
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
24
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 17315-71
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
НОЖИ СТРУЖЕЧНЫЕ
Технические условия
Chipper knives. Technical conditions
ОКП 14 3900
Дата введения 1973-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И.Семенченко, канд. техн. наук; В.Г.Морозов, канд. техн. наук; Г.А.Тихомирова, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 02.12.71 N 1965
3. Срок проверки - 1997 г.
Периодичность проверки - 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который даны ссылки |
Номер пункта |
|
1.2 | |
|
1.6 | |
|
1.2 | |
|
3.1 | |
|
3.6 | |
|
3.6 | |
|
1.16, 4.1 | |
|
1.2 | |
|
3.1 | |
|
2.1 |
6. Ограничение срока действия снято Постановлением Госстандарта СССР от 02.04.92 N 348
7. ПЕРЕИЗДАНИЕ (сентябрь 1996 г.) с Изменениями N 1, 2, 3, утвержденными в июне 1980 г., июне 1987 г., апреле 1992 г. (ИУС 9-80, 9-87, 7-92)
Настоящий стандарт распространяется на стружечные ножи: однослойные с прямолинейной и зубчатой режущими кромками и двухслойные, предназначенные для производства древесной стружки, идущей на изготовление древесностружечных плит.
Требования разд.1, 4, а также п.3.1 настоящего стандарта являются обязательными, другие требования - рекомендуемыми.
(Измененная редакция, Изм. N 3).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Ножи должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
1.2. Ножи должны изготовляться:
однослойные - из быстрорежущей стали по ГОСТ 19265;
двухслойные: режущий слой - из быстрорежущей стали по ГОСТ 19265 или из стали марки 8Х6НФТ по ГОСТ 5950, корпус - из стали марки 10 по ГОСТ 1050.
Допускается изготовление однослойных ножей из сталей марок 8Х6НФТ, 9Х5ВФ и 6Х6ВЗМФС по ГОСТ 5950 или из сталей других марок, не уступающих по механическим свойствам сталям, указанным в настоящем пункте.
(Измененная редакция, Изм. N 1).
1.3. (Исключен, Изм. N 3).
1.4. Твердость рабочей части ножей должна быть:
56...60 HRC - для сталей марок 8Х6НФТ и 9Х5ВФ;
- для сталей марок 8Х6НФТ и 9Х5ВФ;
58...62 HRC - для быстрорежущих сталей.
(Измененная редакция, Изм. N 2).
1.5. На поверхностях ножей не должно быть трещин, расслоений, раковин, заусенцев, коррозии и прижогов.
На задней опорной поверхности и на передней в зоне крепления допускаются черновины площадью до 5% от поверхности ножа и следы рихтовки глубиной не более:
0,3 мм - для однослойных ножей;
0,5 мм - для двухслойных ножей.
Сварной шов двухслойных ножей должен быть плотный, ровный и прямолинейный.
Обозначения поверхностей ножей указаны в приложении.
1.6. Параметры шероховатости поверхностей ножей по ГОСТ 2789 должны быть, мкм:
|
передней и задней поверхностей в рабочей зоне |
|
|
передней и задней поверхностей в нерабочей зоне и задней опорной поверхности однослойных ножей с зубчатой режущей кромкой |
|
|
задней опорной поверхности однослойных ножей с прямолинейной режущей кромкой и двухслойных |
|
|
остальных поверхностей |
|
 1,25
1,25 20
20
1.7. Ножи должны быть заточенными. Допускается со стороны задней поверхности фаска шириной до 0,3 мм. Предельные отклонения угла заострения не должны быть более ±1°30'.
(Измененная редакция, Изм. N 2).
1.8. Предельные отклонения размеров ножей должны соответствовать:
|
длины: |
|
|
однослойных с прямоугольной режущей кромкой |
|
|
однослойных с зубчатой режущей кромкой |
|
|
двухслойных |
|
|
ширины |
|
|
толщины: |
|
|
однослойных |
|
|
двухслойных |
|
 14
14
(Измененная редакция, Изм. N 1, 3).
1.9. Неравномерность ширины ножа не должна превышать 0,1 мм на 100 мм длины ножа.
1.10. Допуск прямолинейности режущей кромки не должен превышать 0,03 мм на 100 мм длины, а нижней поверхности - 0,1 мм на 100 мм длины ножа.
(Измененная редакция, Изм. N 2, 3).
1.11. Допуск плоскостности задней опорной и передней поверхностей не должен превышать 0,1 мм на 100 мм длины ножа.
(Измененная редакция, Изм. N 2).
1.12. Предельное отклонение шага и расстояния между любыми зубьями у однослойных ножей с зубчатой режущей кромкой не должно превышать  14.
14.
(Измененная редакция, Изм. N 1).
1.13. Средний  и 95%-ный периоды стойкости ножей при условиях испытаний, указанных в разд.3, должны быть не менее значений, приведенных в табл.1а.
и 95%-ный периоды стойкости ножей при условиях испытаний, указанных в разд.3, должны быть не менее значений, приведенных в табл.1а.
Таблица 1а
|
Материал режущего слоя |
Периоды стойкости, мин | |
|
средний |
95%-ный | |
|
Р6М5 |
210 (150) |
105 (75) |
|
8Х6НФТ |
120 (90) |
60 (45) |
Примечание. Периоды стойкости, указанные в скобках, относятся к ножам с зубчатой режущей кромкой.
(Измененная редакция, Изм. N 2, 3).
1.14. Критерием затупления ножей является ухудшение качества стружки (несоответствие качества стружки технической документации предприятия-изготовителя древесностружечных плит).
(Введен дополнительно, Изм. N 2).
1.15. На задней опорной поверхности ножа должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение ножа;
марка стали режущей части.
(Измененная редакция, Изм. N 2, 3).
1.16. Упаковка, транспортная маркировка, маркировка потребительской тары - по ГОСТ 18088.
(Введен дополнительно, Изм. N 2).
1.17. (Исключен, Изм. N 3).
2. ПРИЕМКА
2.1. Правила приемки - по ГОСТ 23726.
2.2. Периодические испытания на средний период стойкости проводятся раз в три года, на 95%-ный период стойкости - раз в год, не менее чем на пяти ножах любого типоразмера.
Раздел 2. (Измененная редакция, Изм. N 3).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. При испытаниях ножей параметры, методы контроля и средства измерения должны соответствовать указанным в табл.1.
Таблица 1
|
Наименование контролируемых параметров |
Метод контроля |
Средства измерения |
|
1. Твердость |
Контактный по ГОСТ 9013 |
Твердомер ТР по ГОСТ 23677 |
|
2. Шероховатость поверхности |
Контактный, бесконтактный |
Приборы для измерения шероховатости поверхностей или эталоны |
|
3. Предельные отклонения по длине |
Контактный |
Универсальные измерительные средства |
|
4. Предельные отклонения по ширине |
То же |
То же |
|
5. Предельные отклонения по толщине |
" |
" |
|
6. Неравномерность ширины ножа |
" |
" |
|
7. Отклонение от прямолинейности режущей кромки |
" |
" |
|
8. Отклонение от плоскостности задней опорной и передней поверхностей |
" |
" |
|
9. Расстояние между зубьями, предельное отклонение шага |
" |
" |
(Измененная редакция, Изм. N 2).
3.2. (Исключен, Изм. N 3).
3.3. (Исключен, Изм. N 2).
3.4. Испытания ножей должны проводиться на стружечных станках, соответствующих указанным для этих станков нормам точности и жесткости.
(Измененная редакция, Изм. N 2).
3.5. Перед испытаниями станок настраивают на режим, обеспечивающий получение стружки толщиной 0,4 мм.
3.6. Ножи должны испытываться при переработке смешанного дровяного сырья хвойных и лиственных пород по ГОСТ 9462 и ГОСТ 9463, не имеющих металлических и других твердых включений. Сырье должно иметь влажность не ниже 40%, температуру не ниже плюс 5 °С.
3.7. Испытаниям на средний и 95%-ный периоды стойкости следует подвергать по 5 ножей с прямолинейной и зубчатой режущей кромками.
3.8. Приемочные значения среднего и 95%-ного периодов стойкости для выборки из 5 ножей не должны быть менее значений, указанных в табл.2.
Таблица 2
|
Материал режущего слоя |
Приемочные значения периодов стойкости, мин | |
|
среднего |
95%-ный | |
|
Р6М5 |
226 (162) |
113 (81) |
|
8Х6НФТ |
130 (95) |
65 (47) |
Примечание. Периоды стойкости, указанные в скобках, относятся к ножам с зубчатой режущей кромкой.
3.7, 3.8. (Измененная редакция, Изм. N 3).
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование и хранение ножей - по ГОСТ 18088.
Раздел 4. (Измененная редакция, Изм. N 2).
Раздел 5. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ 1*
Справочное
ОБОЗНАЧЕНИЕ ПОВЕРХНОСТЕЙ
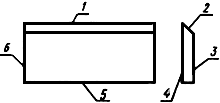
1 - режущая кромка; 2 - задняя поверхность; 3 - задняя опорная поверхность; 4 - передняя поверхность;
5 - нижняя поверхность; 6 - торцовая поверхность
___________________
* Приложение 2. (Исключено, Изм. N 2).
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1996
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке