
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 25084-89
Группа Г22
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШТАМПЫ УНИВЕРСАЛЬНЫЕ СО СМЕННЫМИ СБОРНЫМИ ПАКЕТАМИ
Общие технические условия
Universal dies with changeable built-up tool sets.
General specifications
ОКП 39 6851
Дата введения 1991-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.С.Мирошников, С.Н.Терехов, А.Ф.Довженко, А.С.Альтшулер, А.Н.Петриченко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 09.11.89 N 3326
3. Срок проверки 1995 г.
Периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 25084-81
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
2.9.1, 2.9.2 | |
|
ГОСТ 12.2.109-85 |
2.1.2, 6.3 |
|
2.8.4 | |
|
ГОСТ 380-88 |
2.3.1 |
|
2.3.1 | |
|
ГОСТ 1435-74 |
2.3.1 |
|
2.9.5 | |
|
2.9.4 | |
|
2.3.1 | |
|
ГОСТ 5950-73 |
2.3.1 |
|
2.3.6 | |
|
2.3.2 | |
|
ГОСТ 8828-75 |
2.9.5 |
|
5.6 | |
|
5.6 | |
|
ГОСТ 10198-78 |
2.9.4 |
|
2.8.2 | |
|
ГОСТ 14192-77 |
5.3 |
|
2.3.1 | |
|
5.2, 5.4 | |
|
ГОСТ 21100-81 |
5.6 |
|
2.9.4 | |
|
2.6, 2.10, 4.1, 6.3 | |
|
5.4 | |
|
4.2 | |
|
2.4.3, 2.5.1 | |
|
2.5.2 | |
|
2.8.1 |
Настоящий стандарт распространяется на универсальные штампы со сменными сборными пакетами (УШ СП), их детали и узлы, предназначенные для разделительных операций листовой штамповки.
Универсальные штампы состоят из универсальных блоков (далее - блоков) и сменных сборных пакетов (далее - пакетов).
Примеры применения блока и сменных сборных пакетов в универсальных штампах приведены в приложении.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры и размеры универсальных блоков и сменных сборных пакетов должны соответствовать табл.1, 2.
Таблица 1
Основные параметры и размеры блоков УШ СП
|
Наименование |
Обозначение блока |
Код ОКП |
Обозначение |
Установочные размеры, мм |
Масса, кг, |
|
Блоки с диагональным расположением направляющих узлов |
1004-3151 |
39 6851 1001 |
1011-1101 |
250х100х180 |
25 |
|
1004-3152 |
39 6851 1002 |
1011-1103 |
220x220x210/200 |
30 | |
|
1004-3153 |
39 6851 1003 |
1011-1104 |
250x250x220/230 |
50 | |
|
1004-3154 |
39 6851 1004 |
1011-1105 1011-1153 |
280x280x260/265 |
70 | |
|
Блоки с тремя направляющими узлами |
1004-3191 |
39 6851 3001 |
1011-1106 1011-1154 |
320x320x300/310 |
96 |
|
1004-3192 |
39 6851 3002 |
1011-1107 1011-1155 |
360x360x300/310 |
130 | |
|
1004-3196 |
39 6851 3006 |
1011-1115 1011-1163 |
400x400x320/345 |
150 |
Таблица 2
Основные параметры и размеры пакетов УШ СП
|
Наименование |
Обозна- |
Код ОКП |
Предельные размеры |
Установочные размеры, мм |
Масса, кг, не более |
|
Пакеты сменные сборные совмещенного действия |
1011-1101 |
39 6851 5001 |
|
125х100х120 |
12 |
|
1011-1102 |
39 6851 5002 |
50x50x3 |
125х100х120 |
12 | |
|
1011-1103 |
39 6851 5003 |
90x40x3 |
160х100х135 |
15 | |
|
1011-1104 |
39 6851 5004 |
110x60x3 |
180x125x145 |
17 | |
|
1011-1105 |
39 6851 5005 |
125x70x3 |
200x140x165 |
28 | |
|
1011-1106 |
39 6851 5006 |
165x80x4 |
250x160x195 |
45 | |
|
1011-1107 |
39 6851 5007 |
195х100х4 |
280x180x195 |
57 | |
|
1011-1115 |
39 6851 5014 |
225x125x4 |
400x220x185/210 |
110 | |
|
Пакеты сменные сборные с неподвиж- ным съемником |
1011-1151 |
39 6851 6001 |
95x45x5 |
220x100x145 |
15 |
|
1011-1152 |
39 6851 6002 |
115x63x5 |
250x125x155 |
17 | |
|
1011-1153 |
39 6851 6003 |
130x75x5 |
280x140x170 |
27 | |
|
1011-1154 |
39 6851 6004 |
170x85x5 |
320x160x205 |
43 | |
|
1011-1155 |
39 6851 6005 |
200х105х5 |
360x180x205 |
55 | |
|
1011-1163 |
39 6851 6012 |
230x130x5 |
400x220x235 |
110 |
 ширина
ширина 50x3
50x3
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Общие требования
2.1.1. Детали и сборочные единицы УШ СП должны изготовляться в соответствии с требованиями настоящего стандарта и конструкторской документации, утвержденной в установленном порядке.
2.1.2. УШ СП должны удовлетворять требованиям безопасности ГОСТ 12.2.109*.
________________
* На территории Российской Федерации действует ГОСТ 12.2.109-89, здесь и далее по тексту. - Примечание изготовителя базы данных.
2.2. Требования к конструкции
2.2.1. Острые кромки деталей в местах, не указанных особо, должны быть притуплены фаской 0,3-0,6 мм.
2.2.2. Не указанные на чертежах радиусы закруглений должны соответствовать радиусам режущего инструмента.
2.3. Требования к качеству материалов
2.3.1. Детали и сборочные единицы УШ СП должны быть изготовлены из сталей, указанных в табл.3.
Таблица 3
|
Наименование детали |
Марка стали |
Твердость по Роквеллу HRC |
Допускаемая замена |
|
Детали блока: |
Сталь 40Х |
41...46 |
|
|
Колонки и втулки направляющие |
Сталь 20Х ГОСТ 4543 |
59...63 |
Сталь 38 ХМЮА, 38ХМ2ЮА |
|
Болты пазовые, винты прихватов |
Сталь 38ХА ГОСТ 4543 |
39...43 |
|
|
гайки, хвостовики, толкатели |
Сталь 45 |
30...34 |
|
|
Детали пакета: |
|
|
|
|
державки |
Сталь 20Х ГОСТ 4543 |
59...63 |
Сталь 18ХГТ, 25ХГТ, 30ХГТ, 12ХН3А, 20Х3А, 20Х2Н4А |
|
съемники, прижимы |
Сталь 40Х ГОСТ 4543 |
41...46 |
Сталь 38ХС, 38ХА ГОСТ 4543 |
|
направляющие планки, фиксаторы, колонки, втулки |
|
46...51 |
Сталь 45 ГОСТ 1050 |
|
________________ | |||
|
матрицы, пуансон-матрицы (заготовки) |
Сталь Х12МФ ГОСТ 5950* |
- |
Сталь Х12Ф1, 9ХС ГОСТ 5950* |
|
пружины |
Сталь 65Г ГОСТ 14959 |
55...59 |
Сталь 60С2А ГОСТ 14959 |
|
ограждение |
Сталь Ст3 ГОСТ 380** |
- |
Сталь Ст2, Ст5 ГОСТ 380** |
|
упоры, планки |
Сталь 45 |
41...46 |
Сталь 40 ГОСТ 1050 |

______________
* На территории Российской Федерации действует ГОСТ 5950-2000;
** На территории Российской Федерации действует ГОСТ 380-2005.. - Примечание изготовителя базы данных.
Допускается применять стали других марок с механическими свойствами в термообработанном состоянии не ниже, чем у марок стали, указанных в табл.3.
2.3.2. Качество поковок из углеродистых и легированных сталей должно соответствовать II группе ГОСТ 8479.
2.3.3. Поковки перед предварительной механической обработкой должны быть подвергнуты отжигу или нормализации. Твердость заготовок деталей после отжига или нормализации - не более НВ 230.
2.3.4. Детали, изготовленные из низкоуглеродистых сталей типа 12ХН3А, 20Х, с целью упрочнения поверхностного слоя и повышения износостойкости должны быть подвергнуты цементации. Глубина цементированного слоя 0,8-1,2 мм.
2.3.5. Поверхностный слой цементированных и закаленных деталей должен удовлетворять следующим требованиям:
твердость деталей должна быть равномерной по всей поверхности;
глубина цементированного слоя должна быть равномерной по всей поверхности детали. За глубину слоя следует принимать размер заэвтектоидной, эвтектоидной и половину переходной зоны при контроле образцов-свидетелей после отжига;
содержание углерода в поверхностном слое должно быть 0,8-1,1%.
2.3.6. Микроструктура цементированного и закаленного слоя должна представлять собой безигольчатый и среднеигольчатый мартенсит не более 6 баллов по ГОСТ 8233. Карбидная сетка не допускается; допускаются мелкие карбиды в виде отдельных включений.
2.3.7. Резьбовые отверстия должны быть предохранены от цементации. Допускается на заходной части резьбового отверстия зенковка, равная 1,2 диаметра резьбы на глубину, превышающую глубину цементированного слоя на 0,3-0,5 мм.
2.4. Требования к качеству обработки
2.4.1. Допуск перпендикулярности осей резьбовых отверстий не должен превышать 0,5 мм на длине 100 мм.
2.4.2. На поверхностях профиля резьбы не допускаются вмятины, выкрошенные места и сорванные нитки.
2.4.3. Остальные предельные отклонения формы и расположения поверхностей - по 6-й степени точности ГОСТ 24643.
2.5. Требования к качеству сборки
2.5.1. При установке колонок и втулок на эпоксидный клей допуск соосности фиксаторов нижней плиты относительно соответствующих фиксаторов верхней плиты - по 6-й степени точности ГОСТ 24643.
2.5.2. Допуск размера между фиксаторами в блоке и пакете - по  6 ГОСТ 25347.
6 ГОСТ 25347.
2.6. Требования к надежности
Требования к надежности УШ СП - по ГОСТ 22472.
2.7. Комплектность
В комплект поставки УШ СП входят:
блоки и пакеты в сборе согласно ведомости поставки и договору на поставку;
паспорт;
техническое описание и инструкция по эксплуатации;
2.8. Маркировка
2.8.1. Маркировка блоков и пакетов УШ СП должна соответствовать ГОСТ 26828.
2.8.2. Маркировку блоков и пакетов УШ СП наносят на таблички по ГОСТ 12971.
На блоке табличку крепят к фронтальному торцу верхней плиты. Допускается крепление таблички к фронтальному торцу нижней плиты.
На пакете табличку крепят к фронтальному торцу верхней державки пакета.
2.8.3. Маркировка блоков (пакетов) должна содержать:
товарный знак изготовителя;
обозначение блока (пакета);
порядковый номер блока (пакета);
массу, кг;
год изготовления.
2.8.4. Маркировка должна быть выполнена ударным способом или гравировкой шрифтом 2,5-ПРЗ по ГОСТ 26.020.
2.8.5. Допускается по требованию потребителя наносить маркировку непосредственно на плитах блока или державках пакета.
2.9. Упаковка
2.9.1. Временная противокоррозионная защита блоков, пакетов осуществляется в соответствии с ГОСТ 9.014.
2.9.2. Внутренняя упаковка при предохранении груза от воздействия атмосферных осадков во время транспортирования - по варианту ВУ-1 ГОСТ 9.014.
2.9.3. После помещения изделия во внутреннюю упаковку на нее должна быть наклеена этикетка, содержащая:
наименование предприятия-изготовителя и его товарный знак;
наименование изделия;
условное обозначение;
код ОКП;
число изделий в упаковке;
дату консервации;
вариант временной защиты;
вариант внутренней упаковки;
условия хранения;
срок защиты без переконсервации;
штамп ОТК.
2.9.4. Блоки и пакеты УШ СП массой до 500 кг упаковывают в ящики типов I, II-1, III-1, III-2 по ГОСТ 2991, массой свыше 500 кг - в ящики типа I-1 по ГОСТ 10198*.
______________
* На территории Российской Федерации действует ГОСТ 10198-91. - Примечание изготовителя базы данных.
Размеры ящиков - по ГОСТ 21140.
2.9.5. Ящики должны быть выстланы внутри упаковочной бумагой по ГОСТ 8828*. Допускается применение подпергаментной бумаги по ГОСТ 1760.
______________
* На территории Российской Федерации действует ГОСТ 8828-89. - Примечание изготовителя базы данных.
2.9.6. В каждый ящик должно быть вложено свидетельство об упаковке, содержащее:
наименование изделия;
заводской номер;
наименование или шифр предприятия, производившего упаковку;
дату упаковки.
2.10. Остальные технические требования - по ГОСТ 22472.
3. ПРИЕМКА
Для проверки соответствия УШ СП требованиям настоящего стандарта их подвергают приемочному контролю, приемо-сдаточным и периодическим испытаниям.
Приемочному контролю, приемо-сдаточным испытаниям следует подвергать каждый УШ СП. Периодическим испытаниям УШ СП подвергают не реже раза в два года.
УШ СП подвергают приемочному контролю и испытаниям в соответствии с нормативно-технической документацией на них.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Методы контроля блоков и пакетов - по ГОСТ 22472 и другой нормативно-технической документации.
4.2. Проверку твердости цементируемых деталей блока и пакета проводят с помощью приборов по ГОСТ 23677.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. УШ СП транспортируют только в закрытом транспорте (контейнерах, крытых железнодорожных вагонах, автомобилях и других закрытых видах транспорта). Допускается транспортирование открытым автотранспортом, если ящики укрыты материалом, не пропускающим влагу.
5.2. Блоки и пакеты следует хранить в условиях 2 по ГОСТ 15150.
5.3. Транспортная маркировка в соответствии с ГОСТ 14192* должна быть нанесена на каждое грузовое место непосредственно на тару по трафарету или на ярлыке и должна содержать:
основные надписи;
манипуляционные знаки "Верх"; "Не кантовать"; "Боится сырости".
______________
* На территории Российской Федерации действует ГОСТ 14192-96. - Примечание изготовителя базы данных.
5.4. Условия транспортирования блоков и пакетов УШ СП в части воздействия климатических факторов внешней среды для макроклиматических районов с умеренным и холодным климатом - 5, при морских перевозках в трюмах - 3 по ГОСТ 15150, а в части воздействия механических факторов по ГОСТ 23170 - железнодорожным, автомобильным, воздушным, морским, речным транспортом - в соответствии с правилами, действующими для транспорта конкретного вида.
5.5. Общие требования по обеспечению сохранности грузовых вагонов при производстве погрузочно-разгрузочных и маневровых работ - по "Уставу железных дорог СССР" и "Правилам технической эксплуатации железных дорог СССР".
5.6. УШ СП, упакованные в ящики, формируют в транспортные пакеты по ГОСТ 21100* на поддонах по ГОСТ 9078, ГОСТ 9557 габаритными размерами не более 1200х1000х800 мм и грузоподъемностью до 1,0 т.
______________
* На территории Российской Федерации действует ГОСТ 21100-93. - Примечание изготовителя базы данных.
5.7. Вид отправок при железнодорожных перевозках устанавливают "мелкие".
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
6.1. Установка, монтаж, эксплуатация, техническое обслуживание и ремонт блоков и пакетов - в соответствии с указаниями в эксплуатационных документах.
6.2. При эксплуатации УШ СП необходимо систематически проверять крепление блока в прессе, крепление пакета в блоке.
6.3. Остальные требования к эксплуатации - по ГОСТ 22472, ГОСТ 12.2.109.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие УШ СП требованиям настоящего стандарта, технической документации при соблюдении условий эксплуатации, хранения и транспортирования.
7.2. Гарантийный срок эксплуатации УШ СП - 18 мес.
7.3. Начало гарантийного срока исчисляется со дня ввода УШ СП в эксплуатацию.
ПРИЛОЖЕНИЕ
Справочное
Примеры применения блока и сменного сборного пакета в УШ СП
Универсальный штамп совмещенного действия
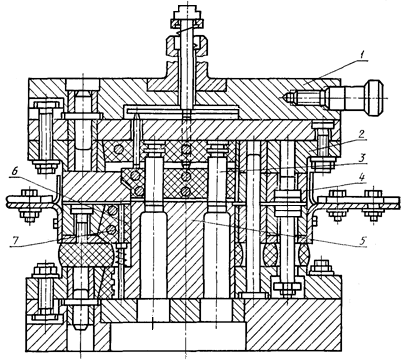
1 - блок; 2 - пакет совмещенного действия; 3 - пуансон; 4 - матрица; 5 - пуансон-матрица;
6 - самотвердеющая акриловая пластмасса; 7 - арматурный каркас
Черт.1
УШ СП последовательного действия
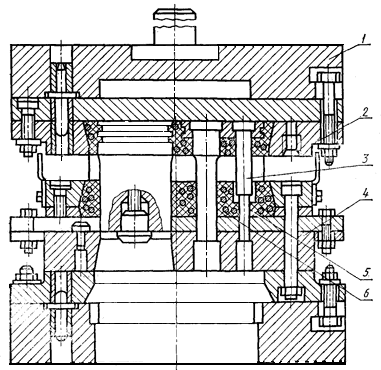
1 - блок; 2 - пакет последовательного действия; 3 - пуансон; 4 - матрица;
5 - самотвердеющая акриловая пластмасса; 6 - арматурный каркас
Черт. 2
Личный кабинет:
доступно после авторизации Для жен призывников существует дополнительная господдержка
Для жен призывников существует дополнительная господдержка  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке