
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
февраля
16
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 25981-83
(СТ СЭВ 3934-82)
Группа Р21
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИГЛЫ ХИРУРГИЧЕСКИЕ
Общие технические условия
Surgical needles.
General specifications
ОКП 94 3212
Срок действия с 01.07.84
до 01.07.89*
________________
* Ограничение срока действия снято постановлением
Госстандарта СССР от 15.12.88 N 3.
(ИУС N 3, 1989 год). - Примечание .
РАЗРАБОТАН Министерством медицинской промышленности
ИСПОЛНИТЕЛИ
Д.Ф.Мухамедшин (руководитель темы), В.X.Сабитов, А.Е.Коваленко
ВНЕСЕН Министерством медицинской промышленности
Зам. министра В.В.Кербунов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30 ноября 1983 г. N 5610
ВНЕСЕНЫ: Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 20.03.87 N 823 с 01.07.87, Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 15.12.88 N 4126 с 01.07.89, Изменение N 3, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 19.12.89 N 3824 с 01.06.90, Изменение N 4, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 06.08.90 N 2361 с 01.02.91
Изменения N 1, 2, 3, 4 внесены юридическим бюро по тексту ИУС N 6 1987 год, ИУС N 3 1989 год, ИУС N 3 1990 год, ИУС N 11 1990 год
Настоящий стандарт распространяется на хирургические иглы, применяемые для сшивания тканей при хирургических операциях, и устанавливает требования к иглам, изготовляемым для народного хозяйства и экспорта в страны с умеренным и тропическим климатами.
Стандарт не распространяется на атравматические и специальные иглы.
Степень соответствия настоящего стандарта СТ СЭВ 3934-82 приведена в приложении 1.
Номенклатура показателей качества хирургических игл приведена в приложении 2.
Все требования стандарта являются обязательными.
(Измененная редакция, Изм. N 2, 4).
1. ТИПЫ
1.1. Иглы в зависимости от конструкции подразделяют на типы:
0 - прямые;
1 - прямые с изогнутым концом;
2 - изогнутые на  окружности;
окружности;
3 - изогнутые на  окружности;
окружности;
4 - изогнутые на  окружности;
окружности;
5 - изогнутые на  окружности.
окружности.
1.2. Иглы подразделяют на следующие исполнения:
в зависимости от формы острия:
А - с круглым острием,
В - с трехгранным острием;
T - с круглым притупленным острием;
в зависимости от формы ушка:
1 - пружинящие,
2 - непружинящие.
(Измененная редакция, Изм. N 4).
1.3. Обозначение иглы должно содержать конструктивную особенность, форму острия, форму ушка, диаметр заготовки, длину иглы. При необходимости в обозначение иглы допускается вводить дополнительные характеристики или исключать некоторые.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Иглы должны быть изготовлены в соответствии с требованиями ГОСТ 19126-79, настоящего стандарта, технических условий на иглы конкретного типа по рабочим чертежам, утвержденным в установленном порядке.
2.2 Иглы должны быть изготовлены из нержавеющей стали.
(Измененная редакция, Изм. N 2).
2.3. Твердость игл после термической обработки должна быть НУ 4750...6100 Н/мм (HRC
(HRC 47,4...55,3).
47,4...55,3).
2.4. Иглы должны быть упругими.
2.5. Параметры шероховатости поверхностей игл не должны превышать значений по ГОСТ 2789-73:
 0,32 мкм - наружных;
0,32 мкм - наружных;
0,63 мкм - поверхностей заточки острия иглы;
 20 мкм - остальных.
20 мкм - остальных.
(Измененная редакция, Изм. N 2, 3).
2.6. На внутренних поверхностях ушек игл не должно быть заусенцев, острых кромок, повреждающих или рвущих шовный материал при заведении нити в ушко или во время работы.
2.7. Дужки пружинящего ушка игл должны быть упругими и надежно удерживать шовный материал.
2.8. Колющая часть острия игл исполнений А и В должна быть острой, без заусенцев и деформаций.
(Измененная редакция, Изм. N 4).
2.9. Ширина режущих ребер игл исполнения В на 2-2,5 исходного диаметра иглы: для игл диаметром менее 0,2 мм не должно превышать 0,025 мм (с 01.01.95 - 0,020 мм), а для игл диаметром более 0,2 мм - 0,033 мм.
(Измененная редакция, Изм. N 3).
2.10. Отклонение от прямолинейности прямых игл исполнения А, Т, выражаемое двойной стрелой прогиба, не должно превышать 2% длины иглы.
(Измененная редакция, Изм. N 4).
2.11. Радиус кривизны изогнутых игл, за исключением зоны ушка, должен быть постоянным.
2.12. Иглы должны быть устойчивыми к циклу санитарной обработки, состоящему из дезинфекции, предстерилизационной очистки и стерилизации.
2.13. Иглы должны быть коррозионно-стойкими.
2.14. 90%-ный ресурс игл должен быть не менее 500 проколов (с 01.01.95 - 650 проколов) и 20 циклов санитарной обработки, состоящей из дезинфекции, предстерилизационной очистки и стерилизации.
Полный средний ресурс игл должен быть не менее 670 проколов (с 01.01.95 - 850 проколов) и 20 циклов санитарной обработки.
За критерии предельного состояния для всех игл принимают несоответствие требованиям п.2.4, появление неустранимой коррозии, механическое повреждение и для игл с круглым и трехгранным острием притупление конца игл, превышающее  =0,05 мм.
=0,05 мм.
(Измененная редакция, Изм. N 2, 4).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки - по ГОСТ 19126-79 и настоящему стандарту.
3.2. Приемо-сдаточным испытаниям подвергают каждую партию игл на соответствие требованиям пп.2.4-2.11 выборочным контролем.
Правила выборочного контроля должны быть указаны в отраслевых стандартах и технических условиях на иглы конкретных типов.
(Измененная редакция, Изм. N 1).
3.3. При периодических испытаниях, проводимых не менее чем на 5 иглах каждого типоразмера, прошедших приемо-сдаточные испытания и упакованных для отгрузки потребителю, следует проверять на соответствие всем требованиям настоящего стандарта, кроме п.2.14.
Соответствие игл требованиям п.2.14 следует проверять не реже раза в три года по ГОСТ 23256-86.
Полный средний ресурс игл следует проверять методом одноступенчатого контроля:
приемочный уровень вероятности 
 =0,8;
=0,8;
браковочный уровень вероятности  =0,5;
=0,5;
риск изготовителя  0,2;
0,2;
риск потребителя  0,2;
0,2;
объем выборки  =8;
=8;
число предельных состояний  =2.
=2.
Полный установленный ресурс следует проверять при =5,  =0.
=0.
(Измененная редакция, Изм. N 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Методы испытаний - по ГОСТ 19126-79 и настоящему стандарту.
4.2. Соответствие игл требованиям п.2.2 следует проверять по паспортам и сертификатам предприятия-изготовителя и результатам входного контроля.
4.3. Проверка твердости игл после термической обработки (п.2.3) - по ГОСТ 9450-76.
4.4. Соответствие игл требованию п.2.4 следует проверять на иглах со стержнем диаметром до 1 мм.
Прямые иглы (черт.1) необходимо зажать плоской стороной ушка на длину  в зажимном приспособлении. Усилием
в зажимном приспособлении. Усилием  , кратковременно приложенным в точке
, кратковременно приложенным в точке  , согнуть иглу на значение
, согнуть иглу на значение  не более указанного в табл.1.
не более указанного в табл.1.
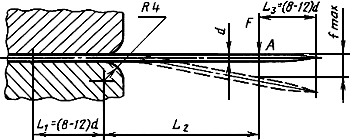
Черт.1
Таблица 1
мм
|
| |||||||
|
Исходный диаметр иглы |
| ||||||
|
5 |
10 |
20 |
30 |
40 |
50 |
60 | |
|
035; 0,40 |
0,60 |
2,30 |
9,30 |
21,00 |
- |
- |
- |
|
0,50 |
0,40 |
1,60 |
6,50 |
14,50 |
- |
- |
- |
|
0,60 |
0,30 |
1,30 |
5,40 |
12,00 |
- |
- |
- |
|
0,70 |
1,10 |
4,60 |
10,50 |
18,50 |
- |
- | |
|
0,80 |
0,20 |
1,00 |
4,00 |
9,00 |
16,00 |
25,50 |
36,50 |
|
0,90 |
0,80 |
- |
- |
- |
22,50 |
32,50 | |
|
1,00 |
- |
- |
- |
20,00 |
29,00 | ||
 ±2,5
±2,5
Иглы соответствуют требованию п.2.4, если после снятия изгибающего усилия остаточная деформация не превышает  .
.
Изогнутые иглы (черт.2) необходимо установить в приспособление и приложить усилие , при этом иглы должны быть сжаты до значения, указанного в табл.2.
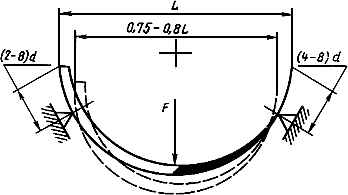
Черт.2
Таблица 2
|
Тип иглы |
Значение сжатия иглы, мм |
|
Изогнутые на |
|
|
Изогнутые на |
|


Иглы считают выдержавшими испытания, если после снятия усилия остаточная деформация не превышает  .
.
4.5. Шероховатость поверхности игл (п.2.5) следует проверять сравнением с эталонами шероховатости поверхности, изготовленными в виде игл и аттестованными в установленном порядке, с применением оптических устройств, обеспечивающих необходимую точность измерения.
4.6. Соответствие игл требованиям п.2.6 проверяют трехкратным протягиванием через прорезь пружинящего ушка или через отверстие непружинящего ушка шелковой хирургической нити по ГОСТ 396-84 в соответствии с табл.3.
Таблица 3
|
Исходный диаметр иглы, мм |
Номер шелковой нити |
|
0,4 |
00 |
|
0,5-0,6 |
1 |
|
0,7-0,8 |
2 |
|
0,9-1,1 |
3 |
|
1,2-1,5 |
4 |
|
1,8 |
6 |
|
2,0 |
8 |
Иглы считают выдержавшими испытания, если шовный материал не повреждается и не обрывается.
(Измененная редакция, Изм. N 1, 4).
4.7. Соответствие игл требованиям п.2.7 следует проверять однократным введением и извлечением пластинчатого щупа из набора N 2 по техническим условиям. Толщина щупа  должна быть такая, чтобы обеспечить раскрытие прорези ушка до размера
должна быть такая, чтобы обеспечить раскрытие прорези ушка до размера  , соответствующего 0,5 исходного диаметра иглы (черт.3).
, соответствующего 0,5 исходного диаметра иглы (черт.3).

Черт.3
Ушко соответствует требованиям п.2.7, если после извлечения щупа размер остаточного раскрытия прорези  будет не более 0,1 исходного диаметра иглы.
будет не более 0,1 исходного диаметра иглы.
(Измененная редакция, Изм. N 2).
4.8. Соответствие игл требованиям п.2.8 следует проверять 30-кратным прокалыванием натянутой замши по ГОСТ 3117-78* толщиной 0,4-0,7 мм, при этом колющая часть острия иглы не должна деформироваться. Деформацию колющей части острия иглы проверяют лупой 4 увеличения по ГОСТ 25706-83. Наличие заусенцев на колющей части острия иглы проверяют прокалыванием ваты. На колющей части острия иглы не должны оставаться волокна ваты.
увеличения по ГОСТ 25706-83. Наличие заусенцев на колющей части острия иглы проверяют прокалыванием ваты. На колющей части острия иглы не должны оставаться волокна ваты.
______________
* Вероятно ошибка оригинала. Следует читать ГОСТ 3717-74. - Примечание .
4.9. Соответствие игл требованиям пп.2.9, 2.10 (черт.4) и размеры (п.4.7) следует проверять инструментальным микроскопом по ГОСТ 8074-82, а также другими средствами, обеспечивающими необходимую точность измерения.
Черт.4
(Измененная редакция, Изм. N 1)
4.10. Радиус кривизны изогнутых игл (п.2.11) следует проверять шаблоном или невооруженным глазом.
4.11. Устойчивость игл к санитарной обработке (п.2.12) следует проверять в процессе цикла, состоящего из дезинфекции, предстерилизационной очистки и стерилизации.
Дезинфекцию игл следует проводить горячим воздухом при температуре (130±10) °С в течение 45-50 мин или в тройном растворе (2% формалина, 0,3% фенола, 1,5% двууглекислого натрия) в течение 45-50 мин при температуре 18 °С.
Предстерилизационную очистку игл следует проводить предварительным ополаскиванием в проточной воде по ГОСТ 2874-82, погружением на 15-16 мин в моющий раствор “Биолот”, повторным ополаскиванием в течение 3 мин в проточной, а затем в дистиллированной воде по ГОСТ 6709-72.
Перед стерилизацией иглы необходимо просушить горячим воздухом при температуре (85±5) °С до полного исчезновения влаги.
Стерилизацию игл следует выполнять в стерилизаторе горячим воздухом при температуре (180±10) °С в течение 60-65 мин.
Иглы считают выдержавшими испытание по п.2.12, если после трехкратных испытаний на поверхности игл не обнаруживаются следы коррозии и иглы соответствуют требованиям пп.2.3, 2.4, 2.8 и 2.13.
4.12. Стойкость игл к действию коррозии (п.2.13) необходимо проверять в последовательности, приведенной ниже.
Предварительно обезжиренные иглы укладывают на изолирующую прокладку из стекла, размещенную на сетке электрического дезинфекционного кипятильника, наполненного дистиллированной водой. Затем воду доводят до кипения и продолжают кипячение в течение 15 мин, после чего подогрев прекращают, оставляя иглы на 30 мин в остывающей воде.
Иглы соответствуют требованию п.2.13, если на их поверхности не обнаруживаются темные (коррозионные) точки. Допускается образование коррозионных точек в местах контактов магнитных приспособлений и фрезеровки ушка. На рабочей части иглы допускается по одной коррозионной точке на 20% игл, подвергаемых испытанию.
С 01.01.90 коррозионную стойкость игл проверяют следующими способами.
Первый способ. Иглы, предварительно обезжиренные и высушенные, укладывают на изолирующую прокладку из стекла, размещенную на сетке электрического дезинфекционного кипятильника, наполненного дистиллированной водой. Воду разогревают до кипения и продолжают кипятить 30 мин, после чего подогрев прекращают, оставляя иглы на 1 ч в остывающей воде. Инструменты извлекают из дистиллированной воды, оставляют на воздухе на 2 ч и осматривают с целью выявления коррозии.
После испытания иглы протирают сухой хлопчатобумажной тканью и просматривают на наличие следов коррозии. Любое пятно, неисчезающее после тщательного протирания, кроме пятен в местах контактов магнитных приспособлений, рассматривают как явную коррозию.
Второй способ. Иглы, предварительно обезжиренные и высушенные, погружают в водный раствор комнатной температуры (состав раствора приведен ниже). Выдерживают в нем 6 мин. Затем иглы промывают дистиллированной водой (или водой эквивалентного качества) и высушивают хлопчатобумажной тканью. После испытаний на иглах не должно быть следов меди.
Раствор для испытания:
пятигидратный сульфат меди ( ) - 4 г;
) - 4 г;
серная кислота ( ,
,  =1,84 г/мл) - 10 г;
=1,84 г/мл) - 10 г;
дистиллированная вода - 90,0 мл.
Примечание. Выбор вида испытаний определяет заказчик в технических условиях на иглы конкретных типов.
(Измененная редакция, Изм. N 2).
4.13. Контроль показателей надежности игл (п.2.14) следует проводить на базовых моделях путем прокалывания иглами с круглый или трехгранным острием замши толщиной 0,4-0,7 мм по ГОСТ 3717-84, а иглами с круглым притупленным острием пенополиуретана толщиной 20 мм по ТУ 6-05-1473-76. Санитарную обработку следует проводить методами, указанными в п.4.11.
За базовые модели принимают две иглы одного тина и одного размера с круглым и трехгранным острием, изогнутые на окружности, и две иглы c изогнутым концом и круглым притупленным острием диаметром 1 мм.
Продолжительность испытаний при контроле полного установленного ресурса и полного среднего ресурса равна заданному в п.2.14.
Контроль параметров, определяющих предельное состояние, - через 100 проколов и 5 циклов санитарной обработки.
Иглы считают выдержавшими испытания, если число игл, достигших предельного состояния  .
.
(Измененная редакция, Изм. N 1, 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение игл - по ГОСТ 19126-79 и настоящему стандарту.
5.2. Маркировка должна быть нанесена на этикетку, вкладываемую в наружный пакет или наносимую на самом пакете, и должна содержать:
товарный знак или наименование предприятия-изготовителя;
наименование иглы;
условное обозначение игл;
условный знак “Н” (нержавеющая сталь);
число упакованных игл;
номер технических условий на иглы конкретного типа;
дату выпуска.
Для игл, предназначенных для экспорта, должно быть указано:
обозначение и товарный знак экспортера;
наименование иглы;
“Stainless Steel” или “Stainless” на иглах, изготовленных из нержавеющей стали;
надпись “Сделано в СССР”;
число игл.
(Измененная редакция, Изм. N 2).
5.3. Перед упаковыванием иглы должны быть обезжирены и законсервированы по ГОСТ 9.014-79 для условий хранения Ж: вариант защиты ВЗ-0, вариант упаковки ВУ-4. Предельный срок защиты без переконсервации - 3 года.
5.4. Иглы, по 10 шт. одного типа и одного размера, должны быть завернуты в полиэтиленовую пленку толщиной 0,08 мм по ГОСТ 10354-82 и уложены в пакет из той же пленки. Пакет должен быть заварен.
5.5. Пакеты (30 шт.), а для игл, предназначенных для экспорта, в количестве, кратном 10, должны быть уложены в картонные коробки, изготовленные по рабочим чертежам, утвержденным в установленном порядке.
Коробки с иглами, предназначенными на экспорт, должны быть вложены в пакет из полиэтиленовой пленки по ГОСТ 10354-82. Швы пакета должны быть заварены.
5.6. В каждую коробку с иглами должна быть вложена эксплуатационная документация, разработанная по ГОСТ 2.609-79.
5.7. На каждой коробке или бандероли должны быть указаны:
наименование министерства;
товарный знак или наименование предприятия-изготовителя;
наименование иглы;
условное обозначение игл;
условный знак “Н” (нержавеющая сталь);
число упакованных игл;
сведения о приемке игл отделом технического контроля;
номер технических условий на иглы конкретного типа;
дата выпуска.
5.8. Условия хранения игл - 2 (С) по ГОСТ 15150-69.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Гарантии изготовителя игл - по ГОСТ 19126-79.
6.2. Гарантийный срок эксплуатации игл - 12 мес со дня их ввода в эксплуатацию при гарантийной наработке не более 400 проколов и 20 циклов санитарной обработки.
6.3. Гарантийный срок хранения игл - 3 года со дня их изготовления.
ПРИЛОЖЕНИЕ 1
Обязательное
Соответствие ГОСТ 25891-83* СТ СЭВ 3934-82
________________
* Вероятно ошибка оригинала. Следует читать ГОСТ 25981-83. - Примечание .
|
|
ГОСТ 25981-83 |
|
СТ СЭВ 3934-82 |
|
Пункт |
Содержанке требований |
Пункт |
Содержание требований |
|
2.8 |
Колющая часть острия игл должна быть острой, без заусенцев и деформаций. Острота колющей части игл не должна превышать 0,025 мм (с 01.01.95 - 0,020 мм) |
1.10 |
Колющая часть острия игл должна быть острой, без заусенцев и деформаций |
|
2.9 |
Ширина режущих ребер игл исполнения В на длине 2-2,5 исходного диаметра иглы не должна превышать 0,025 мм (с 01.01.95 - 0,020 мм) |
- |
- |
|
2.10 |
Полный установленный ресурс игл должен быть не менее 500 проколов (с 01.01.95 - 650 проколов) и 20 циклов санитарной обработки, состоящей из дезинфекции, предстерилизационной очистки и стерилизации. |
- |
- |
|
Полный средний ресурс игл должен быть не менее 670 проколов (с 01.01.95 - 850 проколов) и 20 циклов санитарной обработки. За критерий предельного состояния принимают притупление конца иглы, превышающее |
|||
|
Раздел 1 |
Регламентируются типы игл |
- |
- |
|
Раздел 3 |
Регламентируются правила приемки |
- |
- |
|
Раздел 5 |
Регламентируются требования к маркировке, упаковке, транспортированию и хранению |
- |
- |
|
Раздел 6 |
Регламентируются гарантии изготовителя |
- |
- |
 =0,05 мм и несоответствие требованиям п. 2.4.
=0,05 мм и несоответствие требованиям п. 2.4.
ПРИЛОЖЕНИЕ 1. (Введено дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ 2
Обязательное
Номенклатура показателей качества хирургических игл и их применяемость
|
|
Применяемость показателя в НТД | ||
|
Наименование показателя |
ТЗ |
ТУ |
Эксплуатационная |
|
Острота колющей части |
+ |
+ |
- |
|
Ширина режущих ребер, мм |
+ |
+ |
- |
|
Параметр шероховатости, мкм |
+ |
+ |
- |
|
Материал |
- |
+ |
+ |
|
Отклонение от прямолинейности, мм |
- |
+ |
- |
|
Упругость ушка |
- |
+ |
- |
|
Полный установленный ресурс |
+ |
+ |
+ |
|
Устойчивость к климатическим воздействиям при эксплуатации |
- |
+ |
+ |
|
Устойчивость к климатическим воздействиям при транспортировании и хранении |
- |
+ |
+ |
|
Устойчивость к циклу обработки, состоящему из дезинфекции, предтерилизационной очистки, стерилизации |
- |
+ |
+ |
|
Устойчивость к коррозии |
- |
+ |
+ |
Примечание. Знак “+” означает применяемость, “-“ неприменяемость
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. N 2).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1984
Юридическим бюро в
текст документа внесены Изменения N 1, 2, 3, 4,
утвержденные Постановлениями
Госстандарта СССР от 20.03.87 N 823,
от 15.12.88 N 4126, от 19.12.89 N 3824, от 06.08.90 N 2361
Личный кабинет:
доступно после авторизации «Я не ожидала, что стану участницей шоу еще раз»:...
«Я не ожидала, что стану участницей шоу еще раз»:...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке