производству работ по нагнетанию за тоннельную обделку" (ВСН 132-81).
1.7. Гидроизоляция, выполняемая по настоящей Инструкции, представляет в каждом отдельном случае конструктивный элемент обделки тоннелей, выполняемый с применением различных материалов и способов производства работ с целью исключения проникания в них воды и обеспечения нормальных условий их эксплуатации, гарантирующих бесперебойное движение поездов. Выполненная гидроизоляция должна предотвратить возможность поступления подземных вод внутрь тоннеля независимо от типа и материала конструкции обделки.
1.8. Гидроизоляция должна быть:
выполнимой в условиях возможного сдренированного водопритока;
совместимой с поверхностью гидроизолируемой обделки;
стыкуемой в непрерывные водонепроницаемые уплотнения сопрягаемых конструкций;
безусадочной, гарантирующей водонепроницаемость в контактных зонах;
водостойкой;
водонепроницаемой и воспринимающей расчетный гидростатический напор;
коррозионностойкой;
долговечной и соответствовать сроку службы конструкции, которую она защищает.
1.9. Гидроизоляцию в контактных зонах, местах примыканий и сопряжений необходимо выполнять по чистой поверхности, с которой удалена механической или пескоструйной очисткой грязь, ржавчина, окалина, жировые налеты и наслоения цемента. Очисткой поверхность должна быть доведена до металлического блеска.
1.10. Гидроизоляционные работы должны выполняться персоналом, обученным и сдавшим технический минимум по правилам устройства соответствующего вида гидроизоляции.
1.11. Гидроизоляцию выполняют с соблюдением правил безопасности для отдельных видов работ, предусмотренных требованиями гл.6 настоящей Инструкции.
2. МАТЕРИАЛЫ ДЛЯ ГИДРОИЗОЛЯЦИИ
2.1. Материалы, применяемые для гидроизоляции сборных железобетонных и чугунных обделок тоннелей метрополитена глубокого заложения, должны отвечать требованиям Государственных стандартов и Технических условий, приведенных в приложении 1.
2.2. Каждый из применяемых материалов должен удовлетворять назначению и соответствовать условиям работы гидроизоляции в конструкции.
2.3. Выбор материала с учетом указаний настоящей Инструкции предусматривается проектом применительно к назначению конструкции и условиям эксплуатации ее в подземном сооружении в реальных гидрогеологических условиях.
2.4. Применяемые для гидроизоляции болтовых отверстий асбобитумные шайбы должны соответствовать требованиям ТУ 35-1402-81, изготавливаться из материалов, предусмотренных в приложении 1, и формоваться из асбобитумной мастики заданного состава, соответствующего типу шайб, принимаемого по табл.1.
Таблица 1
|
N пп |
Исходные материалы |
Нормативы на исходные материалы |
Состав мастики по массе, в частях для шайб типа П, Э, С | |
|
|
(2+4) |
(1+3+4) | ||
|
1 |
Битум нефтяной строительный марки БН 70/30 |
- |
60 | |
|
2 |
Битум нефтяной - пластбит |
ТУ 38.101580-75 |
70 |
- |
|
3 |
Масло индустриальное марки И-40А или И-50А |
ГОСТ 20799-75* |
- |
5 |
|
4 |
Асбест хризотиловый 7-го сорта |
ГОСТ 12871-67 |
30 |
35 |
________________
* Действует ГОСТ 20799-75. Здесь и далее по тексту. - Примечание изготовителя базы данных.
2.5. Физико-механические показатели асбобитумной мастики должны отвечать требованиям, приведенным в табл.2.
Таблица 2
|
Показатели |
Единица измерения |
Нормы на мастики | |
|
Э |
П и С | ||
|
Объемная масса, не менее |
кг/м |
1250 |
1200 |
|
Температура размягчения по КиШ, не ниже |
°С |
90 |
90 |
|
Глубина проникания иглы под нагрузкой 100 г в течение 60 с; 0,1: |
мм |
|
|
|
при 25 °С, не менее |
|
60 |
- |
|
при 0 °С, не менее |
|
10 |
- |
|
Предел прочности при растяжении восьмерки с площадью шейки 5 см |
МПа |
|
|
|
при 0 °С, не менее |
|
0,8 |
- |
|
при 10 °С, не менее |
|
0,5 |
0,8 |
|
Удлинение той же растягиваемой восьмерки: |
мм |
|
|
|
при 0 °С, не менее |
|
30 |
15 |
|
при 10 °С, не менее |
|
40 |
30 |
|
Теплостойкость - отформованные из мастики шайбы, помещенные в воду с температурой 40 °С, должны сохранять свою форму, не менее |
мин |
30 |
60 |
2.6. При формовании асбобитумных шайб их следует совмещать с металлической сферической оболочкой заданной проектом толщины, изготовленной из листовой горячекатаной стали марки Ст3 ГОСТ 19903-74.
2.7. Гидроизоляционные полиэтиленовые шайбы должны соответствовать требованиям ТУ 36-2453-82 или ВТУ Мосметростроя и изготавливаться из полиэтилена гранулированного по ГОСТ 16337-77 марок 10204-003; 10404-003; 15003-002; 15303-003; 15404-003; 15705-003, стойких к фотоокислительному старению и растрескиванию композиций, содержащих добавку 2% технического углерода марки ДГ-100 по ГОСТ 7885-77*.
________________
* Действует ГОСТ 7885-86. Здесь и далее по тексту. - Примечание изготовителя базы данных.
2.8. Физико-механические показатели применяемых для изготовления шайб марок полиэтилена должны отвечать требованиям, приведенным в табл.3.
Таблица 3
|
Показатели |
Единица измерения |
Нормы |
|
Плотность |
кг/м |
921 |
|
Показатель текучести |
г/10 мин |
0,3 |
|
Количество включений |
% |
8-10 |
|
Предел текучести при растяжении, не менее |
МПа |
10 |
|
Разрушающее напряжение при растяжении, не менее |
МПа |
14 |
|
Температура хрупкости, не выше |
°С |
минус 70 |
|
Относительное удлинение при разрыве, не менее |
% |
600 |
|
Стойкость к растрескиванию, не менее |
ч |
500 |
2.9. Асбобитумные прокладки, предназначаемые для гидроизоляции отверстий для нагнетания в тоннельной обделке из чугунных тюбингов, следует формовать из асбобитумной мастики предусмотренного в табл.1 состава, с физико-механическими показателями, отвечающими требованиям, приведенным в табл.2.
2.10. Полиэтиленовые прокладки, предназначенные для гидроизоляции отверстий для нагнетания по п.2.9, необходимо изготавливать из гранулированного полиэтилена соответствующих композиций, предусмотренных в п.2.7, физико-механические показатели которых должны отвечать требованиям табл.3.
2.11. Быстросхватывающиеся расширяющиеся алюминатные вяжущие, используемые для гидроизоляции стыков в сборной тоннельной обделке из чугунных тюбингов и железобетонных блоков, а также отверстий для нагнетания и монтажных отверстий со шпильками в них, должны отвечать требованиям:
быстросхватывающаяся уплотняющая смесь БУС - ТУ 38-869-82 (изготовитель - Очаковский завод ЖБК Мосметростроя);
быстросхватывающийся расширяющийся цемент БРЦ - ТУ 21-20-37-79 (изготовитель - Опытный завод института "Южгипроцемент");
гипсоглиноземистый расширяющийся цемент ГГРЦ - ГОСТ 11052-74 (изготовитель - Пашийский металлургическо-цементный завод).
2.12. Состав вяжущих, указанных в п.2.11, должен соответствовать требованиям табл.4.
Таблица 4
|
Составляющие компоненты |
Соотношение между компонентами, % | |||
|
БУС |
ГГРЦ |
БРЦ | ||
|
Глиноземистый цемент |
30-35 |
- |
- | |
|
Гипсоглиноземистый расширяющийся цемент |
20-30 |
- |
- | |
|
Портландцемент |
40-25 |
- |
- | |
|
Асбест хризотиловый |
10 |
- |
- | |
|
Портландцементный клинкер с содержанием: |
|
|
| |
|
3CaO·SiО |
|
- |
- |
69-75 |
|
Сульфоалюминатный продукт по ТУ 6-08-337-76 |
- |
- |
16-20 | |
|
Гипсовый камень |
- |
- |
9-11 | |
|
Глиноземистый шлак |
- |
70 |
- | |
|
Гипсовый камень |
- |
30 |
- | |
 - до 8%
- до 8%
2.13. Физико-механические показатели вяжущих, предусмотренных п.2.11, должны отвечать требованиям, приведенным в табл.5.
Таблица 5
|
Физико-механические показатели |
Единица измерения |
Вяжущие | ||
|
БУС |
ГГРЦ |
БРЦ | ||
|
Сроки схватывания от начала затворения: |
мин |
|
|
|
|
начало не ранее |
|
5 |
10 |
- |
|
не позднее |
|
10 |
- |
8 |
|
конец не ранее |
|
15 |
- |
- |
|
не позднее |
|
20 |
40 |
15 |
|
Предел прочности при сжатии кубиков 20х20х20 мм из теста нормальной густоты, помещенных в воду через 60 мин от начала затворения: |
МПа |
|
|
|
|
через 6 ч, не ниже |
|
5 |
- |
3 |
|
то же 3 суток не ниже |
|
25 |
28 |
22,5 |
|
" 28 суток не ниже |
|
40 |
- |
50 |
|
Линейные изменения призм размером 31,5х31,5х100 мм из теста нормальной густоты: |
% |
|
|
|
|
усадка образцов, хранившихся на воздухе |
|
0,01 |
- |
- |
|
усадка образцов, хранившихся на воздухе |
|
0,06 |
- |
- |
|
расширение образцов, помещенных в воду через |
|
|
|
|
|
не менее |
|
|
0,1 |
0,2 |
|
не более |
|
1,5 |
0,7 |
0,7 |
|
расширение образцов, помещенных в воду через 60 мин от начала затворения в возрасте 1 суток, не менее |
|
0,2 |
- |
- |
|
Прирост линейного расширения призм, хранившихся в воде, по отношению к величине их линейного расширения за 1 сутки при тех же условиях хранения: |
% |
|
|
|
|
через 3 суток, не более |
|
10 |
- |
- |
|
через 28 суток, не более |
|
15 |
- |
- |
|
Неразмокаемость кубиков размером 20х20х20 мм, изготовленных из цементного теста и помещенных в воду через 30 мин от начала затворения (проверяется факультативно) |
|
Должны сохранять свою форму в воде, не размокая и не растрескиваясь |
|
|
|
Размываемость БУС, увлажненной 20% воды, в зачеканенном состоянии при испытании образца под гидростатическим давлением в 0,1 МПа через 60 мин от начала его изготовления |
|
Образцы в прорезях диска не должны размываться водой и окрашивать ее продуктами выщелачивания |
|
|
|
Период фильтрации через образец, считая время от начала его изготовления, не более |
ч |
7 |
|
|
|
Водонепроницаемость: |
|
|
|
|
|
цементный камень образцов, испытанных на неразмываемость, через 1 сутки под давлением должен быть |
|
Водонепроницаемым и иметь водонепроницаемый контакт со стенками канавок при 0,5 МПа |
Водонепроницаемым и иметь водонепроницаемый контакт со стенками канавок при 1 МПа |
Водонепроницаем при испытании по ГОСТ 11052-74 |
|
аналогичных образцов, хранившихся на воздухе в течение 1 суток от начала их изготовления при испытании под гидростатическим давлением 0,5 МПа |
|
Норма должна быть такой же |
- |
- |
2.14. Зачеканиваемые в канавки свинцовая проволока по ЦМ.ТУ-02-43-69 или освинцованный шнур должны изготавливаться из свинца марки С-2 по ГОСТ 3778-77Е* и соответствовать требованиям, приведенным в табл.6.
________________
* На территории Российской Федерации действует ГОСТ 3778-98. Здесь и далее по тексту. - Примечание изготовителя базы данных.
Таблица 6
|
Показатели |
Единица измерения |
Нормы | |
|
свинцовая проволока |
освинцованный шнур | ||
|
Внешний вид: |
|
|
|
|
состояние поверхности |
|
Чистая, гладкая без посторонних включений |
|
|
цвет |
|
Синевато-серый |
|
|
сечение |
|
Овальное |
Круглое |
|
Диаметр |
мм |
- |
11-13 |
|
Ширина |
" |
12 |
- |
|
Высота |
" |
9 |
- |
|
Масса 1 м |
г |
700-900 |
675-700 |
|
Масса свинцовой оболочки |
" |
- |
650-675 |
|
Толщина свинцовой оболочки |
мм |
- |
2,5 |
|
Сопротивление выдергиванию битуминированного асбестового сердечника из оболочки при испытании образца длиной 200 мм, не менее |
кг |
- |
20 |
|
Предел прочности при разрыве, не менее |
кПа |
1,2 |
1,2 |
|
Относительное удлинение при растяжении, не менее |
% |
25 |
25 |
|
Гибкость при изгибе на 180° |
|
Отсутствие поверхностных трещин | |
|
Трещиностойкость при сплющивании до толщины 3 мм |
|
То же | |
2.15. Сердечник освинцованного шнура должен быть изготовлен из асбестового шнура по ГОСТ 1779-72*, предварительно пропитываемого в битумном расплаве с температурой 160-170 °С из нефтяного строительного битума марки БН 70/30 по ГОСТ 6617-76.
________________
* Действует ГОСТ 1779-83. Здесь и далее по тексту. - Примечание изготовителя базы данных.
2.16. Непропитанный асбестовый шнур и пропитанный битумом должны иметь физико-механические показатели, приведенные в табл.7.
Таблица 7
|
Показатели |
Единица измерения |
Нормы | |
|
Асбестовый шнур | |||
|
|
|
исходный |
битуминированный |
|
Внешний вид: |
|
||
|
поверхности |
|
Без узлов, выпучин и разлохмачивания |
Битуминированный калиброванный сердечник |
|
разреза |
|
Комплект стренг светлой окраски |
Волокнистый сердечник черно-коричневого цвета |
|
Масса 1 м |
г |
15±1,5 |
25±1,5 |
|
Диаметр |
мм |
5±0,5 |
5±2 |
|
Сопротивление разрыву не менее |
кг |
15 |
30 |
|
Удлинение, не менее |
% |
13 |
20 |
|
Гибкость - число перегибов образца под углом 180° при температуре 15-20 °С без признаков повреждения, не менее |
|
3 |
10 |
|
Потери при прокаливании, не более |
% |
16 |
17 |
|
Отношение привеса битумной массы к массе асбестового волокна |
|
- |
0,6 |
2.17. Используемая для заделки фильтрующих воду трещин в тюбингах спекающаяся металломасса "дрязга" должна изготавливаться в соответствии с приложением 2, а входящие в ее состав компоненты должны отвечать требованиям следующих государственных стандартов: сера - ГОСТ 127-76, хлористый аммоний - ГОСТ 2210-73.
2.18. Битумно-каолиновая мастика, применяемая в составе оклеечной гидроизоляции сопряжений сборных тюбинговых и бетонных обделок тоннелей, должна изготавливаться в соответствии с приложением 3. Входящие в ее состав компоненты должны соответствовать требованиям:
битум нефтяной марки БНД 40/60 - ГОСТ 22245-76*;
________________
* Действует ГОСТ 22245-90. Здесь и далее по тексту. - Примечание изготовителя базы данных.
битум нефтяной марки БН 70/30 - ГОСТ 6617-76;
петролатум марки ПС - ГОСТ 4096-62.
Стеклосетчатые армирующие тканые основы:
марки ЭЗ-200 - ГОСТ 19907-74*;
________________
* Действует ГОСТ 19907-83. Здесь и далее по тексту. - Примечание изготовителя базы данных.
или марки ЭТС-5 - ТУ 6-11-232-71;
или марки СС-1 - ТУ 6-11-99-75.
2.19. Гидроизоляционная мастика - гидроизомаст, используемая для уплотнения зазора между прижимной планкой и гидроизоляцией по п.2.18, должна изготавливаться в соответствии с приложением 4 и включать:
кислоты нефтяные типа асидолмылонафта 1-2-го сорта по ГОСТ 13302-77;
добавку быстросхватывающегося алюминатного вяжущего БУС по ТУ 35-869-82 или БРЦ по ТУ 21-20-37-79.
2.20. Применяемые для устройства металлоизоляции в местах сопряжений сборных тюбинговых обделок металлические листы должны отвечать требованиям, предъявляемым к стали листовой горячекатаной ГОСТ 19903-74 по сортаменту и к стали углеродистой обыкновенного качества марок ВСт3кп или ВСт3пс по ГОСТ 380-71.
2.21. Привариваемые к стальным листам по п.2.20 анкеры должны изготавливаться из стали горячекатаной периодического профиля по ГОСТ 5.1459-72.
2.22. При электросварке должны применяться электроды марки Э-42А, отвечающие требованиям ГОСТ 9467-75.
2.23. Применяемые в болтовых отверстиях тюбингов гидроизоляционные шайбы должны отвечать требованиям ТУ 35-1402-81, ТУ 36-2453-82 или ВТУ Мосметростроя, предъявляемым к марке П, Э, С, соответствующей типу тюбингов тоннельной обделки.
2.24. Применяемая при гидроизоляции поверхности железобетонных блоков грунтовка должна изготавливаться в соответствии с приложением 5 и включать битум нефтяной строительный, отвечающий требованиям, предъявляемым к марке БН 70/30 по ГОСТ 6617-76 и растворитель нефрас С 50/170 по ГОСТ 8505-80.
2.25. Применяемый при гидроизоляции поверхности железобетонных блоков тепломорозостойкий нефтяной битум пластбит должен отвечать требованиям ТУ 38-101580-75, а битум нефтяной строительный - требованиям ГОСТ 6617-76.
2.26. Гидростеклоизол, используемый для устройства на поверхности блоков рулонной наплавляемой гидроизоляции, должен отвечать требованиям ТУ 400-1-51-75.
2.27. При гидроизоляции поверхности железобетонных блоков полимерным безрулонным покрытием для его устройства следует применять предусмотренный приложением 6 состав, включающий:
эпоксидную смолу ЭД-10 или ЭД-16 по ГОСТ 10587-76;
________________
* Действует ГОСТ 10587-84. Здесь и далее по тексту. - Примечание изготовителя базы данных.
каменноугольный деготь по ГОСТ 4641-80;
полиэтиленполиамин по ВТУ МХП-10-57 или СТУ 4925-29-62;
толуол каменноугольный по ГОСТ 9880-76.
2.28. Замена гидроизоляционного материала, предусмотренного проектом в период строительства, допускается как исключение с обязательным согласованием с проектной организацией и дирекцией заказчика по каждому конкретному участку. Согласование в обязательном порядке отражается в журнале авторского надзора.
3. КОНСТРУКТИВНЫЕ РЕШЕНИЯ ГИДРОИЗОЛЯЦИИ
3.1. Конструктивные решения гидроизоляции, используемой при сооружении сборных обделок тоннелей метрополитена глубокого заложения, с учетом вида обделки, используемых материалов и технологии их применения, подразделяются на типы, приведенные в таблицах 8-11.
Таблица 8
|
Параметры |
Индекс гидроизоляции | |||||
|
ГБО-1 |
ГБО-2 |
ГБО-3 |
ГОН-1 |
ГОН-2 |
ГОН-3 | |
|
Вид обделки |
Чугунные тюбинги |
Чугунные и железо- |
Чугунные тюбинги |
Железобетонные тюбинги и | ||
|
Источник водопритока |
Болтовые отверстия |
Отверстия для нагнетания | ||||
|
Тип гидроизоляции: |
|
|
|
|
|
|
|
по виду применяемого материала |
Битумная |
Полимерная |
Вяжущее |
Битумная |
Полимерная |
Вяжущее |
|
по технологическим свойствам |
Уплотняющие прокладки |
Порошко- |
Уплотняющие прокладки |
Порошкообразная смесь | ||
|
Вид применяемого материала |
Асбобитумные сферические шайбы |
Полиэтиленовые шайбы |
БУС, ГГРЦ, |
Асбобитумные или полиэтиленовые прокладки |
БУС, ГГРЦ, БРЦ | |
|
Способ выполнения работ |
Вдавливание шайбы в процессе затяжки болтов |
Заделка монтажных отверстий |
Уплотнение зазора при завинчивании пробок |
Заделка тампонажного отверстия | ||
|
Характеристика гидроизоляции |
Пластичная |
Эластичная |
Жесткая |
Пластичная |
Эластичная |
Жесткая |




Примечание. ГБО - гидроизоляция болтовых отверстий;
- гидроизоляция болтовых отверстий;
ГОН - гидроизоляция отверстий для нагнетания.
- гидроизоляция отверстий для нагнетания.
Таблица 9
|
Параметры |
Индекс гидроизоляции | ||||
|
ГСт-1 |
ГСт-2 |
ГСт-3 |
ГСт-4 |
ГСт-5 | |
|
Вид обделки |
Чугунные тюбинги или железобетонные блоки |
Чугунные тюбинги | |||
|
Источник водопритока |
Стыки между элементами |
|
Стыки между элементами | ||
|
Интенсивность водопритока |
Водоприток дренируемый |
Капельная фильтрация |
Отпотевание |
Струйный водоприток | |
|
Тип гидроизоляции: |
|
|
|
| |
|
по виду применяемого материала |
Вяжущее |
|
Свинцовая проволока |
Освинцованный шнур | |
|
по технологическим свойствам |
Порошкообразная масса |
Тестовидная масса |
Стержневидный уплотнитель сплошного сечения |
Стержневидный уплотнитель с асбестовым сердечником | |
|
Вид применяемого материала |
БУС или БРЦ |
БРЦ |
ГГРЦ |
Свинец в сочетании с БУС или БРЦ |
Свинец в сочетании с БУС или БРЦ |
|
Способ выполнения работ |
Чеканка |
Штыкование |
Чеканка | ||
|
Характеристика гидроизоляции |
Цементный камень, самоуплотняющийся за счет расширения |
Комбинированная пластично-упругая с самоуплотняющимся цементным камнем | |||





Примечание. ГСт - гидроизоляция стыков.
- гидроизоляция стыков.
Таблица 10
|
Параметры |
Индекс гидроизоляции | |||
|
ЗТ |
ЗТ |
ГСТ и Б |
МИС | |
|
Вид обделки |
Чугунные тюбинги |
Железобетонные камеры в местах примыканий к тюбинговой обделке |
Чугунные тюбинги | |
|
Источник водопритока |
Трещины в тюбингах, сохранивших свою несущую способность |
Места сопряжений обделок |
Места сопряжений и примыканий | |
|
Тип гидроизоляции |
|
|
| |
|
по виду применяемых материалов |
Металлическая |
Термопластичная битумная армированная |
Листовая сталь | |
|
по технологическим свойствам |
Порошкообразная спекающаяся смесь |
Оклеечная |
Сварная экранная | |
|
Вид применяемого материала |
Чугунные опилки с добавками |
Битумно-каолиновая горячая клеящая мастика, блокируемая мастикой гидроизомаст |
Сталь горячекатаная листовая со стержневыми анкерами периодического профиля | |
|
|
нашатыря и серы (дрязга) |
БУС или БРЦ |
| |
|
Способ выполнения работ |
Чеканка саморазогревающейся массы |
Чеканка металлоцементной массы |
Шпатлевочное нанесение |
Электросварка стального экрана |
|
Характеристика гидроизоляции |
Жесткая самоуплотняющаяся за счет расширения |
Упруго-пластичная |
Упругая | |


Примечания. ЗТ - заделка трещин;
- заделка трещин;
ГСТиБ - гидроизоляция сопряжений тюбинговой и бетонной обделок;
- гидроизоляция сопряжений тюбинговой и бетонной обделок;
МИС - металлическая гидроизоляция сопряжений.
- металлическая гидроизоляция сопряжений.
Таблица 11
|
Параметры |
Индекс гидроизоляции | ||
|
ГЖБ-1 |
ГЖБ-2 |
ГЖБ-3 | |
|
Вид обделки |
Сборная железобетонная из блоков и тюбингов |
| |
|
Источник водопритока |
Фильтрация через бетон сборных элементов |
| |
|
Вид применяемого материала |
Мастика битумная |
Гидростеклоизол |
Эпоксидно-каменноугольная мастика |
|
Способ выполнения работ |
Окраска с обмазкой |
Наклейка оплавлением |
Набрызг |
|
Характеристика гидроизоляции |
Термопластичная мастичная |
Термопластичная рулонная |
Термореактивная полимерная |
|
Тип гидроизоляции: |
|
|
|
|
по виду применяемого материала |
Мастично-лаковая |
Битумно-ковровая |
Полимерно-мастичная |
|
по технологическим свойствам |
Обмазочная |
Наплавляемая |
Распыляемая |



Примечание. ГЖБ - гидроизоляция железобетонных блоков.
- гидроизоляция железобетонных блоков.
3.2. Тип гидроизоляции болтовых отверстий, отверстий для нагнетания, стыков между элементами сборной железобетонной обделки, а также в местах ее сопряжений и примыканий предусматривается проектом, в зависимости от вида обделки (чугун, железобетон) и особенностей изолируемых конструкций, интенсивности водопритока и гидростатического давления.
3.3. Из приведенных в таблицах 8-11 типов гидроизоляции выбирают оптимальный - наименее дорогой и трудоемкий.
3.4. Конструктивное решение каждого типа гидроизоляции в зависимости от области ее применения, вида обделки, ликвидируемых источников течей, с учетом ожидаемого гидростатического давления и интенсивности водопритока, приводится в табл.12.
Таблица 12
|
Область приме- |
Вид обделки |
Ликвидируемый водоприток через |
Индекс гидрои- |
Тип гидроизоляции |
Ожида- |
Интенсивность водопритока |
Конструктивное решение |
|
Станционные тоннели |
Чугунные тюбинги |
Болтовые отверстия |
ГБО-1 |
Сферические асбобитумные шайбы |
0,5 |
Струйный |
Согласно ТУ 35-1402-81, марка "С" |
|
Эскалаторные тоннели |
То же |
То же |
ГБО-1 |
То же |
0,5 |
То же |
Согласно ТУ 35-1402-81, марка "Э" |
|
Перегонные тоннели |
Чугунные и железобетонные тюбинги |
" |
ГБО-1 |
" |
0,5 |
Струйный |
Согласно ТУ 35-1402-81, марка "П" |
|
Стволы шахт, венттоннели и на участках, удаленных на 150 м, СТП |
То же |
" |
ГБО-1 |
" |
0,1-0,5 |
" |
То же |
|
Перегонные тоннели |
" |
" |
ГБО-2 |
Полиэтиленовые шайбы |
0,1-0,3 |
Капельный |
Согласно ТУ 36-2453-82 или ВТУ Мосметростроя, марка "П" |
|
Железобетонные тюбинги и блоки |
" |
ГБО-3 |
Порошкообразная масса БУС или БРЦ |
0,1 |
" |
Двустороннее уплотнение толщиной 5-6 см до торцов закладных шпилек | |
|
Станционные, эскалаторные, перегонные тоннели |
Чугунные тюбинги |
Отверстия для нагнетания |
ГОН-1 |
Асбобитумные прокладки |
0,1-0,5 |
" |
Пробка чугунная, |
|
То же |
То же |
То же |
ГОН-2 |
Полиэтиленовые прокладки |
0,3 |
" |
Согласно ВТУ Мосметростроя, марка O |
|
Перегонные тоннели |
Железобетонные тюбинги и блоки |
Отверстия |
ГОН-3 |
Порошкообразная масса БУС, БРЦ или ГГРЦ |
0,1 |
Струйный |
Уплотнение толщиной 8-10 см. Из БУС или ГГРЦ |
|
Капельный |
Из БУС, БРЦ или ГГРЦ | ||||||
|
Станционные тоннели |
То же |
Стыки между элементами |
ГСТ-4 |
Свинцовая проволока и БУС или БРЦ |
0,5 |
Струйный |
Подслой свинца 8 мм, слой БУС 24 мм |
|
Эскалаторные тоннели |
" |
То же |
ГСТ-4 |
То же |
0,5 |
" |
То же |
|
Перегонные тоннели на кессонных участках |
Чугунные тюбинги |
Стыки между элементами |
ГСТ-5 |
Освинцованный шнур и БУС |
0,5 |
" |
" |
|
Перегонные тоннели |
То же |
То же |
ГСТ-1 |
БУС или БРЦ |
0,5 |
Сдренированный водоприток |
Слой БУС |
|
|
" |
" |
ГСТ-2 |
БРЦ |
0,3 |
Капеж |
Слой БРЦ |
|
|
" |
" |
ГСТ-3 |
ГГРЦ |
0,3 |
Без фильтрации воды |
Слой ГГРЦ |
|
|
Железобетонные тюбинги |
" |
" |
" |
0,1 |
То же |
Слой ГГРЦ |
|
|
Чугунные тюбинги |
Трещины, фильтрующие воду |
3T |
Дрязга |
0,5 |
Струйный |
Слой свинца |
|
|
|
|
" |
" |
0,3 |
Капеж |
Слой дрязги |
|
|
То же |
Сколы бортов |
ЗТ |
Металлоцементная масса |
0,5 |
Сдренированный водоприток |
Слой, равный толщине борта |
|
Перегонные тоннели |
Железобетонные блоки |
Наружную поверхность блока |
ГЖБ-1 |
Мастичное покрытие |
0,02 |
Верховодка |
Грунтовка, двукратно нанесенное покрытие толщиной |
|
|
То же |
То же |
ГЖБ-2 |
Термопластичная рулонная наплавляемая |
0,1 |
Напорные воды |
Грунтовка, гидростеклоизол 3 мм*, гидростеклоизол 3 мм |
|
|
" |
" |
ГЖБ-3 |
Термореактивная мастичная полимерная |
0,1 |
То же |
Трехкратно нанесенное покрытие толщиной |
|
|
Примыкание обделки чугунных тюбингов к бетонной монолитной обделке камер |
Стык в местах сопряжений обделок |
ГСТиБ-1 |
Термопластичная диафрагменная мембрана |
До 0,1 |
Дренируемый водоприток |
По схеме, приведенной |
|
|
Примыкание сборной железобетонной обделки к монолитной обделке камер |
То же |
ГСТиБ-2 |
Теомопластичная диафрагменная мембрана |
До 0,1 |
То же |
По схеме, приведенной |
|
|
Примыкание обделки из чугунных тюбингов к сборной железобетонной обделке камер |
" |
ГСТиБ-3 |
То же |
До 0,1 |
" |
То же, рис.10 |
|
Станционные тоннели |
Сопряжение чугунной обделки с чугунной обделкой перегонных тоннелей |
Стык в примыкании к поверхности торцевой части конструкции |
МИС-1 |
Упругая металлическая диафрагма |
До 0,5 |
Сдренированный водоприток |
То же, рис.11 |
|
|
Сопряжение чугунной обделки станций с проемами между тоннелями |
Стык в примыкании к водонепроницаемой поверхности проемов |
МИС-2 |
То же |
До 0,5 |
То же |
То же, рис.12 |
__________________
* В продольных стыках только 1 слой.
3.5. Конструктивное решение гидроизоляции болтовых отверстий предусматривается проектом с учетом выполнения работ в стадии монтажа обделки или при замене болтов.
3.6. Гидроизоляционные работы по п.3.5 выполняют с применением болтовых соединений, включающих предусмотренный проектом комплект гидроизоляционных шайб (рис.1).
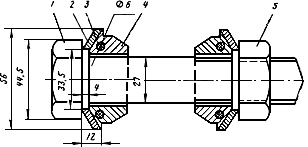
Рис.1. Комплект болтового соединения с гидроизоляционными асбобитумными шайбами
со сферическими оболочками для болта  27 мм:
27 мм:
1 - головка болта; 2 - сферическая оболочка; 3 - армирующее кольцо из битуминированных
асбестовых нитей; 4 - асбобитумная масса; 5 - гайка болта
3.7. В случае применения болтовых соединений с гидроизоляционными асбобитумными шайбами, последние должны быть совмещены со сферической металлической оболочкой.
3.8. Гидроизоляционные асбобитумные шайбы применительно к их назначению должны изготавливаться перегонного, эскалаторного и станционного типов и в зависимости от диаметра болтовых отверстий в тюбингах и диаметра болтов должны иметь размеры, приведенные в табл.13.
Таблица 13
|
Тип шайб |
Шайбы |
Размеры шайб, мм | |||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
П |
Под гайку болта |
4 |
28 |
31 |
34 |
- |
46 |
46 |
5±0,3 |
7 |
6,0 |
- |
- |
- |
21 |
|
|
Под головку болта |
4 |
29 |
30 |
33 |
- |
44 |
44 |
4±0,3 |
6 |
5,0 |
- |
11,0 |
10,0 |
27 |
|
|
Под гайку болта |
6 |
32 |
34 |
35 |
37 |
50 |
58 |
5±0,3 |
8,5 |
|
8,4 |
13,0 |
10,0 |
36 |
|
|
Под головку болта |
6 |
32 |
33 |
36 |
38 |
49 |
56 |
4±0,3 |
7,0 |
6,5 |
8,1 |
13 |
10,0 |
40 |
|
Э |
Под гайку болта |
9 |
37 |
39 |
- |
46 |
62 |
66 |
6±0,2 |
- |
- |
9,3 |
15 |
14,8 |
47 |
|
|
Под головку болта |
9 |
38 |
40 |
42 |
47 |
60 |
62 |
5±0,2 |
10 |
5,5 |
- |
15 |
13,5 |
52 |
|
С |
Под гайку болта |
9 |
43 |
45 |
- |
52 |
69 |
74 |
6±0,2 |
- |
- |
10,2 |
18 |
12,5 |
52 |
|
|
Под головку болта |
9 |
44 |
46 |
48 |
53 |
69 |
73 |
5±0,3 |
12,5 |
5,0 |
8,3 |
18,1 |
12,9 |
58 |














3.9. При применении гидроизоляционных асбобитумных шайб со сферической металлической оболочкой, изготовленной в два приема путем вырубки с последующей штамповкой, их форма должна соответствовать шайбе на рис.2, а размеры отвечать требованиям, предусмотренным в табл.13.
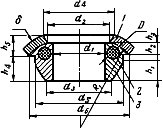
Рис.2. Асбобитумная шайба модификации  с металлической сферической оболочкой,
с металлической сферической оболочкой,
изготовленной в два приема:
1 - металлическая сферическая оболочка; 2 - армирующее кольцо; 3 - асбобитумная масса
3.10. Шайбы по п.3.9 со сферической металлической оболочкой, изготовленной в один прием, должны иметь форму, предусмотренную на рис.3, и размеры, приведенные в табл.14.
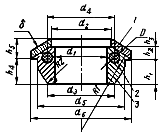
Рис.3. Асбобитумная шайба модификации с металлической сферической оболочкой, изготовленной в один прием:
1 - металлическая сферическая оболочка; 2 - армирующее кольцо; 3 - асбобитумная масса
Таблица 14
|
Тип шайб |
Шайбы с металлическими оболочками, изготовленными |
Размеры шайб, мм | ||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
П |
Под гайку болта |
6 |
32 |
34,5 |
36 |
- |
51 |
58 |
5±0,3 |
8,5 |
4,5 |
8,0 |
13 |
13 |
42 |
- |
|
|
Под головку болта |
6 |
32 |
33,5 |
36 |
- |
51 |
56 |
4±0,3 |
8,5 |
4,5 |
7,75 |
13 |
11,75 |
40 |
- |
|
Э |
Под гайку болта |
9 |
37 |
40,5 |
- |
- |
62 |
66 |
6±0,3 |
- |
- |
9,1 |
15 |
15,6 |
47 |
3 |
|
|
Под головку болта |
9 |
37 |
40,5 |
- |
- |
60 |
64 |
5±0,3 |
- |
- |
7,1 |
15 |
12,5 |
52 |
3 |
|
С |
Под гайку болта |
9 |
43 |
46,5 |
- |
52 |
69 |
74 |
6±0,3 |
- |
- |
10 |
18 |
|
52 |
3 |
|
|
Под головку болта |
9 |
44 |
46,5 |
- |
53 |
69 |
73 |
5±0,3 |
- |
- |
8,1 |
18 |
|
58 |
3 |

Примечание. Асбобитумные шайбы можно по проекту изготавливать и с равнотолщинными металлическими сферическими оболочками.
3.11. Гидроизоляционные асбобитумные шайбы следует изготавливать в сочетании с разнотолщинными металлическими сферическими оболочками для того, чтобы при определенном размещении со стороны головки и гайки болтов обеспечить в процессе затяжки равномерное двустороннее их выпрямление.
3.12. У гидроизоляционных асбобитумных шайб, предназначаемых под головку болта перегонных тоннелей, толщина сферической металлической оболочки должна составлять 4 мм, а под гайку - 5 мм.
3.13. У гидроизоляционных асбобитумных шайб эскалаторного и станционного типов толщина сферических металлических оболочек, предназначаемых под головку болта, должна составлять 5 мм, а под гайку болта - 6 мм.
3.14. Поверхность сферических металлических оболочек гидроизоляционных шайб по пп.3.12 и 3.13, предназначаемых для размещения под головкой болта, должна быть окрашена в черный, а под гайкой болта - в красный цвет.
3.15. Гидроизоляционные шайбы по пп.3.12-3.14 должны включать располагаемое непосредственно под металлической оболочкой армирующее кольцо, сплетенное из битуминированных прядей асбестового шнура марки ШАОН по ГОСТ 1779-72 или резиновое уплотнительное кольцо круглого очертания по ГОСТ 18829-79.
3.16. В болтовом комплекте, доставляемом к месту работ, гидроизоляционная асбобитумная шайба, окрашенная в черный цвет, должна быть размещена со стороны головки болта, а окрашенная в красный цвет - со стороны гайки болта.
3.17. Гидроизоляционные полиэтиленовые шайбы в болтовом соединении размещают также в сочетании с разнотолщинными металлическими оболочками, предусмотренными пп.3.12 и 3.13, имеющими соответствующую окраску, предусмотренную п.3.16.
3.18. Гидроизоляционные полиэтиленовые шайбы, предназначенные для герметизации болтовых отверстий перегонных, эскалаторных и станционных тоннелей, должны с учетом их назначения, диаметра болтовых отверстий, угла зенковок в тюбингах и диаметра болтов иметь форму, приведенную на рис.4, и размеры, предусмотренные в табл.15.
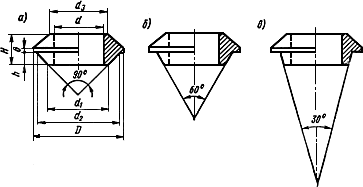
Рис.4. Форма гидроизоляционных полиэтиленовых шайб в зависимости от принятого
в болтовых отверстиях тюбингов центрального угла зенковок:
а - 90°; б - 60°; в - 30°
Таблица 15
|
Тип шайбы |
Угол зенковки, град |
Диаметр, мм |
Размеры, мм | ||||||||
|
болтового отверстия |
болта |
|
|
|
|
|
|
|
| ||
|
С-45 |
90 |
46 |
М42 |
73 |
42,5 |
51 |
64 |
46 |
17 |
6,5 |
2 |
|
Э-45 |
90 |
40 |
М36 |
64 |
36,5 |
44 |
60 |
40 |
17 |
8 |
2 |
|
П-45 |
90 |
30 |
М27 |
50 |
27,5 |
33 |
46 |
30 |
17 |
7 |
2 |
|
П-30 |
60 |
30 |
М27 |
50 |
27,5 |
33 |
42 |
30 |
17 |
7 |
2 |
|
П-15 |
30 |
30 |
М27 |
50 |
27,5 |
33 |
38 |
30 |
17 |
7 |
2 |




3.19. Гидроизоляционные полиэтиленовые шайбы указанных типов должны изготавливаться литьевым способом из гранулированного полиэтилена низкой плотности (высокого давления) по ГОСТ 16.337-77 марок, предусмотренных п.2.7.
3.20. Применяемый для изготовления гидроизоляционных шайб полиэтилен должен иметь физико-механические характеристики, приведенные в табл.3.
3.21. Для повышения стойкости к фотоокислительному старению полиэтилен соответствующих марок должен содержать добавку сажи, предусмотренную п.2.7.
3.22. Полиэтиленовые шайбы для гидроизоляции болтовых отверстий из полиэтилена, отвечающего требованиям пп.2.7 и 2.8, допускается изготавливать другой, не заданной проектом формы, с изготовлением их по специальным техническим условиям, утвержденным в установленном порядке.
3.23. Отверстия для нагнетания должны быть гидроизолированы после повторно-контрольного нагнетания за обделку с помощью предусмотренных проектом пробок с резьбой (рис.5), под заплечиками которых должна быть размещена гидроизоляционная прокладка.
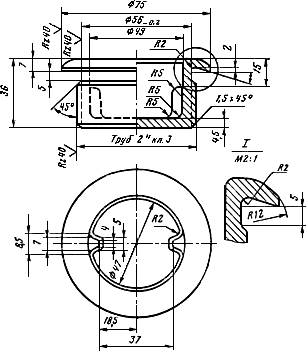
Рис.5. Пробка, герметизирующая отверстия для нагнетания в тюбингах
3.24. Гидроизоляционные прокладки, предназначенные для размещения под заплечиками пробок, с учетом их размера должны быть двух типов: O - для пробок диаметром 2" и O
- для пробок диаметром 2" и O - для пробок диаметром 3".
- для пробок диаметром 3".
3.25. Гидроизоляционные прокладки по п.3.24 должны иметь форму, приведенную на рис.6, и размеры, указанные в табл.16.

Рис.6. Гидроизоляционные прокладки:
а - асбобитумная; б - полиэтиленовая
Таблица 16
|
Тип прокладки |
Размеры пробки |
Размеры, мм | |
|
|
| ||
|
O |
2" |
75 |
60,5 |
|
O |
3" |
105 |
88,5 |
3.26. Гидроизоляционные прокладки по п.3.23 могут быть как асбобитумными, так и полиэтиленовыми.
3.27. Гидроизоляционные асбобитумные прокладки должны представлять собой пластичные уплотнительные кольца, отформованные из асбобитумной мастики, включающие армирующие прослойки, сплетенные из битуминированных прядей асбестового шнура по п.2.16. Диаметр поперечного сечения армирующей прослойки должен составлять 4±1 мм.
3.28. Асбобитумные прокладки по п.3.27 должны изготавливаться из асбобитумной мастики предусмотренного в п.2.5 состава, физико-механические показатели которого отвечают требованиям табл.2.
3.29. Гидроизоляционные полиэтиленовые прокладки, предусмотренные п.3.26, должны изготавливаться из полиэтилена, отвечающего требованиям ГОСТ 16337-77 соответствующих марок, указанных в п.2.7 с физико-механическими показателями, отвечающими требованиям п.2.8.
3.30. При дефектной (забитой) резьбе в отверстии для нагнетания, исключающей возможность ввинчивания в него пробки, допускается при незначительном гидростатическом давлении до 0,1 МПа, в порядке исключения, заделывать (зачеканивать) отверстия тоннеля быстросхватывающейся уплотняющей смесью БУС (пп.2.11-2.13).
3.31. В обделке тоннелей из чугунных тюбингов должно быть предотвращено просачивание воды через продольные и поперечные стыки между элементами с применением соответствующих материалов, укладываемых в специальные канавки (рис.7) шириной 12±3 мм и глубиной 32±5 мм.
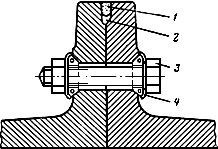
Рис.7. Стык между чугунными тюбингами тоннельной обделки:
1 - чеканочная канавка; 2 - уплотнитель; 3 - болтовое соединение;
4 - гидроизоляционная шайба со сферической металлической оболочкой
3.32. В обделках станционных, эскалаторных и перегонных тоннелей метрополитена, сооружаемых на заглубленных до 50 м участках с обильным притоком в забой воды (свыше 30 м /ч), стыки следует гидроизолировать с применением зачеканиваемого в канавки свинцового подслоя в сочетании с прижимающим слоем толщиной около 25 мм расширяющегося самоуплотняющегося вяжущего (БУС, БРЦ, ГГРЦ) по пп.2.11-2.13. Свинцовый подслой должен быть создан с применением свинцовой проволоки по ЦМ ТУ 02-43-69 сечением 6х12 мм, зачеканиваемой в 2 нитки.
/ч), стыки следует гидроизолировать с применением зачеканиваемого в канавки свинцового подслоя в сочетании с прижимающим слоем толщиной около 25 мм расширяющегося самоуплотняющегося вяжущего (БУС, БРЦ, ГГРЦ) по пп.2.11-2.13. Свинцовый подслой должен быть создан с применением свинцовой проволоки по ЦМ ТУ 02-43-69 сечением 6х12 мм, зачеканиваемой в 2 нитки.
3.33. На участках перегонных тоннелей, возводимых кессонным способом, стыки в зоне сжатого воздуха следует гидроизолировать с применением подслоя свинца из освинцованного шнура круглого сечения диаметром 12 мм, зачеканиваемого в 2 нитки.
3.34. В чугунной обделке перегонных тоннелей при глубине их заложения до 50 м на участках, сооружаемых в устойчивых грунтах с дренируемым водопритоком, гидроизоляцию стыков следует производить с применением в канавках сухой быстросхватывающейся уплотняющей смеси БУС по пп.2.11-2.13, первый слой которой для подавления водопритока не должен увлажняться.
3.35. В чугунной обделке перегонных тоннелей при глубине их заложения до 30 м и на участках, сооружаемых в устойчивых водоупорных грунтах, гидроизоляцию стыков при наличии капежа допускается производить с применением быстросхватывающегося расширяющегося цемента БРЦ (ТУ 21-20-37-79) по пп.2.11-2.13.
3.36. В чугунной обделке перегонных тоннелей при глубине их заложения до 30 м в устойчивых водоупорных грунтах на участках, сооружаемых при полном отсутствии фильтрации воды, стыки допускается гидроизолировать с применением в канавках гипсоглиноземистого медленносхватывающегося расширяющегося цемента (ГОСТ 11052-74) по пп.2.11-2.13.
3.37. В железобетонной обделке перегонных тоннелей при глубине их заложения до 30 м и в устойчивых водоупорных грунтах по п.3.36 допускается гидроизолировать стыки с применением одного из самоуплотняющихся расширяющихся вяжущих, предусмотренных п.3.32.
3.38. В железобетонных блоках и тюбингах должны быть предусмотренные проектом желобки, образующие в сборной тоннельной обделке канавки глубиной 50±5 мм и шириной 32±3 мм для укладки в них вяжущих, обеспечивающих требуемую водонепроницаемость стыков.
3.39. При наличии в чугунных тюбингах трещин, влияющих на несущую способность тоннельной обделки, решается вопрос об ее усилении и гидроизоляции. Решение принимается по проекту, согласованному с генподрядчиком и дирекцией заказчика.
3.40. В вентиляционных комплексах и на примыкающих к ним чугунных обделках перегонных тоннелей, а также на припортальных участках, подвергающихся воздействию знакопеременных температур, стыки следует гидроизолировать одним свинцом, зачеканиваемым на всю глубину чеканочной канавки.
3.41. Образующиеся в чугунных тюбингах трещины, наличие которых не нарушает прочности кольца тоннельной обделки, допускается заделывать комбинированным уплотнением, сочетающим подслой свинца толщиной 5-6 мм и прижимающий слой дрязги.
3.42. На участке тоннеля, где предстоит заделывать трещины в тюбингах, должна быть соответствующими наблюдениями подтверждена стабильность их размеров.
3.43. Возможность заделки трещин по п.3.8 должна быть санкционирована решением проектной организации, согласованным с местной дирекцией строящегося метрополитена.
3.44. Применяемая для заделки трещин в тюбингах свинцовая проволока должна отвечать требованиям п.2.14, а дрязга - п.2.17 настоящей Инструкции с использованием состава, предусмотренного в приложении 2.
3.45. В местах примыканий камер различного назначения к обделке перегонных тоннелей гидроизоляция является конструктивным элементом, гарантирующим водонепроницаемость сопряжений.
3.46. Гидроизоляция указанных сопряжений должна устраиваться путем создания диафрагмы, включающей битумно-каолиновую мастику и армирующие прослойки сетчатой стеклоткани, предусмотренные п.2.18.
3.47. Диафрагма должна быть к обделке прижата металлическими накладками, покрытыми мастикой гидроизомаст по п.2.19, а также между накладкой и чугунными тюбингами зачеканена водонепроницаемым расширяющимся вяжущим по пп.2.11-2.13.
3.48. Конструкция гидроизоляции в местах сопряжений по п.3.45 предусматривается проектом.
3.49. Сопряжение наружной или внутренней гидроизоляции монолитной бетонной обделки с обделкой из чугунных тюбингов следует устраивать по схеме, приведенной на рис.8.
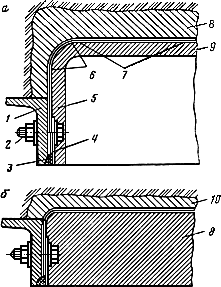
Рис.8. Схема сопряжения монолитной бетонной и тюбинговой обделок:
а - при устройстве внутренней гидроизоляции с железобетонной рубашкой; б - при устройстве наружной
гидроизоляции; 1 - борт тюбинга; 2 - болт со сферическими шайбами; 3 - зачеканка БУС;
4 - прижимная накладка; 5 - мастика "гидроизомаст"; 6 - трехслойная гидроизоляция из стеклоткани
на битумно-каолиновой мастике; 7 - трехслойная гидроизоляция из гидроизола
на битумной мастике; 8 - бетон несущей конструкции;
9 - железобетонная рубашка; 10 - бетон подготовительного слоя
3.50. Сопряжение наружной или внутренней гидроизоляции монолитной бетонной обделки со сборной обделкой из железобетонных элементов следует выполнять по схеме, приведенной на рис.9, с обязательной заделкой в бетон блоков анкерных болтов, обеспечивающих возможность зажатия изоляции между торцами обделок.
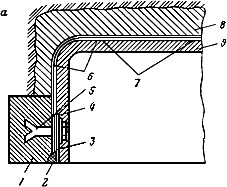
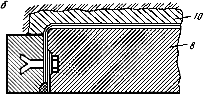
Рис.9. Схема сопряжения монолитной бетонной и балочной обделок:
а - при устройстве внутренней гидроизоляции с железобетенной рубашкой;
б - при устройстве наружной гидроизоляции: 1 - блок; 2 - зачеканка БУС; 3 - прижимная накладка;
4 - мастика гипроизомаст; 5 - анкерный болт; 6 - трехслойная гидроизоляция из стеклоткани
на битумно-каолиновой мастике; 7 - трехслойная гидроизоляция из гидроизола
на битумной мастике; 8 - бетон несущей конструкции; 9 - железобетонная рубашка;
10 - бетон подготовительного слоя
3.51. Сборную обделку из чугунных тюбингов со сборной обделкой из железобетонных водонепроницаемых блоков сопрягают по схеме, приведенной на рис.10, с обязательной заделкой в бетон блоков анкерных болтов, применением в плоскости сопрягаемых поверхностей мастики гидроизомаст по п.2.19 и заполнением канавки расширяющимся самоуплотняющимся вяжущим (БУС, БРЦ и др.) по пп.2.11-2.13.
3.52. Сопряжение бетонной обделки с тюбинговой обделкой тоннелей действующего метрополитена следует устраивать по схеме, приведенной на рис.10.
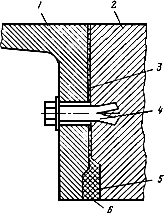
Рис.10. Схема сопряжения сборной тюбинговой обделки со сборной обделкой из железобетонных блоков:
1 - борт тюбинга; 2 - торец блока; 3 - мастика гидроизомаст; 4 - болтовое отверстие; 5 - канавка; 6 - БУС
3.53. После извлечения тюбингов существовавшей обделки должны быть уложены заподлицо с бортами оставшихся тюбингов укороченные чугунные или стальные сварные элементы (рис.11), герметичность сварки которых подтверждена проверкой керосином.

Рис.11. Схема оформления проема в тюбинговой обделке тоннеля при наличии перевязки швов в ней:
1 - остающиеся тюбинги; 2 - удаляемые тюбинги; 3 - укладываемые укороченные элементы;
4 - бетон; 5 - гидроизоляционная оболочка; 6 - железобетонная рубашка
3.54. Сетчатая стеклоткань, используемая по п.2.18 для армирования гидроизоляции в местах сопряжений, должна отвечать требованиям ТУ, приведенным в приложении 1.
3.55. Применяемая для наклейки стеклоткани битумно-каолиновая мастика по п.2.18 должна отвечать требованиям, приведенным в приложении 3.
3.56. Для заполнения зазоров между гидроизоляционной диафрагмой и накладками должна по п.2.19 применяться мастика гидроизомаст, состав и свойства которой приведены в приложении 4.
3.57. Металлическая гидроизоляция представляет собой упругую диафрагму, заанкеренную в бетон обделки, и состоящую из сваренных между собой непрерывным герметичным швом стальных листов (см. п.2.20).
3.58. Металлическая гидроизоляция устраивается в станционных тоннелях закрытого способа работ в местах их примыканий к перегонным тоннелям и проемам и в других случаях, предусмотренных проектом.
3.59. Металлическая гидроизоляция должна воспринимать возможное в сооружении гидростатическое давление. С этой целью к металлическим листам должны быть приварены анкеры, обеспечивающие их совместную работу с бетоном.
3.60. С учетом требований п.3.59 соответственным расчетом определяют необходимую толщину стального листа, конфигурацию анкеров, их сечение и шаг между ними.
3.61. Конструктивное решение диафрагмы металлической гидроизоляции при ожидаемом в сооружении гидростатическом давлении до 0,3 МПа может быть принято в соответствии с приведенными расчетными параметрами табл.17.
Таблица 17
|
Ожидаемое в сооружении гидростатическое давление, МПа |
Характеристика анкеров |
Характеристика стального листа | ||||
|
Рекомендуемый шаг, мм |
Стержень, мм |
Длина швов, |
||||
|
длина |
диаметр |
ГОСТ |
Толщина, мм | |||
|
0,30 |
200х200 |
380 |
12 |
4,0 |
19903-74 и 380-71 |
8 |
|
0,20 |
180х180 |
386 |
10 |
4,0 |
6 | |
|
0,15 |
200х200 |
380 |
10 |
4,0 |
|
6 |
|
0,10 |
250х250 |
380 |
10 |
4,0 |
|
6 |
3.62. Диафрагма, выполненная в торцевой части стен сопрягаемых тоннелей, должна соответствовать схеме, приведенной на рис.12, а в проемах между тоннелями соответствовать схеме, приведенной на рис.13.

Рис.12. Сварная из стальных листов диафрагма металлоизоляции в торце тоннеля:
1 - тюбинги обделки; 2 - стальная диафрагма; 3 - анкеры, приваренные к диафрагме;
4 - окна в диафрагме для подачи бетона; 5 - приваренные пластины;
6 - гайки, окаймляющие отверстия для нагнетания

Рис.13. Сварная из стальных листов диафрагма металлоизоляции в проемах между тоннелями:
1 - тюбинги обделки; 2 - стальная диафрагма; 3 - анкеры; 4 - окна для подачи бетона;
5 - гайка, окаймляющая отверстие для нагнетания, приваренная к пластинам
При устройстве указанной гидроизоляции следует соблюдать рекомендованную проектом последовательность выполнения отдельных стадий, предусматривающих систему установки стальных листов, порядок их крепления к тюбинговой обделке, технологические правила сварки и укладки бетона.
3.63. Для укладки бетона за диафрагму в верхней ее части должны быть окна с размерами 500х500 мм.
3.64. В стальных листах, закрывающих окна, должны быть приваренные гайки диаметром 2" для выполнения нагнетания за диафрагму.
3.65. Отверстия для нагнетания после завершения инъекции цементного раствора должны быть закрыты пробками (см. рис.5) с установкой под их заплечики гидроизоляционных прокладок, предусмотренных в пп.3.27 или 3.29.
3.66. В местах примыкания гидроизоляции к фланцам чугунных тюбингов должна быть выполнена гидроизоляция источников поступления воды через болтовые отверстия и стыки между металлической диафрагмой и тюбингом согласно решению, показанному на рис.14.
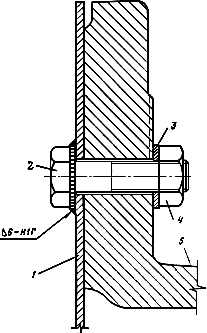
Рис.14. Сопряжение листа металлоизоляции с бортом тюбинга:
1 - стальной лист  16 мм; 2 - болт ГОСТ 7798-70; 3 - гидроизоляционная шайба;
16 мм; 2 - болт ГОСТ 7798-70; 3 - гидроизоляционная шайба;
4 - гайка ГОСТ 5915-70; 5 - борт тюбинга
3.67. Для гидроизоляции болтовых отверстий и стыков между металлической диафрагмой и тюбингами необходимо предусмотреть:
рассверловку в металлической диафрагме отверстий под болт 36-42 мм по ГОСТ 7798-70;
установку между диафрагмой и фланцем тюбинга стальной прокладки 6 мм, создающей в стыке чеканочную канавку достаточной ширины;
применение гидроизоляционных асбобитумных шайб по п.3.8 настоящих ТУ для гидроизоляции болтовых отверстий с обжатием их гайкой по ГОСТ 5915-70;
зачеканку канавок между стальным листом диафрагмы и тюбингом с применением быстросхватывающейся уплотняющей смеси - БУС по ТУ 35-869-82 (см. приложение 1);
приварку головки болта к стальному листу диафрагмы герметичным и непрерывным швом с высотой 6 мм.
3.68. Стальные листы, в зависимости от их положения в диафрагме, следует соединять внахлестку (рис.15, а) с минимальной шириной напуска 40 мм; встык с накладкой толщиной 6-8 мм и шириной не менее 80 мм (рис.15, б) и под углом (рис.15, в) при высоте шва не менее 6 мм и напуске одного из листов не менее 10 мм.
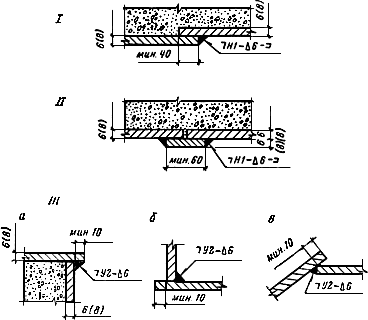
Рис.15. Варианты сварочных соединений стальных листов металлоизоляции:
I - внахлестку; II - встык с накладкой; III - под углом; а - наружным 90°; б - внутренним 90°; в - внутренним 45°
3.69. Стальные листы диафрагмы должны быть соединены электродуговой сваркой непрерывным герметичным швом, отвечающим требованиям ГОСТ 5264-69* с применением при этом по п.2.22 электродов типа Э-42А по ГОСТ 9467-75 (см. приложение 1).
______________
* Действует ГОСТ 5264-80. - Примечание изготовителя базы данных.
3.70. Железобетонные элементы сборной тоннельной обделки без дополнительной их гидроизоляции следует применять в необводненных грунтах, остающихся таковыми и в период эксплуатации.
3.71. Железобетонные элементы сборной тоннельной обделки в обводненных грунтах должны иметь гидроизоляцию, выполненную на их наружной поверхности и торцах до чеканочных канавок. Тип гидроизоляции следует принимать в соответствии с табл.11.
3.72. Для устройства изоляционного покрытия, предусмотренного проектом, следует применять грунтовку, отвечающую требованиям приложения 5; битумную мастику на основе пластбита по ТУ 38-101580-75 или битума нефтяного строительного по ГОСТ 6617-76 (см. приложение 1); термопластичную наплавляемую рулонную гидроизоляцию на основе гидростеклоизола по ТУ 400-1-61-75 (см. приложение 1); эпоксидно-каменноугольную мастику, отвечающую требованиям приложения 6.
3.73. Конструктивные решения данного типа гидроизоляции каждого отдельного варианта, применяемого в соответствующей области, должны выбираться в соответствии с табл.11.
3.74. Блоки, предназначенные для сооружения железобетонной обделки в условиях возможного водопритока поверхностных вод, должны иметь двуслойно нанесенное термопластичное битумное мастичное покрытие толщиной 5-6 мм, нанесенное по загрунтованной поверхности бетона.
3.75. Блоки, предназначенные для сооружения сборной железобетонной обделки в обводненных грунтах с возможным гидростатическим давлением до 0,1 МПа, должны иметь двуслойное термопластичное рулонное покрытие толщиной 6 мм, выполненное способом наплавления из гидростеклоизола по п.2.26.
3.76. Блоки, предназначенные для сооружения сборной железобетонной обделки в условиях, предусмотренных п.3.75, могут быть также изолированы термореактивным полимерным покрытием толщиной 3 мм при трехкратном нанесении эпоксидно-каменноугольной мастики (см. приложение 6) соответствующей модификации.
3.77. Качество выполнения наружной гидроизоляции блоков обделки должно контролироваться строительной организацией и представителем заказчика при входном контроле блоков, поступающих на площадку.
4. ТЕХНОЛОГИЯ ГИДРОИЗОЛЯЦИИ СБОРНЫХ ОБДЕЛОК
ТОННЕЛЕЙ МЕТРОПОЛИТЕНА ГЛУБОКОГО ЗАЛОЖЕНИЯ
4.1. Гидроизоляция болтовых отверстий достигается применением специальных гидроизолирующих шайб, помещаемых под головки и гайки болтов.
4.2. Гидроизоляционные работы в тоннелях метрополитенов глубокого заложения должны производиться в условиях возведения обделки при температуре не ниже +5 °С.
Обделки тоннелей, возведенные с помощью замораживания грунтов, должны быть гидроизолированы после их оттаивания и прогрева воздуха в тоннеле до указанной температуры.
4.3. В обделках тоннелей из чугунных, железобетонных тюбингов и блоков в результате выполнения гидроизоляционных работ должна быть устранена возможность поступления воды из болтовых отверстий, отверстий для нагнетания за обделку и стыков между отдельными тюбингами (рис.16).
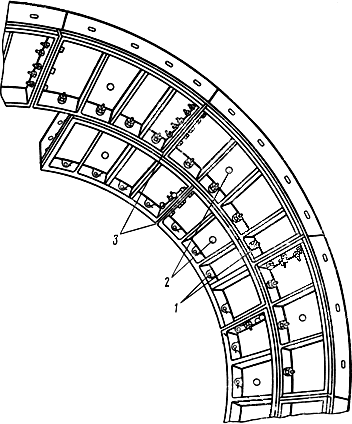
Рис.16. Гидроизолируемые в чугунной тюбинговой обделке тоннелей места возможного просачивания воды:
1 - болтовые отверстия; 2 - отверстия для нагнетания за обделку тоннеля; 3 - стыки между тюбингами
4.4. Гидроизоляционные работы при ликвидации источника течи должны выполняться соответствующими предназначенными для этого материалами, предусмотренными в приложении 1.
4.5. Гидроизоляционные работы должны выполняться одним из предусмотренных проектом типов гидроизоляции, приведенных в табл.8, 9, с учетом назначения тоннеля и глубины его заложения.
4.6. При выполнении гидроизоляционных работ должны строго соблюдаться конструктивные решения, предусмотренные табл.12, для подавления каждого источника водопритока.
4.7. Гидроизоляционные работы по пп.4.4-4.6 должны сопровождаться выполнением комплекса других мероприятий, относящихся к цементации грунта, первичному и контрольному нагнетанию, способствующих снижению водопритока и обеспечивающих водонепроницаемость обделки в условиях ее эксплуатации при заданном гидростатическом давлении до 0,5 МПа.
4.8. Гидроизоляцию болтовых отверстий (тип ГБО-1) в тюбинговой обделке станционных, эскалаторных тоннелей, натяжных камер СТП, шахтных стволов и перегонных тоннелей в неустойчивых грунтах следует производить в стадии замены болтов, предусматривающей перестановку всех монтажных болтов на постоянные болтовые соединения с соответствующим комплектом гидроизоляционных шайб.
4.9. Гидроизоляция болтовых отверстий в перегонных тоннелях может, в соответствии с требованиями п.4.8, производиться и в процессе монтажа обделки приемами, обеспечивающими установку болтовых соединений с гидроизоляционными шайбами в чистые болтовые отверстия.
4.10. Гидроизоляцию болтовых отверстий в стадии монтажа тюбинговой обделки тоннеля при незатапливаемом забое следует выполнять по всему периметру обделки, а при наличии воды в лотке с труднопонижаемым уровнем ее - выше зоны его затопления.
4.11. Гидроизоляцию болтовых отверстий тюбинговой обделки станционных, эскалаторных и перегонных тоннелей метрополитена, сооружаемых в условиях возможного гидростатического давления до 0,5 МПа, следует производить с применением гидроизоляционных асбобитумных шайб (см. пп.2.4-2.6) типа ГБО-1.
4.12. Гидроизоляцию болтовых отверстий тюбинговой обделки перегонных тоннелей, сооружаемых в условиях возможного гидростатического давления до 0,3 МПа, допускается производить с применением гидроизоляционных полиэтиленовых шайб (см. п.2.7 и п.2.8) типа ГБО-2.
4.13. На участках со смещенными при монтаже обделки болтовыми отверстиями в порядке исключения допускается их гидроизоляция путем постановки болтов с уменьшенным на величину до 5 мм от проектного диаметром в сочетании с волокнистыми шайбами, пропитанными каменноугольными смолопродуктами или смесью натуральной олифы и свинцового сурика (см. приложение 7).
На участках тоннелей, эксплуатируемых в условиях высокой температуры геотермальных вод, окружающих обделку, а также в других особых случаях следует применять свинцовые шайбы, отвечающие требованиям приложения 8.
4.14. Гидроизоляцию отверстий для нагнетания типа ГОН в станционных, эскалаторных и перегонных тоннелях следует выполнять после завершения контрольного нагнетания постановкой в них чугунных пробок (см. рис.5) в сочетании с гидроизоляционной прокладкой, помещенной под ее заплечиками.
4.15. Гидроизоляция отверстий для нагнетания в тюбинговой обделке станционных, эскалаторных и перегонных тоннелей метрополитенов, сооружаемых в условиях возможного гидростатического напора до 0,5 МПа, должна производиться с применением под заплечиками пробок гидроизоляционных асбобитумных прокладок по п.2.9 (тип ГОН-1) (приложение 9).
4.16. Гидроизоляцию отверстий для нагнетания перегонных тоннелей метрополитенов, сооружаемых в условиях возможного гидростатического напора до 0,3 МПа, допускается при дополнительном согласовании с дирекцией заказчика производить и с применением гидроизоляционных полиэтиленовых прокладок по п.2.10 (тип ГОН-2) (приложение 10).
4.17. Выполнение гидроизоляционных работ по пп.4.15 и 4.16 должно сопровождаться прогонкой резьбы в отверстиях тюбингов, обеспечивающих ввинчивание пробок на всю ее длину.
4.18. На участках перегонных тоннелей с обделкой из чугунных тюбингов допускается в лотковой части тоннеля применять в отдельных отверстиях для нагнетания с забитой резьбой гидроизоляцию типа ГОН-3 путем тампонирования их увлажненной быстросхватывающейся смесью БУС по пп.2.11-2.13; в отверстии с забитой резьбой тюбингов остальной части обделки должны быть установлены пробки согласно п.3.30.
4.19. Гидроизоляцию стыков между чугунными элементами тюбинговой обделки перегонных тоннелей и притоннельных сооружений, возводимых в условиях возможного гидростатического давления до 0,5 МПа при дренируемом водопритоке, следует выполнять быстросхватывающейся уплотняющей смесью БУС или БРЦ по пп.2.11-2.13 (тип ГСТ-1).
4.20. Гидроизоляцию стыков между чугунными элементами тюбинговых обделок станций, тягово-понизительных подстанций, пересадочных узлов, эскалаторных тоннелей и перегонных тоннелей, подвергающихся воздействиям знакопеременных температур, следует производить с зачеканкой нижней части канавок свинцовой проволокой по п.2.14 и остающейся верхней части канавок - быстросхватывающейся уплотняющей смесью БУС (или БРЦ) по пп.2.11-2.13 (тип ГСТ-4).
4.21. Гидроизоляцию стыков между чугунными элементами тюбинговых обделок перегонных тоннелей, возводимых под сжатым воздухом на кессонных участках, а также на участках, характерных наличием труднодренируемого водопритока, следует производить зачеканкой нижней части канавок освинцованным шнуром по п.2.14 и остающейся части канавок - быстросхватывающейся уплотняющейся смесью БУС по пп.2.11-2.13 (тип ГСТ-5).
4.22. Трещины в чугунных тюбингах обделки тоннелей, заделка которых санкционирована проектной организацией и местной дирекцией строящегося метрополитена, следует гидроизолировать с применением дрязги, предусмотренной п.2.17, в сочетании с подслоем свинца по п.2.14 (тип ЗТ-1).
4.23. Заделку трещин в чугунных тюбингах можно выполнить также металлоцементной массой, включающей чугунные опилки, совмещенные с алюминатным вяжущим по п.2.11 (тип ЗТ-2).
4.24. Обделка перегонных тоннелей метрополитенов с обделкой примыкающих к ним камер разного назначения должна быть герметично сопряжена с выполнением гидроизоляции типа ГСТ и Б (см. табл.10).
Требуемые для устройства этого типа гидроизоляции материалы должны быть применены с учетом пп.2.18-2.19 и приложения 1, а конструктивное решение должно соответствовать указаниям, приведенным в пп.3.46-3.56 и табл.12.
4.25. Чугунная обделка станционных тоннелей метрополитена в примыканиях к соответствующим проемам, обделке эскалаторных тоннелей и к торцам обделки перегонных тоннелей должна быть герметично сопряжена путем выполнения в этих местах гидроизоляции типа МИС (см. табл.10). Материалы, необходимые для устройства этого типа гидроизоляции, следует применять с учетом пп.2.20-2.23 и приложения 1.
Конструктивное решение гидроизоляции, применительно к ее специфике, должно быть воспроизведено в соответствии с указаниями, приведенными в пп.3.58-3.69 и параметрами табл.13.
4.26. Гидроизоляция железобетонных блоков для сборной железобетонной обделки перегонных тоннелей метрополитена должна производиться в случаях, предусмотренных п.3.71, покрытиями типа ГЖБ-1 ГЖБ-3 по табл.11.
ГЖБ-3 по табл.11.
Выполнять гидроизоляцию этого типа следует с применением материалов, рекомендованных для соответствующего варианта пп.2.24-2.27 и приведенных в приложении 1. Гидроизоляцию следует устраивать с соблюдением одного из конструктивных решений, предусмотренных пп.3.71-3.77 и приведенных в табл.12.
Гидроизоляция болтовых отверстий в процессе замены болтов тоннельной обделки
4.27. Гидроизоляция болтовых отверстий должна производиться путем установки в них болтовых соединений с рекомендуемым набором гидроизоляционных шайб, соответствующих назначению тоннельной обделки и возможному гидростатическому давлению в период эксплуатации тоннеля (см. п.4.8).
4.28. Болтовой комплект должен быть доставлен к месту работ в таре завода-изготовителя и в состоянии, предусмотренном ТУ 35-1402-81 в наборе с гидроизоляционными асбобитумными шайбами или в состоянии, предусмотренном ТУ 36-2453-82 или ВТУ Мосметростроя в наборе с гидроизоляционными полиэтиленовыми шайбами.
4.29. В болтовом комплекте в момент его установки под головкой болта должна быть размещена сферическая металлическая оболочка черного цвета, имеющая меньшую толщину, а под гайкой - красного цвета - большей толщины (см. пп.3.11-3.14), что гарантирует требуемое равномерное выпрямление оболочек в процессе их обжатия при затяжке болтов.
4.30. Работы по гидроизоляции болтовых отверстий в случаях, предусмотренных п.4.8 с заменой монтажных болтов и оправок, должны в сводовой части обделки тоннеля производиться с передвижных тележек (рис.17, приложение 11, п.1).
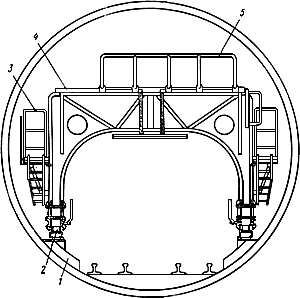
Рис.17. Тележка для гидроизоляционных работ в перегонных тоннелях метрополитена:
1 - кронштейн; 2 - направляющая; 3 - лестница: 4 - настилы площадок; 5 - перила ограждения
Работы допускается выполнять и со стационарных подмостей конструкции, согласованной с местными органами охраны труда.
4.31. Гидроизоляционные работы, выполняемые в соответствии с пп.4.8 и 4.30, должны сопровождаться извлечением из болтовых отверстий оправок и монтажных болтов со свинчиванием с них гаек сбалчивателем (рис.18) типа ПСГ с соответствующей типу обделки технической характеристикой, приведенной в приложениях 11-16.
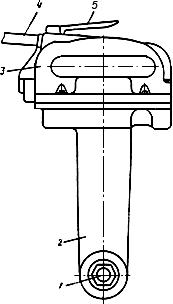
Рис.18. Пневматический сбалчиватель ПСГ-1; ПСГ-1C:
1 - букса; 2 - корпус; 3 - рукоятка; 4 - штуцер; 5 - кнопка регулятора подачи воздуха
4.32. Болты с гайками и оправки, извлеченные из болтовых отверстий, должны быть помещены в соответствующие контейнерные емкости и выданы в них на-гора в конце смены.
4.33. Устанавливаемые болтовые комплекты не следует хранить вне тары и транспортировать их навалом; не допускается их загрязнение.
4.34. К началу установки болтовых комплектов они должны быть выдержаны в тоннеле в течение 2-3 ч и воспринять при этом постоянную его температуру +8-+10 °С. В тех случаях, когда температура воздуха в тоннеле ниже +5 °C, а также при доставке болтовых комплектов, хранившихся при температуре ниже +5 °С, допускается их устанавливать только после предварительного прогрева теплым воздухом воздуходувки.
Подогрев болтовых комплектов с гидроизоляционными шайбами в горячей воде или пламенем газовоздушных горелок не допускается.
4.35. После извлечения болтов и оправок из болтовых отверстий поверхности их, а также зенковок и цековок вокруг них должны быть насухо протерты хлопчатобумажными концами и, в случае применения гидроизоляционных асбобитумных шайб, дополнительно окрашены битумным лаком. Эта пленка до установки болтовых комплектов должна быть высушена в течение 10-20 мин до отлипа. Сушка пленки может быть ускорена путем обдувки ее слабой струей сжатого воздуха.
4.36. В случае, когда болтовые отверстия в продольных бортах тюбингов смещены настолько, что невозможно установить болт проектного диаметра, необходимо в одном из бортов рассверлить отверстие до нормального размера.
4.37. В кольцевых бортах тюбингов смещенные болтовые отверстия должны зачеканиваться материалами, используемыми для гидроизоляции стыков чугунной тюбинговой обделки, если уменьшение числа болтов не приводит к снижению ее несущей способности. В случаях, когда по условиям работы тюбинговой обделки уменьшение числа болтов в кольцевых бортах недопустимо, необходимо в одном из бортов рассверлить смещенное отверстие до нормального размера с помощью оснастки, схематически представленной на рис.19. При рассверливании отверстий центрируют сверло в них с помощью забитой деревянной пробки (рис.20).
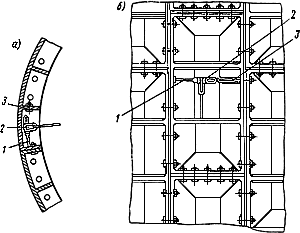
Рис.19. Оснастка для рассверливания смещенных болтовых отверстий:
а - в продольных бортах; б - в кольцевых бортах; 1 - сверло; 2 - трещотка; 3 - упорный болт
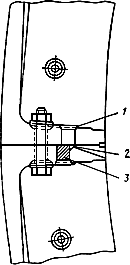
Рис.20. Деревянная пробка, забитая в болтовое отверстие для центрирования сверла:
1 - место установки сверла; 2 - кромка, сбиваемая зубилом; 3 - деревянная пробка
При рассверливании отверстий в продольных бортах трещотка должна упираться в борт, выровненный специально установленным хомутом (рис.21). При рассверловке отверстий в кольцевых бортах трещотка прижимается в упорный болт (рис.22).
Рис.21. Хомут, выравнивающий борт тюбинга для упора в него трещотки при рассверловке
болтовых отверстий в продольных бортах тюбингов:
1 - хомут; 2 - зажимной болт; 3 - ребро тюбинга; 4 - места для установки трещотки
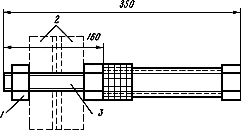
Рис.22. Упорный болт для установки трещотки при рассверловке смещенных болтовых отверстий
в кольцевых бортах тюбингов:
1 - упорный болт; 2 - кольцевые борта тюбингов; 3 - болтовое отверстие в стыковом соединении
4.38. В болтовые отверстия, надлежащим образом подготовленные с учетом требований п.4.35, должны быть заведены болтовые комплекты, с которых свинчена гайка и снята гидроизоляционная шайба со стороны резьбы болта.
4.39. Снятая с болта гидроизоляционная шайба должна быть вновь надета на выступающий конец болта так, чтобы ее конусовидная часть была обращена к зенковке, после чего должна быть вручную навинчена гайка на 2-3 нитки.
4.40. Болтовой комплект должен быть затянут до отказа сбалчивателем ПСГ для заданного размера болта (см. рис.18), развивающим крутящий момент 700-1200 Н·м соответственно типу обделки "С", "Э", "П".
4.41. Затяжка болтовых комплектов является достаточной после полного выпрямления сферической металлической оболочки под гайкой болта и сохранения некоторой выпуклости под головкой болта.
4.42. При затяжке болта должно быть предотвращено проворачивание его с помощью ключа с закрытым зевом (при диаметре резьбы болта, мм, М30, М36, М42, размер зева ключа, мм, соответственно 46,44; 56; 65,5) (рис.23), надеваемым на головку болта, и ручкой, упирающейся в борт тюбинга.
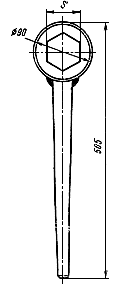
|
Диаметр резьбы болта, мм |
М30 |
M36 |
М42 |
|
Размер зева ключа, |
46,44 |
56,0 |
65,5 |
 мм
мм
Рис.23. Ключ кольцевой односторонний с закрытым зевом с учетом размеров,
предназначенных для перегонных, эскалаторных и станционных тоннелей
4.43. Болтовые отверстия, используемые для крепления кронштейнов под передвижную тележку (см. рис.17), на которой производились работы по гидроизоляции в сводовой части тоннеля, должны быть гидроизолированы сразу же после снятия их с соответствующих колец тюбинговой обделки.
4.44. Гидроизоляция отдельных смещенных болтовых отверстий должна быть выполнена после их рассверливания следующими приемами:
болт устанавливают так, чтобы его головка была расположена со стороны нерассверленного отверстия;
пространство между резьбой болта и стенкой рассверленного отверстия зачеканивают свинцовой проволокой в сочетании с дрязгой по п.2.17 или быстросхватывающейся уплотняющей смесью по пп.2.11-2.13 вровень с внутренней гранью зенковки;
на резьбовой конец болта надевают затем гидроизоляционную асбобитумную шайбу, навинчивают гайку и затягивают ее до отказа, как указано в п.4.41.
4.45. В случае срыва резьбы на болтах в процессе затяжки их следует заменять с установкой новых болтовых комплектов в соответствии с требованиями п.4.36 и пп.4.41.-4.43.
4.46. При появлении после зачеканки канавок признаков просачивания воды из болтовых отверстий следует ликвидировать течь дополнительной затяжкой болтов и доуплотнить околоболтовой зазор запасом массы, оставшимся под сферой металлической оболочки со стороны гайки и головки болта.
4.47. Качество гидроизоляции, выполненной в болтовых отверстиях в процессе замены болтов тоннельной обделки, должно контролироваться техническим персоналом строительно-монтажного управления и принято местной дирекцией строящегося метрополитена в соответствии с требованиями пп.5.6-5.12 настоящей Инструкции.
Гидроизоляция болтовых отверстий в процессе монтажа тоннельной обделки
4.48. Гидроизоляция болтовых отверстий в процессе монтажа обделки производится в соответствии с п.4.9 только в перегонных тоннелях метрополитена.
4.49. Гидроизоляция болтовых отверстий по п.4.48 может быть осуществлена при наличии в тюбингах зенковок и цековок, отвечающих требованиям ТУ 35-521-82 "Тюбинги чугунные для тоннелей метрополитенов".
4.50. В случае гидроизоляции болтовых отверстий в процессе монтажа тоннельной обделки тюбинги в зимнее время должны доставляться к забою не менее чем за 4 ч до начала монтажа очередного кольца для приобретения ими постоянной температуры (+10 °С) тоннеля.
4.51. У тюбингов, доставляемых к месту работ, должны быть тщательно очищены от смазки поверхности обработанных бортов, болтовых отверстий, а также зенковок и цековок в них.
Смазку с указанных поверхностей рекомендуется удалять на утепленной эстакаде перед спуском чугунных тюбингов в шахту или в руддворе шахты.
Смазку следует удалять скребками с одновременной протиркой поверхности в указанных местах хлопчатобумажными концами, смоченными керосином или соляровым маслом.
4.52. При выполнении всех операций, связанных с гидроизоляцией болтовых отверстий, следует пользоваться оборудованием и инвентарем, приведенным в приложении 11.
4.53. Болтовые комплекты с предусмотренными в пп.4.27 и 4.28 гидроизоляционными шайбами должны доставляться к месту работ в закрытой инвентарной заводской упаковке и выдерживаться в ней при температуре тоннеля (см. п.4.50) не менее 4 ч.
4.54. Обработанные поверхности бортов установленного кольца обделки перед сборкой очередного кольца следует тщательно очистить от налипших породных частиц.
4.55. В процессе укладки каждого тюбинга не допускается наличие в стыках грязи и частиц породы и должна обеспечиваться полная чистота поверхностей соприкасающихся бортов тюбингов.
4.56. Болтовые отверстия лотковых тюбингов в стадии монтажа обделки могут быть гидроизолированы по п.4.10, если насосом удается откачивать воду ниже их уровня.
4.57. В процессе монтажа обделки болтовые отверстия укладываемого тюбинга должны с помощью оправок совмещаться с болтовыми отверстиями ранее уложенных тюбингов. Каждый устанавливаемый тюбинг должен при этом браться на две оправки по кольцевому стыку и на одну оправку по радиальному стыку с дополнительной установкой в необходимых случаях монтажных болтов. Их следует также устанавливать в болтовых отверстиях всех лотковых тюбингов, если не удается откачать воду.
4.58. Началу гидроизоляции должна предшествовать очистка и окраска болтовых отверстий, из которых извлечены оправки. Очищать указанные отверстия следует с помощью металлических ершей, обмотанных сухими хлопчатобумажными концами. Окрашивать болтовые отверстия, зенковки и цековки следует, применяя соответствующую грунтовку (см. приложения 5, 9, 10) (см. п.2.24), с помощью кистей вручную.
4.59. Болтовые комплекты при их установке должны браться непосредственно из тары (по п.4.53) и устанавливаться незагрязненными. Вынимать болтовые комплекты из тары и загрязнять их перед установкой категорически запрещается.
4.60. Болтовой комплект в подготовленное по п.4.58 болтовое отверстие должен устанавливаться таким образом, чтобы утолщенная металлическая сферическая оболочка гидроизоляционной шайбы красного цвета была размещена под гайкой, а более тонкая черного цвета - под головкой болта.
4.61. На заведенный в соответствии с п.4.59 в болтовое отверстие болтовой комплект должна быть навинчена от руки гайка на 2-3 нитки резьбы болта.
4.62. Гайка полностью должна быть навинчена и затянута с помощью углового реверсивного пневматического гайковерта ИП-3205А (рис.24) с характеристикой, приведенной в приложении 11. Гайковерт в соответствующем исполнении способен развивать крутящий момент, равный 800, 1250, 1600 Н·м, или соответственно 80, 125, 160 кгс·м и завинчивать гайки болтов как 27, так и 36 мм при давлении сжатого воздуха 0,5 МПа (5 кгс/см ) и его расходе 1,05 м/мин.
) и его расходе 1,05 м/мин.
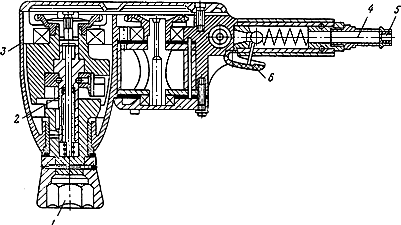
Рис.24. Гайковерт угловой реверсивный пневматический ИП-3205А:
1 - корпус со штуцером; 2 - дросселирующее устройство; 3 - рукоятка; 4 - шпиндель;
5 - букса; 6 - курок пускателя
4.63. При затяжке болта по п.4.62 должно быть предотвращено его проворачивание ключом с закрытым зевом (см. рис.23) приемами, предусмотренными п.4.42.
В затянутом болтовом соединении сферическая оболочка под головкой болта должна оставаться выпуклой, а под гайкой болта - плосковыпрямленной, но не вогнутой.
4.64. Монтаж обделки тоннеля с гидроизоляционными шайбами в болтовых отверстиях должен сопровождаться выполнением мероприятий, предотвращающих возможность смещения в них болтовых соединений:
а) в период монтажа - путем установки клиньев между спинкой укладываемого тюбинга и оболочкой щита при проходке щитом или между спинкой тюбинга и породой при проходке без щита;
б) после завершения монтажа обделки - путем заполнения между ней и породой строительного зазора тампонажным раствором и установкой, в случаях, предусмотренных проектом организации работ, металлических стяжек.
4.65. При монтаже обделки под прикрытием оболочки щита должна быть обязательно выполнена дополнительная подтяжка болтов в момент передвижки щита при включенных еще домкратах для доуплотнения гидроизоляционной части шайб в околоболтовом зазоре.
4.66. Сферическая металлическая оболочка со стороны головки болта должна быть полностью выпрямлена в процессе контрольной подтяжки болтов перед началом работ по гидроизоляции стыков тюбинговой обделки.
4.67. Течи, появившиеся в болтовых отверстиях после зачеканки канавок при недовыпрямленных металлических сферических оболочках, следует, как правило, устранять подтяжкой соответствующих болтов, не прибегая к их замене.
4.68. Течи, появившиеся в болтовых отверстиях в случаях, предусмотренных в п.4.66, при полностью выпрямленных металлических сферических оболочках под головкой болта должны быть устранены путем замены в таком болтовом соединении дефектных уплотнений комплектом новых гидроизоляционных шайб с соответствующими металлическими сферическими оболочками под головкой и гайкой болтов.
4.69. В случае необходимости гидроизоляции смещенных болтовых отверстий с установкой в них болтов меньшего диаметра (по решению, согласованному с проектной организацией) болты должны быть укомплектованы волокнистыми шайбами, предусмотренными п.4.13 и отвечающими техническим требованиям, приведенным в приложении 7.
4.70. Предшествующие гидроизоляции болтовых отверстий волокнистыми шайбами работы должны быть выполнены в соответствии с требованиями пп.4.50-4.57.
4.71. При гидроизоляции болтовых отверстий с применением волокнистых гидроизоляционных шайб, поверхности отверстий зенковок и цековок нельзя окрашивать.
4.72. У применяемых волокнистых шайб внутренний диаметр должен быть несколько меньше диаметра болта или равным ему.
4.73. Применять волокнистые шайбы следует в болтовом комплекте со сферическими металлическими оболочками, соответствующими типу болта, одинаковой толщины как под его головкой, так и со стороны гайки.
4.74. Волокнистая шайба должна надеваться на болт путем его проворачивания, не допуская разлохмачивания на ней оплетки.
4.75. На болт, заведенный в болтовое отверстие, волокнистую шайбу следует надевать, вращая ее по резьбе.
4.76. Болт с волокнистыми шайбами следует затягивать гайковертом или сбалчивателем до тех пор, пока они под головкой и гайкой болта не спрессуются под металлическими оболочками в прокладки толщиной 45 мм.
4.77. Выжатую при затяжке болтов пропиточную массу из волокнистых шайб следует тут же удалить путем протирки поверхности тюбингов хлопчатобумажными концами, смоченными в керосине.
4.78. Гидроизоляция болтовых отверстий в случаях, предусмотренных п.4.13, производится согласно проекту, с применением свинцовых шайб, отвечающих требованиям, приведенным в приложении 8.
4.79. Работы, которые предшествуют гидроизоляции болтовых отверстий свинцовыми шайбами, должны быть выполнены в соответствии с указаниями п.4.50 и 4.57.
4.80. Поверхности зенковок и цековок болтовых отверстий при их гидроизоляции с применением свинцовых шайб не должны окрашиваться.
4.81. Болтовой комплект со свинцовыми шайбами должен включать плоские металлические шайбы, отвечающие требованиям ГОСТ 18123-72 и имеющие применительно к типу болта следующие размеры и массу (табл.18).
Таблица 18
|
Тип болта |
Материал |
Диаметр, мм |
Толщина, мм |
Масса, кг | ||
|
наружный |
внутренний |
|||||
|
П |
Ст.0 |
50 |
27 |
5 |
0,053 | |
|
П |
Ст.0 |
55 |
32 |
5 |
0,063 | |
|
Э |
Ст.0 |
68 |
38 |
6 |
0,116 | |
|
С |
Ст.0 |
80 |
45 |
6 |
0,159 | |
4.82. Работы по гидроизоляции болтовых отверстий с применением свинцовых шайб следует производить с учетом указаний, приведенных в пп.4.59, 4.61-4.64.
4.83. В случаях провертывания болта или срыва на нем резьбы следует установить болтовой комплект с новыми шайбами.
4.84. Выдавленный при затяжке болтов из-под металлических шайб свинец должен срезаться. Эти срезки должны собираться в отдельную емкость и сдаваться на склад объекта.
Гидроизоляция отверстий для нагнетания в тоннелях закрытого способа работ
4.85. Отверстия для нагнетания должны быть гидроизолированы после завершения повторно-контрольного нагнетания за обделку.
4.86. Гидроизоляционные работы по п.4.85 должны совмещаться с выполнением работ по гидроизоляции стыков тоннельной обделки.
4.87. В обделке тоннеля из чугунных тюбингов в отверстия для нагнетания должны быть ввинчены чугунные пробки (см. рис.5) в сочетании с размещенными под их заплечиками гидроизоляционными уплотняющими прокладками, предусмотренными п.2.9 или п.2.10, отвечающими требованиям, приведенным в приложениях 9 и 10.
4.88. В обделке тоннеля из железобетонных элементов (блоков, тюбингов) отверстия для нагнетания должны быть гидроизолированы с применением быстросхватывающихся алюминатных вяжущих (БУС, БРЦ, ГГРЦ) (см. пп.2.11-2.13).
4.89. В чугунных тюбингах тоннельной обделки должны быть отверстия для нагнетания соответствующего размера с резьбой в них, отвечающие требованиям ТУ 35-521-82.
К рабочему месту пробки должны быть доставлены в комплекте с гидроизоляционной прокладкой в заводской упаковке.
Запрещается высыпать пробки из заводской тары, загрязнять их и забивать резьбу на них.
4.90. Комплекты пробок с гидроизоляционными прокладками должны быть выдержаны у места работ до их установки не менее двух часов до приобретения ими постоянной температуры тоннеля.
4.91. При температуре воздуха у места работ ниже +5 °С, комплекты перед установкой надлежит подогреть теплым воздухом воздуходувки.
4.92. К началу работ по гидроизоляции отверстий для нагнетания на рабочем месте должно быть сосредоточено необходимое оборудование, инвентарь и пр., предусмотренные приложением 12.
4.93. В составе работ по гидроизоляции отверстий для нагнетания необходимо предусматривать:
извлечение из них забитых при нагнетании деревянных пробок;
удаление из них схватившегося цементного раствора;
прогонку резьбы набором метчиков соответствующего размера;
очистку поверхности тюбинга у отверстий;
окраску поверхности тюбингов в зоне заплечиков пробки.
4.94. Цементный раствор следует удалять из отверстий для нагнетания, не допуская при этом повреждения резьбы.
4.95. Поверхность тюбингов у отверстий для нагнетания следует очищать вначале металлическими щетками и затем насухо протирать их хлопчатобумажными концами.
4.96. Очищенные поверхности тюбингов следует окрашивать при применении гидроизоляционных асбобитумных прокладок - битумным лаком (см. приложение 5 и п.5 приложения 9), а при применении гидроизоляционных полиэтиленовых прокладок - хлорсульфополиэтиленовым лаком (см. п.12 приложения 10).
4.97. Указанные в п.4.96 лаки следует наносить с помощью кисти тонким слоем толщиной до 1 мм. Нанесенные пленки лаков необходимо высушить в течение не менее двух часов.
4.98. Комплекты пробок следует брать непосредственно из заводской инвентарной тары и незагрязненными ввертывать рукой на 2-3 нитки резьбы отверстия. Затем пробку следует завинчивать торцевым ключом (рис.25) до тех пор, пока заплечики пробки не обожмут прокладку (рис.26).
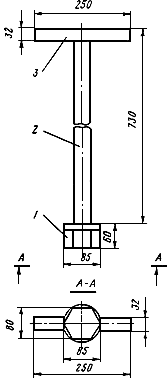
Рис.25. Торцовый ключ для завинчивания пробок в отверстия для нагнетания тюбингов тоннельной обделки:
1 - шестигранная головка; 2 - стержень; 3 - рукоятка
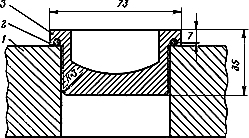
Рис.26. Пробка с обжатой прокладкой в тюбинговом отверстии для нагнетания:
1 - тюбинг; 2 - обжатая прокладка; 3 - пробка.
4.99. В железобетонных элементах тоннельной обделки должно быть безрезьбовое отверстие с размерами, соответствующими требованиями ТУ для блоков и железобетонных тюбингов.
4.100. Отверстия по п.4.99 должны быть гидроизолированы путем их заполнения быстросхватывающимися вяжущими по п.4.88, увлажняемыми 15-18% воды и уплотнения этой массы торцевым чеканочным наконечником круглого сечения молотка РБ-1. Заполнение производится послойно на всю глубину отверстия.
4.101. При наличии водопритока через отверстия их следует заделывать цементным тестом из БУСа, смоченного 30% воды от массы цемента. Цементное тесто выдерживают до укладки 5 мин и придают ему форму комка, который затем быстро вводят в отверстие на деревянном поддоне, сразу же прижимаемом к поверхности элемента распоркой.
Распорку допускается снимать не ранее чем через 1 ч после окончания заделки отверстия.
4.102. Отверстия для нагнетания в тюбингах с дефектной резьбой, которая не может быть выправлена, допускается гидроизолировать приемами, приведенными в п.4.100 и 4.101.
Гидроизоляция стыков тоннельной обделки
4.103. Гидроизоляцию стыков тоннельной обделки следует выполнять соответственно принятому проектом конструктивному решению применительно к виду обделки (см. пп.3.32-3.38) и рекомендованным к применению материалам (см. пп.2.11, 2.14). Водонепроницаемость стыков тоннельной обделки достигается применением соответствующих материалов, зачеканиваемых в канавки.
4.104. Работы по гидроизоляции стыков могут быть начаты на участках тоннелей после прекращения их деформаций и выполнения комплекса мероприятий по нагнетанию в соответствии с п.1.6. Место работ должно быть отдалено от забоя не менее чем на 50 м и от пункта по контрольному нагнетанию не менее чем на 25 м.
4.105. На участках тоннелей с примыкающими к ним притоннельными сооружениями, в случае разработки в них породы взрывным способом, гидроизоляцию стыков разрешается начать после окончания в притоннельных выработках соответствующего комплекса работ по сооружению обделки.
4.106. В местах расположения проемов гидроизоляционные работы разрешается начинать лишь после окончания всех работ, связанных с устройством проемов.
4.107. В наклонных тоннелях, шахтных стволах и других подземных сооружениях, возводимых с применением замораживания, гидроизоляция стыков допускается после того, как температура обделки и окружающего воздуха установится постоянной и будет не ниже +5 °С.
4.108. На участке тоннеля, где должны быть начаты работы по гидроизоляции стыков, должна быть выполнена контрольная подтяжка всех болтов и завершены работы по гидроизоляции отверстий для нагнетания (см. пп.4.27-4.84).
4.109. Поверхность обделки в лотковой части тоннеля к началу работ по гидроизоляции стыков должна быть очищена от остатков породы и грязи, а протекающая по лотку вода должна быть отведена от рабочего места.
4.110. Канавки между тюбингами в стыках обделки должны быть очищены до металлического блеска механически или предназначенным для этого пескоструйным аппаратом (рис.27) и продуты сжатым воздухом.
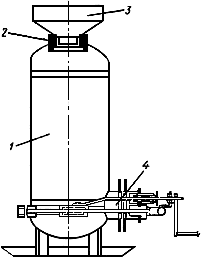
Рис.27. Пескоструйный аппарат А-3719:
1 - резервуар; 2 - загрузочный люк; 3 - воронка; 4 - механизм регулировки подачи песка
Для пескоструйной очистки канавок следует применять сухой и чистый кварцевый песок с крупностью зерен от 1 до 3 мм; повторно использовать песок, применявшийся для очистки канавок, запрещается.
4.111. К началу работ по гидроизоляции стыков участок тоннелей должен быть обеспечен нормально действующей вентиляцией, магистралью сжатого воздуха, водопроводной магистралью и электросетью с соответствующим количеством постоянных осветительных точек и переносных ламп.
4.112. На рабочем месте должны быть сосредоточены оборудование, механизмы, инструменты и инвентарь, предусмотренные приложением 13.
4.113. Гидроизоляционные работы, связанные с герметизацией стыков в сводовой части тоннеля, должны производиться в перегонных тоннелях с передвижных тележек (см. рис.17), а в эскалаторных и станционных тоннелях - с соответствующих подмостей (рис.28) (см. приложение 11).
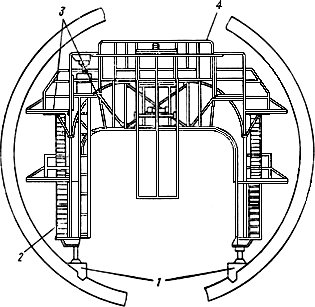
Рис.28. Тележка (подмости) для выполнения гидроизоляционных работ в станционных тоннелях:
1 - опорные башмаки; 2 - лестница; 3 - площадка; 4 - ограждающие перила
4.114. Уплотнение свинцовой проволоки, освинцованного шнура в канавках чугунных тюбингов и слоев алюминатных вяжущих над ними, а в канавках между элементами сборной железобетонной обделки - одних алюминатных вяжущих должно производиться рубильно-чеканочными молотками Р-1, Р-2, Р-3 (рис.29) с технической характеристикой, приведенной в п.5 приложения 13.
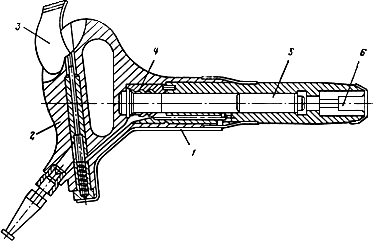
Рис.29. Молоток рубильный Р-1; Р-2; Р-3:
1 - ствол; 2 - рукоятка со штуцером; 3 - клапан пускового механизма; 4 - стопорное кольцо; 5 - ударник; 6 - букса
4.115. К чеканочным молоткам по п.4.114 должны быть приданы чеканы, металлические наконечники с овальной формой рабочей части (рис.30). Чеканы должны быть в наборе с толщиной 2, 4, 6, 8, 10, 12, 15, 18, 21, 24 и 27 мм. Различная толщина рабочей части обусловлена необходимостью применения наконечников в канавках между элементами различной ширины.
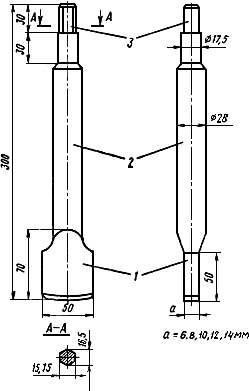
Рис.30. Чеканочный наконечник к пневматическим молоткам Р-1, Р-2, Р-3:
1 - рабочая часть; 2 - стержень; 3 - шестигранная головка наконечника
4.116. Заполнение канавок в стыках следует производить с помощью специальных цементоукладчиков (рис.31) ЦУЛ-1Т* при обделке из чугунных тюбингов и ЦУЛ-1Б* при обделке из железобетонных элементов.
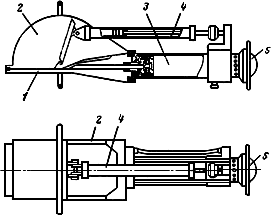
Рис.31. Цементоукладчик ЦУЛ-1т*; ЦУЛ-1б*:
1 - поддон с рукояткой; 2 - корпус емкости; 3 - пневмоцилиндр с поджимающей диафрагмой;
4 - пневмоцилиндр с лопаткой, толкающей смесь; 5 - кнопка клапана
__________________
* Соответствует оригиналу. - Примечание изготовителя базы данных.
4.117. Работающий должен производить чеканку канавок в головном уборе, снабженном точечным источником света, и в очках (рис.32).
Рис.32. Зачеканка канавок молотком Р-1
4.118. В стыках между чугунными тюбингами тоннельной обделки, в случаях (см. пп.2.14, 3.32 и 4.20) применения свинца, канавки зачеканивают свинцовой проволокой или освинцованным шнуром на  их глубины, а остальную часть канавки - быстросхватывающимся расширяющимся вяжущим (БУС, БРЦ или ГГРЦ). При чеканке канавок следует вкладывать два ряда свинцовой проволоки.
их глубины, а остальную часть канавки - быстросхватывающимся расширяющимся вяжущим (БУС, БРЦ или ГГРЦ). При чеканке канавок следует вкладывать два ряда свинцовой проволоки.
4.119. Свинцовую проволоку или освинцованный шнур допускается укладывать в канавки чугунных тюбингов, очищенные пескоструйным аппаратом после продувки их сжатым воздухом.
4.120. Во избежание появления налетов ржавчины на поверхности стенок канавок, разрыв во времени между очисткой их и укладкой указанной проволоки или шнура должен быть не более 8 ч.
4.121. Свинцовая проволока (шнур) должны сматываться с барабана или катушки и нарезаться на куски определенной длины.
Длина отрезков свинцовой проволоки или шнура для зачеканки продольных канавок должна быть равна  , где
, где  - длина канавки,
- длина канавки,  - ширина канавки.
- ширина канавки.
Длина отрезков свинцовой проволоки или шнура для зачеканки кольцевых канавок должна составлять не менее 2,5 м.
4.122. Поверхности заготовленных отрезков свинцовой проволоки (или шнура) должны быть очищены от окисной пленки до блеска кардолентой или наждачной бумагой 00.
4.123. Для того чтобы завести в канавки отрезки свинцовой проволоки (шнура), они должны быть предварительно сплющены до соответствующей толщины, примерно равной ширине канавки, в которую они должны быть помещены.
4.124. Вдавливать до дна канавки свинцовую проволоку или шнур допускается ручным чеканом или с помощью чеканочного наконечника молотка Р-1 при легких его ударах (см. рис.32).
4.125. При укладке свинцовой проволоки (шнура) в кольцевые канавки свода необходимо отогнуть под углом 90° конец отрезка длиной 150-200 мм, как показано на рис.33, для обеспечения соответствующей нахлестки в месте предполагаемого стыка.

Рис.33. Отогнутый конец отрезка свинцовой проволоки в месте предполагаемого стыка
4.126. Стыковать отрезки свинцовой проволоки или шнура в кольцевых канавках следует с соблюдением нахлестки с перекрытием концов не менее чем на 30 мм, как показано на рис.34, а - в момент укладки, и на рис.34, б - после чеканки молотком.
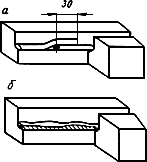
Рис.34. Стыкование концов отрезков свинцовой проволоки:
а - в момент укладки; б - в зачеканенном состоянии
4.127. В местах пересечения продольных и кольцевых канавок свинцовую проволоку (шнур) следует стыковать также внахлестку, но с перекрытием на ширину канавки концов отрезка, как показано на рис.35.

Рис.35. Стык отрезков свинцовой проволоки в местах пересечения продольных и кольцевых канавок:
а - нахлестка уложенных концов; б - стык после зачеканки концов
Концы отрезков свинцовой проволоки или шнура следует тщательно зачистить для обеспечения герметичного их стыкования при чеканке.
4.128. Свинцовую проволоку или шнур следует зачеканивать пневматическим чеканочным молотком Р-2; Р-3 (см. рис.29) со вставленным в него чеканочным наконечником (см. рис.30), с толщиной рабочей части, соответствующей ширине канавки.
4.129. В процессе чеканки свинца необходимо непрерывно передвигать молоток вдоль канавки без сильного нажима на его рукоятку, для того чтобы избежать перерезания проволоки или шнура.
Продолжительной сосредоточенной чеканки свинца на одном и том же месте следует избегать. При этом наконечник должен быть направлен перпендикулярно дну канавки, как показано на рис.36.
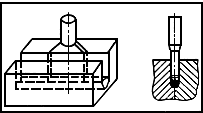
Рис.36. Наконечник, перпендикулярно направленный ко дну канавки
4.130. Образующийся при чеканке свинца на стенках канавки заусенец (рис.37) следует убрать чеканочным наконечником, причеканив его к основной массе свинца. При снятии свинцовых заусенцев чеканочный наконечник должен быть направлен под углом 20-30° к стенкам канавки.
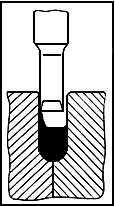
Рис.37. Заусенец свинца и прием его удаления
4.131. Зачеканка свинца считается законченной, когда при легких ударах по уложенному слою он больше не вдавливается в канавку и слышится металлический звук.
4.132. В случае появления в канавках, зачеканенных свинцом, течи она должна быть устранена дополнительной подчеканкой свинца в данном месте.
Если подчеканкой свинца не удается приостановить течь, то на участке течи следует применить дополнительный слой свинцовой проволоки, тщательно очищенной и зачеканенной (см. пп.4.128-4.131).
4.133. В случае, когда приемами, указанными в п.4.132, течь не удалось устранить, необходимо на участке течи вырубить свинец и после пескоструйной очистки канавки уложить повторно очищенный отрезок свинцовой проволоки (шнура) с нахлесткой длиной не менее 30 мм, перекрывающей концы оставшегося в канавке слоя.
4.134. В канавках шириной более 12 мм при наличии неприостанавливающейся течи из швов следует укладывать дополнительный отрезок свинцовой проволоки или шнура.
4.135. Оставшаяся часть канавки должна быть не ранее чем через 8 ч и не позднее чем через 24 ч заполнена и зачеканена быстросхватывающейся уплотняющейся смесью БУС или БРЦ. В момент укладки БУС или БРЦ не должно быть признаков просачивания воды из-под свинцового слоя.
4.136. БУС или БРЦ следует увлажнять, укладывать в канавки и зачеканивать в них в соответствии с правилами, предусмотренными в п.4.137.
4.137. Применяемые алюминатные вяжущие для гидроизоляции стыков тоннельной обделки должны удовлетворять требованиям соответствующих технических условий (пп.2.11-2.13) соответственно гарантированному сроку их хранения.
4.138. К рабочему месту алюминатные вяжущие (БУС, БРЦ, ГГРЦ) должны быть доставлены в металлических емкостях с герметично закрытыми крышками, предохраняющими их от действия влаги и схватывания в период транспортировки.
4.139. Алюминатные вяжущие по п.4.138 следует увлажнять различным количеством воды, принимаемым применительно к водообильности участка с возведенной в нем обделкой тоннеля:
при отсутствии водопритока через швы обделки и в канавках, зачеканенных свинцом, для увлажнения вяжущего следует брать 15-18% воды от массы;
в случае зачеканки канавок со слабой фильтрацией воды через швы для увлажнения первого слоя вяжущего следует брать 10-12% воды от его массы, а для последующих слоев, соответственно, 15-18% воды.
В случае зачеканки канавок со струйной течью через швы обделки необходимо применять только БУС без предварительного его увлажнения при укладке первого слоя.
4.140. Для зачеканки канавок при отсутствии водопритока и для зачеканки последующих слоев вяжущее следует увлажнять водопроводной водой, отвечающей требованиям СНиП В3-62, п.1.20.
4.141. Одновременно следует увлажнять небольшие количества вяжущих (3-5 кг), которые возможно израсходовать на позднее чем через 10 мин от момента добавки воды.
4.142. Алюминатные расширяющиеся вяжущие и добавляемая в них вода должны быть отдозированы при помощи соответствующих мерных емкостей. Добавка воды должна сопровождаться тщательным перемешиванием смеси и протиранием ее сквозь сито (п.10 приложения 13) до достижения полной однородности увлажнения массы.
4.143. Работы по гидроизоляции стыков следует начинать в сводовой части тоннеля и зачеканивать приготовленную по п.4.142 массу в канавке сверху вниз.
4.144. При производстве гидроизоляционных работ в обделке на участках с отсутствующим водопритоком через швы допускается зачеканка канавок увлажненным по п.4.142 вяжущим снизу вверх от лотка.
4.145. Увлажненное вяжущее следует укладывать послойно: вначале - в продольные канавки и в местах их сопряжений с кольцевыми, а затем - в кольцевые на длине 3-4 м. Укладка массы производится послойно в 2-3 приема. Каждый уложенный слой должен быть сразу же уплотнен при помощи чеканочного молотка (см. рис.29) и после уплотнения периодически (через 2-3 ч) орошаться водой.
4.146. Канавку следует заполнять и уплотнять повторно до тех пор, пока она не будет заполнена доверху. Местные углубления на поверхности уплотнения не должны превышать 2 мм при чугунной обделке и 5 мм - при железобетонной.
4.147. Уложенный слой следует считать достаточно уплотненным, когда при ударах чеканочным наконечником по его поверхности ощущается металлический звук.
4.148. Зачеканенные канавки в течение первых суток должны обязательно повторно орошаться не менее трех раз.
4.149. При возобновлении работ после перерыва в них необходимо в стыкуемом месте срубить ранее выполненное уплотнение под углом 90° на всю глубину канавки.
4.150. Срубать ранее выполненное уплотнение рекомендуется пневматическим молотком Р-3 с наконечником-зубилом с односторонней острой заточкой. Пользоваться затупленными зубилами категорически запрещается.
4.151. В случае, когда из зачеканенных канавок появились течи, связанные с перестановкой болтовых скреплений, следует между соответствующими болтовыми отверстиями вырубить ранее выполненное уплотнение и на протяжении данного дефектного участка повторить весь комплекс гидроизоляционных работ.
4.152. Течи, появляющиеся в зачеканенных канавках стыков сборной железобетонной обделки, следует ликвидировать после предварительного уплотнения приемами, предусмотренными п.4.150.
Гидроизоляция трещин, возникающих в тюбингах тоннельной обделки
4.153. Гидроизоляцию трещин, возникающих в тюбингах, следует выполнять в случаях, предусмотренных п.3.41, с учетом указаний пп.3.42-3.44.
4.154. Для гидроизоляции трещин, указанных в п.4.153, должен быть применен тип уплотнения (ЗТ), предусмотренный табл.10.
4.155. Гидроизоляция по п.4.154 должна осуществляться по одному из конструктивных решений, предусмотренных в табл.12, при струйном водопритоке - с подслоем свинца, прижатым дрязгой, а при капеже - слоем дрязги.
4.156. Металломасса "дрязга", используемая для гидроизоляции трещин, должна изготавливаться в соответствии с указаниями п.2.17 и приложением 2.
4.157. На участке тоннеля, в котором предстоит гидроизоляция трещин, образовавшихся в тюбингах, должны быть удалены стяжки, выполнено повторно-контрольное нагнетание, гидроизолированы болтовые отверстия, отверстия для нагнетания и стыки тюбингов; маркшейдерскими наблюдениями должна быть подтверждена стабильность размеров трещины.
4.158. Состав работ, связанный с гидроизоляцией трещин, должен включать:
вырубку канавки по всей длине трещины;
очистку поверхности стенок канавки;
зачеканку канавки при водопритоке свинцовой проволокой;
приготовление металломассы "дрязга";
заполнение канавки дрязгой;
зачеканку дрязги в канавки.
4.159. Канавку над трещиной следует вырубать в чугуне с помощью пневматического молотка Р-1Р-3, снабженного наконечником с острым закаленным зубилом. Ширина канавки 810 мм, а глубина ее 1517 мм. Стенки вырубленной канавки должны быть дополнительно зачищены драчевым напильником.
4.160. В случае применения комбинированного уплотнения, включающего свинцовую проволоку, должен быть взят отрезок ее соответствующей длины. Он должен быть предварительно сплющен до толщины, соответствующей ширине канавки, и очищен до металлического блеска кардолентой или наждачной бумагой.
4.161. Очищенный отрезок свинцовой проволоки следует заводить в канавку с помощью ручной чеканки легкими ударами по ней ручным молотком, а затем зачеканивать молотком (см. рис.29), с соответствующим наконечником, равным ширине канавки.
4.162. Свинцовую проволоку следует чеканить, не допуская образования заусенцев на стенках канавки. При чеканке свинцовой проволоки не допускается стыковать в канавке несколько ее отрезков.
4.163. Чеканку проволоки следует считать достаточной при наличии у уложенного слоя ровной поверхности и металлического звука под воздействием легких ударов молотка.
4.164. В зачеканенную свинцом абсолютно сухую канавку следует уложить металломассу "дрязга".
4.165. В случае применения металломассы "дрязга" для гидроизоляции трещин, не фильтрующих воду, она должна быть уложена в предварительно очищенные и продутые сжатым воздухом канавки.
4.166. Применяемая металломасса "дрязга" должна иметь соответствующий состав, приготовленный приемами, предусмотренными в приложении 2.
4.167. Каждая приготовленная порция дрязги должна быть израсходована не позднее чем через полтора часа после добавления в нее воды. Порцию, не израсходованную в указанное время, применять запрещается.
4.168. Каждый уложенный слой дрязги должен быть тщательно зачеканен подобно свинцу до металлического звука.
Гидроизоляция сопряжений тоннельной обделки
4.169. В местах примыкания тоннельной обделки к камерам должно быть обеспечено водонепроницаемое их сопряжение устройством в них пластичной диафрагменной мембраны в соответствии с указаниями, приведенными в пп.3.46-3.56.
4.170. В местах, указанных в п.4.169, сопряжений рекомендуется выполнять тип гидроизоляции ГСТиБ, предусмотренный в табл.10.
4.171. Гидроизоляция по п.4.169 должна осуществляться по одному из конструктивных решений, предусмотренных в табл.12, согласно схемам, приведенным на рис.8 и 9.
4.172. Гидроизоляция сопряжений должна быть выполнена с применением материалов, предусмотренных п.2.18, в ассортименте, приведенном в приложении 1.
4.173. Мастика гидроизомаст, предназначенная для уплотнения зазоров между прижимающей накладкой и диафрагменной мембраной, должна изготавливаться с учетом п.2.19 и указаний, приведенных в приложении 4.
4.174. Для устройства гидроизоляции в местах сопряжений, у места работ должно быть сосредоточено и использовано необходимое оборудование, механизмы и инвентарь, предусмотренные в приложении 15, а также все требуемые материалы и компоненты мастик согласно приложению 1.
4.175. В местах сопряжений до начала работ по устройству гидроизоляции должно быть завершено повторно-контрольное нагнетание за обделку согласно "Инструкции по производству работ по нагнетанию за тоннельную обделку" ВСН 132-81.
4.176. Предшествующие гидроизоляции сопряжений подготовительные работы должны предусматривать:
срезку трубок для нагнетания заподлицо с поверхностью бетона;
заполнение остающейся в бетоне трубки цементным раствором и зачеканку внутренней ее части на глубину не менее 50 мм;
очистку бетона в местах сопряжений от грязи, остатков древесины и породы;
нанесение по очищенной поверхности бетона стяжки из цементно-песчаного раствора состава 1:2;
нанесение штукатурного слоя в местах расположения внутренних углов и выступающих граней с закруглениями их по радиусу не менее 15 см;
очистку обработанных поверхностей тюбинговых бортов от смазки и грязи;
установку на рабочем месте двух-трех битумоварок емкостью 100 л каждая и электроплиты для сушки наполнителя;
размещение у места работ трансформатора напряжения мощностью 1,5 кВ·А для подсоединения электрокатка с напряжением трансформированного тока 36 В;
доставку в необходимом количестве нефтяного битума, петролатума, каолина (компонентов горячей мастики), стеклосетчатой ткани, асидолмылонафта, БУСа (компонентов холодной мастики), а также болтовых комплектов с гидроизоляционными шайбами в сочетании с требуемыми прижимными накладками.
4.177. Армирующие прослойки стеклосетчатой ткани при гидроизоляции сопряжений должны быть размещены на изолируемой поверхности, как показано на рис.38, с применением полотен соответствующей длины.
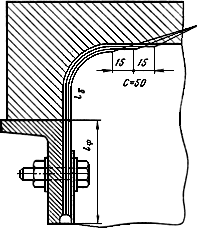
Рис.38. Схема расположения в слоях концов полотен стеклоткани: - высота борта тюбинга;
- высота борта тюбинга;  - высота бетона;
- высота бетона;  - длина конца первого полотна;
- длина конца первого полотна;  - величина разбежки
- величина разбежки
4.178. Полотна стеклоткани на подготовленные в соответствии с п.4.176 поверхности следует наклеивать битумно-каолиновой мастикой, состав, свойства и физико-механические показатели которой приведены в приложении 3.
4.179. Изготавливать битумно-каолиновую мастику по п.4.178 следует в соответствии с указаниями, приведенными в приложении 17.
4.180. При наклейке полотен стеклоткани должна соблюдаться нахлестка кромок и соответствующая разбежка в слоях, предусмотренные рис.39.
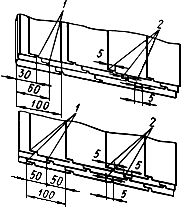
Рис.39. Рекомендуемые нахлестка и разбежка в водонепроницаемой оболочке из стеклоткани:
1 - величина разбежки; 2 - величина нахлестки
4.181. Битумно-каолиновую мастику следует наносить с помощью щетки конструкции Тихомирова (рис.40). При этом температура мастики должна быть не ниже 120 °С, а толщина наносимого слоя должна составлять 2-3 мм.
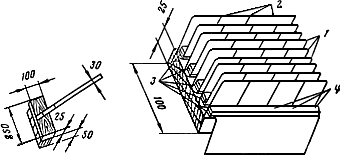
Рис.40. Щетка конструкции Тихомирова для нанесения мастики:
1 - полоски из брезента или старых пожарных рукавов (240х100); 2 - надрезы в полосках
(через каждые 60 мм, глубиной 40 мм); 3 - металлические пластины (245х6х2 мм);
4 - отверстия в пластинах (через каждые 50 мм диаметром 3 мм)
4.182. Стеклоткань следует накладывать на нанесенный неостывший слой мастики с разглаживанием складок и прижатием ее с помощью шпателя (рис.41). Шпатель следует перемещать от оси полотна к кромкам.

Рис.41. Шпатель для разглаживания и прижима армирующей прослойки стеклоткани
4.183. Наложенную прослойку стеклоткани следует тщательно прогладить с помощью электрокатка (рис.42), нагретого до 210 °С.

Рис.42. Электрокаток для гидроизоляции:
1 - труба-кожух (бронза); 2 - проволока; 3 - труба (чугун, сталь, асбестоцемент); 4 - электроизолирующий
слой; 5 - металлический вкладыш; 6 - накладка; 7 - подшипник; 8 - электропровод;
9 - электропровод от трансформатора; 10 - штепсельная вилка; 11 - трубчатая ручка;
12 - захват из полосовой стали
4.184. Наклеивать стеклоткань в местах сопряжения гидроизоляции следует вначале только до горизонтального диаметра тоннеля, а после завершения состава работ, включая устройство железобетонной рубашки, выше горизонтального диаметра с охватом свода тоннеля.
4.185. Наклейку стеклоткани сразу по всему сопряжению следует производить только в примыкающих к тюбинговой обделке конструкциях малых габаритов (коллекторы, проемы и т.п.).
4.186. При выполнении работ в местах сопряжений нужно следить за тем, чтобы наклеенные слои ткани не оползали, при этом следует избегать образования в них складок и вздутий.
4.187. Гидроизоляция в местах сопряжений должна быть зажата накладками, предусмотренными проектом для соответствующего типа обделки в чертеже  "Обделка тоннелей из чугунных тюбингов", Метрогипротранс, сборник, 1953.
"Обделка тоннелей из чугунных тюбингов", Метрогипротранс, сборник, 1953.
4.188. Накладки следует устанавливать не позже чем через 20-30 мин после выполнения гидроизоляции на бортах тюбингов.
4.189. Обращенная к гидроизоляции по п.4.188 поверхность накладок за 1,5-2 ч до их установки должна быть покрыта мастикой гидроизомаст (см. п.4.173), наносимой слоем 5 мм. При этом поверхность накладок в зоне чеканочной канавки мастикой гидроизомаст покрывать не следует.
4.190. Мастику гидроизомаст следует приготавливать путем смешивания компонентов в соотношениях, рекомендованных п.5 приложения 4. Мастика считается готовой, когда в результате перемешивания указанных компонентов образуется однородная масса пластичной консистенции без сгустков и комков слежавшихся БУС или БРЦ. Указанную мастику следует готовить в небольших количествах, которые могут быть использованы не позже чем через 15 мин после окончания процесса ее изготовления.
4.191. Покрываемые (по п.4.189) поверхности накладок мастикой гидроизомаст должны быть чистыми, сухими, имеющими температуру не менее +5 °С. В связи с этим зимой накладки должны быть доставлены к месту работ за 2-3 ч до нанесения на них мастики.
4.192. Накладки с нанесенным на их поверхность слоем мастики должны храниться в горизонтальном положении. При этом нанесенный слой мастики не должен повреждаться и загрязняться.
4.193. Инвентарь, которым пользовались для приготовления мастики гидроизомаст, следует сразу же очистить от еще не схватившихся ее остатков.
4.194. Установке накладок должны предшествовать:
удаление концов изоляции, перекрывающих чеканочную канавку; удалять ее следует острым зубилом с односторонней заточкой;
просечка гидроизоляционного слоя, наклеенного на борты в местах болтовых отверстий; просечку отверстий следует производить со стороны наклеенного слоя гидроизоляции острыми трубчатыми пробойниками с наружным диаметром, равным или меньшим диаметра болтового отверстия.
4.195. Устанавливаемые накладки должны быть взяты на две оправки, заведенные в болтовые отверстия. Между ними должны быть размещены металлические пластины-перемычки (рис.43).
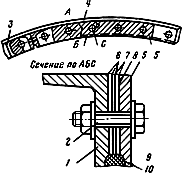
Рис.43. Схема зажатия гидроизоляционной оболочки в промежутках между накладками:
1 - борт тюбинга; 2 - болтовое соединение; 3 - пластины перемычки; 4 - промежутки между накладками;
5 - накладки; 6 - стеклоткань; 7 - битумно-каолиновая мастика; 8 - мастика "гидроизомаст";
9 - канавки; 10 - зачеканенное уплотнение
Пластины должны быть изготовлены из листовой декапированной стали по ГОСТ 16523-70 шириной 100 и длиной 250 мм, кромки и углы которой закруглены по радиусу 5-6 мм. Пластины должны быть предварительно окрашены битумным лаком по ГОСТ 8017-74.
Пластину размещают так, чтобы одна ее половина зажималась установленной накладкой, а вторая половина перекрывалась устанавливаемой затем соседней накладкой.
4.196. К бортам тюбингов накладки должны быть прижаты болтовыми комплектами, снабженными гидроизоляционными шайбами (см. п.2.4 и п.2.7). Болтовые отверстия при этом должны быть предварительно очищены и протерты ветошью. Головки установленных болтов должны быть обращены к накладкам.
4.197. Болты должны быть затянуты сбалчивателями (см. рис.18) или гайковертами (см. рис.24). При этом должны быть устранены просветы между накладками и гидроизоляционным слоем и выдавлен по всему контуру накладок избыток мастики гидроизомаст.
4.198. В процессе крепления накладок, расположенных у горизонтального диаметра тоннеля с каждой его стороны, должны быть установлены болты со штуцерами (рис.44) для гидравлического испытания гидроизоляции, выполненной в сопряжениях.
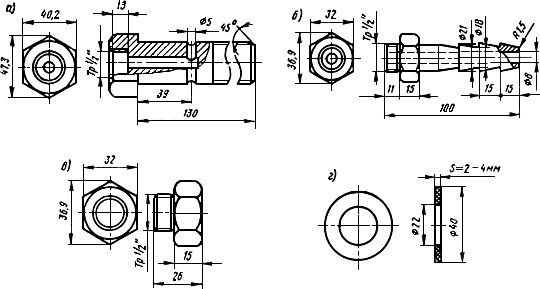
Рис.44. Болт со штуцером для гидравлических испытаний гидроизоляции сопряжений:
а - болт; б - штуцер; в - пробка; г - шайба
4.199. Устройству железобетонной рубашки в местах сопряжений должно предшествовать нанесение поверх гидроизоляции стяжки 5 мм толщины из цементно-песчаного раствора 1:3. Стяжку следует наносить вслед за наклейкой гидроизоляции вначале в нижней, а затем в верхней половине тоннеля.
4.200. Арматуру железобетонной рубашки в местах сопряжений следует устанавливать по слою отвердевшей стяжки, но не ранее чем через 24 ч.
4.201. При бетонировании железобетонной рубашки в сводовой ее части должны быть заложены в бетон металлические трубки или деревянные пробки диаметром 2", образующие затем отверстия для нагнетания за обделку.
4.202. Бетонировать железобетонную рубашку в указанных местах следует в соответствии с требованиями "Технических условий на производство бетонных и железобетонных работ при строительстве тоннелей" Т9-Т.10-56 Минтрансстроя.
4.203. После снятия опалубки с железобетонной рубашки через оставленные в ней отверстия (см. п.4.201) должно быть выполнено нагнетание за обделку густого с  0,6 цементного раствора состава 1:0 для ликвидации возможных пустот и зажатия выполненной гидроизоляции.
0,6 цементного раствора состава 1:0 для ликвидации возможных пустот и зажатия выполненной гидроизоляции.
4.204. Работы по нагнетанию указанного раствора следует выполнять с учетом требований Инструкции, предусмотренной в п.4.175.
4.205. Канавки в местах сопряжений следует зачеканить не ранее чем через сутки после установки накладок.
4.206. Зачеканке канавок должна предшествовать контрольная подтяжка болтов при крутящем моменте, составляющем 350 Н·м, и очистка поверхности канавок.
4.207. Канавки по п.4.205 следует зачеканить с учетом требований пп.4.137-4.142.
Устройство металлической гидроизоляции
4.208. Металлическая гидроизоляция представляет собой диафрагму, состоящую из сваренных между собой сплошным герметичным швом стальных листов, совместно работающих с бетоном несущей конструкции с помощью заделанных в бетон обделки анкеров.
4.209. Металлическая гидроизоляция в тоннелях метрополитена является конструктивным элементом обделки, воспринимающим гидростатическое и горное давление и предохраняющим сооружение от просачивания в него воды. Она также выполняет функции опалубки в процессе бетонирования конструкций.
4.210. Диафрагма по п.4.208 относится к одному из типов гидроизоляции, предусмотренных в табл.10.
4.211. Гидроизоляцию по пп.4.208-4.210 устраивают в соответствии с конструктивным решением, предусмотренным проектом, и в соответствии с табл.12 в случаях, указанных в п.3.58.
4.212. При устройстве металлической гидроизоляции следует применять предусмотренные в п.2.20 стальные листы, в п.2.21 - стальные анкеры и электроды, рекомендованные в п.2.22 (см. п.15 приложения 1).
4.213. Металлическая гидроизоляция должна воспринимать ожидаемое в условиях эксплуатации гидростатическое давление, и составляющие ее элементы должны быть определены расчетом в соответствии с требованиями п.3.59.
4.214. Применяемые для устройства металлоизоляции металлические листы, отвечающие требованиям п.2.20, должны быть тщательно очищены от ржавчины, грязи и окалины с помощью пескоструйного аппарата (см. рис.27) или вручную металлическими щетками.
4.215. Стальные листы соответственно их сортаменту подлежат раскрою на месте согласно проекту.
4.216. К стальным листам должны быть приварены анкеры, отвечающие требованиям п.2.21. Анкеры следует приваривать электродами марки Э-42 к стальным листам, составляющим диафрагму.
К установленным в диафрагму листам приваривать анкеры категорически запрещается.
4.217. Расположение анкеров на металлических листах должно соответствовать проекту и с учетом ожидаемого в сооружении гидростатического напора их характеристика должна соответствовать параметрам, приведенным в табл.17.
4.218. Стальные листы следует сваривать между собой внахлестку в соответствии с рис.15 (I) или с помощью накладок из полосовой стали согласно рис.15 (II).
Полосовая сталь накладок должна иметь ширину 80 мм, а толщину не менее толщины свариваемых листов.
4.219. Стальные листы диафрагмы в местах сопряжений железобетонных рам обрамления с тюбинговой обделкой тоннеля следует сваривать под углом согласно рис.15 (III).
4.220. Сварка металлических листов между собой должна предшествовать укладке бетона обделки и выполняться с помощью электродов Э-42 с толстой обмазкой.
4.221. Наложенные между листами сварные швы должны быть сплошными, герметичными, высотой не менее 8 мм.
Для выполнения сварки у места работ должно быть сосредоточено необходимое оборудование, механизмы, инвентарь и приспособления, предусмотренные в приложении 14.
4.222. Однопостовую ручную дуговую сварку металлических листов следует выполнять с помощью трансформатора сварочного ТД-300-Т.2, габариты и масса которого указаны в п.1 приложения 14, имеющего следующие технические характеристики (табл.19).
Таблица 19
|
Техническая характеристика |
Единица измерения |
Числовые значения |
|
Напряжение питающей сети при частоте: |
В |
|
|
50 Гц |
|
220, 230, 240, 380, 400, 415 |
|
60 Гц |
|
220, 380, 440 |
|
Сварочный ток при |
А |
315 |
|
Пределы регулирования сварочного тока |
А |
60-365 |
|
Мощность |
кВ·А |
20,5 |
|
Напряжение: |
|
|
|
рабочее |
В |
32,6 |
|
холостого хода |
В |
80 |
 60%
60%
4.223. Питание электрической дуги переменным током при ручной дуговой сварке следует осуществлять с помощью трансформатора сварочного ТД-500, габариты и масса которого приведены в п.2 приложения 14, имеющего следующие технические характеристики (табл.20).
Таблица 20
|
Техническая характеристика |
Единица измерения |
Числовые значения |
|
Номинальный сварочный ток при |
А |
500 |
|
Пределы регулирования сварочного тока |
А |
90-650 |
|
Напряжение: |
|
|
|
питающей сети |
В |
220 или 380 |
|
номинальное рабочее |
В |
36 |
|
холостого хода |
В |
60-76 |
|
КПД |
% |
87 |
|
Коэффициент мощности ( |
- |
0,53 |
|
Потребляемая мощность |
кВ·А |
32 |
 60%
60%  )
)
4.224. Обслуживать сварочный трансформатор и выполнять сварочные работы должен сварщик, имеющий паспорт на ведение указанных работ и снабженный электрододержателем, щитком, пеналом с электродами и прочим инвентарем, предусмотренным в приложении 14.
4.225. В болтовых отверстиях металлических листов диафрагмы, примыкающей к тюбинговой обделке со стороны, обращенной внутрь тоннеля, должна быть выполнена зенковка. При этом толщина указанных листов должна быть не менее 16 мм.
В металлических листах болтовые отверстия должны быть выполнены путем их сверления. При этом категорически запрещается прорезать или прожигать отверстия сваркой.
4.226. Сварные швы металлической диафрагмы, примыкающие к чеканочным канавкам, должны быть зачищены.
4.227. В металлической диафрагме должны быть просверлены отверстия и по их контуру приварены гайки диаметром 2", предназначенные для ввинчивания в них штуцера сопла шланга для нагнетания за обделку. При этом между отверстиями для нагнетания должно быть выдержано расстояние около двух метров.
4.228. Металлические листы диафрагмы следует устанавливать снизу вверх с последовательным их наращиванием.
4.229. К устанавливаемым по п.4.228 металлическим листам должны быть обязательно предварительно приварены анкеры, накладки и в необходимых случаях просверлены отверстия, а также приварены по их контуру обрамляющие гайки.
4.230. Для предотвращения коробления и выпучивания диафрагмы в процессе укладки за нее бетона и нагнетания раствора, устанавливаемые металлические листы должны быть раскреплены кружалами или распорками.
4.231. Бетон следует укладывать вслед за наращиванием металлических листов последовательно снизу вверх.
4.232. За верхнюю часть диафрагмы бетон следует укладывать через окна размерами 50х50 см, оставляемые в металлических листах (см. рис.12).
4.233. Укладываемый бетон должен периодически уплотняться вибробулавой или вибратором, например, И-21 или другой марки.
4.234. Оставшиеся за диафрагмой пустоты между окнами должны быть заполнены путем нагнетания цементного раствора через соответствующие отверстия (см. п.4.227).
4.235. Внутренняя поверхность металлической диафрагмы после завершения нагнетания за нее должна быть очищена и заторкретирована цементно-песчаным раствором марки "200" при соотношении цемента и песка 1:3. Слои торкрета должны наноситься по сетке слоем толщиной 25-30 мм. Сетка должна быть приварена к металлической диафрагме до бетонирования. Рекомендуется применять сетку с ячейками 50х50 мм из каннелированной проволоки диаметром 5 мм по ГОСТ 2715-75. Сетку следует приваривать к металлической диафрагме дуговой сваркой, соблюдая шахматный порядок приварки с шагом 400 мм.
4.236. Торкрет может быть заменен также антикоррозионным покрытием по проекту, согласованному с дирекцией строящегося метрополитена.
Гидроизоляция железобетонных блоков сборной тоннельной обделки
4.237. Железобетонные блоки сборной тоннельной обделки глубокого заложения следует гидроизолировать в предусмотренных проектом случаях, указанных в п.3.71.
4.238. Для гидроизоляции железобетонных блоков должен быть применен тип гидроизоляции с индексом "ГЖБ" по соответствующему варианту, приведенному в табл.11.
4.239. Гидроизоляция указанного в п.4.238 типа, в зависимости от используемого изолирующего состава или применяемого материала, может быть мастично-лаковой, битумно-ковровой и полимерно-мастичной, а с учетом технологических приемов ее устройства она может быть обмазочной, наплавляемой и распыляемой.
4.240. Гидроизоляция данного типа должна устраиваться с применением предназначенных для соответствующего варианта материалов, предусмотренных в пп.2.24-2.26 и 3.72.
4.241. Конструктивное вариантное решение гидроизоляции железобетонных блоков типа ГЖБ должно соответствовать табл.12 и приниматься в соответствии с указаниями пп.3.74-3.76.
4.242. Устройство гидроизоляции на железобетонных блоках требует наличия у места работы оборудования и инвентаря, предусмотренного в приложении 16, а также составных компонентов мастик и соответствующих материалов в ассортименте, приведенном в приложении 1.
4.243. Гидроизоляцию железобетонных блоков рекомендуется выполнять в условиях полигонов заводов ЖБК или на соответствующих площадках шахт при температуре наружного воздуха до минус 10 °С. Над местом гидроизоляционных работ на указанной площадке должен быть тент (из брезента или полимерной пленки), обеспечивающий непрерывное их выполнение в период возможных атмосферных осадков.
4.244. Блоки, подлежащие гидроизоляции, должны иметь проектную марку бетона. На площадке указанные блоки должны быть сосредоточены в штабеля по 6-7 шт. и расположены книзу спинкой, опирающейся на деревянные прокладки.
4.245. Для выполнения гидроизоляционных работ блоки на площадке должны быть перемещены и рассредоточены автопогрузчиком и перевернуты спинкой кверху кантователем с соответствующим набором захватов. Между блоками должны быть оставлены промежутки шириной около 60 см.
4.246. С гидроизолируемой поверхности должны быть срезаны зачалочные петли и удалены наплывы бетона, выступающие острогранные включения высотой более 3 мм и заусенцы бетона по контуру их спинок.
4.247. Подготовленную к гидроизоляции поверхность бетона следует продуть сжатым воздухом и обеспылить.
4.248. Гидроизоляцию типа ГЖБ-1 по подготовленной в соответствии с пп.4.246 и 4.247 поверхности следует выполнять с предварительным нанесением битумного лака БТ-99 или битумной грунтовки, изготовленной на месте работ, согласно указаниям, приведенным в приложении 5.
4.249. Применяемые по п.4.248 битумный лак или грунтовка должны иметь вязкость С в пределах от 10 до 15 с по стандартному вискозиметру. В случае их загустевания следует добавками в них бензина автомобильного или "Нефрас" восстановить требуемую консистенцию раствора.
в пределах от 10 до 15 с по стандартному вискозиметру. В случае их загустевания следует добавками в них бензина автомобильного или "Нефрас" восстановить требуемую консистенцию раствора.
4.250. Битумный лак и грунтовку следует наносить на поверхность спинок блоков пневмораспылением с помощью красконагнетательного бака СО-12а под давлением в нем 0,4 МПа с распылением поступающей из него жидкости пистолетом СО-72 с производительностью 600 м/ч.
4.251. Гнезда для штырей в торцах блоков и отверстия для нагнетания в них должны быть двукратно окрашены вручную с помощью ершей, обмотанных хлопчатобумажными концами, насыщенными битумным лаком или грунтовкой.
4.252. Между нанесением лака или грунтовки по пп.4.250 и 4.251 и последующим нанесением горячей битумной мастики должен быть выдержан интервал не менее 2 и не более 16 ч, достаточный для испарения растворителя и исключающий оседание пыли на ранее нанесенной пленке.
4.253. Зону желобка блока, образующего чеканочную канавку, следует при нанесении битумного лака или грунтовки предохранить, например, лентой из поропласта от загрязнения ими соответствующей поверхности.
4.254. Горячую битумную мастику в гидроизоляции типа ГЖБ-1 следует наносить по подслою грунтовочного покрытия, выполненному в соответствии с пп.4.250-4.252. Поверх указанного слоя должен быть двукратно нанесен слой толщиной 5-6 мм горячей термопластичной битумной мастики, изготовленной в соответствии с указаниями, приведенными в приложении 17.
4.255. Битумный расплав следует наносить на сухую поверхность спинки блока тонкой струей с помощью черпака (рис.45) и сразу же разравнивать нанесенный слой гребком (рис.46).
Рис.46. Гребок
На изолируемую поверхность торцов блока с защищенными фартуком чеканочными канавками битумный расплав следует наносить с помощью щетки конструкции Тихомирова (см. рис.40), а нанесенный слой разравнивать деревянным шпателем (см. рис.41). Допускается также наносить битумный расплав на торцы блоков ковшом-шпателем (рис.47).
Рис.47. Ковш-шпатель (а) и рабочее положение ковша-шпателя (б)
4.256. Гидроизоляция битумно-коврового типа ГЖБ-2 должна быть выполнена на спинке блока и частично на его торцах с применением гидростеклоизола, предусмотренного приложением 1.
4.257. Гидроизоляцию типа ГЖБ-2 следует устраивать по подслою грунтовочного покрытия, нанесенному в соответствии с пп.4.250-4.252.
4.258. Гидроизоляция типа ГЖБ-2 должна включать два слоя гидростеклоизола, применяемого без клеящих мастик и приклеиваемого за счет оплавления поверхности его битумного покрова факелом пламени соответствующих горелок.
4.259. Поверхность гидростеклоизола при его наклейке на спинки блоков следует оплавлять пламенем нагревательных воздушно-пропановых горелок: однофакельными - ГВПН (рис.48) или ГВ-1 и многофакельной линейной - ГВПЛ (рис.49), правила эксплуатации которых приведены в приложении 18.
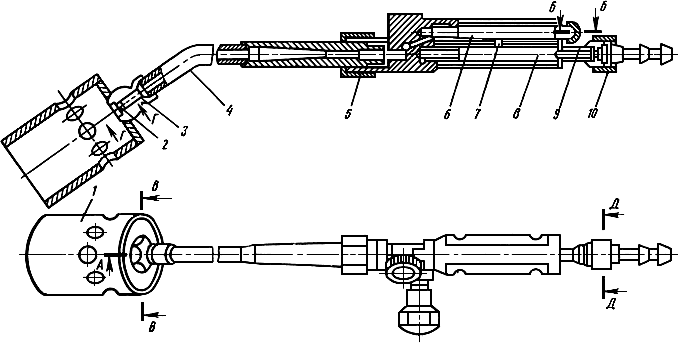
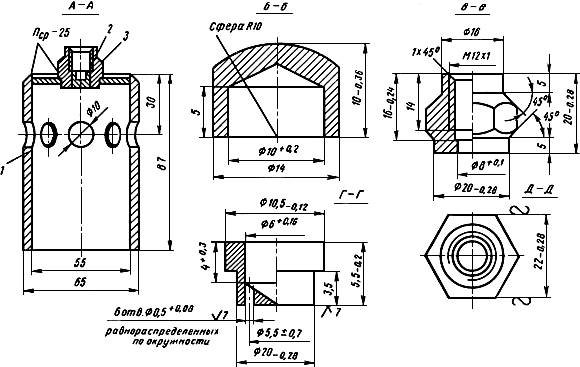
Рис.48. Горелка воздушно-пропановая нагревательная (ГВПН):
1 - колпак; 2 - вставка; 3 - штуцер; 4 - наконечник; 5 - инжектор; 6 - кислородная камера;
7 - латунная трубка; 8 - ацетиленовая камера; 9 - заглушка; 10 - штуцер к шлангу

Рис.49. Горелка воздушно-пропановая нагревательная линейная многофакельная (ГВПЛ):
1 - штуцер для присоединения запальника; 2 - ствол; 3 - запальник;
4 - распределительный коллектор; 5 - форсунки; 6 - опорные колеса
4.260. Гидростеклоизол для наклейки должен быть заранее нарезан на полотна длиной на 3 см большей длины спинки блока. Эти полотна следует затем уложить вдоль блока с напуском на 3 см по длине и ширине на один круговой и один продольный торцы в первом слое, и один круговой и один продольный противоположные торцы блока во втором слое.
4.261. При наклейке полотна гидростеклоизола оплавляется поверхность откинутой его части шириной 30-50 см. Оплавлять полотна следует кратковременным воздействием факела пламени, в процессе которого должна быть локализована посыпка и появился черный капельно-жидкий поверхностный клеящий слой. Затем полотно следует натянуть и наложить на нагретую нижележащую поверхность с одновременной ее прикаткой мокрым обрезиненным роликовым катком.
Такими же приемами следует наклеивать полотно второго слоя гидростеклоизола, но с напуском его на противоположные торцы.
4.262. Часть полотна гидростеклоизола, наклеиваемая на торцы блока, должна оплавляться непрерывно перемещающимся факелом, что должно совмещаться с приглаживанием и прижатием слоя, заведенного на кромку торца.
4.263. Гидроизоляция, выполненная на спинке блока, должна быть герметично сопряжена с фланцем закладной детали отверстия для нагнетания, для чего над ним делается крестообразный разрез диаметром 6-7 см. Кромки надреза обоих слоев гидроизоляции подогревают пламенем горелки, расслаивают, отгибают и послойно приклеивают к фланцу, тщательно прижав оплавленные концы надрезанных кромок.
4.264. При оплавлении гидростеклоизола во избежание деструкции битумного его покрова воздействие пламени на него должно быть кратковременным. При этом с этой же целью колпак горелки должен отстоять от его поверхности не менее чем на 7 см.
4.265. В процессе наклейки гидростеклоизола на поверхности выполненной гидроизоляции возможно образование вздутий, которые необходимо ликвидировать вскрытием дефектных мест крестообразным надрезом. Углы надрезов необходимо затем отогнуть, концы оплавить и вернуть в начальное положение, прижав их роликом. На место разреза следует наложить заплату с перекрытием контура вздутия на 5-10 см.
4.266. Гидроизоляция типа ГЖБ-2, выполняемая на спинке блоков с применением гидростеклоизола, заведенного на кромки торцов, должна быть на поверхности остальной их части осуществлена, как указано в п.4.254, горячей битумной мастикой, изготовленной в соответствии с указаниями, приведенными в приложении 17. Наносить мастику рекомендуется приемами, предусмотренными в п.4.255.
4.267. Блоки с выполненной на них гидроизоляцией типа ГЖБ-2 должны быть выдержаны до полного охлаждения составляющих ее слоев - летом в течение 5-6 ч, в остальное время года в течение 2-3 ч.
4.268. Гидроизолированные блоки с остывшим на них покрытием должны быть зачалены захватом и с помощью подъемника перемещены к кантователю, которым их следует перевернуть спинкой книзу и затем снова с помощью захвата переместить подъемником к месту штабельного складирования. При штабелировании блоков их следует укладывать и размещать в соответствии с указаниями п.4.244.
4.269. Мастично-полимерную гидроизоляцию типа ГЖБ-3 следует выполнять с применением отверждающегося при нормальной температуре эпоксидно-каменноугольного состава по п.2.27.
4.270. В применяемом для устройства гидроизоляции типа ГЖБ-3 эпоксидно-каменноугольном составе содержание отдельных компонентов должно соответствовать приложению 6, а физико-механические показатели состава должны отвечать нормам, приведенным там же.
4.271. Эпоксидно-каменноугольный состав следует наносить на подготовленную в соответствии с пп.4.245-4.247 поверхность блока с проектной маркой бетона, в котором завершены усадочные процессы.
4.272. Наносить эпоксидно-каменноугольный состав следует с учетом табл.12 трехкратно; при этом первый нанесенный слой является грунтовочным, а два последующих толщиной 2-3 мм - гидроизоляционными. Общий расход эпоксидно-каменноугольного состава на 1 м гидроизолируемой поверхности должен составлять 2-3 кг.
4.273. Второй и третий слои эпоксидно-каменноугольного состава допускается наносить после высыхания "до отлипа" предыдущего слоя. Продолжительность их высыхания при температуре окружающего воздуха около +25 °С должна составлять 5-6 ч, а при температуре воздуха около 10 °С - соответственно 20-24 ч.
4.274. Эпоксидно-каменноугольный состав следует наносить механизированно: с вязкостью по вискозиметру ВЗ-4 75-100 с - с помощью установки С-562 (рис.50), снабженной усовершенствованными соплами (рис.51), а с вязкостью 150-300 с по тому же вискозиметру - с помощью установки 7000Н типа "Вагнер" безвоздушного нанесения (рис.52).

Рис.50. Окрасочная установка С-562:
1 - бачок; 2 - крышка; 3 - колесо опорной тележки; 4 - воздушный шланг; 5 - удочка; 6 - форсунка
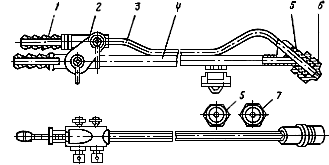
Рис.51. Удочка к установке С-562 с усовершенствованными соплами:
1 - ниппель; 2 - пробковые краны; 3, 4 - трубы; 5 - форсунки; 6 - сменное сопло;
7 - сменное сопло с щелевой прорезью
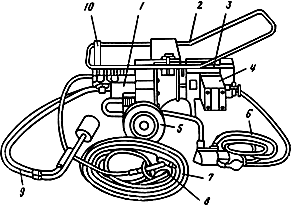
Рис.52. Окрасочный агрегат 7000Н:
1 - насос; 2 - тележка со сменной рукояткой; 3 - электродвигатель; 4 - выключатель
и защитно-отключающее устройство; 5 - фильтр высокого давления; 6, 7 -шланги высокого давления;
8 - пистолет; 9 - всасывающая система; 10 - фильтр высокого давления
4.275. При механизированном нанесении эпоксидно-каменноугольного состава установками С-562 и 7000Н следует пользоваться соответствующими правилами их эксплуатации, приведенными в приложении 19.
4.276. Завод-изготовитель поставляет эпоксидно-каменноугольный состав в виде двух отдельно затаренных компонентов. На месте работ оба компонента следует смешивать в соотношении 1:1 для получения однородной массы. Процесс смешивания обоих компонентов рекомендуется осуществлять в пневмомешалке типа МП-2.
4.277. Эпоксидно-каменноугольный состав требуемой для нанесения установками по п.4.274 консистенции должен быть получен путем разжижения приготовленной по п.4.276 массы добавкой в нее растворителя.
4.278. Для разжижения эпоксидно-каменноугольного состава в него следует добавить дозированное количество растворителя, предусмотренное рецептурой. Добавка растворителя должна сопровождаться дополнительным перемешиванием приготовленной массы в течение 5 мин.
4.279. Отвердитель в приготовленную по п.4.278 массу должен быть добавлен перед началом ее применения. Добавлять следует дозированное количество отвердителя, предусмотренное рецептурой. Масса, включающая добавку отвердителя, должна быть вновь тщательно перемешана в течение 3-5 мин.
4.280. Эпоксидно-каменноугольный состав грунтовки и изолирующих слоев следует наносить с соблюдением нижеуказанных приемов, а именно:
сопло форсунки со струей распыляемой жидкости должно находиться на расстоянии 20-30 см от изолируемой поверхности блока;
выходящую из сопла струю следует направлять перпендикулярно изолируемой поверхности блока;
удочку, удерживающую сопло, следует перемещать с постоянной, экспериментально установленной скоростью;
при повторных проходах со струей жидкости направление перемещения удочки с соплом следует менять под углом 90°.
4.281. После окончания работ установка подлежит трехкратной промывке растворителем порциями по 2 л.
Гидроизоляция сборной железобетонной обделки тоннелей
4.282. В сборной железобетонной обделке тоннелей метрополитенов, сооружаемой закрытым способом, гидроизоляции подлежат болтовые отверстия, отверстия для нагнетания и стыки между сборными элементами (тюбинги, блоки) (рис.53).
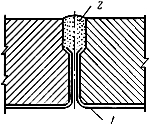
Рис.53. Гидроизоляция стыка между блоками сборной железобетонной обделки:
1 - наружная изоляция, наносимая на железобетонные элементы; 2 - чеканка БУС
4.283. В сборной железобетонной обделке по п.4.282 гидроизоляция всей внутренней поверхности, как правило, не производится за исключением отдельных случаев, предусмотренных проектом.
4.284. Железобетонная обделка с учетом гидрогеологических условий ее залегания должна сооружаться с применением сборных железобетонных элементов с соответствующим типом гидроизоляционного покрытия (ГЖБ-1-ГЖБ-3), предусмотренным табл.12 и назначенным проектом.
4.285. При устройстве гидроизоляции железобетонной обделки должна быть обеспечена водонепроницаемость:
болтовых отверстий при наличии в них болтовых скреплений (путем размещения под их головкой и гайкой асбобитумных шайб с последующим обжатием их при затяжке болтов);
болтовых отверстий при отсутствии в них болтовых скреплений (путем заполнения их алюминатным расширяющимся вяжущим с последующей его зачеканкой);
отверстий для нагнетания (путем заполнения их алюминатным расширяющимся вяжущим с последующей его зачеканкой);
швов между сборными элементами (путем заполнения и зачеканки канавок алюминатным расширяющимся вяжущим и последующего нагнетания в швы растворов, предназначаемых для контрольного нагнетания за обделку).
4.286. Асбобитумные шайбы, применяемые для гидроизоляции болтовых отверстий, должны отвечать требованиям ТУ 35-1402-81 и обладать физико-механическими показателями, приведенными в табл.2.
4.287. Тип алюминатного расширяющегося вяжущего (БУС, БРЦ, ГГРЦ), предназначенный для гидроизоляции болтовых отверстий, отверстий для нагнетания и стыков между сборными железобетонными элементами, должен быть для реального объекта предусмотрен проектом.
БУС, БРЦ и ГГРЦ должны отвечать предусмотренному для каждого из них нормативу в п.2.11; состав каждого из них - требованиям, приведенным в соответствующей графе табл.4, а физико-механические показатели - параметрам, указанным в соответствующей графе табл.5.
4.288. Портландцемент, применяемый для контрольного нагнетания, должен отвечать требованиям ГОСТ 10178-76*, предусмотренным для марки не ниже "400", а добавки, вводимые в состав раствора для контрольного нагнетания, должны соответствовать ВСН-132-81.
________________
* Действует ГОСТ 10178-85. Здесь и далее по тексту. - Примечание изготовителя базы данных.
4.289. Гидроизоляционные работы должны выполняться в такой последовательности:
подготовка к гидроизоляции участка;
гидроизоляция болтовых отверстий и отверстий для первичного нагнетания;
контрольное нагнетание в швы;
гидроизоляция отверстий для контрольного нагнетания.
4.290. При подготовке к гидроизоляции участка следует очистить от грязи внутреннюю поверхность обделки; отвести в лотке воду за пределы изолируемой зоны и омонолитить поврежденные места в элементах тоннельной обделки.
4.291. По проекту, согласованному с дирекцией строящегося метрополитена, трещины в элементах и сколы в них могут быть отремонтированы одним из следующих приемов:
небольшие по глубине и ширине трещины - путем расшивки их, промывки и зачеканки расширяющимся алюминатным вяжущим по п.4.287;
небольшие по длине и ширине сколы в зоне канавок - путем расшивки места скола до требуемой формы канавки с последующей промывкой водой и зачеканкой дефектного места по схеме, приведенной на рис.54.
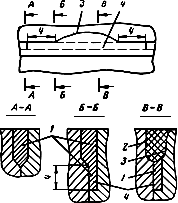
Рис.54. Уплотнение канавок железобетонной обделки в местах скола бетона:
1 - зачеканка - БУС, БРЦ, ГГРЦ; 2 - заполнение раствором состава 1:2 (алюминатное вяжущее, песок);
3 - граница скола; 4 - дополнительная канавка в месте скола и за его пределами
Замазывать трещины и сколы цементным раствором без его чеканки не допускается.
4.292. Гидроизоляция болтовых отверстий в элементах, имеющих болты в качестве постоянного крепления (см. п.4.285), должна быть выполнена асбобитумными шайбами по п.4.286.
4.293. Асбобитумные шайбы должны доставляться к месту работ в таре комплектами.
4.294. Перед установкой болтов с асбобитумными шайбами отверстия должны быть очищены от грязи ершами с хлопчатобумажными концами.
4.295. Поверхность бетона в зоне болтового отверстия должна быть окрашена битумным лаком (см. п.2.24), который к моменту установки болтового комплекта с асбобитумными шайбами должен высохнуть.
4.296. Болты с установленными под их головкой и гайкой металлическими шайбами должны быть затянуты сбалчивателем (см. рис.18). Головка болта при его затяжке должна удерживаться от проворачивания ключом (см. рис.23).
4.297. Гидроизоляция болтовых отверстий в ребристых блоках, в которых вместо болтовых скреплений применяются металлические шпильки (штыри), должна быть осуществлена зачеканкой этих отверстий расширяющимся вяжущим (см. п.4.287).
4.298. Алюминатное расширяющееся вяжущее, зачеканиваемое в болтовое отверстие, должно быть предварительно увлажнено водой, взятой в количестве 15-20% от его массы.
4.299. Увлажненное согласно п.4.298 вяжущее надлежит укладывать и чеканить двумя-тремя слоями.
4.300. Гидроизоляция отверстий для нагнетания должна быть выполнена до контрольного нагнетания в швы.
4.301. Отверстия для нагнетания за обделку должны быть очищены от раствора на глубину не менее 50 мм, а затем продуты сжатым воздухом и промыты водой.
4.302. Отверстия должны быть заполнены расширяющимся алюминатным вяжущим, увлажненным аналогично п.4.298.
4.303. Заполнение отверстий рекомендуется производить трубчатыми набивками с перемещающимся дном. Наружный диаметр набивок должен быть на 5 мм меньше диаметра отверстия.
4.304. Чеканку вяжущего в отверстиях следует производить чеканочным молотком (см. рис.29), снабженным круглым наконечником диаметром, меньшим диаметра отверстия на 5 мм.
4.305. Отверстия для нагнетания при наличии в них течей следует заполнять и зачеканивать первым слоем расширяющегося алюминатного вяжущего, увлажненного водой, взятой в количестве 8% от его массы.
4.306. Гидроизоляция стыков обделки, примыкающих к притоннельным сооружениям, должна быть выполнена после окончания в них всех строительных работ, а в обделке с проемами - только после установки в них постоянных креплений.
4.307. Гидроизоляции стыков должна предшествовать очистка канавок и промывка их водой под давлением.
4.308. До начала чеканки канавок должны быть поставлены деревянные пробки в отверстия у крестовин, предназначенные для контрольного нагнетания.
4.309. Зачеканивать канавки обделки следует не ближе 20-30 м и не далее 50 м от забоя до проведения контрольного нагнетания в швы.
4.310. Канавки недеформируемой тоннельной обделки следует перед контрольным нагнетанием заполнять и зачеканивать соответствующим вяжущим на всю их глубину.
В тоннельной обделке, в которой ожидаются последующие деформации, канавки перед контрольным нагнетанием следует заполнять и зачеканивать на их высоты, а остальную часть - после завершения контрольного нагнетания.
4.311. Канавки перед укладкой в них расширяющегося алюминатного вяжущего должны быть смочены водой дополнительно.
4.312. Канавки следует заполнять и зачеканивать расширяющимся алюминатным вяжущим, увлажненным аналогично п.4.298.
4.313. Увлажнять указанные вяжущие следует чистой водопроводной водой.
4.314. При укладке алюминатных вяжущих на участках с фильтрующим водопритоком первый слой алюминатного вяжущего следует укладывать и зачеканивать с меньшим содержанием воды (см. п.4.305).
4.315. Расширяющиеся алюминатные вяжущие следует приготавливать небольшими порциями и тщательно перемешивать при увлажнении. Приготовленные порции должны быть израсходованы в течение 10 мин.
4.316. Укладывать расширяющиеся алюминатные вяжущие следует в канавки, начиная от свода к лотку - вначале в продольные, а затем в кольцевые.
При наличии пробок в крестовинах - вначале в продольные канавки, затем около пробок и в последнюю очередь в кольцевые канавки.
4.317. После перерывов в работе нижележащий зачеканенный слой расширяющегося алюминатного вяжущего должен быть смочен водой перед укладкой последующего слоя.
4.318. Укладывать и зачеканивать расширяющиеся алюминатные вяжущие следует в 2-3 слоя участками длиной по 3-4 м.
4.319. Расширяющееся алюминатное вяжущее в канавках следует чеканить пневматическим молотком (см. рис.29) с набором чеканочных наконечников, соответствующих ширине канавки сборной железобетонной обделки.
4.320. Поверхность зачеканенных канавок следует первые три дня после их зачеканки поливать водой не реже одного раза в смену.
4.321. Зачеканенное в канавках уплотнение при необходимости продолжения работ после длительного перерыва должно быть срублено под углом 90° и промыто водой.
5. КОНТРОЛЬ КАЧЕСТВА ГИДРОИЗОЛЯЦИИ
И ПРИЕМКА ГИДРОИЗОЛЯЦИОННЫХ РАБОТ
5.1. Качество гидроизоляции контролируют в процессе ее выполнения ответственные за это лица, назначенные приказом администрации строительно-монтажного управления или завода.
5.2. Выполненная гидроизоляция должна быть принята в тоннельных условиях представителем дирекции строящегося метрополитена, а в заводских условиях - представителем ОТК.
5.3. При контроле гидроизоляции проверке подлежат:
а) качество примененных материалов и правильность соблюдения рецептур изолирующих составов, приготовляемых на месте;
б) соответствие конструктивных решений гидроизоляции требованиям проекта и настоящей Инструкции;
в) чистота подготовленной поверхности болтовых отверстий, отверстий для нагнетания, чеканочных канавок, кромок сварных стыков металлоизоляции, бетона в местах сопряжений и т.д.;
г) соблюдение технологических правил при выполнении гидроизоляционных работ;
д) водонепроницаемость болтовых отверстий, отверстий для нагнетания и зачеканенных канавок;
е) герметичность сварных швов металлоизоляции;
ж) сплошность покрытий гидроизолированных блоков.
5.4. Соответствие применяемых материалов требованиям государственных стандартов и ТУ должно быть подтверждено наличием на них паспортов, а их качество - результатами лабораторных испытаний.
5.5. Соответствие конструктивных решений данного вида гидроизоляции подтверждается сопоставлением ее исполнения с требованиями табл.12.
5.6. Правильность выполнения гидроизоляции болтовых отверстий подтверждается:
внешним осмотром их;
проверкой степени затяжки болтовых скреплений;
гидравлическим испытанием обделки.
5.7. Признаками удовлетворительного качества гидроизоляции болтовых отверстий являются:
наличие гидроизоляционных шайб со стороны головки и гайки болтов, фиксируемое по выдавленному избытку массы;
выпрямленное состояние сферических металлических оболочек;
достаточная степень затяжки болтов;
отсутствие признаков просачивания воды при гидравлическом испытании болтовых отверстий.
5.8. Степень достаточности затяжки болтов должна быть подтверждена с помощью рычажного ключа, снабженного динамометром (рис.55):
|
В тоннелях - при крутящем моменте, Н·м: |
|
|||
|
станционных |
700 |
|||
|
эскалаторных |
600 |
|||
|
перегонных |
500 |
|||

Рис.55. Рычажный ключ с динамометром
Затяжка болта считается достаточной, когда при соответствующей проверке поворот гайки не превышает 45°.
5.9. Гидравлическое испытание обделки следует производить на участках тоннелей длиной не менее 50 м, закрываемых зонтом, после завершения на них гидроизоляции всех источников течи и до установки зонтов. При гидравлическом испытании вода должна нагнетаться за обделку через пробку с манометром, ввинченную в отверстие для нагнетания или через перфорированный болт (рис.56), установленный для этого в болтовом отверстии. В тоннелях, залегающих в неустойчивых водонасыщенных грунтах, гидравлические испытания проводиться не должны.
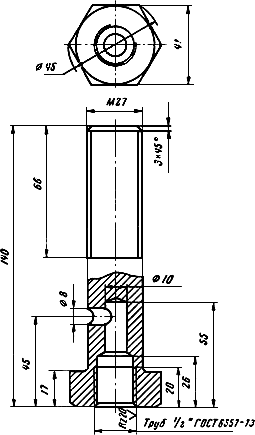
Рис.56. Болт со штуцером
5.10. Воду следует нагнетать в каждое десятое кольцо под давлением 0,6 МПа. Если при указанном давлении в течение трех часов не наблюдаются признаки просачивания воды, гидроизоляция считается соответствующей назначению.
5.11. Качество выполняемой гидроизоляции в процессе производства работ контролируют:
начальник участка - проверку состояния тюбингов и болтовых комплектов, своевременное нагнетание за обделку тоннеля, степень затяжки болтов и водонепроницаемость болтовых отверстий;
начальник смены - надзор за правильностью транспортирования тюбингов к забою и хранением болтовых комплектов в шахте; точность соблюдения технологических правил производства работ, предусмотренных пп.4.48-4.84;
бригадир - соблюдение правил, касающихся чистоты изолируемых поверхностей; непрерывную работу водоотлива в период монтажа тюбингов в лотковой части тоннеля; квалифицированную установку болтовых скреплений и достаточность их затяжки.
5.12. Сведения, касающиеся выполнения гидроизоляции болтовых отверстий, фиксируются в журналах (приложения 20 и 21), предъявляемых при сдаче работ представителю Дирекции строящегося метрополитена.
5.13. Правильность выполнения гидроизоляции отверстий для нагнетания должна быть подтверждена:
внешним осмотром отверстий для нагнетания с завинченными в них пробками;
замерами с помощью щупа величины зазоров между заплечиками пробок и поверхностью тюбинга;
достаточностью степени затяжки пробок ключом (см. рис.25);
гидравлическим испытанием, выполняемым согласно пп.5.9 и 5.10.
5.14. Признаками удовлетворительного качества выполнения гидроизоляции отверстий для нагнетания являются:
наличие около заплечиков пробки выдавленной массы прокладки;
отсутствие между заплечиками пробки и поверхностью тюбинга зазора, превышающего 2 мм;
поворот пробки при контрольной ее затяжке не более чем на 45° с усилием на ключе до 300 Н·м;
отсутствие признаков просачивания воды по резьбе при гидравлическом испытании обделки по пп.5.9 и 5.10.
5.15. Сведения о качестве выполненной гидроизоляции отверстий для нагнетания фиксируются в журнале (приложение 22), предъявляемом при сдаче работ представителю дирекции строящегося метрополитена.
5.16. Контроль качества выполнения гидроизоляции стыков должен предусматривать проверку соблюдения общих требований пп.4.2-4.7; 4.103-4.111; правил, изложенных в пп.4.113-4.117, и указаний, приведенных в пп.4.119-4.135, относящихся к зачеканке канавок свинцом и пп.4.137-4.152, касающихся применения быстросхватывающихся алюминатных вяжущих (БУС, БРЦ, ГТРЦ) в сочетании со свинцом и без него.
5.17. Правильность выполнения работ, связанных с зачеканкой свинца в канавки между тюбингами, должна быть подтверждена:
наличием паспорта на свинцовую проволоку;
актом на скрытые работы, фиксирующим выполнение очистки поверхности свинцовой проволоки от окисной пленки и очистку до металлического блеска стенок канавок перед чеканкой в них свинца;
визуальной оценкой состояния слоя расширяющегося алюминатного вяжущего, уложенного в канавки поверх слоя свинца;
протоколом гидравлических испытаний гидроизолированных стыков обделки, выполненных согласно пп.5.9-5.10.
5.18. Выполнение работ по гидроизоляции стыков с применением свинца должно быть отражено в журнале работ, соответствующем приложению 23.
5.19. Правильность выполнения работ, связанных с зачеканкой расширяющегося алюминатного вяжущего в канавки между тюбингами, должна быть подтверждена:
наличием паспорта на примененное вяжущее;
визуальным осмотром состояния уплотнения в канавках;
ударным воздействием острым металлическим предметом по поверхности уплотнения;
замерами глубины незаполненной части канавки;
гидравлическим испытанием стыков тоннельной обделки.
5.20. Признаками удовлетворительного качества выполнения работ по гидроизоляции стыков расширяющимися алюминатными вяжущими являются:
техническая характеристика вяжущего, отвечающая требованиям ТУ на материал, предусмотренный для гидроизоляции стыков данного участка трассы;
отсутствие видимых контактных зазоров между стенками канавок и уплотнением, а также и усадочных трещин в нем;
наличие схватившегося неразмокаемого высокопрочного уплотнения, не выкрашивающегося под воздействием острого металлического предмета;
высота незаполненной части канавок не больше 2 мм;
водонепроницаемость уплотнения и его контакта со стенками канавок при гидравлическом испытании по пп.5.9-5.10.
5.21. Контроль качества гидроизоляции в процессе ее выполнения по пп.5.19-5.20 осуществляют:
начальник участка - проверку паспортов, характеризующих качество поступающих вяжущих; надзор за соблюдением условий их хранения, исключающих их увлажнение и слеживание, и соответствующее проведение гидравлических испытаний;
начальник смены - надзор за правильностью транспортирования и хранения в тоннеле применяемых вяжущих и соблюдение технологических правил производства работ;
бригадир - путем обеспечения исполнителями чистоты канавок, правильности дозировки воды при увлажнении вяжущего, своевременного расхода увлажненных порций вяжущего, надлежащего их уплотнения, а также поливку канавок в начальной стадии твердения вяжущего.
5.22. Сведения о выполненной гидроизоляции стыков расширяющимся алюминатным вяжущим должны быть занесены в журнал работ (приложение 24), предъявляемый при приемке работ представителю дирекции строящегося метрополитена.
5.23. Контроль качества гидроизоляции сопряжений тоннельной обделки с примыкающими к ней камерами должен предусматривать:
наличие паспортов на примененные материалы и изделия, а также результатов физико-механических испытаний изолирующих составов, приготовленных на месте;
проверку содержания актов на скрытые работы, касающиеся подготовки поверхности, выполнения операций по наклейке ткани и установке накладок;
гидравлическое испытание сопряжений нагнетанием в них воды через установленные болты со штуцерами (см. рис.44). Гидравлическое испытание должно производиться под давлением, превышающим расчетный гидростатический напор (см. 5.51).
5.24. Все сведения о выполненной гидроизоляции сопряжений на каждом участке трассы должны быть отражены в журнале работ (приложение 25).
5.25. Контроль качества металлической гидроизоляции должен выполняться с учетом указаний пп.5.1-5.5.
5.26. Правильность выполнения работ, относящихся к устройству металлической гидроизоляции, должна быть подтверждена:
наличием паспортов на металлические листы, стержневую арматуру для анкеров, на накладки и электроды;
актом на скрытые работы (форму акта см. в прил.5 СНиП III-44-77);
визуальной оценкой качества подготовленных к установке металлических листов с замерами их толщины;
испытанием плотности и воздухонепроницаемости сварных швов металлической гидроизоляции в забетонированной конструкции;
проверкой герметичности швов в процессе нагнетания цементного молока за металлические листы при заполнении пустот между ними и бетоном.
5.27. Признаками удовлетворительного качества работ по устройству металлоизоляции являются:
соответствие физико-механических показателей примененных материалов требованиям соответствующих государственных стандартов;
чистый металлический звук, издающийся при обстукивании сварных швов; глухой звук - признак дефектов, которые должны быть выявлены местной сверловкой или разрезкой;
воздухонепроницаемость сварных швов металлоизоляции при их испытании под давлением 0,2 МПа после 15-дневной выстойки бетона обделки; при этом качество их считается удовлетворительным, когда после обмазки их мыльным раствором над ними в течение 1 ч не появляются воздушные пузырьки. К моменту испытания сварных швов на воздухонепроницаемость стыки между чугунной обделкой и металлическими листами должны быть обязательно гидроизолированы;
отсутствие признаков появления капель воды над сварными швами в процессе нагнетания цементного молока под давлением 0,2 МПа за металлические листы.
5.28. Контроль качества гидроизоляции, выполняемой на поверхности блоков для обделки тоннелей закрытого способа работ, должны осуществлять ответственные за это лица завода или строительных организаций.
В заводских условиях гидроизоляция, выполненная на указанных блоках, должна быть принята инспекцией пооперационно и в законченном виде.
5.29. При контроле качества гидроизоляции по п.5.28 проверке подлежат:
соответствие примененных материалов и приготовленных на месте составов грунтовок и мастик требованиям соответствующих государственных стандартов и ТУ;
состояние подготовленной поверхности;
соответствие конструкции гидроизоляции проекту и требованиям табл.12;
толщина отдельных слоев и покрытия в целом;
сцепление гидроизоляции с изолируемым основанием и отдельных слоев между собой;
внешний вид поверхности отдельных слоев и гидроизоляции в целом.
5.30. Признаками удовлетворительного качества работ при устройстве грунтовки в гидроизоляции типа ГЖБ-1 являются:
чистота и сухость изолируемой поверхности блоков и ее ровность;
наличие паспорта на наносимый лак или составляющие компоненты битумной грунтовки;
черная или темно-коричневая окраска бетонной поверхности.
5.31. Признаками удовлетворительного качества работ по нанесению мастики при устройстве гидроизоляции ГЖБ-1 являются:
наличие результатов испытаний, подтверждающих соответствие физико-механических показателей примененной мастики предъявляемым к ней требованиям;
наличие на изолируемой поверхности подслоя, отвечающего требованиям п.5.30;
толщина покрытия, соответствующая требованиям табл.12;
достаточное сцепление покрытия с изолируемой поверхностью и отдельных слоев между собой; сцепление считается достаточным, когда при отрыве покрытия оно не отслаивается, а разрывается по слою мастики;
зеркальная гладкость поверхности без кратерных прорывов, пузырчатости и вздутий, выявляемых по глухому звуку при простукивании покрытия легким деревянным молотком.
5.32. Обнаруженные в гидроизоляции дефекты должны быть немедленно устранены повторным нанесением покрытия за два приема.
5.33. Признаками удовлетворительного качества работ при устройстве гидроизоляции ГЖБ-2 являются:
наличие паспорта на использованный утяжеленный рулонный материал;
соответствие конструкции гидроизоляции требованиям проекта и табл.12;
наличие на изолируемой поверхности подслоя, отвечающего требованиям п.5.30;
достаточное сцепление гидроизоляции с изолируемой поверхностью и слоев между собой;
монолитность покрытия без складок и вздутий на нем.
5.34. Обнаруженные в гидроизоляции дефекты немедленно устраняют проколом вздутий, вскрытием их с последующей подклейкой концов рулонного материала и перекрытием дефектного места заплатой, превышающей размеры места повреждения не менее чем на 10 см.
5.35. Признаками удовлетворительного качества работ при устройстве гидроизоляции ГЖБ-3, являются:
наличие паспортов на исходные компоненты, составляющие эпоксидно-каменноугольный состав;
соблюдение рецептуры заданного эпоксидно-каменноугольного состава в процессе его приготовления;
соблюдение заданной консистенции грунтовочной и гидроизолирующей смеси;
надлежащая подготовка изолируемой поверхности;
соответствие конструктивного решения покрытия требованиям проекта и табл.12;
обеспечение кратного нанесения промежуточных прослоек и общей толщины покрытия;
зеркальная гладкость и сплошность покрытия без кратерных просветов, пузырей и вздутий;
достаточная адгезионная связь с изолируемой поверхностью.
5.36. Все сведения о качестве исходных материалов и о соблюдении технологических параметров должны быть зафиксированы в журнале (приложение 26), предъявляемом представителю заводской инспекции.
5.37. Гладкость, сплошность покрытия и отсутствие в нем внешних дефектов подтверждаются визуально, а достаточная адгезионная связь с изолируемой поверхностью - решетчатым надрезом отдельных участков с немедленной последующей их закраской малярными приемами.
5.38. В случае выявления местных дефектов в покрытии они должны быть немедленно устранены зачисткой этих мест примерно на площади 3-5 см с дополнительным повторным нанесением изолирующего слоя толщиной 1,0-1,5 мм.
5.39. Контроль качества гидроизоляции, выполняемой в сборной железобетонной обделке тоннелей закрытого способа работ, осуществляется в соответствии с требованиями пп.5.1-5.3 (а и г) и п.5.4.
5.40. Качество гидроизоляционных работ в процессе их выполнения должны контролировать лица, предусмотренные п.5.21, с фиксацией качественных признаков, предусмотренных п.5.10.
5.41. Сведения о выполнении гидроизоляционных работ в железобетонной обделке тоннелей закрытого способа работ должны фиксироваться в журналах, приведенных в приложениях 26-28.
5.42. Приемка гидроизоляционных работ, выполненных в тоннельных условиях, осуществляется заказчиком поэлементно в процессе строительства, согласно плану и графику работ.
5.43. Дирекция строящегося метрополитена принимает от генерального подрядчика при сдренированном еще уровне грунтовых вод гидроизоляцию отдельных конструктивных элементов, узлов обделки и участков тоннелей длиной не менее 20 м, в которых герметизированы источники течей.
5.44. Генеральный подрядчик устраняет дефекты гидроизоляции отдельных сооружений и участков тоннелей при восстановленном гидростатическом давлении, имеющих место по его вине по истечении одного года гарантийного срока их эксплуатации.
5.45. Дирекция строящегося метрополитена принимает гидроизоляцию по мере ее выполнения генеральным подрядчиком, согласно его плану и графику работы.
Гидроизоляцию в соответствии с настоящей Инструкцией принимает представитель дирекции, прикрепленный к строящемуся объекту.
5.46. Представитель дирекции в соответствии с п.5.45 контролирует правильность выполнения подрядчиком на месте работ технологического цикла. Представитель дирекции привлекает к контролю качества, в необходимых случаях, авторский надзор, компетентных специалистов и персонал строительной лаборатории.
5.47. Генподрядчик предъявляет представителю дирекции журналы работ, сертификаты и паспорта на примененные материалы для сопоставления их характеристик с требованиями проекта и Технических условий.
5.48. Качество гидроизоляции и возможность ее приема оцениваются комиссионно с представителем заказчика.
5.49. Приемка гидроизоляции сопровождается выборочной проверкой качества выполнения отдельных операций путем:
контрольной подтяжки пробок до 5% от общего установленного их количества;
контрольной подтяжки болтов до 3% от общего установленного их количества;
контрольной вырубки чеканки до 0,01% от длины зачеканенных канавок;
гидравлического испытания водонепроницаемости гидроизоляции источников течей на сдаваемом участке тоннеля.
5.50. Водонепроницаемость гидроизоляции тоннельной обделки проверяется гидравлическим ее испытанием на участках тоннелей после завершения полного комплекса гидроизоляционных работ в пределах испытываемой зоны и на 20 м за границами этой зоны.
Границы зоны испытаний согласовываются с дирекцией.
5.51. Водонепроницаемость отдельных участков тоннельной обделки при гидравлическом ее испытании проверяется с учетом ее типа и расчетного гидростатического давления на нее, а именно:
под давлением 0,6 МПа - в тоннелях с обделкой из чугунных тюбингов при расчетном гидростатическом давлении от 0,3 до 0,5 МПа;
под давлением 0,35 МПа - в тоннелях с чугунной обделкой при расчетном гидростатическом давлении до 0,3 МПа;
под давлением 0,1 МПа - в тоннелях со сборной железобетонной обделкой в условиях возможного безнапорного водопритока на нее.
5.52. Гидравлическое испытание обделки проводится под руководством назначенного приказом лица, ответственного за выполнение комплекса гидроизоляционных работ на данном объекте.
5.53. Вода при гидравлическом испытании нагнетается в каждое десятое кольцо тоннельной обделки через инъекторы в отверстия для нагнетания или перфорированные болты со штуцером (см. рис.56), установленные в болтовые отверстия.
5.54. Вода поступает от водопроводной магистрали тоннеля через регулятор давления по специально проложенной линии, от которой она далее поступает к распределительным шлангам и соответствующим штуцерам.
5.55. В отверстиях для нагнетания, через которые намечается подавать воду, пробуривают слои окаменевшего раствора первичного и контрольного нагнетания до грунта.
5.56. При гидравлическом испытании водонепроницаемости металлической гидроизоляции вода подсоединяется через соответствующее количество отверстий, согласованное с представителем дирекции, но не менее чем через одно отверстие на 10 м площади металлического экрана. В отверстиях для подачи воды также пробуривают окаменевшие слои нагнетенного раствора до грунта.
5.57. Распространение воды за обделкой контролируют по давлению, фиксируемому тремя-четырьмя манометрами со шкалой до 1 МПа, установленными в инъекторы или штуцеры промежуточных отверстий.
5.58. Гидроизоляция считается выдержавшей гидравлическое испытание, если герметизированные источники течей окажутся водонепроницаемыми после испытания обделки в течение трех часов при заданном по п.5.51 гидростатическом давлении, фиксируемом показаниями контрольных манометров испытательной сети.
5.59. Гидроизоляция при ее приемке по пункту 5.44 считается эксплуатационно надежной, если на 1 км тоннеля приходится не более 8 болтов с капельной фильтрацией и 5 мест с длиной слезящегося стыка до 50 см.
5.60. Ориентировочные трудозатраты и стоимость различных типов гидроизоляции приведены в приложении 29.
6. ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ И ОХРАНЫ ТРУДА
ПРИ ПРОИЗВОДСТВЕ ГИДРОИЗОЛЯЦИОННЫХ РАБОТ
6.1. Гидроизоляционные работы должны выполнять гидроизолировщики, изучившие настоящую Инструкцию и сдавшие в установленном порядке техминимум по технологии производства гидроизоляционных работ и технике безопасности.
Руководство работами и контроль должны осуществлять лица, имеющие опыт в области гидроизоляции тоннелей и элементов их конструкции.
6.2. Гидроизоляцию выполняют с соблюдением правил безопасности, предусмотренных:
СНиП III-4.80* "Техника безопасности в строительстве";
__________________
* На территории Российской Федерации действуют СНиП 12-03-2001 и СНиП 12-04-2002. - Примечание изготовителя базы данных.
"Правилами техники безопасности и производственной санитарии при строительстве метрополитенов и тоннелей", М., Оргтрансстрой, 1975;
"Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов", М., Оргтрансстрой, 1975.
6.3. Эксплуатацию механизмов, оборудования и механизированного инструмента следует осуществлять по инструкциям, составленным применительно к виду работ и согласованным в установленном порядке с местными органами охраны труда.
6.4. Каждый рабочий при его допуске к работе должен пройти инструктаж по технике безопасности на рабочем месте с соответствующей записью об этом в журнале.
6.5. Исполнители работ должны быть осведомлены о степени токсичности применяемых материалов, их вредности для организма и рекомендуемых мерах профилактики, способах защиты и порядке оказания первой помощи.
6.6. Работающие с вредными составами должны регулярно подвергаться медицинскому осмотру согласно приказу Министерства здравоохранения СССР N 400 от 30 мая 1969 г. и соблюдать правила личной гигиены.
6.7. Лица, работающие с огнеопасными составами, должны выполнять соответствующие работы с соблюдением требований пожарной безопасности; при этом у места их работы должны быть необходимые противопожарные средства.
6.8. Пусковые устройства к электродвигателям следует применять во взрывобезопасном исполнении. Для освещения следует применять безопасные светильники с напряжением 1236 В.
6.9. Рабочие, выполняющие гидроизоляцию, должны быть обеспечены спецодеждой по нормам для соответствующей специальности, защитными очками типа ПО-1;
резиновыми перчатками или брезентовыми рукавицами;
респираторами при выполнении работ с порошкообразными вяжущими.
6.10. Канавки между тюбингами следует очищать в скафандре. При этом в момент очистки вблизи места работ не должно быть лиц, не связанных с этой работой.
6.11. Гидроизоляция блоков в заводских условиях при выполнении работ в закрытых помещениях должна осуществляться на постоянных постах, оборудованных местными вытяжными устройствами, обеспечивающими эффективную вытяжку летучих веществ, выделяющихся при устройстве гидроизоляции.
6.12. При выполнении работ по гидроизоляции блоков с применением грунтовок, битумных и эпоксидно-каменноугольных мастик запрещается:
допускать к работе лиц, страдающих кожными и аллергическими заболеваниями, а также хроническими заболеваниями верхних дыхательных путей и слизистых оболочек глаз;
выполнять поблизости сварочные и другие работы, сопровождающиеся образованием искр, вызывающих воспламенение паров растворителя;
допускать прямое воздействие растворителей на кожу рук, а также промывку ими инструмента руками, не защищенными перчатками;
держать в карманах насыщенные растворителем концы, использованные для протирки инструмента.
6.13. Работающие с материалами, предусмотренными п.6.12, обязаны защищать кожу лица покровом глицерина, а руки смазывать пастами, например АЕ-1, "Микола", ПМ-1 или силиконовым кремом.
6.14. При производстве гидроизоляционных работ, выполняемых с применением грунтовок и мастик, изолировщики обязаны:
изолирующие составы приготавливать вне помещений и хранить их в герметично закрытой таре;
емкость с грунтовками и изолирующими составами транспортировать только с закрытыми крышками и на специальных тележках;
емкость с грунтовками и мастиками переносить вручную при их массе, не превышающей 16 кг;
воспламенившуюся порцию мастики гасить только сухим песком или пеной огнетушителя;
располагать аптечкой с необходимыми медикаментами, перевязочными материалами и средствами от ожогов.
6.15. При устройстве металлоизоляции должны строго соблюдаться правила безопасности, относящиеся к электросварке.
6.16. Корпусы сварочных трансформаторов, преобразователей и выпрямителей должны быть надежно заземлены.
6.17. Перед началом сварочных работ должна быть тщательно проверена исправность изоляции сварочных проводов, электрододержателей и надежность всех контактных соединений вторичной цепи.
6.18. Сварочные провода должны быть надежно предохранены от повреждений.
6.19. При перерывах в работе сварочной машины она должна быть тут же отключена.
6.20. Электрические переключатели сварочного агрегата должны быть обязательно защищены кожухами.
6.21. Сварку следует выполнять в исправной и сухой спецодежде. Она должна быть застегнута на все пуговицы. Клапаны карманов - выпущены наружу. Брюки надеты навыпуск, головной убор не должен иметь козырька, для того чтобы позволять правильно надеть защитную маску. Рукавицы должны плотно прикрывать рукава куртки. На ногах должна быть резиновая или кожаная (без металлических гвоздей) обувь.
Заместитель директора ЦНИИС Г.Д.Хасхачих
Зам. заведующего отделением ТМ Л.С.Афендиков
Руководитель темы, заведующий лабораторией Э.А.Малоян
Исполнитель, заместитель заведующего лабораторией В.Д.Могилевский
Главный инженер Метрогипротранса В.А.Алихашкин
Исполнитель, главный специалист А.И.Семенов
Главный инженер Мосметростроя П.С.Исаев
Исполнитель, заместитель главного инженера С.М.Еремеев
Заместитель начальника СКТБ Главтоннельметростроя В.Г.Голубов
Исполнитель, заведующий лабораторией В.В.Чеботаев
Приложение 1
ПЕРЕЧЕНЬ
материалов для гидроизоляции, их характеристики и свойства
|
N пп |
Вид гидрои- |
Индекс гидрои- |
Материалы |
Нормативы на материалы |
Назначение |
|
1 |
Уплотнение болтовых отверстий |
ГБО-1 |
Шайбы асбобитумные |
ТУ 35-1402-81 |
Гидроизоляция болтовых отверстий |
|
|
|
Битум нефтяной строительный |
Вяжущее | ||
|
|
|
|
Битум нефтяной тепломорозостойкий - пластбит |
ТУ 38-101580-75 |
Вяжущее |
|
|
|
|
Масло индустриальное марки И-40А или И-50А |
ГОСТ 20799-75 |
Пластификатор |
|
|
|
|
Асбест хризотиловый 7-го сорта |
ГОСТ 12871-67 |
Наполнитель |
|
|
|
|
Асбестовый шнур |
ГОСТ 1779-72 |
Армирующее кольцо |
|
|
|
|
Металлические сферические оболочки |
ТУ 36-2454-82 |
Совмещаемая накладка |
|
|
|
|
Сталь для них толщиной 4,5 и 6 мм |
| |
|
2 |
|
ГБО-2 |
Гидроизоляционные полиэтиленовые шайбы |
ТУ 36-2453-82 или ВТУ Мосметростроя |
Гидроизоляция болтовых отверстий |
|
|
|
|
Полиэтилен высокого давления |
Уплотнение околоболтового зазора | |
|
|
|
|
Металлические сферические оболочки |
|
Вдавливание массы в околоболтовой зазор |
|
3 |
Уплотнение монтажных отверстий в железобетонных тюбингах |
ГБО-3 |
Замазка порошковидная |
|
Заделка монтажных отверстий со шпильками |
|
|
|
БУС |
ТУ 35-869-82 |
При водопритоке | |
|
|
|
|
ГГРЦ |
При отсутствии водопритока | |
|
|
|
|
БРЦ |
ТУ 21-20-37-79 |
При капеже |
|
4 |
Гидроизоляция отверстий для нагнетания в обделке: |
ГОН-1 |
Асбобитумные прокладки |
Приложение 9 |
Устранение просачивания воды из тампонажных отверстий |
|
5 |
чугунной |
ГОН-2 |
Полиэтиленовые прокладки |
Приложение 10 |
|
|
6 |
железобетонной |
ГОН-3 |
Замазка порошковидная |
| |
|
БУС |
ТУ 35-869-82 |
||||
|
|
|
|
ГГРЦ |
| |
|
|
|
|
БРЦ |
ТУ 21-20-37-79 |
|
|
7 |
Гидроизоляция стыков между элементами сборной обделки |
ГСТ-1 |
Быстросхватывающаяся уплотняющая смесь (БУС) |
ТУ 35-869-82 |
Уплотнение канавок при водопритоке |
|
Глиноземистый цемент |
ГОСТ 969-77* |
Компонент смеси | |||
|
______________ | |||||
|
|
|
|
Гипсоглиноземистый расширяющийся цемент |
То же | |
|
|
|
|
Портландцемент |
ГОСТ 10178-76 |
" |
|
|
|
|
Асбест хризотиловый |
ГОСТ 12871-67 |
" |
|
8 |
|
ГСТ-2 |
Гипсоглиноземистый расширяющийся цемент (ГГРЦ) |
Уплотнение канавок при отсутствии водопритока | |
|
9 |
|
ГСТ-3 |
Быстросхватывающийся расширяющийся цемент (БРЦ) |
ТУ 21-20-37-79 |
При капеже |
|
10 |
|
ГСТ-4 |
Свинцовая проволока |
ЦМ.ТУ 02-43-69 |
Зачеканка канавок при водопритоке |
|
11 |
|
ГСТ-5 |
Освинцованный асбестовый шнур |
ГОСТ 1779-72 |
|
|
12 |
Заделка |
ЗТ |
Чугунные опилки |
Приложение 2 |
Спекающаяся основа дрязги |
|
|
|
|
Сера |
ГОСТ 127-51 |
Компонент |
|
|
|
|
Хлористый аммоний |
ГОСТ 2210-51 |
То же |
|
13 |
|
ЗТ |
БУС или |
ТУ 35-869-82 |
Вяжущее |
|
|
|
|
БРЦ |
ТУ 21-20-37-79 |
|
|
|
|
|
Чугунные опилки |
Приложение 2 |
Металлонаполнитель |
|
14 |
Оклеечная гидроизоляция сборных тюбинговых и бетонных обделок тоннелей |
ГСТиБ |
Битумно-каолиновая мастика |
Приложение 3 |
Гидроизоляция сопряжений |
|
|
|
Битум нефтяной БНД 40/60 |
ГОСТ 22245-76 |
Вяжущее | |
|
|
|
|
Битум нефтяной БН 70/30 |
То же | |
|
|
|
Петролатум |
ГОСТ 4696-62 |
Присадка | |
|
|
|
Каолин |
Наполнитель | ||
|
Стеклосетка тканая |
Армирование гидроизоляционного слоя | ||||
|
|
|
ЭЗ-200 или |
ГОСТ 19907-74 |
||
|
|
|
|
ЭТС-5, или |
ТУ 6-11-232-71 |
|
|
|
|
|
СС-1 |
ТУ 6-11-99-75 |
|
|
|
|
|
Гидроизоляционная мастика "гидроизомаст" |
Приложение 4 |
Уплотнение зазора между выполненной гидроизоляцией и фасонными накладками |
|
|
|
|
БУС или |
ТУ 35-869-82 |
Катионоактивный компонент |
|
|
|
|
БРЦ |
ТУ 21-20-37-79 |
|
|
|
|
|
Кислоты нефтяные |
Анионоактивный компонент | |
|
15 |
Металлоизоляция сопряжений сборных тюбинговых обделок |
МИС |
Диафрагма металлоизоляции |
пп.3.58-3.62 |
Обеспечение водонепроницаемости примыканий |
|
|
|
|
Сталь листовая горячекатаная |
Сортамент | |
|
|
|
|
Сталь углеродистая обыкновенного качества марки ВСт, 3кп или 3пс |
ГОСТ 380-71 |
Устройство сварной диафрагмы |
|
|
|
|
Сталь горячекатаная периодического профиля |
ГОСТ 5.1459-72 |
Заанкеривание диафрагмы в бетоне |
|
|
|
|
Электроды Э-42А |
Сварка листов и приварка к ним анкеров | |
|
|
|
|
Стальная прокладка |
|
Уширение чеканочной канавки |
|
|
|
|
Полиэтиленовые шайбы марок "П", "Э", "С" |
ТУ 36-2453-82 или ВТУ Мосметростроя |
Герметизация болтового отверстия |
|
16 |
|
ГЖБ-1 |
Защитное обмазочное покрытие |
|
|
|
|
|
|
Битумный лак БТ-577 или БТ-99, или битумная грунтовка, включающая битум нефтяной строительный БН-70/30 |
ГОСТ 5631-70* ГОСТ 8017-74 Приложение 5 |
Грунтовка |
|
______________ | |||||
|
|
|
|
|
Вяжущее | |
|
|
|
|
Нефрас С 50/170 (бензин для промышленно-технических целей) или бензин автомобильный неэтилированный |
Разжижение битума | |
|
|
|
|
Битум нефтяной строительный БН 70/30 |
Изоляционный слой из горячей битумной мастики | |
|
|
|
|
Битум нефтяной тепломорозостойкий - пластбит |
ТУ 38-101580-75 |
|
|
17 |
|
ГЖБ-2 |
Битумная грунтовка +1 слой гидростеклоизола |
ТУ 400-1-51-75 |
Изоляционный слой по технологии наплавления |
|
18 |
|
ГЖБ-3 |
Эпоксидно-каменноугольное окрасочное покрытие, включающее: |
Приложение 6 |
|
|
|
|
|
эпоксидную неотвержденную смолу ЭД-16 или ЭД-10 |
ГОСТ 10587-76 |
Полимеризующаяся основа |
|
|
|
|
деготь каменноугольный |
ГОСТ 4641-80 |
Мягчитель |
|
|
|
|
полиэтиленполиамин |
ВТУ МХП 10-57 или СТУ 49-25-29-62 |
Отвердитель |
|
|
|
толуол каменноугольный и сланцевый |
Растворитель | ||
Приложение 2
СОСТАВ ДРЯЗГИ,
правила ее изготовления и применения
1. Дрязга, предназначаемая для заделки в тюбингах фильтрующих воду трещин; должна иметь следующий состав, % по массе:
|
Чугунных опилок |
94,5 |
|||
|
Хлористого аммония |
2 |
|||
|
Серы |
3,5 |
|||
2. Применяемые чугунные опилки предварительно прокаливают на жаровне нагревом их до 300 °С и просеивают от более крупных частиц через сито с диаметром ячеек 1 мм.
3. Дрязгу надо приготавливать расфасованными порциями массой 4-5 кг.
4. Каждая порция должна быть тщательно перемешана и затарена в герметичную металлическую емкость.
5. Сухая смесь дрязги, доставленная к месту работ, должна быть увлажнена соответствующим количеством воды, составляющим 6-7% от ее массы, и тщательно перемешана до однородной окраски чугунных опилок.
6. Смоченную водой смесь следует выдержать 20-30 мин в закрытой емкости до начала химического взаимодействия компонентов, сопровождаемого выделением тепла.
7. Сухую смесь допускается применять после саморазогревания до температуры, превышающей 30 °С. При достижении смесью температура 70 °С ее следует увлажнить дополнительным количеством воды (2-3% от оставшейся массы).
8. Расходуемая порция дрязги должна быть использована не позднее чем через 90 мин от начала ее увлажнения. Неизрасходованную в указанный промежуток времени часть смеси применять не допускается.
Приложение 3
СОСТАВ И СВОЙСТВА
битумно-каолиновой мастики
1. Применяемая при устройстве гидроизоляции в местах сопряжения чугунной и железобетонной обделок тоннеля битумно-каолиновая мастика, с учетом состояния изолируемой поверхности, должна иметь один из следующих составов, приведенных в табл.1.
Таблица 1
|
Исходные компоненты |
Соотношение компонентов при применении мастики на поверхности, % | |||
|
влажной |
сухой | |||
|
Температура воздуха у места работы, °С | ||||
|
от +5 до +15 |
от +16 до +25 |
от +5 до +15 |
от +16 до +25 | |
|
Битум нефтяной БН 40/60 |
75 |
- |
80 |
- |
|
Битум нефтяной БН 70/30 |
- |
75 |
- |
80 |
|
Петролатум |
5 |
5 |
- |
- |
|
Каолин |
20 |
20 |
20 |
20 |
2. Физико-механические показатели мастики по п.1 должны в зависимости от ее назначения удовлетворять требованиям, приведенным в табл.2.
Таблица 2
|
Показатели |
Единица измерения |
При наклейке стеклоткани на поверхность | |||
|
|
|
влажную |
сухую | ||
|
|
Температура воздуха у места работ, °С | ||||
|
|
|
от +5 до +15 |
от +16 |
от +5 |
от +16 |
|
Объемный вес, не менее |
кг/м |
1140 |
1150 |
1140 |
1150 |
|
Температура размягчения по методу "кольцо и шар" |
°С |
50 |
60 |
50 |
65 |
|
Пенетрация - глубина проникания иглы под нагрузкой 100 г в течение 5 с при 25 °С, не менее |
0,1 мм |
50 |
25 |
50 |
20 |
|
Растяжимость при 25 °С, не менее |
см |
30 |
9 |
35 |
6 |
|
Предел прочности при растяжении восьмерки площадью сечения шейки 1 см |
МПа |
0,5 |
1,0 |
0,5 |
1,5 |
|
Сцепление с влажной поверхностью кубика из цементно-песчаного раствора 1:2 при 10 °С |
" |
0,8 |
1,0 |
0,9 |
1,1 |
|
Вязкость в момент начального сдвига при температуре 60 °С, не менее |
10 |
0,05 |
0,4 |
0,10 |
1,0 |

Приложение 4
СОСТАВ И СВОЙСТВА
мастики гидроизомаст, правила ее изготовления и применения
1. Гидроцзомаст - подвижная сметанообразная масса, загустевающая не ранее чем через 15 мин после ее приготовления.
2. Гидроизомаст в свежеизготовленном состоянии до загустевания обладает повышенной липкостью к металлической поверхности и легко разравнивается на ней, образуя слой толщиной около 5 мм.
3. Гидроизомаст не размывается водой и не размокает в ней. Шарик мастики, опущенный в воду через 15 мин после затворения, сохраняет форму и затвердевает в ней.
4. Температура среды, характеризующая значения показателей, создается путем выдержки образцов в сосудах, наполненных водой, имеющей температуру, предусмотренную в п.2.5 настоящей Инструкции.
5. Применяемая в местах сопряжения для заполнения зазоров между накладками и наклеенной гидроизоляцией мастика гидроизомаст должна иметь один из следующих составов (табл.1).
Таблица 1
|
Компоненты |
Соотношение между компонентами по массе, % | ||
|
N 1 |
N 2 |
N 3 | |
|
БУС |
60 |
- |
- |
|
БРЦ |
- |
55 |
- |
|
ГГРЦ |
- |
- |
65 |
|
Нефтяные кислоты |
40 |
45 |
35 |
6. Приготовленная мастика гидроизомаст должна отвечать следующим физико-механическим показателям, приведенным в табл.2.
Таблица 2
|
Показатели |
Единица измерения |
Составы | ||
|
|
|
N 1 |
N 2 |
N 3 |
|
Глубина проникания иглы под нагрузкой 100 г в течение 5 с: |
|
|
|
|
|
через 1 ч, не менее |
0,1 мм |
100 |
80 |
150 |
|
через 24 ч, не менее |
10 |
8 |
15 | |
|
Предел прочности при сжатии кубиков 2х2х2 см через 3 суток при 10 °С, не менее |
МПа |
0,5 |
0,6 |
0,4 |
|
Предел прочности при растяжении восьмерки с площадью сечения шейки 5 см через 3 суток при 10 °С, не менее |
" |
0,1 |
0,2 |
0,1 |
|
Удлинение при растяжении такой же восьмерки, не менее |
мм |
50 |
50 |
60 |
|
Сцепление с поверхностью металла через 3 суток при 10 °С, не менее |
МПа |
0,5 |
0,6 |
0,4 |
Приложение 5
СОСТАВ
битумной грунтовки, ее свойства, условия изготовления и применения
1. Битумная грунтовка, предназначаемая для нанесения на изолируемые поверхности железобетонных блоков, должна иметь состав, приведенный в таблице.
|
Вид грунтовки |
Состав грунтовки |
Примечание | |
|
материал |
содержание по массе, % |
||
|
Битумная |
Битум нефтяной |
20-30 |
По п.2.25 Инструкции |
|
|
Бензин (нефрас) |
75-70 |
|
2. Приготовленная битумная грунтовка должна иметь по вискозиметру ВЗ-4 при температуре 20 °С вязкость в интервале 10-15 с.
3. Грунтовку указанного состава приготовляют растворением битумного расплава с температурой 160 °С в бензине нефрас. Дозированное количество битумного расплава вливают тонкой струей в емкость с дозированным количеством указанного растворителя.
4. Приготовление грунтовки должно сопровождаться тщательным перемешиванием смеси лопастью, вращающейся от пневмодрели ИП-1007, имеющей частоту вращения 8 Гц.
5. Изготовленное количество грунтовки следует хранить в герметично закрытых сосудах (бочках, флягах, бидонах), которые складируют в огнестойком помещении вдали от огня.
6. В случае загустевания длительно хранившейся грунтовки ее следует разжижать растворителем, добавляемым в количестве, необходимом для обеспечения требуемой вязкости по п.2.
Приложение 6
СОСТАВ И СВОЙСТВА
эпоксидно-каменноугольной мастики
1. При устройстве на поверхности железобетонных блоков безрулонного полимерного покрытия оно должно выполняться с применением эпоксидно-каменноугольной мастики следующего состава (табл.1).
Таблица 1
|
Компоненты |
Соотношения между компонентами по массе, % | |
|
N 1 |
N 2 | |
|
Эпоксидная смола ЭД-10 или ЭД-16 |
100 |
100 |
|
Каменноугольный деготь |
100 |
185 |
|
Полиэтиленполиамин |
5 |
20 |
|
Толуол каменноугольный |
60 |
120 |
2. Физико-механические показатели эпоксидно-каменноугольного состава должны отвечать приведенным в табл.2 требованиям.
Таблица 2
|
Показатели |
Единица измерения |
Составы | |
|
N 1 |
N 2 | ||
|
Вязкость массы перед нанесением по ВЗ-4 |
с |
200 |
300 |
|
Предел прочности при сжатии кубиков 4х4 см |
МПа |
6 |
7 |
|
Предел прочности при изгибе призм 4х4х16 см |
" |
15 |
20 |
|
Сцепление с изолируемой поверхностью бетона |
" |
2,5 |
3 |
|
Ударная вязкость |
" |
5 |
5 |
Приложение 7
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
к волокнистым гидроизоляционным шайбам
1. Волокнистые гидроизоляционные шайбы (рисунок) представляют собой сплетенные из кабельной пряжи кольцевые прокладки с наружной оплеткой, обработанные соответствующим гидроизоляционным составом.
Волокнистая шайба непропитанная:
1 - кабельная пряжа-ровница из лубяных волокон; 2 - лентообразная прядь
2. Волокнистые гидроизоляционные шайбы в соответствии с п.4.4 настоящей Инструкции следует применять при интенсивном водопритоке из болтовых отверстий для их герметизации в процессе замены болтов, а также в случае установки в нерассверленные смещенные болтовые отверстия болтов меньшего диаметра.
3. Волокнистые гидроизоляционные шайбы толщиной 12 мм, с учетом их назначения, следует изготавливать соответствующих типу обделок марок и размеров, приведенных в табл.1.
Таблица 1
|
Тоннель |
Марка шайб |
Вид пропитывающего состава |
Диаметр шайб, мм |
Примечание | |
|
|
|
внутренний |
наружный |
| |
|
Перегонный |
|
Каменноугольный деготь |
27 |
40 |
Возможно изготовление шайб и других требуемых размеров |
|
|
|
То же |
30 |
42 |
|
|
|
|
Олифа в смеси с суриком |
27 |
40 |
|
|
|
|
|
30 |
42 |
|
|
Эскалаторный |
|
Каменноугольный деготь |
37 |
50 |
|
|
|
|
Олифа в смеси с суриком |
37 |
50 |
|
|
Станционный |
|
Каменноугольный деготь |
41 |
54 |
|
|
|
|
Олифа в смеси с суриком |
41 |
54 |
|


4. Волокнистые кольцевые прокладки должны быть сплетены из кабельной пряжи, отвечающей требованиям ГОСТ 905-78.
5. Гидроизоляционные волокнистые шайбы указанных марок с индексом "К" должны быть изготовлены путем их пропитки в смеси каменноугольного дегтя по ГОСТ 4641-74 с каменноугольным пеком по ГОСТ 1038-75.
6. Гидроизоляционные волокнистые шайбы тех же марок с индексом "ОС" должны быть обработаны олифо-суриковым составом, включающим натуральную олифу, отвечающую требованиям ГОСТ 7931-76 и свинцовый сурик, отвечающий требованиям ГОСТ 19151-73.
В олифо-суриковом составе должно содержаться, %:
|
натуральной олифы |
35-40 |
|||
|
свинцового сурика |
60-65 |
|||
7. Волокнистые прокладки следует плести из кабельной пряжи номера 0,3 или 0,45, физико-механические показатели которых должны соответствовать нормам, приведенным в табл.2.
Таблица 2
|
Показатели |
Единица измерения |
Показатели для пряжи | |
|
0,3 |
0,45 | ||
|
Средняя крепость, не менее |
Н |
170 |
130 |
|
Средняя крутка на 1 м, не более |
Витки |
55 |
65 |
|
Закостренность, не более |
% |
2 |
2 |
|
Влажность, не более |
" |
14 |
14 |
|
Допускаемое отклонение среднего номера от номинального |
" |
±5 |
±5 |
|
Неравномерность по кольцу |
" |
7 |
7 |
8. Качество кабельной пряжи должно оцениваться ее испытанием по методике, приведенной в ГОСТ 905-78.
9. Кабельная пряжа должна быть доставлена изготовителю шайб намотанной в крейцшпули с упаковкой и маркировкой, предусмотренной ГОСТ 7563-73.
10. Волокнистые шайбы должны быть сплетены следующими приемами:
а) кабельная пряжа должна быть отмотана от крейцшпули и нарезана на отрезки равной длины, например 3 и 5 м, соответственно требуемой марке шайб и их наружному диаметру;
б) кабельную пряжу затем наматывают на стержень диаметром, на 3-4 мм большим требуемого внутреннего диаметра волокнистой шайбы, оставляя конец ее длиной 1-1,5 м;
в) намотанный из пряжи волокнистый сердечник снимают со стержня и оплетают его оставленным по п.10, б концом пряжи;
г) при оплетке сердечника сильно подкрученную пряжу необходимо развить и придать ей лентообразную форму накладываемой пряди;
д) конец оплетаемой пряди должен быть при помощи шила заведен под ближайшие кольца оплетки таким образом, чтобы его нельзя было обнаружить на поверхности изготовленной шайбы.
11. Изготовленное количество шайб одной партии и марки комплектуют в связки по 100 шт. и упаковывают по 500 шт. в водонепроницаемые полиэтиленовые мешки по ГОСТ 12302-75.
12. Волокнистые шайбы следует хранить и транспортировать в условиях, исключающих их увлажнение.
13. Волокнистые гидроизоляционные шайбы марок  ,
,  ,
,  изготавливают путем пропитки соответствующих кольцевых прокладок (см. п.10, а-10, д) в каменноугольной пропиточной массе, полученной путем оплавления каменноугольного дегтя, взятого в количестве 85-90%, с каменноугольным пеком, взятым в количестве 10-15%:
изготавливают путем пропитки соответствующих кольцевых прокладок (см. п.10, а-10, д) в каменноугольной пропиточной массе, полученной путем оплавления каменноугольного дегтя, взятого в количестве 85-90%, с каменноугольным пеком, взятым в количестве 10-15%:
а) пропиточная масса должна иметь физико-механические показатели, приведенные в табл.3;
б) пропиточная масса в момент обработки волокнистых шайб должна иметь температуру в интервале 120-130 °С.
Таблица 3
|
Показатели |
Единица измерения |
Нормы |
Методы испытаний |
|
Удельная масса |
кг/м |
(1,1 |
- |
|
Вязкость |
с |
20 |
|
|
Содержание веществ, не растворимых в толуоле, не более |
% |
20 |
ГОСТ 4492-69 |
|
Температура размягчения по КиШ: |
°С |
|
|
|
не ниже |
|
+15 |
|
|
не выше |
|
+20 |
|
|
Содержание воды, не более |
% |
1 |
14. В емкости, наполненной достаточным количеством пропиточной массы с указанной в п.13, б температурой, волокнистые шайбы должны быть выдержаны в течение 10-15 мин.
15. Волокнистые шайбы, извлеченные из пропиточной каменноугольной массы, должны быть подвешены над соответствующей емкостью для стекания с них, примерно в течение 10-15 мин, избытка пропитки.
16. У волокнистых шайб не должно быть в разрезе светлых прослоек непропитанных волокон кабельной пряжи. Отношение привеса пропитки к массе сухого волокна должно составлять не менее 2,2.
17. Волокнистые шайбы, обработанные каменноугольным составом, должны быть упруго-пластичными, легко сжимающимися в диаметральной плоскости при температуре +10 °С, соответствующей условиям их применения в тоннеле.
Поверхность шайб должна быть сухой и не липкой.
18. Для изготовления гидроизоляционных волокнистых шайб с олифо-суриковой пропиткой, соответствующую массу (см. п.6) следует приготавливать путем смешивания свинцового сурика, добавляемого в нагретую до температуры 90 °С олифу.
Свинцовый сурик должен быть тонко измельчен и полностью проходить при просеивании через сито N 90 с 4900 отверстиями на 1 см. Необходимое количество свинцового сурика на замес следует дозировать и добавлять в нагретую олифу небольшими порциями при непрерывном перемешивании:
а) волокнистые шайбы, предварительно высушенные при температуре 100-110 °С, должны отдельными связками по 100 шт. погружаться в емкость с приготовленной по п.18 массой и выдерживаться в ней в течение 20-30 мин.
Весь указанный период выдерживания шайб в емкости должен сопровождаться перемешиванием пропиточной массы, во избежание оседания из нее на дно емкости свинцового сурика;
б) волокнистые шайбы должны быть извлечены из пропиточной массы приемами, предусмотренными п.15. Стекший избыток пропиточной массы допускается повторно применять для пропитки последующих связок шайб;
в) волокнистые шайбы с олифно-суриковой пропиткой допускается изготавливать в количестве, не превышающем 10-суточный их запас, предусмотренный планируемым их расходом;
г) волокнистые гидроизоляционные шайбы, пропитанные смесью олифы со свинцовым суриком, не должны иметь в разрезе светлых непропитанных олифой прядей. Через сутки после изготовления поверхность их должна быть нелипкой. При этом отношение привеса пропиточной массы к весу сухой волокнистой части должно составлять не менее 2,2.
19. Волокнистые гидроизоляционные шайбы должны храниться в таре, защищающей их от загрязнения, и транспортироваться в ней нанизанными на деревянные стержни соответствующего диаметра, размещенные горизонтальными рядами, надежно закрепленными для устранения их соприкасания.
20. К месту работ волокнистые гидроизоляционные шайбы следует доставлять нанизанными на болты, укомплектованные прижимными плоскими металлическими шайбами.
Допускается также доставка их к рабочему месту в таре по п.19, с обязательным предохранением их от загрязнения.
Приложение 8
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
к свинцовым шайбам для гидроизоляции болтовых отверстий
1. Свинцовые гидроизоляционные шайбы для гидроизоляции болтовых отверстий в тюбингах тоннельной обделки представляют собой кольцевые уплотнители с коническим выступом (рисунок).

Свинцовая шайба
2. Свинцовые шайбы должны применяться для гидроизоляции тоннельной обделки в случаях, предусмотренных п.4.13.
3. В зависимости от назначения обделки и применяемых в ней размеров болтовых соединений свинцовые шайбы должны иметь приведенные в таблице следующие примерные размеры, мм:
|
Назначение |
Марка |
|
|
|
|
|
|
|
Тоннели: |
|
|
|
|
|
|
|
|
перегонный |
П |
51 |
36 |
33 |
12 |
4,5 |
7,5 |
|
эскалаторный |
Э |
59 |
44 |
39 |
12 |
4,5 |
7,5 |
|
станционный |
С |
62 |
47 |
42 |
12 |
4,5 |
7,5 |

4. Свинцовые шайбы в разрезе должны быть монолитными, без раковин, пузырей и включений шлака.
5. Поверхность конического выступа у свинцовой шайбы должна быть гладкой, без наплывов и заусенцев.
6. Свинцовые шайбы следует изготавливать из свинца, отвечающего требованиям, предусмотренным ГОСТ 3778-74 для марок С-1 и С-2.
7. Свинец, применяемый для изготовления свинцовых шайб, должен нагреваться в электротиглях до температуры не менее 400 °С и не более 450 °С и в расплавленном состоянии разливаться в металлические или земляные формы.
8. Окись свинца, образующаяся на поверхности его расплава, должна обязательно периодически удаляться.
9. Изготовленные шайбы должны нанизываться на инвентарные деревянные стержни диаметром, соответствующим диаметру шайбы. На каждом стержне должно быть нанизано по 25 шайб. Стержни с шайбами до затаривания должны храниться подвешенными на стеллажах.
10. Затаривание изготовленных шайб должно производиться в деревянные ящики по 100 штук в каждом и размещаться в них на инвентарных стержнях, концы которых следует закрепить.
11. Тара должна быть закрыта крышкой на петлях с запорным устройством.
На крышке должна быть трафаретная надпись, указывающая наименование изготовителя, марку изделий, количество шайб в емкости и знаки "верх" и "не кантовать".
12. Свинцовые шайбы должны храниться в складских условиях раздельно по маркам.
13. К месту работ свинцовые шайбы следует доставлять в заводской таре, предохраняющей их от загрязнения.
Приложение 9
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
к гидроизоляционным асбобитумным прокладкам,
герметизирующим отверстия для нагнетания в тюбингах тоннельной обделки
1. Асбобитумные гидроизоляционные прокладки, предназначаемые для герметизации отверстий для нагнетания в тюбингах тоннельной обделки, представляют собой плоские кольцевые уплотнители, отформованные из асбобитумной мастики, с армирующим кольцом.
2. Асбобитумные прокладки, размещаемые под заплечиками пробки, предназначаются для гидроизоляции отверстий для нагнетания в тюбингах перегонных, эскалаторных и станционных тоннелей метрополитена, а также стволов шахт.
3. Асбобитумные прокладки должны иметь геометрическую форму, приведенную на рис.6, а, и размеры, указанные в табл.16.
4. Асбобитумкая прокладка должна включать армирующее кольцо с диаметром сечения 4±1 мм, сплетенное из стренг битумированного асбестового шнура (ГОСТ 1779-72).
Армирующее кольцо должно быть размещено внутри прокладки и плотно спрессовано с асбобитумной мастикой при формовании изделия. В армирующем кольце должно содержаться битума не менее 60% от его массы.
5. Асбестовый шнур, предназначенный для изготовления армирующих колец, следует пропитывать нефтяным битумом по ГОСТ 22245-76 марок БНД 90/130 или БНД 60/90, с нормируемой точкой хрупкости минус 1517 °С, горячим или холодным способом. Асбестовый шнур, пропитанный холодным способом в битуме по п.5, растворенном в бензине "Нефрас" в соотношении 1:3, допускается применять для плетения армирующих колец лишь после полного улетучивания указанного растворителя из используемых стренг.
6. Асбобитумные прокладки следует изготовлять из асбобитумной мастики, исходными компонентами которой являются: битум нефтяной, пластбит по ТУ 38-101580-75 Миннефтехимпрома, либо битум нефтяной строительный марки БН 70/30 по ГОСТ 6617-76 и асбест хризотиловый 7-го сорта по ГОСТ 12871-67 - в качестве наполнителя.
7. Состав асбобитумной мастики должен применяться в соответствии с табл.1.
8. Физико-механические показатели асбобитумной мастики должны отвечать требованиям, приведенным в табл.2.
9. Асбобитумные гидроизоляционные прокладки после их изготовления должны быть выдержаны в стеллажах на поддонах не менее 5 ч до полного их охлаждения до температуры 15 °С.
10. Асбобитумпые прокладки следует поставлять на объекты строительства к рабочему месту в комплекте с металлической пробкой (см. рис.5), предусмотренной п.3.23.
11. Асбобитумные прокладки рекомендуется совмещать с пробками на заводе-изготовителе указанных прокладок и поставлять их комплектно.
12. Процесс комплектования пробок с прокладками должен предусматривать:
отбраковку пробок с заусенцами, с неполной или забитой резьбой;
очистку пробок от грязи, ржавчины или налета смазки;
окраску поверхности раствором битума в бензине по п.5 данного приложения;
выдержку окрашенных пробок до полного испарения (улетучивания) с них растворителя;
нанизывание под заплечики пробки прокладки, выдержанной в соответствующих условиях, предусмотренных п.9.
13. Комплекты пробок следует поместить в инвентарную тару с полками, снабженными боночными фиксаторами положения пробки при хранении и транспортировке. В каждой тарной емкости должно быть размещено стандартное количество пробок (около 50 шт.).
14. Тара должна быть закрыта крышкой на петлях с запорным устройством.
На крышке должна быть трафаретная надпись, указывающая наименование изготовителя и изделия; количество их в емкости и знаки: "верх" и "не кантовать".
15. Комплекты пробок необходимо доставлять к рабочему месту в заводской упаковке и с положительной температурой не ниже +5 °С и не выше +25 °С.
16. Емкости, в которых транспортируют комплекты пробок, предназначаются для многократного использования и являются оборотной тарой, подлежащей обязательному возврату изготовителю.
Приложение 10
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
к гидроизоляционным полиэтиленовым прокладкам,
герметизирующим отверстия для нагнетания в тюбингах тоннельной обделки
1. Полиэтиленовые гидроизоляционные прокладки, предназначаемые для герметизации отверстий для нагнетания в тюбингах тоннельной обделки, представляют собой плоские кольцевые уплотнители сплошного сечения, изготовленные литьевым способом из гранулированного полиэтилена.
2. Гидроизоляционные полиэтиленовые прокладки, размещаемые под заплечиками пробки, предназначаются для герметизации отверстий для нагнетания в тюбингах перегонных, эскалаторных и станционных тоннелей метрополитенов, а также стволов шахт и исключают просачивание грунтовых вод через эти отверстия.
3. Прокладки по п.2 должны иметь геометрическую форму, приведенную на рис.6, б, и размеры, указанные в табл.16.
4. Прокладки следует изготавливать из соответствующих марок гранулированного полиэтилена по ГОСТ 16337-77, предусмотренных п.2.7.
5. Полиэтилен указанных марок должен применяться в композициях, совмещенных с полиизобутиленом, например, в соотношении 67:33 и содержать добавки, повышающие их стойкость к фотоокислительному старению, например, сажи (технического углерода) марки ДЭГ-100 по ГОСТ 7885-77.
Допускается применение композиции полиэтилена с повышенной эластичностью и с термо- ("Т") и свето- ("С") стабилизатором, выпускаемой промышленностью под маркой ПОВ-67-ТС, согласно ВТУ-ЛСНХ-33080-60.
6. Физико-механические показатели полиэтилена, применяемого для изготовления гидроизоляционных прокладок, должны отвечать требованиям, предусмотренным в табл.3.
При применении полиэтилена, совмещенного с полиизобутиленом, его предел прочности при растяжении должен быть не менее 6 МПа.
7. Гидроизоляционные полиэтиленовые прокладки должны быть изготовлены методом литья под давлением на термопластовых автоматах в специальных одно- или многогнездных формах.
8. У готовых прокладок должны быть срезаны литники и грат гирлянд, а место их среза зачищено.
9. Предприятие, изготавливающее прокладки, должно поставлять их связками по 100 шт. отдельными марками, помещенными в полиэтиленовые пакеты по ГОСТ 12302-75 или бумажные мешки по ГОСТ 2226-75*.
______________
* На территории Российской Федерации действует ГОСТ 2226-88. - Примечание изготовителя базы данных.
10. На таре штампом или наклеенным ярлыком должны быть указаны наименования изготовителя изделия; марка его; количество; дата изготовления; марка исходной композиции полиэтилена.
11. Гидроизоляционные полиэтиленовые прокладки рекомендуется доставлять к рабочему месту в комплекте с пробкой в соответствии с требованиями пп.10-11 приложения 15.
12. Пробки, применяемые в сочетании с полиэтиленовыми гидроизоляционными прокладками, должны предварительно окрашиваться хлорсульфополиэтиленовым лаком ХП-34 по ТУ 6-02-1152-78 взамен битумного раствора по п.5 приложения 15.
Приложение 11
ОБОРУДОВАНИЕ, МЕХАНИЗМЫ, ИНВЕНТАРЬ И ПРИСПОСОБЛЕНИЯ,
требуемые при гидроизоляции болтовых отверстий
|
N пп |
Тип механизма |
Организация- |
Техническая характеристика |
Еди- |
Назначение | |
|
1 |
Тележка для производства гидроизоляционных работ в сводовой части перегонных тоннелей метрополитена |
Московский механический завод |
Замена монтажных болтов в процессе замены болтов и установка болтовых комплектов с гидроизоляционными шайбами | |||
|
Габариты |
6190х4710х3520 |
мм |
||||
|
|
|
|
Масса |
3143 |
кг |
|
|
|
|
|
Колея |
3130 |
мм |
|
|
|
Количество откидных площадок |
2 |
шт. |
| ||
|
|
|
|
длиной |
6000 |
мм |
|
|
|
шириной |
700 |
" |
|||
|
2 |
Ручная лебедка |
То же |
Грузо- подъемность |
1000 |
кг |
Механизм перемещения тележки |
|
|
|
|
Усилие на рукоятке |
17 |
" |
|
|
|
|
|
Количество |
2 |
шт. |
|
|
|
|
|
Длина троса |
18 |
м |
|
|
|
|
|
Диаметр троса |
8,7 |
мм |
|
|
3 |
Подмости для производства гидроизоляционных работ в эскалаторных тоннелях метрополитена |
ПКБ Главстроймеха- |
Замена монтажных болтов в процессе замены болтов и установка болтовых комплектов с гидро- изоляционными шайбами | |||
|
Длина |
6410 |
мм |
||||
|
|
|
|
Ширина рабочих площадок |
6900 |
" |
|
|
|
|
|
Масса |
6900 |
кг |
|
|
|
|
|
Колея |
6300 |
мм |
|
|
|
|
|
База |
5840 |
" |
|
|
4 |
Подмости для производства работ в станционных тоннелях |
Московский механический завод |
Замена монтажных болтов и установка болтовых комплектов с гидро- изоляционными шайбами | |||
|
Габариты |
6000х7160х6220 |
мм |
||||
|
|
|
Масса |
11512 |
кг |
| |
|
|
|
|
Колея |
4330 |
мм |
|
|
|
|
Количество площадок |
2 |
шт. |
||
|
|
|
длиной |
6000 |
мм |
||
|
|
|
|
шириной |
610 |
" |
|
|
5 |
Трещотка |
|
|
|
|
Рассверловка смещенных болтовых отверстий |
|
6 |
Гайковерт угловой реверсивный пневматический ИП-3205А |
Свердловский завод "Пневмострой- |
Завинчивание гаек и затяжка болтовых комплектов | |||
|
Диаметр болтов |
27; 30; 36 |
мм |
||||
|
|
|
Крутящий момент |
800; 1250; 1600; 80; 125; 160 |
Н·м |
| |
|
|
|
|
Давление сжатого воздуха |
0,5; 0,5; 0,5 |
МПа |
|
|
|
|
|
Расход его |
1,5 |
м |
|
|
|
|
|
Габариты |
365х110х195 |
мм |
|
|
|
|
|
Масса |
9,5 |
кг |
|
|
7 |
Пневматический сбалчиватель ПСГ |
Механический завод N 1 Мосметростроя |
Завинчивание гаек и затяжка болтовых комплектов М-42, М-36, М-30, М-27 | |||
|
Диаметр болтов |
30; 36-42 |
мм |
||||
|
|
|
|
Крутящий момент |
700; 1200 |
Н·м |
|
|
|
|
|
Давление сжатого воздуха |
0,5; 0,5 |
МПа |
|
|
|
|
|
Расход его |
0,55; 0,75 |
м |
|
|
|
|
|
Габариты: |
|
мм |
|
|
|
|
|
длина |
543; 600 |
|
|
|
|
|
|
ширина |
295; 295 |
|
|
|
|
|
|
высота |
152; 160 |
|
|
|
|
|
|
Масса |
11; 14 |
кг |
|
|
|
|
|
Зев ключа |
46; 56, 65 |
мм |
|
|
|
|
|
Число об/мин без нагрузки |
13-14; 10-12 |
об/мин |
|
|
8 |
Ключ кольцевой |
СМУ-1 |
Дотяжка гаек для выпрямления сферических оболочек после деформаций обделки | |||
|
Размер зева |
45; 56; 65 |
мм |
||||
|
|
|
|
Габариты: |
|
" |
|
|
|
|
|
длина |
565; 565; 565 |
|
|
|
|
|
|
ширина |
80; 90; 90 |
|
|
|
|
|
|
высота |
30; 30; 30 |
|
|
|
|
|
|
масса |
1,5; 1,6; 1,6 |
кг |
|
|
9 |
Ключ гаечный с открытым зевом двусторонний по ГОСТ 2839-80 |
|
Распор головок болтов для предотвращения проворачивания при их затяжке | |||
|
Типоразмер зева |
41-46; 50-55; |
мм |
||||
|
|
|
|
Габариты: |
|
| |
|
|
|
|
длина |
380; 460; 580 |
" |
|
|
|
|
|
масса |
0,5; 0,75; 1,5 |
кг |
|
|
10 |
Емкость для кистей |
ЦНИИОМТП Госстроя |
Вместимость |
15 |
л |
Доставка битумного лака к месту работ по гидроизоляции болтовых отверстий |
|
|
|
Габариты: |
|
см |
| |
|
|
|
|
основания |
260 |
|
|
|
|
|
|
верха |
152 |
|
|
|
|
|
|
высота |
485 |
|
|
|
|
|
|
Масса |
3,5 |
кг |
|
|
11 |
То же |
Конструкторско- |
|
|
Хранение кистей в растворителе | |
|
12 |
Кисть-ручник КР-45 |
|
ГОСТ 10597-80* |
|
Окраска битумным лаком подготовленных болтовых отверстий | |
|
______________ | ||||||
|
13 |
Болт со штуцером |
Мосметрострой |
Чертеж РЧ-82-41.32-000-00 |
- |
Контрольное нагнетание воды для проверки водонепрони- цаемости болтовых отверстий и стыков в обделке из чугунных тюбингов | |
|
14 |
Каска строительная |
|
|
| ||
|
15 |
Рукавицы специальные |
|
|
| ||
Приложение 12
ОБОРУДОВАНИЕ, ИНВЕНТАРЬ И ПРИСПОСОБЛЕНИЯ,
требуемые при гидроизоляции отверстий для нагнетания в чугунных тюбингах
|
N пп |
Тип механизма или инвентарь |
Организация- |
Техническая характеристика |
Единица измерения |
Назначение | |
|
1 |
Тележка для выполнения работ в сводовой части перегонных тоннелей |
См. п.1 приложения 11 |
|
|
|
Герметизация отверстий для нагнетания при установке пробок |
|
2 |
Ручная лебедка |
См. п.2 приложения 11 |
|
|
|
Механизм перемещения тележки |
|
3 |
Подмости для выполнения работ в эскалаторных тоннелях метрополитена |
См. п.3 приложения 11 |
|
|
|
Завинчивание пробок с гидроизоляционной прокладкой после завершения контрольного нагнетания за обделку тоннелей |
|
4 |
То же для выполнения работ в станционных тоннелях |
См. п.4 приложения 11 |
|
|
|
То же |
|
5 |
Машина ручная сверлильная пневматическая ИП-1021 |
Московский завод |
Очистка отверстий для нагнетания от схватившегося цементного раствора | |||
|
Габариты: |
|
мм |
||||
|
|
|
|
длина |
290 |
|
|
|
|
|
|
ширина |
56 |
|
|
|
|
|
высота |
178 |
|
| |
|
|
|
|
Масса |
2,85 |
кг |
|
|
|
|
|
Частота вращения шпинделя |
6,6 |
с |
|
|
|
|
|
Расход сжатого воздуха |
1,0 |
м |
|
|
6 |
Ключ торцовый |
Тоннельный отряд N 6 Мосметростроя |
Завинчивание пробок согласно п.3 | |||
|
Габариты: |
|
мм |
||||
|
|
|
длина |
730 |
|
| |
|
|
|
|
ширина |
250 |
|
|
|
|
|
|
высота |
32,5 |
|
|
|
|
|
|
Масса |
7,5 |
кг |
|
|
7 |
Пробка со штуцером |
Тоннельный отряд N 6 Мосметростроя |
Контрольное нагнетание за обделку воды для проверки водонепроницаемости источников возможного просачивания воды | |||
|
Габариты: |
|
мм |
||||
|
|
|
верхний |
73 |
|
| |
|
|
|
|
нижний |
60 |
|
|
|
|
|
|
высота |
35 |
|
|
|
|
|
|
Масса |
1,28 |
кг |
|
|
|
|
|
Резьба штуцера трубная |
314" |
|
|
|
8 |
Щетка стальная прямоугольная ТУ 494-01-104-76 |
Трест "Уралтяжспецстрой" Минтяжстроя СССР |
|
Очистка вокруг отверстий для нагнетания поверхности тюбингов | ||
|
Габариты: |
|
мм |
||||
|
|
|
|
длина |
310 |
|
|
|
|
|
ширина |
90 |
|
||
|
|
|
|
высота |
36 |
|
|
|
|
|
|
Масса |
0,26 |
кг |
|
|
9 |
Емкость для битумного лака |
См. п.10 приложения 11 |
|
|
|
Доставка битумного лака к рабочему месту |
|
10 |
Емкость для кистей |
См. п.11 приложения 11 |
|
|
|
Хранение в растворителе загрязненных кистей |
|
11 |
Кисть-ручник КР-45 |
См. п.12 приложения 11 |
|
|
|
Окраска битумным лаком резьбы отверстий, поверхности пробок и тюбингов вокруг них |
|
12 |
Каска строительная |
См. п.14 приложения 11 |
|
|
|
|
|
13 |
Рукавицы специальные |
См. п.15 приложения 11 |
|
|
|
|

Приложение 13
ОБОРУДОВАНИЕ, МЕХАНИЗМЫ, ИНВЕНТАРЬ И ПРИСПОСОБЛЕНИЯ,
требуемые при гидроизоляции стыков между сборными элементами
тоннельной обделки
|
N пп |
Тип механизма или инвентаря |
Организация- |
Техническая |
Еди- |
Назначение | |
|
1 |
Тележка для выполнения работ в сводовой части перегонных тоннелей |
См. п.1 приложения 11 |
Очистка (и песком) стенок чеканочных канавок и их уплотнение | |||
|
2 |
Ручная лебедка |
См. п.2 приложения 11 |
|
|
|
Механизм перемещения тележки |
|
3 |
Подмости для выполнения работ в эскалаторных тоннелях метрополитена |
См. п.3 приложения 11 |
|
|
|
Очистка (и песком) стенок чеканочных канавок и их уплотнение |
|
4 |
То же для выполнения работ в станционных тоннелях |
См. п.4 приложения 11 |
|
|
|
То же |
|
5 |
Молотки рубильные: Р-1; Р-2; Р-3 |
Предприятие Минэнерго СССР |
Чеканка свинца и быстросхватывающейся уплотняющей смеси (БУС) в канавках стыков | |||
|
Габариты: |
|
мм |
||||
|
|
|
|
длина |
580 |
|
|
|
|
|
|
ширина |
165 |
|
|
|
|
|
|
высота |
90 |
|
|
|
|
|
|
Масса |
4,5 |
кг |
|
|
|
|
|
Энергия удара |
12 |
Н·м |
|
|
|
|
|
Число ударов |
2700-1600 |
уд./мин |
|
|
6 |
Чеканы стальные |
Московский механический завод N 1 Мосметростроя |
Наконечники к молотку рубильному | |||
|
Габариты: |
|
мм |
||||
|
|
|
длина |
252 |
|
| |
|
|
|
ширина |
50 |
|
| |
|
|
|
|
высота |
28 |
|
|
|
|
|
|
Масса |
1,0 |
кг |
|
|
7 |
Зубила стальные |
Тоннельный отряд N 6 Мосметростроя |
Наконечники к молотку для вырубки из канавок схватившегося тампонажного раствора | |||
|
Габариты: |
|
мм |
||||
|
|
|
|
длина |
300 |
|
|
|
|
|
|
ширина |
50 |
|
|
|
|
|
|
высота |
28 |
|
|
|
|
|
|
Масса |
1,15 |
кг |
|
|
8 |
Цементоукладчик ЦУ-1Т и ЦУ-1Б |
Механический завод N 1 Мосметростроя |
Заполнение канавок в стыках обделки БУСом | |||
|
Габариты: |
|
мм |
||||
|
|
|
длина |
670 |
|
||
|
|
|
|
ширина |
180 |
|
|
|
|
|
|
высота |
263 |
|
|
|
|
|
|
Масса |
5,5 |
кг |
|
|
|
|
|
Емкость бункера |
5 |
" |
|
|
|
|
|
Производи- тельность |
45 |
м |
|
|
9 |
Ящик штукатурный малый |
Трест "Оргтехстрой" Главзападуралстроя Минпромстроя СССР |
Увлажнение БУС перед укладкой в канавки | |||
|
Габариты: |
|
мм |
||||
|
|
|
|
длина |
600 |
|
|
|
|
|
ширина |
400 |
|
| |
|
|
|
|
высота |
220 |
|
|
|
|
|
|
Масса |
3,2 |
кг |
|
|
10 |
Сито с ячейками 2 мм |
СМУ-1 Мосметростроя |
Перетирание БУС по п.9 для достижения одинаковой степени его увлажнения | |||
|
Габариты: |
|
мм |
||||
|
|
|
длина |
1000 |
|
| |
|
|
|
|
ширина |
500 |
|
|
|
|
|
|
высота |
350 |
|
|
|
|
|
|
Масса |
2,5 |
кг |
|
|
11 |
Ведро |
|
ГОСТ 17151-71* |
|
|
Доставка воды при выполнении работ по п.9 |
|
12 |
Топор, тип Б-2 |
|
ГОСТ 18578-73** |
|
|
Рубка свинцовой проволоки и освинцованного шнура на отрезки заданной длины |
|
______________ | ||||||
|
13 |
Аппарат пескоструйный А-3719 |
Механический завод N 1 Мосметростроя |
Очистка песком поверхности канавок в стыках обделки из чугунных тюбингов | |||
|
Габариты |
830х450х1025 |
мм |
||||
|
|
|
Масса |
61 |
кг |
||
|
|
|
|
Емкость |
47 |
л |
|
|
|
|
|
Расход сжатого воздуха |
1,5 |
м |
|
|
|
|
|
Расход песка |
0,168 |
" |
|
|
14 |
Скафандр |
|
|
|
Выполнение работ по п.3 | |
|
15 |
Респиратор РУ-60Н |
|
ГОСТ 17289-71 |
|
Выполнение работ, предусмотренных пп.9 и 10 | |
|
16 |
Очки прилегающие |
|
|
Средство защиты при чеканке | ||
|
17 |
Каска строительная |
См. п.14 приложения 11 |
|
|
Средство защиты | |
|
18 |
Рукавицы специальные |
См. п.15 приложения 11 |
|
|
То же | |
|
19 |
Светильник 12 В |
|
|
|
Освещение канавок точечным источником света при чеканке | |
Приложение 14
ОБОРУДОВАНИЕ, МЕХАНИЗМЫ, ИНВЕНТАРЬ И ПРИСПОСОБЛЕНИЯ,
требуемые при устройстве металлоизоляции
|
N пп |
Тип механизма |
Организация-изготовитель или калькодержатель |
Техническая характеристика |
Еди- |
Назначение | |
|
1 |
Трансформатор сварочный ТД-300-Т-2 |
Кокандский завод электросварочного оборудования Минтехпрома СССР |
Сварка стальных листов диафрагмы металло- изоляции | |||
|
Габариты |
692х520х710 |
мм |
||||
|
|
Масса |
160 |
кг |
| ||
|
|
|
|
Пределы регулирования тока |
60-365 |
А |
|
|
|
|
|
Мощность |
20,5 |
кВ·А |
|
|
2 |
Трансформатор сварочный ТД-500 |
Вильнюсский завод электросварочного оборудования Минтехпрома СССР |
Питание электрической дуги переменным током при ручной дуговой сварке по п.1 | |||
|
Габариты |
720х580х850 |
мм |
||||
|
|
|
Масса |
210 |
кг |
| |
|
|
|
|
Пределы регулирования тока |
90-650 |
А |
|
|
|
|
|
Мощность |
32 |
кВ·А |
|
|
3 |
Электродвигатель для ручной дуговой электросварки |
|
|
|
Электродуговая сварка | |
|
4 |
Щиток предохранительный для электросварщика |
|
|
|
Ориентация направления сварки | |
|
5 |
Пенал для электродов |
ЦНИИОМТП Госстроя СССР |
Хранение расходуемых электродов | |||
|
Габариты |
160х100х470 |
мм |
||||
|
|
|
Масса |
1,75 |
кг |
||
|
|
|
Вместимость |
50 |
шт. |
| |
|
6 |
Инструментальный ящик сварщика |
Трест "Ленинградоргстрой" Главленинградстроя |
Переноска и хранение ручного инструмента и закладных деталей электро- сварщика | |||
|
Габариты |
495х202х231 |
мм |
||||
|
|
|
Масса |
2,5 |
кг |
||
|
7 |
Молоток слесарный |
|
|
Удаление шлака cо сварного шва | ||
|
8 |
Отвертка диэлектрическая |
|
|
| ||
|
9 |
Отвертка слесарно-монтажная |
|
ГОСТ 17199-71* |
|
| |
|
______________ | ||||||
|
10 |
Пассатижи |
|
|
| ||
|
11 |
Рашпиль плоский тупоносый |
|
|
Зачистка заусенцев у кромок стальных листов при их сварке | ||
|
12 |
Пояс предохранительный |
|
ГОСТ 12.4.089-80 |
|
| |
|
13 |
Рукавицы специальные |
|
|
| ||
|
14 |
Каска строительная |
|
См. п.14 приложения 11 |
|
| |

Приложение 15
ОБОРУДОВАНИЕ, МЕХАНИЗМЫ, ИНВЕНТАРЬ И ПРИСПОСОБЛЕНИЯ,
требуемые при гидроизоляции сопряжений в местах примыкания
железобетонных камер к чугунной тюбинговой обделке
|
N пп |
Тип механизма или инвентарь |
Организация- |
Техническая характеристика |
Единица |
Назначение | ||
|
1 |
Электробитумоварка |
|
Диаметр внутренний |
500 |
мм |
Приготовление битумной мастики | |
|
Высота |
500 |
" |
|||||
|
|
|
|
Вместимость |
100 |
л |
||
|
2 |
" |
|
Диаметр внутренний |
300 |
мм |
Поддержание требуемой температуры мастики на рабочем месте по п.1 | |
|
|
|
|
Высота |
400 |
" |
| |
|
|
|
|
Вместимость |
30 |
л |
| |
|
3 |
Электроплита |
|
Габариты |
1500х700х100 |
мм |
Сушка и нагрев наполнителя для мастики по п.1 | |
|
|
|
|
Мощность |
2 |
кВ·А |
||
|
|
|
|
Напряжение |
24-36 |
В |
| |
|
4 |
Пружинные весы |
|
|
|
Дозировка компонентов мастики по п.1 | ||
|
5 |
Термометр |
|
Шкала |
280 |
°С |
Измерение температуры при изготовлении мастики по п.1 | |
|
|
|
|
Длина ножки |
150 |
мм |
||
|
6 |
Ведра |
См. п.11 приложения 11 |
|
|
|
Транспортирование горячей битумной мастики | |
|
7 |
Черпак |
|
Диаметр |
200 |
мм |
Наполнение ведер мастикой | |
|
|
|
|
Высота |
150 |
" |
||
|
|
|
|
Вместимость |
4,5 |
л |
| |
|
8 |
Щетка |
|
Габариты |
250х100х50 |
мм |
Нанесение мастики | |
|
9 |
Гребок |
|
Габариты |
300х50х10 |
мм |
Разравнивание мастики | |
|
10 |
Ножницы |
|
ГОСТ 4156-79 |
|
Разрезка полотен ткани | ||
|
11 |
Шпатель деревянный |
|
Габариты |
600х100х100 |
мм |
Разравнивание и натяжение армирующей прослойки | |
|
12 |
Емкость металлическая |
|
Вместимость |
8 |
л |
Доставка асидол-мылонафта | |
|
13 |
Емкость |
|
Вместимость |
8 |
" |
Доставка вяжущего | |
|
14 |
Мерники |
|
Диаметр |
100 |
мм |
Дозировка асидол- | |
|
|
|
|
Высота |
75 |
" |
| |
|
15 |
Мерник |
|
Диаметр |
100 |
мм |
Дозировка вяжущего | |
|
|
|
|
Высота |
95 |
" |
| |
|
16 |
Сито |
|
См. п.10 приложения 11 |
|
Просев вяжущего | ||
|
17 |
Противень |
|
Габариты |
300х400х80 |
мм |
Приготовление гидроизомаста | |
|
18 |
Лопатка |
|
Ширина |
160 |
мм |
Перемешивание компонентов, составляющих мастику, по п.17 | |
|
19 |
Скребок |
ВНИИСМИ Минстройдормаша |
Габариты |
800х100х68 |
" |
Очистка днища и стенок емкости по п.17 | |
|
|
|
|
Масса |
0,4 |
кг |
| |
|
20 |
Просечка |
|
Габариты, соответствующие диаметру болтовых отверстий тюбингов |
мм |
Пробивка отверстий в изоляции | ||
|
21 |
Кувалда |
|
Масса |
3 |
кг |
Выполнение работ по п.20 | |
|
22 |
Сбалчиватель или гайковерт |
|
См. п.6 приложения 11 |
|
Затяжка болтов в местах установки накладок | ||
Приложение 16
ОБОРУДОВАНИЕ, МЕХАНИЗМЫ, ИНВЕНТАРЬ И ПРИСПОСОБЛЕНИЯ,
требуемые при гидроизоляции сборных железобетонных элементов
для обделки тоннелей закрытого способа работ
|
N пп |
Тип механизма или инвентарь |
Организация-изготовитель пли калькодержатель |
Техническая харатеристика |
Еди- |
Назначение | |
|
1 |
Автопогрузчик |
|
|
Перемещение железобетонных элементов | ||
|
2 |
Кантователь |
|
|
Кантование элементов по п.1 | ||
|
3 |
Краско- нагнетательный бак СО-12А |
Вильнюсское производственное объединение строительно-отделочных машин Минстройдормаша СССР |
Емкость с наносимым грунтующим или гидро- изоляционным составом | |||
|
Габариты |
390х370х700 |
мм |
||||
|
|
|
Масса |
20 |
кг |
| |
|
|
|
|
Вместимость |
20 |
л |
|
|
|
|
Давление сжатого воздуха |
0,4 |
МПа |
| |
|
4 |
Пистолет- |
Вильнюсский завод строительно-отделочных машин Минстройдормаша СССР |
Пневмонанесение составов по п.13 на поверхность изолируемых железобетонных элементов | |||
|
Габариты |
180х120х347 |
мм |
||||
|
|
|
|
Масса |
1,3 |
кг |
|
|
|
|
Расход сжатого воздуха |
25 |
м |
||
|
|
|
Произво- дительность |
600 |
м |
| |
|
5 |
Газопламенная установка ГУ |
СКТБ Главтоннельметростроя |
Безмастичная наклейка наплавляемых рулонных материалов | |||
|
Габариты |
815х1220х650 |
мм |
||||
|
|
|
Масса |
40 |
кг |
||
|
|
|
|
Произво- дительность |
1000 |
м |
|
|
6 |
Горелка воздушно- |
|
| |||
|
Габариты: |
|
мм |
||||
|
|
|
длина |
630 |
|
| |
|
|
|
|
Масса |
1,5 |
кг |
|
|
|
|
Произво- дительность |
60-90 |
м |
| |
|
7 |
Редуктор ДПП-1-65 |
|
Рабочее давление |
5-150 |
кПа |
Регулирование рабочего давления пропана |
|
|
|
Пропускная способность |
5 |
м |
Питание пропаном горелки | |
|
8 |
Баллоны пропано- |
|
|
|||
|
9 |
Шланги резиновые |
|
ГОСТ 9856-75 или ГОСТ 8818-57 |
|
Подача пропана из баллона к горелке | |
|
10 |
Респиратор |
См. п.15 приложение 11 |
|
Индивидуальная защита по пп.3 и 4 | ||
Приложение 17
ПРИГОТОВЛЕНИЕ
горячей битумной мастики для гидроизоляции блоков
1. Битумная мастика для гидроизоляции железобетонных блоков должна представлять собой расплав нефтяного битума пластбит любой марки, либо нефтяного строительного битума марки БН-IV, предусмотренных в приложении 1.
2. Приготавливать битумный расплав следует в битумоварочном котле-смесителе треста Союзспецстрой (рис.1) или другом котле с огневым или электрическим обогревом. Котел должен обеспечить плавление, обезвоживание битума и его нагрев до 170 °С, а в необходимых случаях его смешивание с пластифицирующими добавками масла и наполнителями.
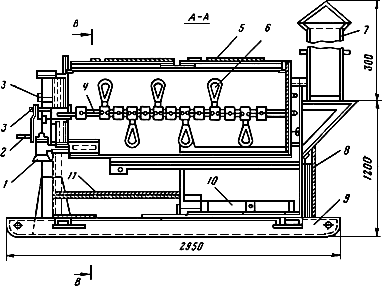
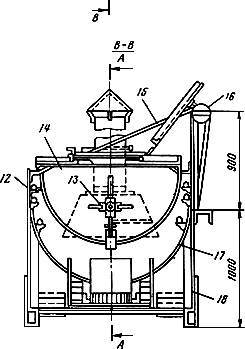
Рис.1. Битумоварочный котел конструкции Союзспецстроя:
1 - кран; 2 - рукоятка; 3 - шестерня; 4 - вал; 5 - металлическая крышка; 6 - лопасти; 7 - дымовая труба;
8 - топка; 9 - салазки; 10 - колосниковые решетки; 11 - металлическая сетка; 12 - газовые трубы;
13 - горизонтальная мешалка; 14 - внутренние емкости; 15 - трос; 16 - блок;
17 - наружные емкости; 18 - опорные стойки
3. Приготовление битумного расплава включает:
измельчение нефтяных битумов на куски размером 10-12 см;
взвешивание битума в количестве, необходимом для заполнения котла на его высоты;
загрузку котла на высоты;
нагрев указанного количества битума и его обезвоживание;
догрузку всего дозированного количества битума в приготовленный расплав;
форсированный нагрев всего загруженного в котел битума до рабочей температуры 170 °С.
4. Битумный расплав считается готовым, когда он при температуре 160-170 °C представляет собой однородную массу сметанообразной консистенции без наличия признаков пены на зеркальной его поверхности.
5. Приготовленный битумный расплав транспортируют к месту гидроизоляционных работ в металлических расходных бачках летом, вместимостью до 25 л (рис.2), а зимой в термосах (рис.3), наполненных на  высоты.
высоты.

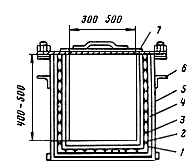
Рис.3. Электротермос:
1 - цилиндрический сосуд из листовой стали 2 мм; 2 - электроизолирующая обмазка;
3 - электронагревательная обмотка; 4 - теплоизоляция;
5 - кожух из листовой стали 1,5 мм; 6 - ручка; 7 - крышка
Бачки и термосы должны плотно закрываться и иметь по 2 ручки.
Приложение 18
ПРАВИЛА ЭКСПЛУАТАЦИИ
нагревательных воздушно-пропановых горелок: однофакельной (ГВПН)
и многофакельной линейной (ГВПЛ)
Назначение
Воздушно-пропановые нагревательные горелки ГВПН и ГВПЛ предназначены для оплавления поверхности утяжеленного битумного рулонного материала при устройстве гидроизоляции без применения клеящих мастик. Горелки можно использовать также для удаления наледи и снега с изолируемой поверхности, а также для ее подсушки.
Горелки должны отвечать требованиям технических условий ВНИИАвтогенмаша.
Техническая характеристика горелок приведена в таблице.
|
Техническая характеристика |
Единица измерения |
ГВПН |
ГВПЛ |
|
Производительность при оплавлении утяжеленного рулонного материала |
м |
60 |
240 |
|
Расход пропана |
м |
1,0-1,2 |
2,5 |
|
Давление пропана |
МПа |
0,1-0,15 |
0,01-0,05 |
|
Количество факелов |
шт. |
2 |
19 |
|
Длина |
мм |
630 |
- |
|
Масса |
кг |
1,5 |
11 |
Устройство и принцип работы
Однофакельная воздушно-пропановая нагревательная горелка ГВПН (см. рис.48) работает на смеси пропан-бутана с воздухом, инжектируемым из атмосферы. Пропан-бутановая смесь из баллона через редуктор типа РД-1-БМ или ДПП-1-65 по резиновому шлангу подводится к ниппелю горелки под избыточным давлением 0,11-0,15 МПа и далее через регулировочный вентиль газа направляется в трубку наконечника.
Пропан-бутановая смесь из баллона через регулятор давления ДПП-1-65 или РД-1-БМ и резиновый рукав с внутренним диаметром 9 мм (ГОСТ 9356-60, тип II) под давлением 0,01-0,05 МПа подводится к горелке. Основная часть пропана через ствольную трубку направляется в коллектор, в котором равномерно распределяется по форсункам дозирующими вставками нагревательных форсунок. Часть пропана от ствола отводится к запальнику.
Правила эксплуатации
Допущенные к работе с горелками ГВПН и ГВПЛ лица должны перед началом работы проверить горелки и убедиться в их исправности.
При обнаружении утечки газа она должна быть немедленно устранена следующими приемами:
в сальнике вентиля - подтягиванием сальниковой гайки или заменой сальникового кольца;
в шпинделе вентиля - зачисткой поверхности конуса мягкой наждачной бумагой;
в резьбовом соединении стабилизатора горелки ГВПН и дозирующего сопла горелки ГВПЛ - их подтягиванием;
у накладной гайки горелки ГВПН - заменой уплотнительного кольца смесительной камеры.
Для получения требуемого факела пламени необходимо:
установить на редукторе баллона рабочее давление, предусмотренное технической характеристикой для горелок ГВПН или ГВПЛ;
открыть у горелки ГВПН вентиль "дежурного пламени" на  оборота и зажечь газ у колпака горелки, открыть вентиль "основного пламени" до появления факела по контуру колпака;
оборота и зажечь газ у колпака горелки, открыть вентиль "основного пламени" до появления факела по контуру колпака;
открыть у горелки ГВПЛ вентиль запальника на оборота и зажечь газ поднесением пламени к выходному отверстию запальника, открыть основной вентиль на  оборота и зажечь газ в форсунках запальником;
оборота и зажечь газ в форсунках запальником;
отрегулировать подачу газа до получения равномерного, устойчивого, голубой окраски, некоптящего факела пламени.
При неправильной форме факела пламени горелку следует погасить. У горелки ГВПН необходимо закрыть вентиль, продуть рассекательную вставку стабилизатора и прочистить дозирующее отверстие сопла.
Прочищать загрязненные отверстия следует алюминиевой или медной проволокой диаметром 0,8 мм. Применение для очистки отверстий стальной проволоки не допускается.
Чтобы погасить пламя, необходимо у горелки ГВПЛ закрыть только вентиль на стволе.
По окончании работы необходимо выжечь пропан, находящийся в шланге, закрыть вентиль у баллона и вывернуть нажимной винт редуктора.
Горелки следует содержать в чистоте; рассекатель и стабилизатор периодически очищать от нагара и копоти.
Приложение 19
ПРАВИЛА ЭКСПЛУАТАЦИИ
установки С-562 и агрегата 7000Н
для нанесения эпоксидно-каменноугольных и других составов
Назначение
Установка С-562 и агрегат 7000Н предназначаются для механизированного нанесения эпоксидно-каменноугольных составов на поверхности блоков железобетонной тоннельной обделки в случаях, связанных с обеспечением их водонепроницаемости. Указанная установка и агрегат могут быть использованы также для механизированного нанесения противокоррозийных покрытий на поверхности металлических и других конструкций.
Установка С-562 применима для воздушного распыления преимущественно относительно маловязких составов, а агрегат 7000Н - для безвоздушного распыления высоковязких составов с дроблением их большой скоростью при истечении через сопло с осаждением распыленных частиц на покрываемой поверхности.
Техническая характеристика приведена в таблице.
|
Техническая характеристика |
Единица измерения |
Установка |
Агрегат |
|
C-562 |
7000Н | ||
|
Производительность при нанесении составов |
м |
200 |
245 |
|
(л/мин) |
- |
(5,6) | |
|
Рабочее давление, требуемое для нанесения состава |
МПа |
7 |
24 |
|
(кгс/см |
(70) |
(245) | |
|
Габаритные размеры: |
мм |
|
|
|
длина |
|
1080 |
975 |
|
ширина |
|
440 |
500 |
|
высота |
|
340 |
610 |
|
Масса |
кг |
35 |
80 |
|
Длина удочки |
мм |
1200 |
- |
|
Масса удочки |
кг |
1,5 |
- |
Устройство и принцип работы
Установка С-562 (см. рис.50) подает и распыляет при механизированном нанесении эпоксидно-каменноугольную грунтовку с вязкостью 30-40 с и массу изолирующего слоя с вязкостью 75-100 с.
Технология механизированного нанесения обоих составов одинакова. Приготовленный состав заливают в нагнетательный бак, соединенный резиновым шлангом диаметром 16 мм с компрессором через воздухоочиститель, к которому подключен также шланг пистолета-распылителя. В момент наполнения бака должны быть обязательно перекрыты вентили, подающие воздух к нему и пистолету-распылителю. Заливаемое в бак количество массы не должно превышать  его объема, при котором создается над ней требуемая воздушная подушка. Нагнетательный бак плотно закрывают крышкой и создают в нем давление 0,4-0,5 МПа, необходимое для продвижения мастики по шлангам к пистолету с открытым вентилем, регулирующим подачу к нему воздуха, обеспечивающего равномерную толщину наносимого слоя. Распыляемый состав наносят на изолируемую поверхность ровными горизонтальными полосами шириной 15-20 см при строго перпендикулярном направлении факела пистолета, удерживаемого на заданном от нее расстояния.
его объема, при котором создается над ней требуемая воздушная подушка. Нагнетательный бак плотно закрывают крышкой и создают в нем давление 0,4-0,5 МПа, необходимое для продвижения мастики по шлангам к пистолету с открытым вентилем, регулирующим подачу к нему воздуха, обеспечивающего равномерную толщину наносимого слоя. Распыляемый состав наносят на изолируемую поверхность ровными горизонтальными полосами шириной 15-20 см при строго перпендикулярном направлении факела пистолета, удерживаемого на заданном от нее расстояния.
Для перезарядки нагнетательного бака необходимо перекрыть вентиль, регулирующий подачу воздуха, остаток воздуха в баке стравить через имеющийся на нем специальный кран и, при нулевом давлении на манометре у бака, открыть его крышку.
При перерывах в работе оставшуюся в нем массу без распыления ее пистолетом из бака необходимо выдавить в отдельную емкость (ведро, бидон и т.д.).
По окончании работ и при длительных перерывах в них установка должна быть промыта растворителем, для чего наполняют им нагнетательный бак на  -
- часть его объема. Затем закрывают бак крышкой и, не включая воздух, покачивают его так, чтобы растворитель обмыл полностью внутренние поверхности. Содержимые в баке смывки следует вылить в отдельную емкость для повторного использования.
часть его объема. Затем закрывают бак крышкой и, не включая воздух, покачивают его так, чтобы растворитель обмыл полностью внутренние поверхности. Содержимые в баке смывки следует вылить в отдельную емкость для повторного использования.
Агрегат 7000Н (см. рис.52) применяют при механизированном нанесении эпоксидно-каменноугольной грунтовки с вязкостью 75-100 с, а массу изолирующего слоя с вязкостью 150-300 с. Технология нанесения обоих составов одинакова и должна соответствовать требованиям наставления, прилагаемого к паспорту завода - изготовителя указанного агрегата.
Обслуживать установку и агрегат должна бригада, состоящая из четырех человек, включающая моториста, оператора, сопловщика и изготовителя применяемых составов.
Персонал, обслуживающий установку С-562 и агрегат 7000Н, подлежит специальному обучению, и им должен быть сдан в установленном порядке техминимум, включая правила техники безопасности и разработанную институтом "ВПТИтрансстрой" "Временную инструкцию по гидроизоляции и защите от коррозии строительных конструкций и сооружений эпоксидно-каменноугольными составами", 1982 г.
Приложение 20
ЖУРНАЛ
работ по гидроизоляции болтовых отверстий сферическими шайбами
при монтаже тюбинговой обделки
|
Фамилия |
|
Состояние обделки | ||||||||
|
эллиптичность |
||||||||||
|
Дата выпол- |
Тон- |
Номера пикетов |
Номера смонти- |
началь- |
брига- |
Номер паспорта |
после сборки кольца |
после выхода кольца за пределы эректора |
водонеп- |
сте- |
|
|
|
|
|
|
|
|
|
|
|
|
Приложение 21
ЖУРНАЛ
работ по гидроизоляции болтовых отверстий асбобитумными, волокнистыми
и свинцовыми шайбами при замене болтов тюбинговой обделки
|
Дата выпол- |
Тон- |
Но- |
Но- |
Фамилия и роспись |
Номер паспорта на исполь- |
Результаты проверки | |||||
|
началь- |
брига- |
качества затяжки болтов |
количества водонепроницаемых болтовых отверстий | ||||||||
|
крутя- |
угол пово- |
в про- |
в коль- |
в сме- | |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение 22
ЖУРНАЛ
работ по гидроизоляции отверстий для нагнетания в тюбинговой обделке
|
Дата выпол- |
Тон- |
Но- |
Но- |
Фамилии и роспись |
Номер паспорта на исполь- |
Коли- |
Величина зазоров между заплечи- |
Угол пово- |
Число отверстий, оказавшихся водопрони- | ||
|
нача- |
брига- |
|
|
|
при естест- |
при гидрав- | |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение 23
ЖУРНАЛ
работ по зачеканке свинцом в сочетании с расширяющимся вяжущим канавок тюбинговой обделки
|
|
Фамилии |
Сведения о примененных материалах |
Длина зачеканен- |
Состояние канавок | ||||||||||||||
|
|
|
|
|
|
|
|
зачеканенных свинцом |
зачеканенных поверх свинца БУС, БРЦ, ГГРЦ | ||||||||||
|
Дата вы- |
Тон- |
Но- |
Но- |
на- |
брига- |
мате- |
номер пас- |
свин- |
БУС, БРЦ, ГГРЦ |
чис- |
про- |
зау- |
проса- |
мест- |
тре- |
выкра- |
раз- |
водо- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
________________
* См. примечания к приложению 24.
Приложение 24
ЖУРНАЛ
работ по зачеканке БУС, БРЦ, ГГРЦ канавок тюбинговой обделки
|
Дата выпол- |
Тон- |
Но- |
Номера колец (ука- |
Фамилии и роспись |
Количество эачека- |
Номер паспорта партий на БУС, БРЦ и ГГРЦ |
Коли- |
Наличие значи- |
Наличие трещин в зачека- |
Раз- |
Вык- |
Водо- | |
|
нача- |
брига- |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания. 1. Местные углубления в зачеканенном уплотнении должны считаться недопустимыми, когда незаполненная часть канавки превышает по высоте 2 мм.
2. Признаками размокания является наличие в зачеканенных канавках несхватившегося цементного теста.
3. Признаками выкрашивания зачеканенного в канавки вяжущего служит его повреждаемость вручную острием ножа или гвоздя.
4. Зачеканенные канавки считаются водонепроницаемыми, когда при гидравлическом испытании их под давлением 0,5 МПа не наблюдается проникание воды.
Приложение 25
ЖУРНАЛ
работ по гидроизоляции сопряжений
|
Дата выпол- |
Место- |
Фамилия и роспись |
Сведения о примененных материалах и изделиях |
Темпе- |
Состоя- |
Состав битум- |
Состав мас- |
Резуль- | ||
|
нача- |
брига- |
мате- |
номера паспор- |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
Приложение 26
ЖУРНАЛ
работ по гидроизоляции железобетонных блоков тоннельной обделки
|
Дата выпол- |
Индекс гидро- |
Приме- |
Номера |
Число нане- |
Фами- |
Результаты проверки покрытия |
Приме- | ||||
|
партии |
пас- |
тол- |
внеш- |
сплош- |
адге- |
||||||
|
Примененный материал, состав |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение 27
ЖУРНАЛ
работ по зачеканке БУС, БРЦ и ГГРЦ канавок сборной железобетонной обделки
|
Дата выпол- |
Тон- |
Номе- |
Но- |
Фамилия и роспись |
Количество зачеканен- |
Уплотняющий материал |
Коли- |
Приме- | ||
|
началь- |
брига- |
|
его индекс |
паспорт на него |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
Приложение 28
ЖУРНАЛ
работ по уплотнению отверстий для нагнетания и болтовых отверстий
в сборной железобетонной обделке тоннелей
|
Дата выпол- |
Тон- |
Но- |
Номе- |
Фамилия и роспись |
Количество |
Но- |
Коли- |
Приме- | |||
|
нача- |
брига- |
уплот- |
уплот- |
уплот- |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
________________
* Отверстий, уплотненных алюминатным вяжущим с индексами БУС, БРЦ, ГГРЦ.
Приложение 29
Ориентировочные трудозатраты и стоимость различных типов гидроизоляции
|
Индекс гидро- |
Название и тип гидроизоляции |
Область применения гидроизоляции |
Еди- |
Трудо- |
Стоимость, руб. | |
|
общая |
в той числе материалов | |||||
|
ГБО-1 |
Гидроизоляция болтовых отверстий сферическими шайбами (с применением пневматических ключей) |
Чугунная обделка при струйном водопритоке тоннелей: |
Болт |
|||
|
|
станционных и эскалаторных |
|
0,138 |
1,84 1,44 |
1,70 | |
|
перегонных |
0,11 |
0,90 |
0,80 | |||
|
ГБО-2 |
Гидроизоляция болтовых отверстий полиэтиленовыми шайбами |
Чугунная обделка перегонных тоннелей при струйном водопритоке |
" |
0,11 |
0,70 |
0,60 |
|
ГБО-3 |
Гидроизоляция болтовых отверстий с применением БУС или БРЦ |
Железобетонная обделка перегонных тоннелей при капельном водопритоке |
Отверстие |
0,038 |
0,05 |
0,01 |
|
ГОН-1 |
Гидроизоляция отверстий для нагнетания асбобитумными прокладками |
Чугунная обделка при струйном водопритоке тоннелей: |
Пробка |
|
||
|
|
|
станционных и эскалаторных |
|
0,192 |
1,50 |
1,30 |
|
перегонных |
0,16 |
1,47 |
1,30 | |||
|
ГОН-2 |
Гидроизоляция отверстий для нагнетания полиэтиленовыми прокладками |
Чугунная обделка перегонных тоннелей при водопритоке: |
" |
|||
|
|
|
струйном |
|
0,192 |
1,20 |
1,00 |
|
|
|
капельном |
|
0,16 |
1,17 |
1,00 |
|
ГОН-3 |
Гидроизоляция отверстий для нагнетания с зачеканкой смеси БУС, ГГРЦ, БРЦ |
Железобетонная обделка перегонных тоннелей |
1 отверстие |
0,087 |
0,12 |
0,03 |
|
ГСТ-1 |
Гидроизоляция стыков между элементами с зачеканкой БУС или БРЦ |
Обделка перегонных тоннелей при сдренированном водопритоке: |
1 м канавки |
|||
|
|
|
чугунная |
|
0,21 |
0,27 |
0,05 |
|
|
|
железобетонная |
|
0,20 |
0,29 |
0,08 |
|
ГСТ-2 |
Гидроизоляция стыков между элементами с зачеканкой БРЦ |
Обделка перегонных тоннелей при капельной фильтрации: |
То же |
|||
|
|
|
чугунная |
|
0,21 |
0,27 |
0,05 |
|
|
|
железобетонная |
|
0,20 |
0,29 |
0,08 |
|
ГСТ-3 |
Гидроизоляция стыков между элементами штыкованием ГГРЦ |
Обделка перегонных тоннелей без фильтрации воды: |
" |
|||
|
|
|
чугунная |
|
0,27 |
0,33 |
0,05 |
|
|
|
железобетонная |
|
0,34 |
0,44 |
0,08 |
|
ГСТ-4 |
Гидроизоляция стыков между элементами свинца в сочетании с БУС или БРЦ |
Чугунная обделка на колесных участках при струйном водопритоке тоннелей: |
" |
|
||
|
|
|
станционных перегонных |
|
1,05 |
1,55 |
0,15 |
|
|
|
эскалаторных |
|
1,20 |
1,75 |
0,15 |
|
ГСТ-5 |
Гидроизоляция стыков между элементами свинцом в сочетании с БУС или БРЦ |
Чугунная обделка перегонных тоннелей при струйном водопритоке |
" |
0,90 |
1,08 |
0,14 |

Примечания. 1. Трудоемкость выполнения гидроизоляционных работ определена по соответствующим параграфам ЕНиР (сб.36, вып.2). В зависимости от условий производства работ при определении норм времени и расценок учитывали следующие коэффициенты:
при работе в зоне сжатого воздуха (в кессоне) с избыточным давлением 0,1310,17 МПа:  1,16;
1,16;  1,48 (ЕНиР 36-2, вводная часть, п.2.1);
1,48 (ЕНиР 36-2, вводная часть, п.2.1);
при работе и условиях капежа прерывающимися струями  1,1 (ЕНиР 36-2, вводная часть, п.23, а).
1,1 (ЕНиР 36-2, вводная часть, п.23, а).
2. Стоимости гидроизоляционных материалов и изделий приняты по данным заводов-изготовителей.
Личный кабинет:
доступно после авторизации Семейная выплата будет защищена от списания за долги
Семейная выплата будет защищена от списания за долги  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке