
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
OК 021-95
ОБЩЕРОССИЙСКИЙ КЛАССИФИКАТОР
ТЕХНОЛОГИЧЕСКИЙ КЛАССИФИКАТОР
ДЕТАЛЕЙ МАШИНОСТРОЕНИЯ И ПРИБОРОСТРОЕНИЯ
Дата введения 1996-01-01
Постановлением Постановлением Госстандарта России от 18 августа 1995 г. N 439 дата введения установлена 1996-01-01
ИЗДАНИЕ (май 2004 г.) с Изменением N 1
ВНЕСЕНА поправка, опубликованная в ИУС N 9 2006 г.
Поправка внесена изготовителем базы данных.
ПРЕДИСЛОВИЕ
Технологический классификатор деталей машиностроения и приборостроения (ТКД) создан на основе ранее изданного Технологического классификатора деталей* и является дальнейшим его развитием и совершенствованием.
________________
* Технологический классификатор деталей машиностроения и приборостроения. М., Издательство стандартов, ч.I, 1974, ч.II, 1976.
Широкое использование технологического классификатора деталей в промышленности при подготовке производства, в рамках внедрения ЕСТПП, показало его высокую эффективность при решении производственных задач с применением современных средств вычислительной техники и новейших технико-математических методов.
Технологический классификатор деталей используется в системе подготовки производства и управления им совместно с общесоюзными классификаторами технико-экономической информации. Опыт его внедрения в отраслях промышленности показал, что он создает предпосылки для решения следующих основных задач:
анализ номенклатуры деталей по их конструкторско-технологическим характеристикам;
группирование деталей по конструкторско-технологическому подобию для разработки типовых и групповых технологических процессов с использованием ЭВМ;
подетальная специализация производственных подразделений (участков, цехов, заводов);
повышение серийности и концентрация производства деталей;
унификация и стандартизация деталей и технологических процессов их изготовления;
рациональный выбор типов технологического оборудования;
тематический поиск и заимствование ранее разработанных типовых или групповых технологических процессов;
автоматизация проектирования деталей и технологических процессов их изготовления.
Основной целью ТКД является снижение трудоемкости и сокращение сроков технологической подготовки производства.
Настоящий Технологический классификатор деталей машиностроения и приборостроения при неизменных основных принципах его построения охватывает детали всех отраслей промышленности основного и вспомогательного производств.
Он является логическим продолжением и дополнением классов деталей Классификатора ЕСКД (классы 71, 72, 73, 74, 75, 76).
Классификатор ЕСКД разработан в качестве информационной части ГОСТ 2.201-80 "ЕСКД. Обозначение изделий и конструкторских документов" единой классификационной обезличенной системы обозначения изделий и конструкторских документов машиностроения и приборостроения. Классы деталей создают оптимальные условия для:
создания единого информационного языка для автоматизированных систем управления и облегчения тематического поиска деталей и их конструкторских документов с целью предотвращения разработки аналогичных;
определения объектов и направлений унификации и стандартизации;
обеспечения возможности использования различными предприятиями и организациями конструкторской документации в проектировании, производстве, эксплуатации, ремонте, разработанной другими организациями, без ее переоформления;
широкого внедрения средств вычислительной техники в сферы проектирования и управления;
применения кодов деталей по классам деталей совместно с технологическими кодами при решении задач технологической подготовки производства с использованием средств вычислительной техники.
Эти классы охватывают детали всех отраслей промышленности основного и вспомогательного производств, в том числе и стандартные, как составные части специфицированных изделий (сборочных единиц, комплектов и комплексов), не имеющие самостоятельного эксплуатационного назначения (шайба, корпус, фланец и др.), так и имеющие самостоятельное эксплуатационное назначение - однодетальные изделия (ланцет, зубило, игла, калибр и др.).
Метод построения классов деталей основан на дедуктивном делении классифицируемого множества на подмножества (от общего к частному) по подчиненным (соподчиненным) признакам - иерархический метод классификации. Этим достигается конкретизация признаков деталей на каждой последующей ступени классификационного деления, что обеспечивает создание четкого распознавательного образа для тематического поиска детали.
Классы деталей содержат следующую номенклатуру:
класс 71 - детали - тела вращения типа колец, дисков, шкивов, блоков, стержней, втулок, стаканов, колонок, валов, осей, штоков, шпинделей и др.;
класс 72 - детали - тела вращения с элементами зубчатого зацепления; трубы, шланги, проволочки, разрезные сектора, сегменты; изогнутые из листов, полос и лент; аэрогидродинамические; корпусные, опорные; емкостные, подшипников;
класс 73 - детали - не тела вращения корпусные, опорные, емкостные;
класс 74 - детали - не тела вращения: плоскостные; рычажные, грузовые, тяговые; аэрогидродинамические; изогнутые из листов, полос и лент; профильные; трубы;
класс 75 - детали - тела вращения и (или) не тела вращения, кулачковые, карданные, с элементами зацепления, арматуры, санитарно-технические, разветвленные, пружинные, ручки, уплотнительные, отсчетные, пояснительные, маркировочные, защитные, посуды, оптические, электрорадиоэлектронные, крепежные;
класс 76 - детали технологической оснастки, инструмента.
При классификации использованы следующие основные признаки: "геометрическая форма", "функциональный", "параметрический", "конструктивный", "служебного назначения", "наименование".
В классах 71, 72, 73, 74, 75 в качестве основания деления использован в основном признак "геометрическая форма", в класс 76 расклассифицированы детали, выполняющие самостоятельные функции (однодетальные изделия), а также специфические детали технологической оснастки и инструмента, являющиеся составными частями изделий (например, пуансоны, матрицы и др.), не выполняющие самостоятельных функций.
В технологическом классификаторе деталей установлены следующие признаки классификации деталей: "размерная характеристика", "группа материала", "вид детали по технологическому методу изготовления", "вид исходной заготовки", "квалитет", "параметр шероховатости", "характеристика технологических требований", "характеристика термической обработки", "толщина покрытия", "поверхность покрытия", "характеристика толщины", "площадь формования", "дополнительная характеристика", "характеристика массы" и др.
В настоящей редакции технологического классификатора имеются разделы по следующим видам деталей по методу изготовления:
1 - детали, изготовляемые литьем;
2 - детали, изготовляемые ковкой и объемной штамповкой;
3 - детали, изготовляемые листовой штамповкой;
4 - детали, обрабатываемые резанием;
5 - детали, термически обрабатываемые;
6 - детали, изготовляемые формообразованием из полимерных материалов и резины;
7 - детали с покрытием;
8 - детали, обрабатываемые электрофизикохимически;
9 - детали, изготовляемые порошковой металлургией;
А - детали, изготовленные сваркой;
Б - детали, изготовленные пайкой;
В - детали, изготовленные склеиванием;
Г - детали, изготовленные термической резкой.
Коды деталей по Технологическому классификатору вместе с кодами деталей по Классификатору ЕСКД являются исходной информацией, которая используется предприятиями на стадиях конструкторской и технологической подготовки производства и управления им, с использованием средств вычислительной техники.
Процесс кодирования деталей по Технологическому классификатору заключается в присвоении детали кода классификационных группировок конструктивных признаков по Классификатору ЕСКД. Это необходимо проводить в том случае, когда в основной надписи чертежа детали обозначение проставлено не в соответствии с ГОСТ 2.201-80. Затем этот код дополняется кодами основных технологических признаков и признаков, определяющих вид детали по технологическому методу.
Система буквенно-цифрового кодирования, принятая в Технологическом классификаторе, используется для ввода и вывода информации в ЭВМ. При использовании алфавитно-цифровых и счетно-перфорационных машин также может использоваться буквенно-цифровой код. Однако на некоторых предприятиях используют цифровые счетно-перфорационные машины. В этом случае можно рекомендовать замену однозначного буквенно-цифрового кода на двузначный цифровой:
|
Однозначный буквенно-цифровой код |
Двузначный цифровой код |
|
0 |
00 |
|
1 |
01 |
|
2 |
02 |
|
3 |
03 |
|
4 |
04 |
|
5 |
05 |
|
6 |
06 |
|
7 |
07 |
|
8 |
08 |
|
9 |
09 |
|
А |
10 |
|
Б |
11 |
|
В |
12 |
|
Г |
13 |
|
Д |
14 |
|
Е |
15 |
|
Ж |
16 |
|
И |
17 |
|
К |
18 |
|
Л |
19 |
|
М |
20 |
|
Н |
21 |
|
П |
22 |
|
Р |
23 |
|
С |
24 |
|
Т |
25 |
|
У |
26 |
|
Ф |
27 |
|
Ц |
28 |
|
Ш |
29 |
|
Щ |
30 |
|
Э |
31 |
|
Ю |
32 |
|
Я |
33 |
В приложении к Классификатору представлены следующие материалы: примеры формирования конструкторско-технологического кода детали, в зависимости от метода изготовления; перечень материалов и их коды по Технологическому классификатору; рекомендации по выбору типового процесса изготовления литых деталей и деталей, изготовляемых ковкой и объемной штамповкой; рекомендации по выбору металлорежущего оборудования; рекомендации по выбору термического оборудования; рекомендации по выбору оборудования для прессовых и литьевых деталей из пластмасс; перечень полимерных материалов и их коды по Технологическому классификатору; указания по использованию счетно-перфорационных машин; рекомендации по выбору оборудования; расчет расхода материалов с использованием технологического кода детали с покрытием.
Перечень материалов является рекомендуемым и предназначен для облегчения процесса формирования технологического кода деталей. Предполагается, что каждое предприятие должно составить свой локальный перечень применяемых в производстве материалов.
Для двух разделов Классификатора даны методические рекомендации, как с помощью конструкторско-технологического кода и некоторых других характеристик деталей определить рациональный способ изготовления. Например, для литых деталей в зависимости от типа производства и сочетания классификационных группировок показана возможность определения способа литья: литьем в металлические или в песчано-глинистые формы, штамповкой жидкого металла или литьем под давлением.
В зависимости от классификационных группировок табличных размеров деталей составлены рекомендации по выбору типов оборудования: металлорежущего, термического, литейного и др.
Приведены модели наиболее распространенного оборудования с их эксплуатационными характеристиками.
СИСТЕМА КЛАССИФИКАЦИИ И КОДИРОВАНИЯ
В основу технологической классификации деталей положен фасетный метод, при котором заданное множество делят на группировки независимо по различным признакам классификации.
Технологическую классификацию распространяют на детали машиностроения и приборостроения основного и вспомогательного производств.
В качестве классификационных признаков используют существенные технологические характеристики деталей, которые в сочетании с конструктивными признаками определяют их технологическое подобие. Классификационные таблицы-фасеты составляют для основных признаков технологической классификации и для признаков, характеризующих вид детали по технологическому методу ее изготовления.
Детали кодируют буквенно-цифровым алфавитом кода. В структуре технологического кода деталей за каждым признаком закрепляют определенный разряд (позицию) и количество знаков. Система построения кодовых обозначений обеспечивает формирование групп, состоящих из оптимального числа деталей, с использованием средств вычислительной техники.
Структура конструкторско-технологического кода обеспечивает обработку информации в различных кодовых комбинациях для решения производственных задач и допускает использование частей кода и их сочетаний, в зависимости от характера решаемых задач.
Технологический классификатор представляет собой систематизированный свод наименований общих признаков деталей, их составляющих частных признаков и их кодовых обозначений в виде классификационных таблиц. Форма классификатора допускает оперативное изменение его содержания без изменения других позиций классификатора и его переиздания.
Технологическое кодовое обозначение детали имеет длину четырнадцать знаков. Это кодовое обозначение состоит из двух частей: кодового обозначения классификационных группировок основных признаков (постоянная часть) - шесть знаков и кодового обозначения классификационных группировок признаков, характеризующих вид детали по методу ее изготовления (переменная часть) - восемь знаков:
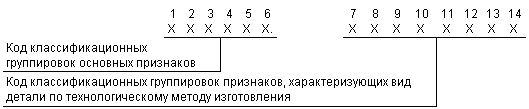
Цифры 1, 2 и т.д. во всех структурах обозначают номера позиций технологического кода.
Приняты следующие основные признаки технологической классификации деталей: размерная характеристика, группа материала, вид детали по технологическому методу изготовления.
Структура и длина кодового обозначения, составленного из кодов классификационных группировок основных технологических признаков, имеет вид:

Приняты следующие признаки технологической классификации деталей, характеризующие вид детали по технологическому методу изготовления: вид исходной заготовки, параметр шероховатости, квалитет, характеристика технологических требований, дополнительная характеристика, характеристика массы и т.д.
Структура кодового обозначения классификационных группировок признаков, характеризующих вид детали, приведена соответственно в каждом из разделов классификатора.
Структура конструкторско-технологического кода детали, состоящего из кода классификационных группировок конструктивных признаков и технологического кода, имеет вид:
Код классификационных группировок конструктивных признаков (классификационная характеристика по классификатору ЕСКД)
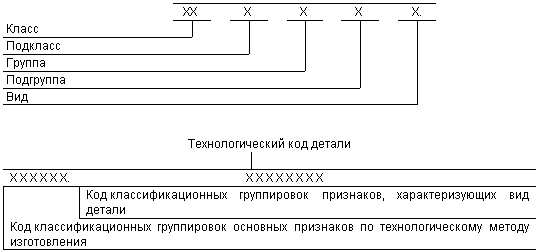
В Технологическом классификаторе в качестве кода классификационных группировок конструктивных признаков принят код классов деталей 71-76 Классификатора ЕСКД.
Структура полного конструкторско-технологического кода детали, составленного из обозначения детали по ГОСТ 2.201-80 и технологического кода, имеет вид:

Структура конструкторско-технологического и полного конструкторско-технологического кодов обеспечивает обработку информации на различных уровнях технологической подготовки производства, в различных кодовых комбинациях с использованием различных частей и сочетаний частей кода в зависимости от характера решаемых задач. При этом допускается использование части кода классификационных группировок конструктивных признаков с необходимой степенью детализации, а также введение в технологический классификатор деталей дополнительных признаков и их кодов, которые записывают после установленного классификатором конструкторско-технологического кода детали.
В случае, когда чертежи деталей обозначены по системе, отличающейся от установленной в ЕСКД, кодирование деталей выполняется конструкторско-технологическим кодом детали, где используется только код классов деталей Классификатора ЕСКД (без кода предприятия-разработчика и порядкового регистрационного номера).
0 Основные признаки технологической классификации деталей
В качестве основных признаков технологической классификации деталей приняты следующие:
размерная характеристика;
группа материала;
вид детали по технологическому методу изготовления.
Структура и длина кодового обозначения классификационных группировок основных технологических признаков:

Размерная характеристика
Детали по признаку "размерная характеристика" кодируют тремя знаками кода по таблицам 0.1-0.3 (1, 2 и 3-й разряды технологического кода).
Таблица 0.1
|
Основные признаки технологической классификации деталей |
Раздел | ||||
|
|
0 | ||||
|
Размерная характеристика |
Номер признака | ||||
|
|
1 | ||||
|
Классификатор ЕСКД. Коды классификационных группировок деталей | |||||
|
Класс |
Подкласс |
Группа |
Подгруппа |
Вид | |
|
71 |
Все |
Все |
Все |
Все | |
|
72 |
721000 |
" |
" |
" | |
|
|
722000 |
" |
" |
" | |
|
|
723000 |
723100 |
723190 |
" | |
|
|
|
723200, 723300 |
Все |
" | |
|
|
|
723500, 723600 |
" |
" | |
|
|
724000 |
Все |
" |
" | |
|
|
725000 |
725300 |
" |
" | |
|
|
726000 |
726100 |
726110-726120 |
" | |
|
|
|
|
726130 |
726132-726135 | |
|
|
|
|
726140 |
726142-726147 | |
|
|
|
|
726150, 726160 |
Все | |
|
|
|
|
726170 |
726171-726176, 726178 | |
|
|
|
|
726180-726190 |
Все | |
|
|
|
726200 |
726210-726230 |
" | |
|
|
|
|
726240 |
726241-726243, 726245 | |
|
|
|
|
726250-726280 |
Все | |
|
|
|
726300 |
726330-726350 |
" | |
|
|
|
|
726360 |
726365-726369 | |
|
|
|
|
726370-726390 |
Все | |
|
|
|
726400 |
Все |
" | |
|
73 |
731000 |
731600, 731700, 731800 |
" |
" | |
|
|
735000 |
735200 |
735230 |
735231* | |
|
74 |
746000 |
746600 |
746610 |
746611, 746612 | |
|
75 |
751000 |
751100-751400 |
Все |
Все | |
|
|
|
751600-751700 |
" |
" | |
|
|
|
751800 |
751820, 751850 |
Все | |
|
|
|
|
751860 |
751867 | |
|
|
|
|
751870 |
Все | |
|
|
|
|
751880 |
751881-751887 | |
|
|
|
|
751890 |
Все | |
|
|
752000 |
752100 |
752110 |
752111, 752113 | |
|
|
|
|
752120 |
752123 | |
|
|
|
|
752140 |
752141, 752143 | |
|
|
|
|
752150 |
752153 | |
|
|
|
|
752160 |
752163 | |
|
|
|
752200 |
Все |
Все | |
|
|
|
752300 |
752310,752320 |
" | |
|
|
|
|
752340 |
752341-752346 | |
|
|
|
752400 |
752410-752460 |
Все | |
|
|
|
752500 |
752510 |
752512-752517 | |
|
|
|
752600 |
752610 |
752612 | |
|
|
|
|
752690 |
752691, 752692 | |
|
|
753000 |
753100 |
Все |
Все | |
|
|
|
753200 |
" |
" | |
|
|
|
753600 |
753630 |
753635 | |
|
|
|
|
753690 |
753691, 753693, 753695* | |
|
|
753000 |
753700 |
753710, 753720 |
Все | |
|
|
|
|
753740 |
753741, 753743, 753744 | |
|
|
|
|
753770 |
Все | |
|
|
754000 |
754100 |
754110 |
754114* | |
|
|
|
|
754120 |
754124* | |
|
|
|
|
754150 |
754151-754154 | |
|
|
|
|
754170 |
Все | |
|
|
|
754200 |
754210 |
754213, 754214 | |
|
|
|
|
754220 |
754223-754225 | |
|
|
|
|
754230 |
754233-754235 | |
|
|
|
|
754240 |
754244 | |
|
|
|
|
754250 |
754252-754255 | |
|
|
|
|
754260 |
754263-754265 | |
|
|
|
754300 |
754310 |
754315, 754316 | |
|
|
|
|
754350 |
754351 | |
|
|
|
|
754360 |
754361-754363 | |
|
|
|
|
754370 |
754373, 754374 | |
|
|
|
|
754380 |
Все* | |
|
|
|
754400 |
754410 |
754412 | |
|
|
|
|
754420 |
754422 | |
|
|
|
|
754440 |
754446, 754447 | |
|
|
|
|
754460 |
754468*** | |
|
|
|
754700 |
754710 |
Все | |
|
|
|
|
754720 |
754721, 754722, 754724, | |
|
|
|
|
|
754728* | |
|
|
|
|
754730 |
754731, 754732, 754734, 754738* | |
|
|
|
754800 |
Все |
Все* | |
|
|
755000 |
755400 |
755410 |
755411, 755414, 755417 | |
|
|
|
|
755420 |
755421, 755423,755425 | |
|
|
|
|
755430 |
755431, 755433, 755435, 755437 | |
|
|
|
|
755440 |
755441, 755444, 755447 | |
|
|
|
|
755450 |
755453 | |
|
|
|
|
755460 |
755461, 755465 | |
|
|
|
|
755470 |
Все* | |
|
|
|
|
755480 |
755481, 755483, 755485, 755487 | |
|
|
|
755500 |
755510 |
755511, 755514 | |
|
|
|
|
755520 |
755521 | |
|
|
|
|
755530 |
755531, 755533, 755535, 755537 | |
|
|
|
|
755540 |
755541, 755543, 755545 | |
|
|
|
|
755560 |
755561, 755565 | |
|
|
|
755700 |
755710 |
Все | |
|
|
|
|
755740 |
755742-755745 | |
|
|
|
|
755750 |
755751, 755752, 755754-755756, 755758 | |
|
|
756000 |
756100 |
Все |
Все* | |
|
|
|
756200 |
756210, 756220 |
" | |
|
|
|
|
756230 |
756231*, 756234*, 756235 | |
|
|
|
|
756240 |
Все* | |
|
|
|
756300 |
Все |
" | |
|
|
|
756400 |
756410 |
756411, 756415 | |
|
|
|
|
756430 |
756431, 756433, 756435, 756437 | |
|
|
|
|
756440 |
756441, 756443, 756445 | |
|
|
|
|
756460 |
756461, 756463, 756465 | |
|
|
|
|
756470 |
756471, 756477 | |
|
|
756000 |
756500 |
756510, 756520 |
Все | |
|
|
|
|
756530 |
756531, 756533, 756535, 756537 | |
|
|
|
|
756540 |
756541, 756543, 756545 | |
|
|
|
|
756560 |
756561, 756565 | |
|
|
|
756600 |
756610 |
Все* | |
|
|
|
|
756620 |
" | |
|
|
|
|
756640 |
756641*, 756644*, 756645, 756646 | |
|
|
|
|
756650 |
Все* | |
|
|
|
|
756670 |
" | |
|
|
|
757000 |
757100 |
757111, 757113, 757114, 757116, 757117 | |
|
|
|
|
757120 |
757126 | |
|
|
|
|
757130 |
757133, 757134 | |
|
|
|
|
757140 |
757141*, 757145*, 757146*, 757148 | |
|
|
|
|
757150 |
757152, 757153 | |
|
|
|
|
757160 |
757161, 757162, 757164, 757166 | |
|
|
|
757200 |
757210 |
757211-757214, 757216-757218 | |
|
|
|
|
757220 |
757221, 757222, 757226-757228* | |
|
|
|
|
757230 |
757231-757233 | |
|
|
|
|
757240 |
757241 | |
|
|
|
|
757250 |
757251-757253 | |
|
|
|
|
757260 |
757261, 757266 | |
|
|
|
757300 |
757310 |
757311 | |
|
|
|
|
757320 |
757321 | |
|
|
|
|
757330 |
757332* | |
|
|
|
|
757340 |
Все* | |
|
|
|
|
757350 |
757351, 757352 | |
|
|
|
757400 |
757430 |
757431 | |
|
|
|
|
757440 |
757441 | |
|
|
|
|
757450 |
757451, 757455 | |
|
|
|
|
757470 |
757471, 757472, 757478 | |
|
|
|
|
757490 |
757493-757496 | |
|
|
|
757500 |
757510,757520 |
Все | |
|
|
|
|
757550 |
757552-757554 | |
|
|
|
|
757560 |
757562, 757563 | |
|
|
|
757600 |
757610, 757630 |
Все | |
|
|
|
757700 |
757720 |
757721*, 757725-757727 | |
|
|
|
|
757730 |
757731*, 757735, 757736, 757737 | |
|
|
|
|
757740 |
757742, 757743, 757745*, 757746* | |
|
|
|
|
757750 |
757751*, 757755 | |
|
|
|
|
757760 |
757762, 757763, 757764, 757766* | |
|
|
|
757800 |
757810 |
757815 | |
|
|
|
|
757830 |
757832*-757835* | |
|
|
|
|
757840 |
Все* | |
|
|
|
|
757850 |
757851, 757854 | |
|
|
758000 |
758100-758300 |
Все |
Все | |
|
|
|
758400 |
758410-758460 |
" | |
|
|
|
|
758470 |
758472*, 758471* | |
|
|
|
|
758490 |
758491-758495 | |
|
|
|
758500 |
758520, 758530 |
Все | |
|
|
|
|
758560 |
758567 | |
|
|
|
758700 |
758760 |
758761*, 758764* | |
|
|
|
758800 |
758840 |
758841*, 758844* | |
|
|
|
|
758850 |
758851*, 758854* | |
|
|
|
|
758860 |
758861*, 758864* | |
|
76 |
761000 |
761100 |
761110 |
761112, 761114 | |
|
|
|
|
761130 |
761133, 761134 | |
|
|
|
|
761140 |
761145, 761146 | |
|
|
|
|
761150 |
761153, 761154 | |
|
|
|
|
761160 |
761161, 751166, 761167 | |
|
|
|
761200, 761300 |
Все |
Все | |
|
|
|
761400 |
761410-761450 |
" | |
|
|
|
|
761460 |
761461, 761462 | |
|
|
|
761500 |
761510 |
Все | |
|
|
|
|
761520 |
761521-761525 | |
|
|
|
761600 |
761610 |
761611, 761613, 761615-761617 | |
|
|
|
|
761640 |
761642, 761643 | |
|
|
|
|
761660 |
761661, 761662 | |
|
|
|
|
761670 |
761675-761677 | |
|
|
|
|
761680 |
761681 | |
|
|
|
761700 |
761710, 761720 |
Все | |
|
|
|
|
761730 |
761731,761732,761734*, 761735 | |
|
|
|
|
761740 |
761743 | |
|
|
|
761800 |
761820 |
761821-761823, 761826-761827 | |
|
|
|
|
761830 |
761831 | |
|
|
|
|
761840 |
761841 | |
|
|
|
|
761850 |
761855-761858 | |
|
|
|
|
761860 |
Все | |
|
|
|
|
761870 |
761871-761876, 761878 | |
|
|
762000 |
762100 |
762130 |
762131-762135 | |
|
|
|
|
762140 |
Все | |
|
|
|
|
762150 |
762154* | |
|
|
|
|
762160 |
762165 | |
|
|
|
762300 |
762310 |
762311-762313 | |
|
|
|
|
762360 |
762361 | |
|
|
|
|
762370 |
762372 | |
|
|
|
762400 |
762410 |
762415*, 762418* | |
|
|
|
|
762430 |
762431, 762434, 762435 | |
|
|
|
|
762450 |
762451*-762453* | |
|
|
763000 |
763100 |
Все |
Все* | |
|
|
|
763300 |
Все |
Все* | |
|
|
|
763500 |
763510 |
763513*, 763515* | |
|
|
|
|
763520 |
763523*, 763525* | |
|
|
|
|
763540 |
763543 | |
|
|
|
|
763550 |
763553 | |
|
|
|
|
763560 |
763561, 763563, 763566, 763567 | |
|
|
763000 |
763600 |
763610-763630 |
Все | |
|
|
|
|
763640 |
763641, 763642, 763644, 763645 | |
|
|
|
|
763660 |
763664, 763667 | |
|
|
|
763700 |
763710 |
763713-763715 | |
|
|
|
|
763730 |
Все | |
|
|
|
|
763740 |
763744, 763745 | |
|
|
764000 |
764100 |
764110 |
764116* | |
|
|
|
|
764120 |
764121, 764122, 764126*** | |
|
|
|
|
764130 |
Все* | |
|
|
|
|
764150 |
764152 | |
|
|
|
764200 |
764210 |
764211, 764212 | |
|
|
|
|
764220 |
764222, 764223, 764226*, 764224* | |
|
|
|
|
764230, 764240 |
Все | |
|
|
|
|
764250 |
764254 | |
|
|
|
|
764260 |
764264 | |
|
|
|
|
764270 |
764274 | |
|
|
|
764400 |
764410 |
764411-764414 | |
|
|
|
|
764430 |
764432, 764436 | |
|
|
765000 |
765100 |
765130 |
765134 | |
|
|
|
765200 |
765210 |
765217 | |
|
|
|
|
765220 |
765225 | |
|
|
|
|
765230 |
765234 | |
|
|
|
765300 |
765310 |
765311, 765312 | |
|
|
|
|
765320 |
765324 | |
|
|
|
|
765330 |
765331*, 765332, 765334* | |
|
|
|
|
765370 |
765371-765373 | |
|
|
|
765400 |
765410-765430 |
Все | |
|
|
|
|
765450 |
765451-765454 | |
|
|
|
|
765460 |
765465 | |
|
|
|
|
765470 |
765471 * | |
|
|
766000 |
766100 |
766110-766130 |
Все | |
|
|
|
|
766150 |
766151, 766152 | |
|
|
|
766200 |
766210-766280 |
Все | |
|
|
|
766300 |
766310, 766320 |
" | |
|
|
|
|
766330-766370 |
" | |
|
|
|
766400 |
766410 |
766411, 766415 | |
|
|
|
|
766420 |
766421 | |
|
|
|
|
766430 |
766431, 766432 | |
|
|
|
766500 |
766510 |
766514 | |
|
|
|
766600 |
766610 |
766616 | |
Таблица 0.2
|
Основные признаки технологической классификации деталей |
Раздел | |||
|
|
0 | |||
|
Размерная характеристика |
Номер признака | |||
|
|
1 | |||
|
Классификатор ЕСКД. Коды классификационных группировок деталей | ||||
|
Класс |
Подкласс |
Группа |
Подгруппа |
Вид |
|
73 |
731000 |
731100-731400 |
Все |
Все |
|
|
732000-734000 |
Все |
" |
" |
|
|
735000 |
735200 |
735210, 735220 |
" |
|
|
|
|
735230 |
735231* |
|
74 |
741000-744000 |
Все |
Все |
Все |
|
|
746000 |
746100-746400 |
" |
" |
|
|
|
746500 |
746510 |
746511-746513 |
|
|
|
|
746520 |
746521-746523 |
|
|
|
|
746540 |
746541-746543 |
|
|
|
|
746550 |
746551-746553 |
|
75 |
751000 |
751500 |
Все |
Все |
|
|
|
751800 |
751810 |
" |
|
|
|
|
751860 |
751861-751864 |
|
|
|
|
751880 |
751888 |
|
|
752000 |
752100 |
752110 |
752112, 752114, 752115 |
|
|
|
|
752120 |
752122, 752124, 752125 |
|
|
|
|
752140 |
752142, 752144, 752145 |
|
|
|
|
752150 |
752152, 752154, 752155 |
|
|
|
|
752160 |
752162, 752164, 752165 |
|
|
|
|
752170 |
752172, 752176, 752177 |
|
|
|
752300 |
752340 |
752347, 752348 |
|
|
|
|
752350 |
752351, 752352 |
|
|
|
752500 |
752540 |
Все |
|
|
|
752600 |
752610 |
752611, 752613 |
|
|
|
|
752650 |
752651, 752653 |
|
|
|
|
752680 |
Все |
|
|
|
|
752690 |
752694, 752696, 752698 |
|
|
753000 |
753300, 753400 |
Все |
Все |
|
|
|
|
753640 |
753641, 753642, 753645-753648 |
|
|
|
753600 |
753680 |
753681, 753682 |
|
|
|
|
753690 |
753694, 753695* |
|
|
|
753700 |
753730 |
Все |
|
|
|
|
753740 |
753742, 753745 |
|
|
|
|
753750, 753760 |
Все |
|
|
|
|
753780 |
Все |
|
|
754000 |
754100 |
754110 |
754111, 754112, 754114*, 754115-754118 |
|
|
|
|
754120 |
754121, 754122, 754124*, 754125-754128 |
|
|
|
|
754140 |
Все |
|
|
|
|
754150 |
754155-754158 |
|
|
|
|
754160 |
Все |
|
|
|
754200 |
754210 |
754211 |
|
|
|
|
754220 |
754221, 754224 |
|
|
|
|
754230 |
754231 |
|
|
|
|
754240 |
754241, 754242 |
|
|
|
|
754250 |
754251, 754257 |
|
|
|
|
754260 |
754262 |
|
754000 |
754300 |
754310 |
754311-754313 | |
|
|
|
|
754320 |
754321, 754323 |
|
|
|
|
754340 |
Все |
|
|
|
|
754350 |
754352-754354 |
|
|
|
|
754360 |
754365, 754366 |
|
|
|
|
754370 |
754371, 754372, 754375-754377 |
|
|
|
|
754380 |
Все* |
|
|
|
754400 |
754410 |
754411, 754413 |
|
|
|
|
754420, 754440 |
Все |
|
|
|
|
754460 |
754461-754465 |
|
|
|
754700 |
754720 |
754723, 754725, 754728* |
|
|
|
|
754730 |
754733, 754735, 754738* |
|
|
|
754800 |
Все |
Все* |
|
|
755000 |
755100 |
" |
Все |
|
|
|
755400 |
755410 |
755412, 755415, 755418 |
|
|
|
|
755420 |
755422, 755424, 755426 |
|
|
|
|
755430 |
755432, 755434, 755436, 755438 |
|
|
|
|
755440 |
755442, 755445, 755448 |
|
|
|
|
755460 |
755462, 755466 |
|
|
|
|
755470 |
Все* |
|
|
|
|
755480 |
755482, 755484, 755486, 755488 |
|
|
|
755500 |
755510 |
755512, 755515 |
|
|
|
|
755520 |
755523 |
|
|
|
|
755530 |
755532, 755534, 755536, 755538 |
|
|
|
|
755540 |
755542, 755544, 755546 |
|
|
|
|
755560 |
755562, 755566 |
|
|
|
755700 |
755720 |
Все |
|
|
|
|
755750 |
755757 |
|
|
756000 |
756100 |
Все |
Все* |
|
|
|
756200 |
756210 |
" |
|
|
|
|
756220 |
" |
|
|
|
|
756230 |
756231*-756234* |
|
|
|
|
756240 |
Все* |
|
|
|
756300 |
Все |
" |
|
|
|
756400 |
756410 |
756412, 756416 |
|
|
|
|
756430 |
756432, 756434, 756436, 756438 |
|
|
|
|
756440 |
756442, 756444, 756446 |
|
|
|
|
756460 |
756462, 756464, 756466 |
|
|
|
|
756470 |
Все* |
|
|
|
756500 |
756530 |
756532, 756534, 756536, 756538 |
|
|
|
|
756540 |
756542, 756544, 756546 |
|
|
|
|
756560 |
756562, 756566 |
|
|
|
756600 |
756610, 756620 |
Все* |
|
|
|
|
756640 |
756641*-756644* |
|
|
|
|
756650, 756670 |
Все* |
|
|
757000 |
757100 |
757110 |
757111, 757115 |
|
|
|
|
757120 |
757121, 757122 |
|
|
|
|
757130 |
757131, 757132, 757135 |
|
|
|
|
757140 |
757141*, 757143, 757145*, 757146* |
|
|
|
|
757150 |
757154, 757155, 757157 |
|
|
|
|
757160 |
757163, 757165, 757167, 757168 |
|
|
757200 |
757210 |
757215 | |
|
|
|
|
757220 |
757223, 757224, 757228* |
|
|
|
|
757230 |
757234, 757235 |
|
|
|
|
757240 |
757242-757247 |
|
|
|
|
757250 |
757354, 757256 |
|
|
|
|
757260 |
757262, 757263, 757266 |
|
|
|
|
757270 |
Все |
|
|
|
757300 |
757310 |
757312-757316 |
|
|
|
|
757320 |
757322, 757323 |
|
|
|
|
757330 |
757331, 757332*, 757333 |
|
|
|
|
757340 |
Все* |
|
|
|
|
757350 |
757353-757355 |
|
|
|
|
757370 |
Все |
|
|
|
757400 |
757410, 757420 |
Все |
|
|
|
|
757430 |
757432, 757434, 757438 |
|
|
|
|
757460 |
757467 |
|
|
|
|
757470 |
757473 |
|
|
|
|
757490 |
757491, 757492 |
|
|
|
757500 |
757530, 757400 |
Все |
|
|
|
|
757550 |
757551 |
|
|
|
|
757560 |
757561, 757564, 757565 |
|
|
|
757600 |
757620 |
757621, 757625-757628 |
|
|
|
|
757640-757690 |
Все |
|
|
|
757700 |
757710 |
757712, 757714 |
|
|
|
|
757720 |
757721*, 757728 |
|
|
|
|
757730 |
757731*, 757738 |
|
|
|
|
757740 |
757745*, 757746* |
|
|
|
|
757750 |
757751*, 757752 |
|
|
|
|
757760 |
757761, 757762*,757766* |
|
|
|
757800 |
757810 |
757811-757813, 757816-757818 |
|
|
|
|
757830 |
757831, 757832*-757835* |
|
|
|
|
757840 |
Все* |
|
|
|
|
757850 |
757852, 757853, 757855, 757856 |
|
|
758000 |
758400 |
758470 |
758471*, 758472*, 758473, 758474 |
|
|
|
758500 |
758550 |
Все |
|
|
|
|
758560 |
758561-758565 |
|
|
|
|
758570, 758580 |
Все |
|
|
|
758700 |
758710-758750 |
" |
|
|
|
|
758760 |
758761*, 758762, 758764*, 758765 |
|
|
|
|
758770-758780 |
Все |
|
|
|
758800 |
758810-758830 |
" |
|
|
|
|
758840 |
758841*, 758842, 758844*, 758845 |
|
|
|
|
758850 |
758851*, 758852, 758854*, 758855 |
|
|
|
|
758860 |
758861*, 758862, 758864*, 758865 |
|
76 |
761000 |
761100 |
761110 |
761111, 761113 |
|
|
|
|
761120 |
Все |
|
|
|
|
761130 |
761131, 761132 |
|
|
|
|
761140 |
761141-761144 |
|
|
|
|
761150 |
761151-761152 |
|
|
|
|
761160 |
761162-761165 |
|
|
|
|
761170, 761180 |
Все |
|
|
761400 |
761460 |
761463-761466 | |
|
|
|
761500 |
761520 |
761526 |
|
|
|
|
761530 |
Все |
|
|
|
761600 |
761610 |
761612, 761614 |
|
|
|
|
761620, 761630 |
Все |
|
|
|
|
761640 |
761641, 761644-761647 |
|
|
|
|
761650 |
Все |
|
|
|
|
761660 |
761663 |
|
|
|
|
761670 |
761671-761672 |
|
|
|
|
761680 |
761682-761684 |
|
|
|
761700 |
761730 |
761733, 761734* |
|
|
|
|
761740 |
761741, 761742 |
|
|
|
761800 |
761810 |
Все |
|
|
|
|
761820 |
761825 |
|
|
|
|
761830 |
761832-761836 |
|
|
|
|
761840 |
761842-761848 |
|
|
|
|
761850 |
761851-761854 |
|
|
|
|
761870 |
761877 |
|
|
|
|
761880, 761890 |
Все |
|
|
762000 |
762100 |
762110, 762120 |
" |
|
|
|
|
762150 |
762151-762153, 762154*, 762156 |
|
|
|
|
762160 |
762161-762164 |
|
|
|
762300 |
762320 |
762321-762324, 762326, 762327 |
|
|
|
|
762340 |
762346 |
|
|
|
|
762360 |
762363-762365, 762366 |
|
|
|
762400 |
762410 |
762411-762414, 762415*, 762416, 762417, 762418* |
|
|
|
|
762430 |
762432, 762433 |
|
|
|
|
762440 |
Все |
|
|
|
|
762450 |
762451*-762453*, 762454, 762455 |
|
|
763000 |
763100 |
Все |
Все* |
|
|
|
763300 |
" |
" |
|
|
|
763500 |
763510 |
763511, 763513*, 763515* |
|
|
|
|
763520 |
763521, 763523*, 763525* |
|
|
|
|
763540 |
763541, 763545 |
|
|
|
|
763550 |
763551, 763555 |
|
|
|
|
763560 |
763565 |
|
|
|
763600 |
763640 |
763643 |
|
|
|
|
763660 |
763661-763663, 763665, 763666 |
|
|
|
763700 |
763710 |
763711, 763712 |
|
|
|
|
763740 |
763741, 763742 |
|
|
764000 |
764100 |
764110 |
764111, 764113, 764116* |
|
|
|
|
764120 |
764124 |
|
|
|
|
764130 |
Все* |
|
|
|
|
764140 |
764141, 764142, 764146** |
|
|
|
|
764150 |
764151, 764153-764155 |
|
|
|
764200 |
764210 |
764213-764218 |
|
|
|
|
764220 |
764221, 764224*, 764225, 764226* |
|
|
|
|
764250 |
764251-764253, 764255, |
|
|
|
|
|
764258 |
|
|
|
|
764260 |
764261-764263, 764265, 764268 |
|
764270 |
764271-764273, 764275, 764278 | |||
|
|
|
764400 |
764410 |
764415, 764416 |
|
|
|
|
764420 |
Все |
|
|
|
|
764430 |
764431, 764434, 764437, 764438 |
|
|
765000 |
765100 |
765110 |
765112-765114 |
|
|
|
|
765130 |
765132, 765133, 765135 |
|
|
|
|
765140 |
765141 |
|
|
|
|
765150 |
765151 |
|
|
|
765200 |
765210 |
765211-765216 |
|
|
|
|
765220 |
765221-765224, 765226-765228 |
|
|
|
|
765240, 765250 |
Все |
|
|
|
765300 |
765310 |
765315-765318 |
|
|
|
|
765320 |
765321-765323 |
|
|
|
|
765330 |
765331*, 765334* |
|
|
|
|
765340 |
765341, 765344-765346 |
|
|
|
|
765350 |
765353-765355 |
|
|
|
|
765360 |
765361, 765363, 765366 |
|
|
|
765400 |
765440 |
Все |
|
|
|
|
765470 |
765471*, 765475 |
|
|
766000 |
766100 |
766140 |
Все |
|
|
|
766200 |
766290 |
" |
|
|
|
766300 |
766380 |
" |
|
|
|
766400 |
766410 |
766414, 766416 |
|
|
|
|
766420 |
766425 |
|
|
|
|
766430 |
766433, 766434, 766435 |
|
|
|
766500 |
766510 |
766511, 766512 |
|
|
|
|
766530, 766540 |
Все |
|
|
|
766600 |
766610 |
766611, 766612 |
|
|
|
|
766620-766660 |
Все |
Таблица 0.3
|
Основные признаки технологической классификации деталей |
Раздел | |||
|
|
0 | |||
|
Размерная характеристика |
Номер признака | |||
|
|
1 | |||
|
Классификатор ЕСКД. Коды классификационных группировок деталей | ||||
|
Класс |
Подкласс |
Группа |
Подгруппа |
Вид |
|
72 |
723000 |
723100 |
723110-723180 |
Все |
|
|
|
723400 |
Все |
" |
|
|
725000 |
725100, 725200 |
" |
" |
|
|
726000 |
726100 |
726130 |
726131 |
|
|
|
|
726140 |
726141 |
|
|
|
|
726170 |
726178 |
|
|
|
726200 |
726240 |
726244 |
|
|
|
726300 |
726310 |
Все |
|
|
|
|
726320 |
" |
|
|
|
|
726360 |
726362-726365 |
|
73 |
735000 |
735300, 735400 |
Все |
Все |
|
|
|
735500, 735600 |
" |
" |
|
74 |
745000 |
Все |
Все |
Все |
|
|
746000 |
746500 |
746510 |
746516, 746517 |
|
|
|
|
746520 |
746526, 746527 |
|
|
|
|
746540 |
746546, 746547 |
|
|
|
|
746550 |
746556, 746557 |
|
|
|
746600 |
746610 |
746615, 746616 |
|
|
|
|
746620 |
Все |
|
|
|
|
746630-746690 |
" |
|
|
|
746700 |
Все |
" |
|
|
747000 |
Все |
" |
" |
|
75 |
752000 |
752500 |
752510 |
752511-752512 |
|
|
|
|
752520 |
Все |
|
|
|
752600 |
752620, 752630 |
" |
|
|
|
|
752660, 752670 |
" |
|
|
753000 |
753500 |
Все |
" |
|
|
|
753600 |
753610, 753620 |
" |
|
|
|
|
753630 |
753631-753633 |
|
|
|
|
753640 |
753644 |
|
|
|
|
753650-753670 |
Все |
|
|
|
|
753680 |
753684-753686 |
|
|
754000 |
754200 |
754260 |
754261, 754262 |
|
|
|
754400 |
754410 |
754415 |
|
|
|
|
754460 |
754468*** |
|
|
755000 |
755700 |
755740 |
755741, 755747 |
|
|
757000 |
757100 |
757120 |
757125 |
|
|
|
|
757140 |
757147 |
|
|
|
|
757150 |
757151 |
|
|
|
757200 |
757260 |
757265 |
|
|
|
757400 |
757440 |
757442-757448 |
|
|
|
|
757450 |
757452-757454, 757456-757458 |
|
|
|
|
757460 |
757461-757466, 757468 |
|
|
|
|
757470 |
757474 |
|
|
|
|
757480 |
Все |
|
|
|
757600 |
757620 |
757622-757624 |
|
|
|
757700 |
757710 |
757711, 757713 |
|
|
|
|
757720 |
757723 |
|
|
|
|
757730 |
757733 |
|
|
|
|
757740 |
757741 |
|
|
|
|
757760 |
757765 |
|
|
|
757800 |
757820 |
Все |
|
|
758000 |
758400 |
758480 |
" |
|
76 |
761000 |
761600 |
761670 |
761673, 761674 |
|
|
|
|
761740 |
761744, 761745 |
|
|
|
762100 |
762150 |
762155 |
|
|
|
|
762320 |
762325 |
|
|
|
|
762340 |
762341-762345 |
|
|
|
|
762350 |
Все |
|
|
|
|
762360 |
762362, 762366 |
|
|
|
|
762380 |
Все |
|
|
|
762400 |
762420 |
" |
|
|
764000 |
764100 |
764110 |
764112, 764114, 764115 |
|
|
|
|
764120 |
764123, 764125, 764126*** |
|
|
|
|
764140 |
764143, 764144 764146 |
|
765000 |
765100 |
765110 |
765111 | |
|
|
|
|
765120 |
Все |
|
|
|
|
765130 |
765131 |
|
|
|
765200 |
765230 |
765231-765233 |
|
765300 |
765310 |
765313, 765314 | ||
|
|
|
|
765340 |
765342, 765343 |
|
|
|
|
765350 |
765351, 765352 |
|
|
|
|
765360 |
765364, 765365 |
|
|
766000 |
766500 |
766520 |
Все |
|
________________ | ||||
Таблица 0.1 предназначена для кодирования деталей, являющихся телами вращения (кроме изогнутых из листов, полос и лент), наружная поверхность которых образована вращением вокруг оси линии (прямой, кривой), каждая точка которой имеет постоянный радиус вращения, в том числе детали с элементами - не тела вращения любой длины, вписывающимися в окружность наибольшего диаметра детали.
К таким деталям относят, например: детали типа колец, дисков, стержней, шкивов, втулок, блоков, стаканов, колонок, штоков, валов, осей шпинделей и др., т.е. детали, расклассифицированные в классе 71;
детали с элементами зубчатого зацепления, втулки и кольца разрезные, кольца поршневые, цанги, сектора, сегменты, детали аэрогидродинамические (колеса рабочие насосов, турбин, компрессоров, вентиляторов, винты насосов, гребные, поршни, направляющие аппараты, направляющие и дозирующие топливо до подачи, газовой аппаратуры), корпусные, опорные, емкостные, детали подшипников, расклассифицированные в классе 72; детали из прутков и проволоки - прямые в классе 74 (746611, 746612), а также детали, являющиеся телами вращения, расклассифицированные в классах 75 и 76, например: ползуны, валы карданные, крышки и стойки арматуры, запорные органы, прокладки уплотнительные, платы печатные, линзы, электроды, болты, винты, фрезы, матрицы штампов, плашки, метчики, калибры и др.
У этих деталей кодируют: наибольший наружный диаметр  , длину
, длину  (размер по оси вращения детали), диаметр центрального отверстия
(размер по оси вращения детали), диаметр центрального отверстия  (рисунок 1).
(рисунок 1).
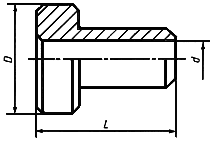
Рисунок 1
При кодировании некруглых зубчатых колес, радиальных кулачков, болтов и винтов с квадратной или шестигранной головкой, шестигранных и квадратных гаек, прутков и проволоки шестигранной, квадратной или любого некруглого сечения за размер - наибольший наружный диаметр принимают размер описанной окружности с центром, расположенным на оси детали (рисунок 2).
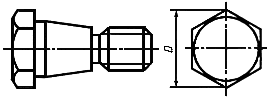
Рисунок 2
При кодировании деталей с неконцентричными наружными поверхностями вращения (рисунок 3а, б), коленчатых валов (рисунок 3в), деталей с элементами не тел вращения (рисунок 3г), а также деталей арматуры (рисунок 3д) и соединения трубопроводов (рисунок 3е) и при наличии нескольких обрабатываемых поверхностей за наибольший наружный диаметр принимают наибольшее двойное расстояние от крайней точки детали до наиболее удаленной оси обрабатываемой поверхности  .
.
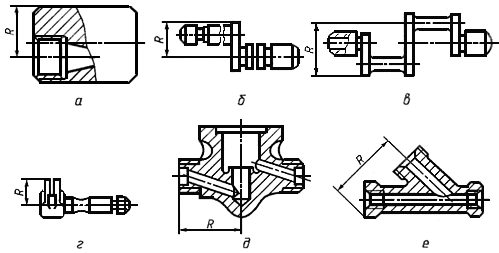
Рисунок 3
При кодировании центрального отверстия следует учитывать диаметр только круглых поверхностей (рисунок 4а, б) независимо от наличия в них шпоночных пазов или шлицев.
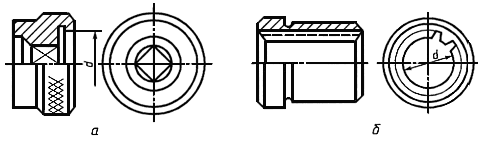
Рисунок 4
В ступенчатых центральных отверстиях кодируют диаметр ступени с наименьшим квалитетом (высшей точности), а при равной точности двух и более ступеней - отверстие большего диаметра (рисунок 5а). В конусном отверстии кодируют размер меньшего диаметра конуса (рисунок 5б). При наличии нецилиндрического отверстия любой формы кодируют диаметр вписанной окружности.
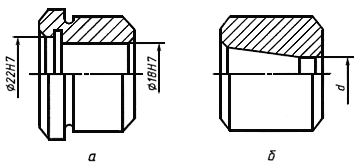
Рисунок 5
Таблица 0.2 предназначена для кодирования деталей, являющихся не телами вращения, кроме изогнутых из листов, полос и лент.
К таким деталям относят, например: детали корпусные, опорные, расклассифицированные в классе 73; плоскостные, рычажные, шатунные, кулисные, грузовые, тяговые, аэрогидродинамические, профильные - в классе 74, кроме изогнутых из прутков, проволоки и труб (746615, 746616, 746630, 746650, 746660-746680, 746695, 746696), кулачки накладные и копиры, рейки зубчатые, гайки ходовые, детали с элементами вращения, уплотнительные, отсчетные, пояснительные, маркировочные, защитные, платы печатные с прямолинейным и криволинейным контуром, не являющимся окружностью, детали оптические, электрорадиоэлектронные в классе 75, а также детали, расклассифицированные в классе 76 "Детали технологической оснастки, инструмента", являющиеся не телами вращения.
У этих деталей кодируют ширину  , длину
, длину  , высоту
, высоту  , при этом следует учитывать, что
, при этом следует учитывать, что  (рисунок 6).
(рисунок 6).
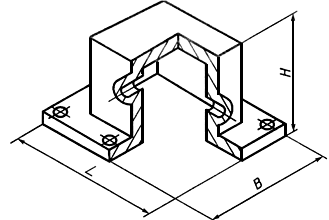
Рисунок 6
Таблица 0.3 предназначена для кодирования: деталей изогнутых из листов, полос и лент с замкнутым контуром в сечении - детали емкостные (725100, 725200, 735300-735600) и с незамкнутым контуром в сечении (745000); труб круглых, прямых (723100), труб фасонных, прямых (746620, 746640, 746691-746694) и изогнутых (746630, 746650-746680, 746695, 746696, 747000); деталей профильных, изогнутых из листов, некруглых прутков проволоки (746516, 746517, 746526, 746527, 746546, 746547, 746556, 746557, 746615, 746616; 746630, 746650, 746680, 746692, 746693); деталей, изогнутых из круглых прутков и проволоки (746700); пружин (753500, 753610-753630, 753644, 753650-753670), а также деталей, расклассифицированных в классе 76.
У деталей, изогнутых из листов, полос и лент:
с замкнутым контуром в сечении, являющихся телами вращения (725000 - детали емкостные), кодируют наибольший наружный диаметр , длину , толщину листа, полосы, ленты  (рисунок 7);
(рисунок 7);
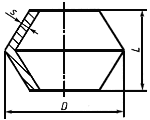
Рисунок 7
с замкнутым контуром в сечении, являющихся не телами вращения (735000 - детали емкостные), кодируют длину , ширину , толщину листа, полосы, ленты (рисунок 8 а, б, в);
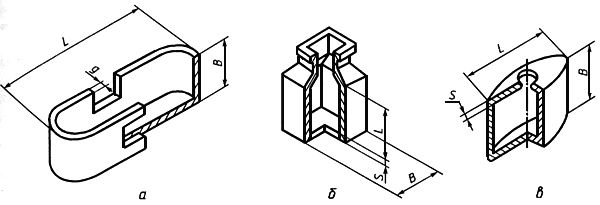
Рисунок 8
с незамкнутым контуром в сечении, являющихся не телами вращения (745000), кодируют длину , ширину , толщину листа, полосы, ленты (рисунок 9 а, б).
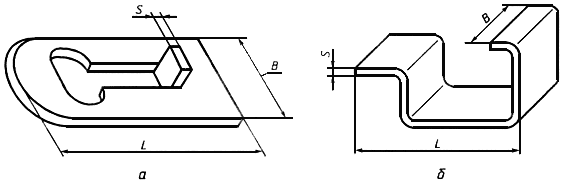
Рисунок 9
У труб кодируют наружный диаметр или ширину , длину , толщину стенки (рисунок 10).
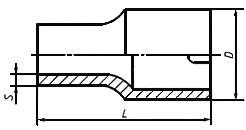
Рисунок 10
У деталей профильных, изогнутых из листов, кодируют ширину , длину , толщину листа (рисунок 11). При этом следует учитывать, что  (наибольшие по величине габаритные размеры детали).
(наибольшие по величине габаритные размеры детали).
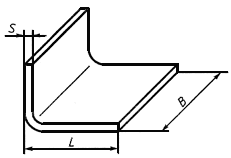
Рисунок 11
У деталей, изогнутых из круглых прутков и проволоки, кодируют ширину , длину , диаметр прутка, проволоки (рисунок 12).
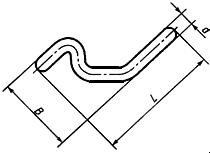
Рисунок 12
У пружин кодируют наибольший наружный диаметр , длину , диаметр проволоки  . При изготовлении пружины из проволоки квадратного сечения принимают равным стороне квадрата, а при изготовлении пружины из проволоки прямоугольного сечения - размер поперечного сечения в направлении изгиба (рисунок 13).
. При изготовлении пружины из проволоки квадратного сечения принимают равным стороне квадрата, а при изготовлении пружины из проволоки прямоугольного сечения - размер поперечного сечения в направлении изгиба (рисунок 13).
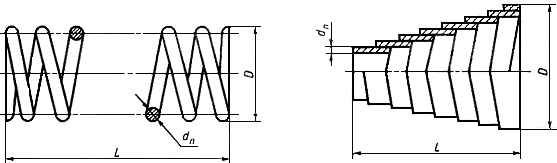
Рисунок 13
Группа материала
Детали по признаку "группа материала" кодируют двумя знаками по таблице 0.4 (4 и 5-й разряды технологического кода).
Таблица 0.4
|
Основные признаки технологической классификации деталей |
Раздел | ||||||
|
0 | |||||||
|
Группа материала |
Номер признака | ||||||
|
2 | |||||||
|
Классификатор ЕСКД. Коды классификационных группировок деталей | |||||||
|
Класс |
Подкласс |
Группа |
Подгруппа |
Вид | |||
|
71 |
Все |
Все |
Все |
Все | |||
|
72 |
" |
" |
" |
" | |||
|
73 |
" |
" |
" |
" | |||
|
74 |
" |
" |
" |
" | |||
|
75 |
" |
" |
" |
" | |||
|
76 |
" |
" |
" |
" | |||
|
| |||||||
|
Код |
Группа материала | ||||||
|
01 |
Стали углеродистые | ||||||
|
02 |
Стали углеродистые конструкционные с предельным содержанием углерода, % |
Св. 0,1 до 0,24 включ. | |||||
|
03 |
Св. 0,24 до 0,35 включ. | ||||||
|
04 |
Св. 0,35 | ||||||
|
08 |
Стали инструментальные углеродистые | ||||||
|
10 |
Стали легированные (кроме сталей с особыми физическими свойствами) | ||||||
|
11 |
Стали конструкционные |
низколегированные | |||||
|
12 |
Стали конструкционные |
легированные | |||||
|
18 |
Стали инструментальные |
легированные | |||||
|
19 |
быстрорежущие | ||||||
|
20 |
Стали и сплавы легированные с особыми физическими свойствами | ||||||
|
21 |
Высоколегированные стали и сплавы коррозионно-стойкие, жаростойкие, жаропрочные, кавитационно-стойкие, износостойкие, высокопрочные, сверхвысокопрочные, а также низко-, средне- и высоколегированные теплоустойчивые | ||||||
|
23 |
Сплавы с высоким электрическим сопротивлением | ||||||
|
25 |
Прецизионные сплавы с заданными свойствами упругости, с заданным температурным коэффициентом линейного расширения и сверхпроводящие прецизионные сплавы | ||||||
|
27 |
Стали и сплавы магнито-мягкие (электротехнические) и магнито-твердые | ||||||
|
30 |
Чугуны | ||||||
|
31 |
Чугуны |
серые |
простые | ||||
|
32 |
|
модифицированные | |||||
|
33 |
ковкие | ||||||
|
34 |
высокопрочные | ||||||
|
35 |
с особыми свойствами (кроме соответствующих кодам 31-34) | ||||||
|
40 |
Медь, алюминий и сплавы на их основе (сплавы на основе магния) | ||||||
|
41 |
Медь | ||||||
|
42 |
Сплавы на основе меди |
латунь | |||||
|
43 |
бронза | ||||||
|
44 |
медно-никелевые | ||||||
|
45 |
Алюминий | ||||||
|
46 |
Сплавы на основе алюминия | ||||||
|
48 |
Сплавы на основе магния | ||||||
|
50 |
Титан, хром, тугоплавкие металлы, цинк, свинец, олово и сплавы на их основе, благородные металлы и их сплавы; биметаллы | ||||||
|
51 |
Титан и сплавы на его основе | ||||||
|
52 |
Хром и сплавы на его основе | ||||||
|
53 |
Никель и сплавы на его основе | ||||||
|
54 |
Тугоплавкие металлы и сплавы на их основе | ||||||
|
56 |
Цинк и сплавы на его основе | ||||||
|
57 |
Свинец, олово и сплавы на их основе | ||||||
|
58 |
Благородные металлы и их сплавы | ||||||
|
59 |
Биметаллы | ||||||
|
60 |
Порошковые материалы | ||||||
|
61 |
Порошковые материалы |
конструкционные | |||||
|
62 |
инструментальные твердые сплавы | ||||||
|
70 |
Пластмассы, полимеры, синтетические смолы | ||||||
|
71 |
Синтетические смолы Пластмассы на основе синтетических смол и целлюлозы |
термопластичные |
без наполнителя | ||||
|
72 |
с порошковым или с волокнистым наполнителем или слоистые | ||||||
|
73 |
с газообразным наполнителем | ||||||
|
74 |
термореактивные |
без наполнителя | |||||
|
75 |
с порошковым наполнителем | ||||||
|
76 |
с волокнистым наполнителем | ||||||
|
77 |
слоистые | ||||||
|
78 |
с газообразным наполнителем | ||||||
|
80 |
Резина, древесина и материалы на ее основе, бумажные и текстильные материалы, кожа | ||||||
|
81 |
Резина |
мягкая | |||||
|
82 |
жесткая (эбонитовая) | ||||||
|
83 |
пористая | ||||||
|
85 |
Древесина и материалы на ее основе | ||||||
|
86 |
Бумажные материалы | ||||||
|
87 |
Текстильные материалы | ||||||
|
88 |
Кожа | ||||||
|
90 |
Асбест и материалы на его основе, силикатные, керамические, графит и углеграфитовые материалы, алмазы | ||||||
|
91 |
Асбест и материалы на его основе | ||||||
|
92 |
Силикатные материалы (стекло, ситалл, каменное стекло) | ||||||
|
93 |
Керамические материалы | ||||||
|
95 |
Графит и углеграфитовые материалы | ||||||
|
96 |
Алмазы | ||||||
|
97 |
Композиционные материалы | ||||||
Классификационные группировки охватывают материалы, имеющие широкое практическое применение в машино- и приборостроении.
В связи с тем, что при решении определенных производственных задач информация о детали может быть различной, в таблице 0.4 кодами 01, 10, 20, 30 и т.д. обозначены укрупненные группировки материалов, а внутри них группы материалов указаны более дифференцированно.
Для удобства кодирования деталей по этому признаку в приложении приведен перечень наименований и марок материалов, номеров стандартов на материалы и коды, соответствующие кодам, указанным в таблице 0.4.
Вид детали по технологическому методу изготовления
Детали по признаку "вид детали по технологическому методу изготовления" кодируют по таблице 0.5 (6-й разряд технологического кода).
Таблица 0.5
|
Основные признаки технологической классификации деталей |
Раздел | |||
|
|
0 | |||
|
Вид детали по технологическому методу изготовления |
Номер признака | |||
|
|
3 | |||
|
Классификатор ЕСКД. Коды классификационных группировок деталей | ||||
|
Класс |
Подкласс |
Группа |
Подгруппа |
Вид |
|
71 |
Все |
Все |
Все |
Все |
|
72 |
" |
" |
" |
" |
|
73 |
" |
" |
" |
" |
|
74 |
" |
" |
" |
" |
|
75 |
" |
" |
" |
" |
|
76 |
" |
" |
" |
" |
|
| ||||
|
Код |
Вид детали по технологическому методу изготовления | |||
|
|
Деталь: | |||
|
1 |
изготовляемая литьем | |||
|
2 |
изготовляемая ковкой и объемной штамповкой | |||
|
3 |
изготовляемая листовой штамповкой | |||
|
4 |
обрабатываемая резанием | |||
|
5 |
термически обрабатываемая | |||
|
6 |
изготовляемая формообразованием из полимерных материалов и резины | |||
|
7 |
с покрытием | |||
|
8 |
обрабатываемая электрофизикохимически | |||
|
9 |
изготовляемая порошковой металлургией | |||
В таблицу 0.5 включены наименования видов деталей по наиболее распространенным технологическим методам изготовления, применяемым в промышленности, с соответствующим кодовым обозначением.
Рассматриваемый признак является связующим звеном между основными признаками технологической классификации и признаками технологической классификации деталей, применительно к определенному технологическому методу в соответствии с технологическим процессом изготовления.
1 Технологическая классификация деталей, изготовляемых литьем
В технологической классификации деталей, изготовляемых литьем, приняты следующие признаки:
вид исходной заготовки;
квалитет;
параметр шероховатости;
характеристика технологических требований;
характеристика термической обработки;
характеристика массы.
Структура и длина кодового обозначения признаков классификации:
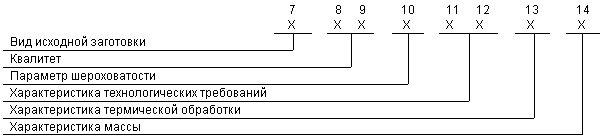
Таблица 1.1
|
Технологическая классификация деталей, изготовляемых литьем |
Раздел | |||
|
1 | ||||
|
Классификатор ЕСКД. Коды классификационных группировок деталей | ||||
|
Класс |
Подкласс |
Группа |
Подгруппа |
Вид |
|
71 |
711000-716000 |
Все |
Все |
Все |
|
72 |
721000-726000 |
Все (кроме 723400, 725100, 725200) |
Все (кроме 723180, 723190, 723410) |
" |
|
73 |
731000-735000 |
Все (кроме 735300-735500) |
Все |
" |
|
74 |
741000-744000 |
" |
" |
" |
|
75 |
751000-753000 |
" |
" |
" |
|
76 |
761000-766000 |
Все (кроме 761700) |
" |
" |
Вид исходной заготовки
Детали по признаку "вид исходной заготовки" кодируют одним знаком по таблице 1.2 (7-й разряд технологического кода).
Таблица 1.2
|
Технологическая классификация деталей, изготовляемых литьем |
Раздел | |
|
1 | ||
|
Вид исходной заготовки |
Номер признака | |
|
1 | ||
|
Код |
Вид исходной заготовки | |
|
1 |
Шихта | |
|
2 |
Слиток готового сплава | |
Квалитет
Детали по признаку "квалитет" кодируют двумя знаками по таблице 1.3 (8 и 9-й разряды технологического кода).
Таблица 1.3
|
Технологическая классификация деталей, изготовляемых литьем |
Раздел | |
|
|
1 | |
|
Квалитет |
Номер признака | |
|
|
2 | |
|
Код |
Квалитет | |
|
1 |
17, 16, 15, 14 | |
|
2 |
13, 12 | |
|
3 |
11, 10, 9 | |
|
4 |
8, 7, 6, 5 | |
|
5 |
4, 3, 2 | |
|
6 |
1, 0, 01 | |
Первым и вторым знаками кодируют детали по квалитету с наименьшим полем допуска размеров наружных и внутренних поверхностей.
При определении квалитета с наименьшим полем допуска размеров внутренних поверхностей у деталей - тел вращения учитывают только центральное отверстие.
Детали со специальными полями допусков кодируют после сопоставления допусков, заданных в чертеже, с основными отклонениями и допусками по соответствующему стандарту.
Классификационные группировки в кодировочной таблице даны в порядке возрастания точности.
Параметр шероховатости
Детали по признаку "параметр шероховатости" кодируют одним знаком по таблице 1.4 (10-й разряд технологического кода). Кодируют наружные поверхности по наименьшему значению параметра шероховатости. Числовые значения параметров  и
и  приведены в кодировочной таблице.
приведены в кодировочной таблице.
Таблица 1.4
|
Технологическая классификация деталей, изготовляемых литьем |
Раздел | ||||||||||
|
1 | |||||||||||
|
Параметр шероховатости |
Номер признака | ||||||||||
|
3 | |||||||||||
|
Код |
Параметр шероховатости, мкм | ||||||||||
|
|
| ||||||||||
|
1 |
Св. |
80 |
Св. |
320 |
|||||||
|
2 |
" |
10 |
до |
80 |
включ. |
" |
40 |
до |
320 |
включ. | |
|
3 |
" |
2,5 |
" |
10 |
" |
" |
10 |
" |
40 |
" | |
|
4 |
" |
0,32 |
" |
2,5 |
" |
" |
1,6 |
" |
10 |
" | |
|
5 |
" |
0,02 |
" |
0,32 |
" |
" |
0,1 |
" |
1,6 |
" | |
|
6 |
" |
0,008 |
" |
0,02 |
" |
" |
0,032 |
" |
0,1 |
" | |
Характеристика технологических требований
Детали по признаку "характеристика технологических требований" кодируют двумя знаками по таблицам 1.5 и 1.6 (11 и 12-й разряды технологического кода).
Таблица 1.5
|
Технологическая классификация деталей, изготовляемых литьем |
Раздел | ||||||
|
1 | |||||||
|
Характеристика технологических требований |
Номер признака | ||||||
|
4 | |||||||
|
Код |
Характеристика технологических требований | ||||||
|
Минимальная толщина стенки, мм | |||||||
|
1 |
До |
0,8 |
включ. |
||||
|
2 |
Св. |
0,8 |
до |
1,6 |
" |
||
|
3 |
" |
1,6 |
" |
2,5 |
" |
||
|
4 |
" |
2,5 |
" |
5 |
" |
||
|
5 |
" |
5 |
" |
10 |
" |
||
|
6 |
" |
10 |
" |
16 |
" |
||
|
7 |
" |
16 |
" |
25 |
" |
||
|
8 |
" |
25 |
" |
40 |
" |
||
|
9 |
" |
40 |
" |
63 |
" |
||
|
А |
" |
63 |
|||||
Таблица 1.6
|
Технологическая классификация деталей, изготовляемых литьем |
Раздел | ||||||
|
|
1 | ||||||
|
Характеристика технологических требований |
Номер признака | ||||||
|
|
4 | ||||||
|
Код |
Параметры требований | ||||||
|
|
Химический состав |
Механическое свойство |
Конструк- |
Структура материала |
Герметичность |
Коррозионная стойкость | |
|
1 |
Определяют содержание основных компонентов и примесей |
Определяют твердость |
Не определяют |
Не определяют |
Не определяют |
Не определяют | |
|
2 |
То же |
Определяют твердость, предел прочности, относительное удлинение и др. при нормальных условиях |
То же |
То же |
То же |
То же | |
|
3 |
" |
То же |
" |
Определяют рентгеноконтролем |
" |
Определяют в неагрессивных средах | |
|
4 |
" |
" |
Определяют гидроиспыта- |
Определяют гидроконтролем, цветной дефектоскопией, металлографическими исследованиями и др. |
Определяют пневмоиспытаниями до 10,1 МПа |
То же | |
|
5 |
Определяют содержание основных компонентов и примесей |
Определяют твердость, предел прочности, относительное удлинение и др. при условиях, отличных от нормальных |
Определяют гидроиспы- |
Определяют гидроконтролем, цветной дефектоскопией, металлографическими исследованиями и др. |
Определяют пневмоиспытаниями св. 10,1 МПа |
Определяют в агрессивных средах | |
Первым знаком кодируют минимальную толщину стенки детали, вторым - требования, предъявляемые к детали и существенно влияющие на выбор технологического процесса литья. Требования, перечисленные в таблице 1.5, указаны на чертеже детали или в технических условиях (ТУ).
Кодом 0 обозначают детали, у которых не определяют химический состав и другие параметры, предусмотренные таблицей 1.6.
Детали, к которым предъявляют требования по химическому составу, механическим свойствам и т.д., обозначают кодом 1 и выше.
Требования к деталям расположены в кодировочной таблице по мере их возрастания сверху вниз и по горизонтали слева направо. Кодирование производят по наивысшему требованию из указанных на чертеже детали или в технических условиях.
Характеристика термической обработки
Детали по признаку "характеристика термической обработки" кодируют одним знаком по таблице 1.7 (13-й разряд технологического кода).
Таблица 1.7
|
Технологическая классификация деталей, изготовляемых литьем |
Раздел | |
|
|
1 | |
|
Характеристика термической обработки |
Номер признака | |
|
|
5 | |
|
Код |
Характеристика термической обработки | |
|
1 |
Искусственное старение без предварительной закалки | |
|
2 |
Отжиг | |
|
3 |
Нормализация | |
|
4 |
Закалка | |
|
5 |
Закалка и старение | |
|
6 |
Закалка и отпуск | |
|
7 |
Отжиг, закалка и отпуск | |
Детали кодируют по наличию или отсутствию операций термической обработки в общем технологическом процессе их изготовления. Кодом 0 обозначают детали, не подвергающиеся термической обработке.
Характеристика массы
Детали по признаку "характеристика массы" кодируют одним знаком по таблице 1.8 (14-й разряд технологического кода).
Таблица 1.8
|
Технологическая классификация деталей, изготовляемых литьем |
Раздел | ||||||
|
1 | |||||||
|
Характеристика массы |
Номер признака | ||||||
|
|
6 | ||||||
|
Код |
Масса, кг | ||||||
|
1 |
До |
0,003 |
включ. |
||||
|
2 |
Св. |
0,003 |
до |
0,006 |
" |
||
|
3 |
" |
0,006 |
" |
0,012 |
" |
||
|
4 |
" |
0,012 |
" |
0,025 |
" |
||
|
5 |
" |
0,25 |
" |
0,05 |
" |
||
|
6 |
" |
0,05 |
" |
0,1 |
" |
||
|
7 |
" |
0,1 |
" |
0,2 |
" |
||
|
8 |
" |
0,2 |
" |
0,5 |
" |
||
|
9 |
" |
0,5 |
" |
1,0 |
" |
||
|
А |
" |
1,0 |
" |
1,6 |
" |
||
|
Б |
" |
1,6 |
" |
2,5 |
" |
||
|
В |
" |
2,5 |
" |
4,0 |
" |
||
|
Г |
" |
4 |
" |
10 |
" |
||
|
Д |
" |
10 |
" |
16 |
" |
||
|
Е |
" |
16 |
" |
25 |
" |
||
|
Ж |
" |
25 |
" |
40 |
" |
||
|
И |
" |
40 |
" |
63 |
" |
||
|
К |
" |
63 |
" |
100 |
" |
||
|
Л |
" |
100 |
" |
160 |
" |
||
|
М |
" |
160 |
" |
250 |
" |
||
|
Н |
" |
250 |
" |
400 |
" |
||
|
П |
" |
400 |
" |
630 |
" |
||
|
Р |
" |
630 |
" |
1000 |
" |
||
|
С |
" |
1000 |
" |
1600 |
" |
||
|
Т |
" |
1600 |
" |
2500 |
" |
||
|
У |
" |
2500 |
" |
5000 |
" |
||
|
Ф |
" |
5000 |
" |
10000 |
" |
||
|
Ц |
" |
10000 |
" |
20000 |
" |
||
|
Ш |
" |
20000 |
|||||
Классификационные группировки даны в порядке возрастания массы деталей.
2 Технологическая классификация деталей, изготовляемых ковкой и объемной штамповкой
В технологической классификации деталей, изготовляемых ковкой и объемной штамповкой, приняты следующие признаки:
вид исходной заготовки;
квалитет;
параметр шероховатости;
характеристика технологических требований;
характеристика термической обработки;
характеристика массы.
Структура и длина кодового обозначения признаков классификации:
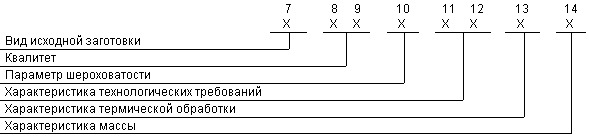
Таблица 2.1
|
Технологическая классификация деталей, изготовляемых ковкой и объемной штамповкой |
Раздел | |||
|
2 | ||||
|
Классификатор ЕСКД. Коды классификационных группировок деталей | ||||
|
Класс |
Подкласс |
Группа |
Подгруппа |
Вид |
|
71 |
Все |
Все |
Все |
Все |
|
72 |
721000-724000 |
" |
" |
" |
|
|
|
725100-725300 |
Все |
" |
|
|
726000 |
Все |
" |
" |
|
73 |
731000 |
" |
" |
" |
|
|
735000 |
" |
Все (кроме 735230) |
" |
|
74 |
741000-744000 |
" |
Все |
" |
|
75 |
751000-753000 |
" |
" |
" |
|
76 |
761000-766000 |
" |
" |
" |
Вид исходной заготовки
Детали по признаку "вид исходной заготовки" кодируют одним знаком по таблице 2.2 (7-й разряд технологического кода).
Таблица 2.2
|
Технологическая классификация деталей, |
Раздел | |
|
|
2 | |
|
Вид исходной заготовки |
Номер признака | |
|
|
1 | |
|
Код |
Вид исходной заготовки | |
|
1 |
Отливка | |
|
2 |
Заготовка, полученная методом давления | |
|
3 |
Пруток (круглый, шестигранный, квадратный) | |
|
4 |
Лист, плита, полоса, лента | |
|
5 |
Труба (постоянного, переменного сечения) | |
|
6 |
Фасонный и специальный профиль | |
Квалитет
Детали по признаку "квалитет" кодируют двумя знаками по таблице 2.3 (8 и 9-й разряды технологического кода). Первым и вторым знаками кодируют детали по квалитету с наименьшим полем допуска размеров наружных и внутренних поверхностей соответственно:
при определении квалитета с наименьшим полем допуска размеров наружных поверхностей у деталей - тел вращения не учитывают точность резьбовых поверхностей, наименьшего диаметра зубьев и шлицев, пазов и выступов, которые не являются поверхностями вращения;
при определении квалитета с наименьшим полем допуска размеров внутренних поверхностей у деталей - тел вращения учитывают только квалитет центрального отверстия.
Таблица 2.3
|
Технологическая классификация деталей, изготовляемых ковкой и объемной штамповкой |
Раздел | |
|
|
2 | |
|
Квалитет |
Номер признака | |
|
|
2 | |
|
Код |
Квалитет | |
|
1 |
17, 16, 15, 14 | |
|
2 |
13, 12 | |
|
3 |
11, 10, 9 | |
|
4 |
8, 7, 6, 5 | |
|
5 |
4, 3, 2 | |
|
6 |
1, 0, 01 | |
Классификационные группировки в кодировочной таблице даны в порядке возрастания точности.
Детали со специальными полями допусков кодируют после сопоставления допусков, заданных в чертеже, с основными отклонениями и допусками по соответствующему стандарту.
Параметр шероховатости
Детали по признаку "параметр шероховатости" кодируют одним знаком по таблице 2.4 (10-й разряд технологического кода).
Таблица 2.4
|
Технологическая классификация деталей, |
Раздел | |||||||||||
|
2 | ||||||||||||
|
Параметр шероховатости |
Номер признака | |||||||||||
|
3 | ||||||||||||
|
Код |
Параметр шероховатости, мкм | |||||||||||
|
|
| |||||||||||
|
1 |
Св. |
80 |
Св. |
320 |
||||||||
|
2 |
" |
10 |
до |
80 |
включ. |
" |
40 |
до |
320 |
включ. |
||
|
3 |
" |
2,5 |
" |
10 |
" |
" |
10 |
" |
40 |
" |
||
|
4 |
" |
0,32 |
" |
2,5 |
" |
" |
1,6 |
" |
10 |
" |
||
|
5 |
" |
0,02 |
" |
0,32 |
" |
" |
0,1 |
" |
1,6 |
" |
||
|
6 |
" |
0,008 |
" |
0,02 |
" |
" |
0,032 |
" |
0,1 |
" |
||
Кодируют наружные поверхности по наименьшему значению параметра шероховатости.
Числовые значения параметров и приведены в кодировочной таблице.
Характеристика технологических требований
Детали по признаку "характеристика технологических требований" кодируют двумя знаками по таблицам 2.5 и 2.6 (11 и 12-й разряды технологического кода).
Таблица 2.5
|
Технологическая классификация деталей, |
Раздел | |
|
2 | ||
|
Характеристика технологических требований |
Номер признака | |
|
4 | ||
|
Код |
Относительный размерный параметр | |
|
1 |
| |
|
2 |
| |
|
3 |
| |
|
4 |
| |
|
5 |
| |
|
6 |
| |





Таблица 2.6
|
Технологическая классификация деталей, |
Раздел | ||||||
|
2 | |||||||
|
Характеристика технологических требований |
Номер признака | ||||||
|
4 | |||||||
|
Код |
Параметры требований | ||||||
|
|
Химический состав |
Механическое свойство |
Конструк- |
Структура материала |
Герметичность |
Коррозионная стойкость | |
|
1 |
Определяют содержание основных компонентов |
Определяют твердость |
Не определяют |
Не определяют |
Не определяют |
Не определяют | |
|
2 |
Определяют содержание основных компонентов и примесей |
Определяют твердость, предел прочности, относительное удлинение и др. при нормальных условиях |
То же |
То же |
То же |
То же | |
|
3 |
То же |
То же |
" |
Определяют рентгеноконтролем |
" |
Определяют в неагрессивных средах | |
|
4 |
" |
" |
Определяют гидроиспы- |
Определяют гидроконтролем, цветной дефектоскопией, металлографическими исследованиями и др. |
Определяют пневмоиспытаниями до 10,1 МПа |
То же | |
|
5 |
" |
Определяют твердость, предел прочности, относительное удлинение и др. при условиях, отличных от нормальных |
Определяют гидроиспы- |
То же |
Определяют пневмоиспытаниями св. 10,1 МПа |
Определяют в агрессивных средах | |
Первым знаком кодируют относительный размерный параметр: кодом 0 - детали, не имеющие ребер, кодами 1, 2, 3 - детали - тела вращения, для которых характерными размерами являются толщина ребра и высота ребра  (рисунок 14).
(рисунок 14).
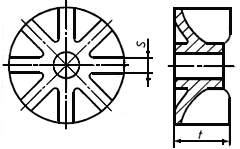
Рисунок 14
Кодами 4, 5, 6 обозначают детали, кроме тел вращения, для которых характерными размерами являются ширина горизонтального ребра  и его толщина
и его толщина (рисунок 15). Величины , , , берут по их среднему значению.
(рисунок 15). Величины , , , берут по их среднему значению.
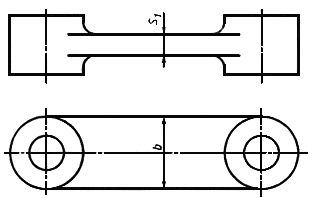
Рисунок 15
Вторым знаком кодируют технологические требования, предъявляемые к детали и влияющие на процесс ковки и объемной штамповки. Требования, перечисленные в таблице, указаны на чертеже детали или в технических требованиях и нормативах.
Кодом 0 обозначают детали, у которых не определяют параметры, предусмотренные таблицей 2.6.
Требования к деталям расположены в таблице по мере их возрастания сверху вниз и по горизонтали слева направо. Кодирование производят по наивысшему требованию из указанных на чертеже детали или в технических требованиях.
Характеристика термический обработки
Детали по признаку "характеристика термической обработки" кодируют одним знаком по таблице 2.7 (13-й разряд технологического кода). Детали кодируют по наличию или отсутствию операций термической обработки в общем технологическом процессе их изготовления.
Таблица 2.7
|
Технологическая классификация деталей, |
Раздел | |
|
2 | ||
|
Характеристика термической обработки |
Номер признака | |
|
1 | ||
|
Код |
Вид термической обработки | |
|
1 |
Искусственное старение без предварительной закалки | |
|
2 |
Отжиг | |
|
3 |
Нормализация | |
|
4 |
Закалка | |
|
5 |
Закалка и старение | |
|
6 |
Закалка и отпуск | |
|
7 |
Отжиг, закалка и отпуск | |
Кодом 0 обозначают детали, не подвергающиеся термической обработке.
Характеристика массы
Детали по признаку "характеристика массы" кодируют одним знаком по таблице 2.8 (14-й разряд технологического кода). Классификационные группировки даны в порядке возрастания массы деталей.
Таблица 2.8
|
Технологическая классификация деталей, |
Раздел | ||||||
|
2 | |||||||
|
Характеристика массы |
Номер признака | ||||||
|
6 | |||||||
|
Код |
Масса, кг | ||||||
|
1 |
До |
0,003 |
включ. |
||||
|
2 |
Св. |
0,003 |
до |
0,006 |
" |
||
|
3 |
" |
0,006 |
" |
0,012 |
" |
||
|
4 |
" |
0,012 |
" |
0,025 |
" |
||
|
5 |
" |
0,025 |
" |
0,05 |
" |
||
|
6 |
" |
0,05 |
" |
0,1 |
" |
||
|
7 |
" |
0,1 |
" |
0,2 |
" |
||
|
8 |
" |
0,2 |
" |
0,5 |
" |
||
|
9 |
" |
0,5 |
" |
1,0 |
" |
||
|
А |
" |
1,0 |
" |
1,6 |
" |
||
|
Б |
" |
1,6 |
" |
2,5 |
" |
||
|
В |
" |
2,5 |
" |
4,0 |
" |
||
|
Г |
" |
4,0 |
" |
10 |
" |
||
|
Д |
" |
10 |
" |
16 |
" |
||
|
Е |
" |
16 |
" |
25 |
" |
||
|
Ж |
" |
25 |
" |
40 |
" |
||
|
И |
" |
40 |
" |
63 |
" |
||
|
К |
" |
63 |
" |
100 |
" |
||
|
Л |
" |
100 |
" |
160 |
" |
||
|
М |
" |
160 |
" |
250 |
" |
||
|
Н |
" |
250 |
" |
400 |
" |
||
|
П |
" |
400 |
" |
630 |
" |
||
|
Р |
" |
630 |
" |
1000 |
" |
||
|
С |
" |
1000 |
" |
1600 |
" |
||
|
Т |
" |
1600 |
" |
2500 |
" |
||
|
У |
" |
2500 |
" |
5000 |
" |
||
|
Ф |
" |
5000 |
" |
10000 |
" |
||
|
Ц |
" |
10000 |
" |
20000 |
" |
||
|
Ш |
" |
20000 |
" |
" |
|||
3 Технологическая классификация деталей, изготовляемых листовой штамповкой
В технологической классификации деталей, изготовляемых листовой штамповкой, приняты следующие признаки;
вид исходной заготовки;
квалитет;
параметр шероховатости;
характеристика технологических требований;
вид дополнительной обработки;
характеристика массы.
Структура и длина кодового обозначения признаков классификации:

Таблица 3.1
|
Технологическая классификация деталей, изготовляемых листовой штамповкой |
Раздел | |||
|
3 | ||||
|
Классификатор ЕСКД. Коды классификационных группировок деталей | ||||
|
Класс |
Подкласс |
Группа |
Подгруппа |
Вид |
|
72 |
725000 |
725100 |
Все |
Все |
|
|
|
725200 |
" |
" |
|
73 |
735000 |
735300 |
735310-735390 |
" |
|
|
|
735400 |
735410-735440 |
" |
|
|
|
735500 |
735510-735540; 735590 |
" |
|
|
|
735600 |
735610-735640 |
" |
|
74 |
745000 |
745100 |
745110-745160 |
" |
|
|
|
745200 |
745210-745270 |
" |
|
|
|
745300 |
745310-745390 |
" |
|
|
|
745400 |
745410-745480 |
" |
|
|
|
745500 |
745510-745580 |
" |
|
|
|
745600 |
745610-745660 |
" |
|
|
|
746500 |
746510-746550 |
" |
|
75 |
752000 |
752600 |
752610-752690 |
" |
|
|
753000 |
753600 |
753640, 753660, 753680 |
" |
|
|
754000 |
754200 |
754210 |
754211 |
|
|
|
|
|
754221 |
|
|
|
|
|
754223 |
|
|
|
|
754240 |
754244 |
|
|
|
|
754260 |
754262 |
|
|
|
754300 |
754310-754350, 754370-754380 |
Все |
|
|
|
754400 |
754410-754420 |
754411-754413, 754421-754423 |
|
|
|
754500 |
754520 |
Все |
Вид исходной заготовки
Детали по признаку "вид исходной заготовки" кодируют одним знаком по таблице 3.2 (7-й разряд технологического кода).
Таблица 3.2
|
Технологическая классификация деталей, изготовляемых листовой штамповкой |
Раздел | |
|
|
3 | |
|
Вид исходной заготовки |
Номер признака | |
|
|
1 | |
|
Код |
Вид исходной заготовки | |
|
1 |
Фольга, лента, лист | |
|
2 |
Полоса, плита, планка, косынка, прокладка, рамка | |
|
3 |
Профиль, труба | |
|
4 |
Круглая дисковая и кольцевая, тонкая ( | |
|
5 |
Круглая дисковая и кольцевая, толстая ( | |
|
6 |
Цилиндрическая | |
|
7 |
Пленка, ткань техническая | |
 )
) ), пруток
), пруток
Квалитет
Детали по признаку "квалитет" кодируют двумя знаками по таблице 3.3 (8 и 9-й разряды технологического кода).
Таблица 3.3
|
Технологическая классификация деталей, изготовляемых листовой штамповкой |
Раздел | |
|
|
3 | |
|
Квалитет |
Номер признака | |
|
|
2 | |
|
Код |
Квалитет | |
|
1 |
17, 16, 15, 14 | |
|
2 |
13, 12 | |
|
3 |
11, 10, 9 | |
|
4 |
8, 7, 6, 5 | |
|
5 |
4, 3, 2 | |
|
6 |
1, 0, 01 | |
Первым и вторым знаками кодируют детали по квалитету с наименьшим полем допуска размеров наружных и внутренних поверхностей.
При определении квалитета с наименьшим полем допуска размеров внутренних поверхностей у деталей - тел вращения учитывают только центральное отверстие.
Детали со специальными полями допусков кодируют после сопоставления допусков, заданных в чертеже, с основными отклонениями и допусками по соответствующему стандарту.
Классификационные группировки в кодировочной таблице даны в порядке возрастания точности.
Параметр шероховатости
Детали по признаку "параметр шероховатости" кодируют одним знаком по таблице 3.4 (10-й разряд технологического кода). Кодируют наружные поверхности по наименьшему значению параметра шероховатости. Числовые значения параметров и приведены в кодировочной таблице.
Таблица 3.4
|
Технологическая классификация деталей, |
Раздел | |||||||||||
|
3 | ||||||||||||
|
Параметр шероховатости |
Номер признака | |||||||||||
|
3 | ||||||||||||
|
Код |
Параметр шероховатости, мкм | |||||||||||
|
|
| |||||||||||
|
1 |
Св. |
80,000 |
Св. |
320,000 |
||||||||
|
2 |
" |
10,00 |
до |
80,000 |
включ. |
" |
40,000 |
до |
320,0 |
включ. |
||
|
3 |
" |
2,500 |
" |
10,000 |
" |
" |
10,000 |
" |
40,0 |
" |
||
|
4 |
" |
0,320 |
" |
2,500 |
" |
" |
1,600 |
" |
10,0 |
" |
||
|
5 |
" |
0,020 |
" |
0,320 |
" |
" |
0,100 |
" |
1,6 |
" |
||
|
6 |
" |
0,008 |
" |
0,020 |
" |
" |
0,032 |
" |
0,1 |
" |
||
Характеристика технологических требований
Детали по признаку "характеристика технологических требований" кодируют двумя знаками по таблице 3.5 (11 и 12-й разряды технологического кода).
Таблица 3.5
|
Технологическая классификация деталей, |
Раздел | ||||||
|
3 | |||||||
|
Характеристика технологических требований |
Номер признака | ||||||
|
4 | |||||||
|
Код |
|
|
|
Код |
Коли- |
|
|
|
0 |
- |
- |
- |
0 |
- |
- |
- |
|
1 |
+ |
1 |
+ |
||||
|
2 |
- |
+ |
|
2 |
- |
+ |
|
|
3 |
+ |
3 |
+ |
||||
|
4 |
- |
- |
+ |
4 |
- |
- |
+ |
|
5 |
+ |
5 |
+ |
|
|||
|
6 |
- |
+ |
6 |
- |
+ |
||
|
7 |
+ |
7 |
+ |
||||






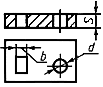


Первым знаком кодируют детали, у которых наименьшая высота отогнутой полки  меньше суммы радиуса гибки и трех толщин детали (
меньше суммы радиуса гибки и трех толщин детали ( ), где
), где  - радиус, - толщина детали, допуск
- радиус, - толщина детали, допуск  на размер между центрами отверстий
на размер между центрами отверстий  меньше ±0,1 мм (
меньше ±0,1 мм ( 0,1); отверстие расположено близко к линии гибки; наименьшее расстояние от края отверстия до отогнутой полки
0,1); отверстие расположено близко к линии гибки; наименьшее расстояние от края отверстия до отогнутой полки  меньше радиуса изгиба и двух толщин детали (
меньше радиуса изгиба и двух толщин детали ( ). Код детали назначают в зависимости от наличия этих элементов и их сочетаний.
). Код детали назначают в зависимости от наличия этих элементов и их сочетаний.
Вторым знаком кодируют детали, у которых количество отверстий более 10, диаметр или ширина отверстий меньше толщины детали ( или
или  ) и которые изготовляют методами фотопечати, офсетной печати или шелкографии.
) и которые изготовляют методами фотопечати, офсетной печати или шелкографии.
Вид дополнительной обработки
Детали по признаку "вид дополнительной обработки" кодируют по таблице 3.6 (13-й разряд технологического кода). Код детали назначают в зависимости от наличия видов дополнительной обработки и их сочетаний. Отсутствие всех видов дополнительной обработки обозначают знаком "-" (код 0), наличие всех видов обработки - знаком "+" (код 7), а различные сочетания всех видов обработки кодируют цифрами от 1 до 7.
Таблица 3.6
|
Технологическая классификация деталей, |
Раздел | |||
|
3 | ||||
|
Вид дополнительной обработки |
Номер признака | |||
|
5 | ||||
|
Код |
Вид дополнительной обработки | |||
|
Термическая |
Сварка, пайка |
Покрытие | ||
|
0 |
- |
- |
- | |
|
1 |
+ |
|
||
|
2 |
- |
+ |
||
|
3 |
+ |
|||
|
4 |
- |
- |
+ | |
|
5 |
+ |
|
||
|
6 |
- |
+ |
||
|
7 |
+ |
|||
Характеристика массы
Детали по признаку "характеристика массы" кодируют одним знаком по таблице 3.7 (14-й разряд технологического кода).
Таблица 3.7
|
Технологическая классификация деталей, изготовляемых листовой штамповкой |
Раздел | ||||||
|
|
3 | ||||||
|
Характеристика массы |
Номер признака | ||||||
|
|
6 | ||||||
|
Код |
Масса, кг | ||||||
|
1 |
До |
0,003 |
включ. |
||||
|
2 |
Св. |
0,003 |
до |
0,006 |
" |
||
|
3 |
" |
0,006 |
" |
0,012 |
" |
||
|
4 |
" |
0,012 |
" |
0,025 |
" |
||
|
5 |
" |
0,025 |
" |
0,050 |
" |
||
|
6 |
" |
0,050 |
" |
0,100 |
" |
||
|
7 |
" |
0,100 |
" |
0,200 |
" |
||
|
8 |
" |
0,200 |
" |
0,500 |
" |
||
|
9 |
" |
0,500 |
" |
1,000 |
" |
||
|
А |
" |
1,000 |
" |
1,600 |
" |
||
|
Б |
" |
1,600 |
" |
2,500 |
" |
||
|
В |
" |
2,500 |
" |
4,000 |
" |
||
|
Г |
" |
4,000 |
" |
10,000 |
" |
||
|
Д |
" |
10,000 |
" |
16,000 |
" |
||
|
Е |
" |
16,000 |
" |
25,000 |
" |
||
|
Ж |
" |
25 |
" |
40 |
" |
||
|
И |
" |
40 |
" |
63 |
" |
||
|
К |
" |
63 |
" |
100 |
" |
||
|
Л |
" |
100 |
" |
160 |
" |
||
|
М |
" |
160 |
" |
250 |
" |
||
|
Н |
" |
250 |
" |
400 |
" |
||
|
П |
" |
400 |
" |
630 |
" |
||
|
Р |
" |
630 |
" |
1000 |
" |
||
|
С |
" |
1000 |
" |
1600 |
" |
||
|
Т |
" |
1600 |
" |
2500 |
" |
||
|
У |
" |
2500 |
" |
5000 |
" |
||
|
Ф |
" |
5000 |
" |
10000 |
" |
||
|
Ц |
" |
10000 |
" |
20000 |
" |
||
|
Ш |
" |
20000 |
|||||
Классификационные группировки даны в порядке возрастания массы деталей.
4 Технологическая классификация деталей, обрабатываемых резанием
Приняты следующие признаки технологической классификации деталей, обрабатываемых резанием:
вид исходной заготовки;
квалитет;
параметр шероховатости или отклонения формы и расположения поверхностей;
степень точности;
вид дополнительной обработки;
характеристика массы.
Структура и длина кодового обозначения признаков классификации:
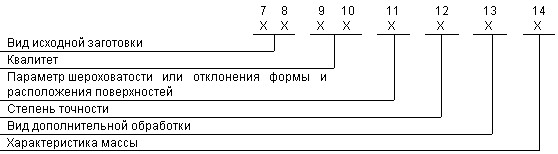
Таблица 4.1
|
Технологическая классификация деталей, обрабатываемых резанием |
Раздел | |||
|
4 | ||||
|
Классификатор ЕСКД. Коды классификационных группировок деталей | ||||
|
Класс |
Подкласс |
Группа |
Подгруппа |
Вид |
|
71 |
Все |
Все |
Все |
Все |
|
72 |
" |
" |
" |
" |
|
73 |
" |
" |
" |
" |
|
74 |
" |
" |
" |
" |
|
75 |
" |
Все (кроме 754700, 754800) |
" |
" |
|
76 |
" |
Все |
" |
" |
Вид исходной заготовки
Детали по признаку "вид исходной заготовки" кодируют двумя знаками по таблице 4.2 (7 и 8-й разряды технологического кода).
Таблица 4.2
|
Технологическая классификация деталей, обрабатываемых резанием |
Раздел | ||||
|
4 | |||||
|
Вид исходной заготовки |
Номер признака | ||||
|
1 | |||||
|
Код |
Вид заготовки | ||||
|
10 |
Заготовка, полученная литьем | ||||
|
11 |
Литье |
в песчаную форму | |||
|
12 |
в форму из жидких самотвердеющих смесей | ||||
|
13 |
в песчаную форму, изготовленную под высоким удельным давлением | ||||
|
14 |
в металлическую форму | ||||
|
15 |
полученное центробежным методом | ||||
|
16 |
в оболочковую форму | ||||
|
17 |
по выплавляемым моделям | ||||
|
18 |
штамповкой жидкого металла | ||||
|
19 |
под давлением | ||||
|
20 |
Заготовка, полученная обработкой детали давлением | ||||
|
21 |
Ковка |
на молоте | |||
|
22 |
на прессе | ||||
|
23 |
радиальным обжатием | ||||
|
24 |
Штамповка |
объемная |
некалиброванная | ||
|
25 |
калиброванная | ||||
|
26 |
листовая | ||||
|
28 |
Прессованная штучная заготовка | ||||
|
29 |
Заготовка, полученная специальными методами давления (взрывом, в вакууме и др.) | ||||
|
30 |
Пруток, проволока | ||||
|
31 |
Пруток |
круглый |
некалиброванный | ||
|
32 |
калиброванный | ||||
|
33 |
шестигранный и квадратный |
некалиброванный | |||
|
34 |
калиброванный | ||||
|
35 |
Проволока |
круглая | |||
|
36 |
фасонная | ||||
|
40 |
Лист, плита, полоса, лента | ||||
|
41 |
Лист, плита |
гладкие | |||
|
42 |
волнистые, рифленые, просечно-вытяжные и др. | ||||
|
43 |
Полоса, лента |
прямоугольные | |||
|
44 |
фасонные | ||||
|
50 |
Труба | ||||
|
51 |
Труба |
постоянного сечения |
круглая |
некалиброванная | |
|
52 |
калиброванная | ||||
|
53 |
прямоугольная | ||||
|
54 |
плавниковая, ребристая | ||||
|
55 |
кроме круглой и прямоугольной | ||||
|
56 |
кроме плавниковой и ребристой | ||||
|
57 |
переменного сечения | ||||
|
60 |
Фасонный и специальный профиль | ||||
|
61 |
Фасонный профиль: угловой, швеллерный, тавровый, зетовый, рельсовый | ||||
|
65 |
Специальный профиль |
постоянный | |||
|
66 |
периодический |
круглого поперечного сечения | |||
|
67 |
некруглого поперечного сечения | ||||
В таблице кодами 10, 20, 30, 40, 50 и 60 обозначены укрупненные группировки видов заготовок, а они, в свою очередь, подразделяются на более мелкие, в основном, уточняющие метод получения заготовки.
Квалитет
Детали по признаку "квалитет" кодируют двумя знаками по таблице 4.3 (9 и 10-й разряды технологического кода).
Таблица 4.3
|
Технологическая классификация деталей, изготовляемых резанием |
Раздел | |
|
4 | ||
|
Квалитет |
Номер признака | |
|
|
2 | |
|
Код |
Квалитет | |
|
1 |
17, 16, 15, 14 | |
|
2 |
13, 12 | |
|
3 |
11, 10, 9 | |
|
4 |
8, 7, 6, 5 | |
|
5 |
4, 3, 2 | |
|
6 |
1, 0, 01 | |
В 9-ом разряде кодируют точность размеров наружной поверхности детали, в 10-ом разряде - точность размеров внутренней поверхности детали. В обоих случаях кодирование производят по квалитету с наименьшим полем допуска.
Классификационные группировки даны в порядке возрастания точности (чем выше код, тем точнее размеры детали и ниже номер квалитета).
Кодом 0 обозначают детали, поверхности которых не подвергают обработке резанием; детали, не имеющие внутренних поверхностей; детали, у которых наружная или внутренняя поверхности являются только резьбовыми. Детали со специальными полями допусков кодируют после сопоставления допусков, заданных в чертеже, с основными отклонениями и допусками по соответствующему стандарту.
При определении наименьшего квалитета размеров наружных поверхностей у деталей - тел вращения не учитывают квалитеты: резьбовых поверхностей, наименьшего диаметра зубьев и шлицев, пазов и выступов, которые не являются поверхностями вращения.
При кодировании наименьшего квалитета размеров внутренних поверхностей деталей - тел вращения учитывают только точность центрального отверстия.
Параметр шероховатости или отклонения формы и расположения поверхностей
Анализ номенклатуры деталей показывает степень важности того или иного признака для решения определенных производственных задач. Поэтому в каждом конкретном случае для одних деталей кодирование может проводиться по признаку "параметр шероховатости", для других - по признаку "отклонения формы и расположения поверхностей".
Детали по признаку "параметр шероховатости" кодируют одним знаком по таблице 4.4 (11-й разряд технологического кода).
Таблица 4.4
|
Технологическая классификация деталей, обрабатываемых резанием |
Раздел | |||||||||||
|
4 | ||||||||||||
|
Параметр шероховатости |
Номер признака | |||||||||||
|
3 | ||||||||||||
|
Код |
Параметр шероховатости, мкм | |||||||||||
|
|
| |||||||||||
|
1 |
Св. |
80 |
Св. |
80 |
||||||||
|
2 |
" |
10 |
до |
80 |
включ. |
" |
40 |
до |
320 |
включ. |
||
|
3 |
" |
2,5 |
" |
10 |
" |
" |
10 |
" |
40 |
" |
||
|
4 |
" |
0,32 |
" |
2,5 |
" |
" |
1,6 |
" |
10 |
" |
||
|
5 |
" |
0,02 |
" |
0,32 |
" |
" |
0,1 |
" |
1,6 |
" |
||
|
6 |
" |
0,008 |
" |
0,02 |
" |
" |
0,032 |
" |
0,1 |
" |
||
Кодируют наружные поверхности по наименьшему значению параметра шероховатости. Внутренние поверхности не кодируют. При отсутствии в чертеже требований по параметру шероховатости проставляют код 0.
Детали по признаку "отклонения формы и расположения поверхностей" кодируют по таблице 4.5 (11-й разряд технологического кода).
Таблица 4.5
|
Технологическая классификация деталей, обрабатываемых резанием |
Раздел | |||
|
4 | ||||
|
Отклонения формы и расположения поверхностей |
Номер признака | |||
|
3 | ||||
|
Код |
Отклонения | |||
|
плоскостности и прямолинейности |
цилиндричности, круглости и профиля продольного сечения |
параллельности, перпендикулярности, наклона, торцевого биения и полного торцевого биения |
соосности, симметричности | |
|
0 |
- |
- |
- |
- |
|
1 |
+ |
|||
|
2 |
- |
+ |
||
|
3 |
+ |
|||
|
4 |
- |
- |
+ |
|
|
5 |
+ |
|
||
|
6 |
- |
+ |
||
|
7 |
+ |
|||
|
8 |
- |
- |
- |
+ |
|
9 |
+ |
|||
|
А |
- |
+ |
||
|
Б |
+ |
|||
|
В |
- |
- |
+ |
|
|
Г |
+ |
|
||
|
Д |
- |
+ |
||
|
Е |
+ |
|||
Соответствующий код устанавливают по наличию одного или нескольких требований в чертеже детали на отклонения формы и расположения поверхностей. При отсутствии этих требований проставляют код 0. Наличие того или иного требования в таблице обозначается знаком "+", отсутствие - знаком "-".
Степень точности
Степень точности устанавливают на допуски формы и расположения поверхностей. Детали по признаку "степень точности" кодируют по таблице 4.6 (12-й разряд технологического кода). Таблица составлена в порядке возрастания точности, чем больше код, тем меньше допуск на форму и расположения поверхностей и меньше номер степени точности.
Таблица 4.6
|
Технологическая классификация деталей, обрабатываемых резанием |
Раздел | |
|
4 | ||
|
Степень точности |
Номер признака | |
|
|
4 | |
|
Код |
Степень точности на допуски формы и расположения поверхностей | |
|
1 |
Св. 16 | |
|
2 |
16; 15; 14; 13 | |
|
3 |
12; 11; 10; 9 | |
|
4 |
8; 7; 6 | |
|
5 |
5; 4; 3; 2; 1 | |
|
6 |
До 1 | |
При наличии одного или нескольких требований с различной степенью точности (меньшим допуском) кодируют наименьшую степень точности.
При отсутствии требований в чертеже по данному признаку проставляют код 0.
Вид дополнительной обработки
Детали по признаку "вид дополнительной обработки" кодируют по таблице 4.7 (13-й разряд технологического кода).
Таблица 4.7
|
Технологическая классификация деталей, обрабатываемых резанием |
Раздел | |||
|
4 | ||||
|
Вид дополнительной обработки |
Номер признака | |||
|
5 | ||||
|
Код |
Термическая обработка |
Покрытие | ||
|
0 |
Без термической обработки |
Без покрытия | ||
|
1 |
С покрытием | |||
|
2 |
С термической обработкой до или между операциями обработки резанием |
HRC |
до 38 |
Без покрытия |
|
3 |
С покрытием | |||
|
4 |
38...52 |
Без покрытия | ||
|
5 |
С покрытием | |||
|
6 |
св. 52 |
Без покрытия | ||
|
7 |
С покрытием | |||
|
8 |
С термической обработкой после обработки резанием |
Без покрытия | ||
|
9 |
С покрытием | |||
Детали кодируют по наличию или отсутствию операций термической обработки, расположению этой обработки в маршруте изготовления детали и величине твердости, получаемой после термической обработки, а также по наличию или отсутствию металлических и неметаллических покрытий.
Характеристика массы
Детали по признаку "характеристика массы" кодируют одним знаком по таблице 4.8 (14-й разряд технологического кода).
Таблица 4.8
|
Технологическая классификация деталей, обрабатываемых резанием |
Раздел | ||||||
|
2 | |||||||
|
Характеристика массы |
Номер признака | ||||||
|
|
6 | ||||||
|
Код |
Масса, кг | ||||||
|
1 |
До |
0,003 |
включ. |
||||
|
2 |
Св. |
0,003 |
до |
0,006 |
" |
||
|
3 |
" |
0,006 |
" |
0,012 |
" |
||
|
4 |
" |
0,012 |
" |
0,025 |
" |
||
|
5 |
" |
0,025 |
" |
0,05 |
" |
||
|
6 |
" |
0,05 |
" |
0,1 |
" |
||
|
7 |
" |
0,1 |
" |
0,2 |
" |
||
|
8 |
" |
0,2 |
" |
0,5 |
" |
||
|
9 |
" |
0,5 |
" |
1,0 |
" |
||
|
А |
" |
1,0 |
" |
1,6 |
" |
||
|
Б |
" |
1,6 |
" |
2,5 |
" |
||
|
В |
" |
2,5 |
" |
4,0 |
" |
||
|
Г |
" |
4 |
" |
10 |
" |
||
|
Д |
" |
10 |
" |
16 |
" |
||
|
Е |
" |
16 |
" |
25 |
" |
||
|
Ж |
" |
25 |
" |
40 |
" |
||
|
И |
" |
40 |
" |
63 |
" |
||
|
К |
" |
63 |
" |
100 |
" |
||
|
Л |
" |
100 |
" |
160 |
" |
||
|
М |
" |
160 |
" |
250 |
" |
||
|
Н |
" |
250 |
" |
400 |
" |
||
|
П |
" |
400 |
" |
630 |
" |
||
|
Р |
" |
630 |
" |
1000 |
" |
||
|
С |
" |
1000 |
" |
1600 |
" |
||
|
Т |
" |
1600 |
" |
2500 |
" |
||
|
У |
" |
2500 |
" |
5000 |
" |
||
|
Ф |
" |
5000 |
" |
10000 |
" |
||
|
Ц |
" |
10000 |
" |
20000 |
" |
||
|
Ш |
" |
20000 |
|||||
Классификационные группировки даны в порядке возрастания массы деталей.
5 Технологическая классификация деталей, термически обрабатываемых
Для термически обрабатываемых деталей приняты следующие признаки технологической классификации:
вид исходной заготовки;
уточненная группа материала;
характеристика технологических требований;
характеристика толщины;
характеристика массы.
Структура и длина кодового обозначения признаков классификации:
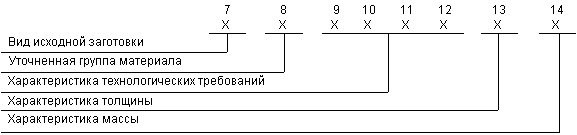
Таблица 5.1
|
Технологическая классификация деталей, термически обрабатываемых |
Раздел | |||
|
5 | ||||
|
Классификатор ЕСКД. Коды классификационных группировок деталей | ||||
|
Класс |
Подкласс |
Группа |
Подгруппа |
Вид |
|
71 |
Все |
Все |
Все |
Все |
|
72 |
" |
" |
" |
" |
|
73 |
" |
" |
" |
" |
|
74 |
" |
" |
" |
" |
|
75 |
" |
" |
" |
" |
|
76 |
" |
" |
" |
" |
Вид исходной заготовки
Детали по признаку "вид исходной заготовки" кодируют одним знаком по таблице 5.2 (7-й разряд технологического кода).
Таблица 5.2
|
Технологическая классификация деталей, термически обрабатываемых |
Раздел | ||
|
5 | |||
|
Вид исходной заготовки |
Номер признака | ||
|
1 | |||
|
Код |
Вид исходной заготовки | ||
|
0 |
Без уточнения вида заготовки | ||
|
1 |
Отливки |
Предварительно термически необработанные | |
|
2 |
Предварительно термически обработанные | ||
|
3 |
Прокат |
Предварительно термически необработанный | |
|
4 |
Предварительно термически обработанный | ||
|
5 |
Поковки и штамповки |
Предварительно термически необработанные | |
|
6 |
Предварительно термически обработанные | ||
|
7 |
Прессованные заготовки из порошковых материалов | ||
|
8 |
Заготовки из волокнистых материалов | ||
|
9 |
Заготовки, характеризующиеся группой материала | ||
Классификационная группировка "Заготовки, характеризующиеся материалом" - код 9 определяет группу деталей, вид исходной заготовки которых применительно к процессам термической обработки полностью характеризуется самим материалом, например, газонаполненные пластмассы, керамические материалы.
Уточненная группа материала
Детали по признаку "Уточненная группа материала" кодируют одним знаком по таблице 5.3 (8-й разряд технологического кода). Этот признак является развитием основного признака технологической классификации деталей "Группа материала". Код уточненной группировки материала назначают в пределах классификационной группировки основного признака. Например, для марганцовистой стали код 7 по таблице 5.3 в пределах кода 11 - стали конструкционные низколегированные, для стали теплоустойчивой перлитного класса код 7 по таблице 5.3, но в пределах кода 21 - высоколегированные стали и сплавы коррозионно-стойкие, жаростойкие, жаропрочные и пр.
Таблица 5.3
|
Технологическая классификация деталей, термически обрабатываемых |
Раздел | |||||
|
5 | ||||||
|
Уточненная группа материала |
Номер признака | |||||
|
2 | ||||||
|
Код |
Код по таблице 0.4 |
Уточненная группа материала | ||||
|
0 |
Все |
Без уточнения | ||||
|
1 |
01, 02 |
С предельным содержанием марганца до 0,85% включ. | ||||
|
2 |
03, 04, 08 |
С предельным содержанием марганца св. 0,85% | ||||
|
1 |
11 |
Кремнемарганцовистая, кремнемарганцовистая с медью | ||||
|
2 |
11 |
Хромокремнемарганцевая | ||||
|
3 |
Хромокремнемарганцовоникелевая, хромокремнемарганцовоникелевая с медью | |||||
|
4 |
Хромокремненикелевая с медью | |||||
|
5 |
Хромомарганцовая | |||||
|
6 |
Хромомарганцовоникелевая с медью | |||||
|
7 |
Марганцовистая | |||||
|
8 |
Марганцовоникелевая с медью | |||||
|
9 |
Хромоникелефосфористая с медью | |||||
|
1 |
12 |
Хромистая | ||||
|
2 |
Марганцовистая | |||||
|
3 |
Кремнистая | |||||
|
4 |
Кремнемарганцевая, хромомарганцевая, хромокремнемарганцевая | |||||
|
5 |
Хромокремнистая, кремнехромистая, хромокремневанадиевая | |||||
|
6 |
Хромованадиевая, хромомарганцовованадиевая, хромомолибденовая, хромовольфрамовая, вальфрамокремнистая | |||||
|
7 |
Хромоникелевая, хромомарганцовоникелевая, хромокремненикелевая, никель-молибденовая, никель-кремнистая | |||||
|
8 |
Хромоникельвольфрамовая, хромоникельмолибденовая (также с ванадием) | |||||
|
9 |
Хромоалюминиевая (также с вольфрамом, молибденом и ванадием) | |||||
|
1 |
18 |
С предельным содержанием углерода, % |
до 0,5 включ. |
при среднем содержании хрома в % |
до 2 включ. | |
|
2 |
св. 2 до 4 включ. | |||||
|
3 |
св. 4 | |||||
|
4 |
св. 0,5 до 0,9 включ. |
до 2 включ. | ||||
|
5 |
св. 2 до 4 включ. | |||||
|
6 |
св. 4 | |||||
|
7 |
св. 0,9 |
до 2 включ. | ||||
|
8 |
св. 2 до 4 включ. | |||||
|
9 |
св. 4 | |||||
|
1 |
19 |
При среднем содержании вольфрама, % |
до 10 включ. | |||
|
2 |
св. 10 до 14 включ. | |||||
|
3 |
св. 14 | |||||
|
1 |
21 |
Мартенситный класс |
мартенсито-стареющие высокопрочные | |||
|
2 |
прочие | |||||
|
3 |
Мартенсито-ферритный класс | |||||
|
4 |
Ферритный класс | |||||
|
5 |
Аустенито-мартенситный класс | |||||
|
6 |
Аустенито-ферритный класс | |||||
|
7 |
21 |
Аустенитный класс |
износостойкие высоколегированные марганцем | |||
|
8 |
|
прочие | ||||
|
9 |
|
Перлитный класс, теплоустойчивые | ||||
|
1 |
23 |
Прецизионные сплавы |
железохромоалюминиевые | |||
|
2 |
|
Медно-никелевые сплавы |
железохромоникелевые (нихромы) | |||
|
3 |
|
манганин | ||||
|
4 |
|
константан | ||||
|
1 |
25 |
С заданными упругими свойствами |
на железохромоникелевой основе | |||
|
2 |
|
на кобальтохромоникелевой основе | ||||
|
3 |
|
никелебериллиевые (также с молибденом) | ||||
|
5 |
|
С аномальным тепловым расширением |
железоникелевые | |||
|
6 |
|
железоникелевые с присадками меди | ||||
|
7 |
|
железокобальтоникелевые | ||||
|
8 |
|
железокобальтоникелевые с присадками меди и титана | ||||
|
9 |
|
железохромистые с присадками молибдена, ванадия, титана | ||||
|
1 |
27 |
Низкоуглеродистая электротехническая сталь | ||||
|
2 |
Сплавы железоникелевые при среднем содержании никеля до 50% | |||||
|
3 |
Сплавы железоникелевые при среднем содержании никеля св. 50% | |||||
|
4 |
Сплавы железокобальтовые | |||||
|
5 |
Сплавы железоалюминиевые | |||||
|
6 |
Сплавы железокремнеалюминиевые | |||||
|
7 |
Сплавы железохромистые | |||||
|
1 |
35 |
Износостойкие | ||||
|
2 |
Антифрикционные | |||||
|
3 |
Жаростойкие | |||||
|
4 |
Коррозионно-стойкие | |||||
|
5 |
Жаропрочные | |||||
|
6 |
Немагнитные | |||||
|
1 |
42 |
Специальная |
ЛАНКМ | |||
|
2 |
прочие | |||||
|
3 |
Простая |
с предельным содержанием меди, % |
св. 80 | |||
|
4 |
до 80 | |||||
|
1 |
43 |
Оловянная | ||||
|
2 |
Безоловянная |
алюминиевая | ||||
|
3 |
алюминиевожелезная, алюминиевомарганцевая, алюминиевожелезомарганцевая | |||||
|
4 |
алюминиевожелезоникелевая, хромистая | |||||
|
5 |
бериллиевая | |||||
|
6 |
кремнистомарганцевая | |||||
|
7 |
марганцевая, кремнистоникелевая | |||||
|
1 |
46 |
Деформируемые |
термически не упрочняемые | |||
|
2 |
термически упрочняемые | |||||
|
3 |
Литейные | |||||
|
1 |
48 |
Деформируемые | ||||
|
2 |
Литейные | |||||
|
1 |
51 |
Титан | ||||
|
2 |
Сплавы на основе титана | |||||
|
1 |
52 |
Хром | ||||
|
2 |
Сплавы на основе хрома | |||||
|
1 |
53 |
Никель | ||||
|
2 |
Сплавы на основе никеля |
никель марганцевый со средним содержанием марганца 2,5%, хромель, алюмель | ||||
|
3 |
никель марганцевый со средним содержанием марганца св. 2,5%, монель, копель | |||||
|
4 |
мельхиор, нейзильбер | |||||
|
1 |
54 |
Сплавы на основе |
вольфрама | |||
|
2 |
молибдена | |||||
|
3 |
ниобия | |||||
|
4 |
тантала | |||||
|
5 |
циркония | |||||
|
1 |
56 |
Цинк | ||||
|
2 |
Сплавы на основе цинка | |||||
|
1 |
57 |
Свинец | ||||
|
2 |
Олово | |||||
|
3 |
Баббиты оловянные и свинцовые | |||||
|
4 |
Баббиты свинцово-кальциевые | |||||
|
5 |
Припои | |||||
|
6 |
Легкоплавкие сплавы свинца и олова с другими элементами | |||||
|
1 |
58 |
Золото и сплавы на его основе | ||||
|
2 |
Серебро и сплавы на его основе | |||||
|
3 |
|
Платина и сплавы на ее основе | ||||
|
4 |
Палладий и сплавы на его основе | |||||
|
5 |
Иридий и сплавы на его основе | |||||
|
6 |
Родий и сплавы на его основе | |||||
|
7 |
Осмий и сплавы на его основе | |||||
|
8 |
Рутений и сплавы на его основе | |||||
|
1 |
59 |
Из черных металлов | ||||
|
2 |
Из цветных металлов | |||||
|
3 |
Из черных и цветных металлов | |||||
|
1 |
93 |
Фарфор | ||||
|
2 |
Фаянс | |||||
 75-2-2,5-0,5-0,5
75-2-2,5-0,5-0,5
Группы материалов, для которых не приведены классификационные группировки в таблице 5.3, кодируют 0.
Структура и длина кодового обозначения признаков классификации:

Этот признак является определяющим при выделении типовых представителей деталей с целью разработки типовых и групповых технологических процессов термической обработки. Классификационные группировки в таблицах в основном даны в последовательности повышения сложности или трудоемкости процессов термической обработки деталей.
При несовпадении требований по твердости для различных частей детали кодируют большую ее величину. Требования по твердости после поверхностной термической и химико-термической обработки не кодируют, так как в большинстве случаев эта твердость определяется материалом детали.
Характеристика технологических требований
Детали по признаку "характеристика технологических требований" кодируют четырехзначным кодом по таблицам 5.4-5.6 (9-12-й разряды технологического кода).
Таблица 5.4
|
Технологическая классификация деталей, термически обрабатываемых |
Раздел | |||
|
5 | ||||
|
Характеристика технологических требований |
Номер признака | |||
|
3 | ||||
|
Код |
Объемная термическая обработка | |||
|
0 |
Без объемной термической обработки | |||
|
1 |
Твердость или соответствующие механические свойства |
НВ |
До 149 | |
|
2 |
Св. 149 до 255 включ. | |||
|
3 |
HRC |
Св. 24 (255) до 34 (332) включ. | ||
|
4 |
|
|
" 34 (332) " 48 (477) " | |
|
5 |
|
|
" 48 (477) | |
|
6 |
Снятие напряжений | |||
|
7 |
Стабилизация свойств и размеров | |||
|
8 |
Формирование структуры | |||
|
9 |
Получение специальных свойств | |||
Таблица 5.5
|
Технологическая классификация деталей, термически обрабатываемых |
Раздел | ||
|
5 | |||
|
Характеристика технологических требований |
Номер признака | ||
|
3 | |||
|
Код |
Поверхностная термическая обработка с глубиной термически обрабатываемого слоя, мм | ||
|
0 |
Без поверхностной термической обработки | ||
|
1 |
По наружным поверхностям |
до 2,0 включ. | |
|
2 |
|
св. 2,0 " 5,5 " | |
|
3 |
|
" 5,5 " 10,0 " | |
|
4 |
|
" 10,0 | |
|
5 |
По внутренним поверхностям |
до 2,0 включ. | |
|
6 |
|
св. 2,0 " 5,5 " | |
|
7 |
|
" 5,5 | |
|
8 |
По наружным и внутренним поверхностям |
до 2,0 включ. | |
|
9 |
|
св. 2,0 | |
Таблица 5.6
|
Технологическая классификация деталей, термически обрабатываемых |
Раздел | |||||||
|
5 | ||||||||
|
Характеристика технологических требований |
Номер признака | |||||||
|
3 | ||||||||
|
Код |
Химико-термическая и деформационно-термическая обработка | |||||||
|
00 |
Без химико-термической и деформационно-термической обработки | |||||||
|
01 |
Науглероживание на глубину слоя, мм |
до |
0,4 |
включ. |
||||
|
02 |
|
св. |
0,4 |
" |
0,6 |
" |
||
|
03 |
|
" |
0,6 |
" |
0,9 |
" |
||
|
04 |
|
" |
0,9 |
" |
1,2 |
" |
||
|
05 |
|
" |
1,2 |
" |
1,6 |
" |
||
|
06 |
|
" |
1,6 |
" |
2,1 |
" |
||
|
07 |
|
" |
2,1 |
" |
2,7 |
" |
||
|
08 |
|
" |
2,7 |
|||||
|
10 |
Азотирование |
Антикоррозионное | ||||||
|
11 |
||||||||
|
12 |
Твердостное на глубину слоя, мм |
до |
0,2 |
включ. |
||||
|
13 |
|
|
св. |
0,2 |
" |
0,3 |
" |
|
|
14 |
|
|
" |
0,3 |
" |
0,4 |
" |
|
|
15 |
|
|
" |
0,4 |
" |
0,5 |
" |
|
|
16 |
|
|
" |
0,5 |
" |
0,6 |
" |
|
|
|
|
|
" |
0,6 |
||||
|
18 |
Углеродоазотирование | |||||||
|
20 |
Азотонауглероживание на глубину слоя, мм |
до |
0,4 |
включ. |
||||
|
21 |
св. |
0,4 |
" |
0,6 |
" |
|||
|
22 |
" |
0,6 |
" |
0,9 |
" |
|||
|
23 |
" |
0,9 |
" |
1,2 |
" |
|||
|
24 |
" |
1,2 |
||||||
|
25 |
Сульфидирование | |||||||
|
26 |
Сероуглеродоазотирование | |||||||
|
27 |
Обезуглероживание | |||||||
|
28 |
Обезводороживание | |||||||
|
30 |
Борирование | |||||||
|
31 |
Алитирование | |||||||
|
32 |
Силицирование | |||||||
|
33 |
Хромирование | |||||||
|
34 |
Цинкование | |||||||
|
35 |
Титанирование | |||||||
|
36 |
Хромоалитирование | |||||||
|
37 |
Хромосилицирование | |||||||
|
38 |
Диффузионное меднение | |||||||
|
40 |
Насыщение кислородом | |||||||
|
41 |
Внутреннее окисление | |||||||
|
42 |
Обескислороживание | |||||||
|
45 |
Комплексное удаление примесей | |||||||
|
50 |
Термомеханическая обработка | |||||||
|
51 |
Механико-термическая обработка | |||||||
Характеристика толщины
Детали по признаку "характеристика толщины" кодируют одним знаком по таблице 5.7 (13-й разряд технологического кода).
Таблица 5.7
|
Технологическая классификация деталей, термически обрабатываемых |
Раздел | ||||||
|
|
5 | ||||||
|
Характеристика толщины |
Номер признака | ||||||
|
|
4 | ||||||
|
Код |
Толщина в месте максимального сечения, мм | ||||||
|
1 |
До |
6 |
включ. |
||||
|
2 |
Св. |
6 |
до |
12 |
" |
||
|
3 |
" |
12 |
" |
25 |
" |
||
|
4 |
" |
25 |
" |
50 |
" |
||
|
5 |
" |
50 |
" |
100 |
" |
||
|
6 |
" |
100 |
" |
200 |
" |
||
|
7 |
" |
200 |
" |
400 |
" |
||
|
8 |
" |
400 |
" |
800 |
" |
||
|
9 |
" |
800 |
|||||
В качестве характеристики толщины термически обрабатываемой детали принята ее толщина в месте максимального сечения. Этот признак, как правило, определяет скорость прогрева, время выдержки и скорость охлаждения детали.
Характеристика массы
Детали по признаку "характеристика массы" кодируют одним знаком по таблице 5.8 (14-й разряд технологического кода).
Таблица 5.8
|
Технологическая классификация деталей, термически обрабатываемых |
Раздел | ||||||
|
5 | |||||||
|
Характеристику массы |
Номер признака | ||||||
|
5 | |||||||
|
Код |
Масса, кг | ||||||
|
1 |
До |
0,003 |
включ. |
||||
|
2 |
Св. |
0,003 |
до |
0,006 |
" |
||
|
3 |
" |
0,006 |
" |
0,012 |
" |
||
|
4 |
" |
0,012 |
" |
0,025 |
" |
||
|
5 |
" |
0,025 |
" |
0,05 |
" |
||
|
6 |
" |
0,05 |
" |
0,1 |
" |
||
|
7 |
" |
0,1 |
" |
0,2 |
" |
||
|
8 |
" |
0,2 |
" |
0,5 |
" |
||
|
9 |
" |
0,5 |
" |
1,0 |
" |
||
|
А |
" |
1,0 |
" |
1,6 |
" |
||
|
Б |
" |
1,6 |
" |
2,5 |
" |
||
|
В |
" |
2,5 |
" |
4,0 |
" |
||
|
Г |
" |
4,0 |
" |
10 |
" |
||
|
Д |
" |
10 |
" |
16 |
" |
||
|
Е |
" |
16 |
" |
25 |
" |
||
|
Ж |
" |
25 |
" |
40 |
" |
||
|
И |
" |
40 |
" |
63 |
" |
||
|
К |
" |
63 |
" |
100 |
" |
||
|
Л |
" |
100 |
" |
160 |
" |
||
|
М |
" |
160 |
" |
250 |
" |
||
|
Н |
" |
250 |
" |
400 |
" |
||
|
П |
" |
400 |
" |
630 |
" |
||
|
Р |
" |
630 |
" |
1000 |
" |
||
|
С |
" |
1000 |
" |
1600 |
" |
||
|
Т |
" |
1600 |
" |
2500 |
" |
||
|
У |
" |
2500 |
" |
5000 |
" |
||
|
Ф |
" |
5000 |
" |
10000 |
" |
||
|
Ц |
" |
10000 |
" |
20000 |
" |
||
|
Ш |
" |
20000 |
|||||
Классификационные группировки даны в порядке возрастания массы деталей.
6 Технологическая классификация деталей, изготовляемых формообразованием из полимерных материалов и резины
При технологической классификации деталей, изготовляемых формообразованием из полимерных материалов и резины, приняты следующие признаки:
площадь формования;
уточненная группа материала;
квалитет;
характеристика технологических требований;
дополнительная характеристика;
характеристика толщины;
характеристика массы.
Структура и длина кодового обозначения признаков классификации:
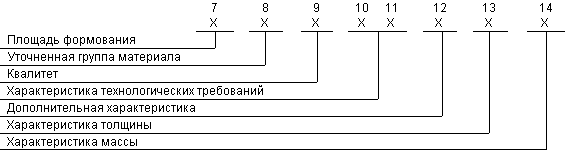
Таблица 6.1
|
Технологическая классификация деталей, изготовляемых формообразованием из полимерных материалов и резины |
Раздел | |||
|
6 | ||||
|
Классификатор ЕСКД. Коды классификационных группировок деталей | ||||
|
Класс |
Подкласс |
Группа |
Подгруппа |
Вид |
|
71 |
Все |
Все |
Все |
Все |
|
72 |
" |
" |
" |
" |
|
73 |
" |
" |
Все (кроме 735310-735390, 735410-735440, 735510-735540, 735610-735640) |
" |
|
74 |
" |
" |
Все |
" |
|
75 |
" |
Все (кроме 753500, 755100, 755400, 755500, 755700, 756500, 757100-757400) |
Все (кроме 752620, 752630, 752660, 752670, 754410, 756470, 757620-757690) |
Все (кроме 754251, 754252, 754261, 754262, 757614-757616, 757741-757745) |
Площадь формования
Детали по признаку "площадь формования" кодируют одним знаком кода по таблице 6.2 (7-й разряд технологического кода).
Таблица 6.2
|
Технологическая классификация деталей, изготовляемых формованием |
Раздел | ||||||
|
|
6 | ||||||
|
Площадь формования |
Номер признака | ||||||
|
|
1 | ||||||
|
Код |
Площадь формования, см | ||||||
|
1 |
До |
4 |
включ. |
||||
|
2 |
Св. |
4 |
до |
6,3 |
" |
||
|
3 |
" |
6,3 |
" |
10 |
" |
||
|
4 |
" |
10 |
" |
16 |
" |
||
|
5 |
" |
16 |
" |
25 |
" |
||
|
6 |
" |
25 |
" |
40 |
" |
||
|
7 |
" |
40 |
" |
63 |
" |
||
|
8 |
" |
63 |
" |
100 |
" |
||
|
9 |
" |
100 |
" |
160 |
" |
||
|
А |
" |
160 |
" |
250 |
" |
||
|
Б |
" |
250 |
" |
400 |
" |
||
|
В |
" |
400 |
" |
630 |
" |
||
|
Г |
" |
630 |
" |
1000 |
" |
||
|
Д |
" |
1000 |
" |
1600 |
" |
||
|
Е |
" |
1600 |
" |
2500 |
" |
||
|
Ж |
" |
2500 |
" |
4000 |
" |
||
|
И |
" |
4000 |
" |
6300 |
" |
||
|
К |
" |
6300 |
" |
10000 |
" |
||
|
Л |
" |
10000 |
" |
12500 |
" |
||
|
М |
" |
12500 |
" |
16000 |
" |
||
|
Н |
" |
16000 |
|||||
В деталях, изготовляемых формообразованием из полимерных материалов, площадь формования определяют как площадь проекции детали в плане (на плоскость разъема формы).
Данный признак используют в расчетах при выборе оборудования и проектирования оснастки.
Уточненная группа материала
Детали по признаку "уточненная группа материала" кодируют одним знаком (8-й разряд технологического кода) по таблице 6.3. Код уточненной группы материала назначают в пределах классификационной группировки основного признака (таблица 0.4).
Таблица 6.3
|
Технологическая классификация деталей, изготовляемых формообразованием из полимерных материалов и резины |
Раздел | |||
|
6 | ||||
|
Уточненная группа материала |
Номер признака | |||
|
2 | ||||
|
Код |
Код по таблице 0.4 |
Уточненная группа материала | ||
|
0 |
Без уточнения | |||
|
1 |
71, 72 |
Полиолефины (включая наполненные) |
полиэтилен |
высокой плотности низкого давления |
|
2 |
низкой плотности высокого давления | |||
|
3 |
средней плотности | |||
|
4 |
Полиолефины (включая наполненные) |
полипропилен и его композиции | ||
|
5 |
сополимеры пропилена | |||
|
6 |
сополимеры этилена | |||
|
7 |
Полистирол и сополимеры стирола (включая наполненные) |
ударопрочный | ||
|
8 |
блочный, суспензионный, эмульсионный | |||
|
9 |
полистирол вспенивающийся | |||
|
А |
сополимеры стирола | |||
|
Б |
сополимеры производных стирола | |||
|
В |
Смолы на основе фурфурола и его производных | |||
|
Г |
Смолы карбамидные | |||
|
Д |
Полиамиды (включая наполненные) |
смолы, получаемые реакцией поликонденсации | ||
|
Е |
смолы, получаемые реакцией полимеризации | |||
|
Ж |
композиции полиамида, включая стеклонаполненные | |||
|
И |
Смолы полиамидные | |||
|
К |
Поливинилхлорид |
смола поливинилхлоридная | ||
|
Л |
сополимеры винилхлорида | |||
|
М |
этрол и его композиции | |||
|
Н |
ацетали | |||
|
П |
поликрилаты | |||
|
Р |
смолы полиуретановые | |||
|
С |
Смолы полиэфирные |
поликарбонат | ||
|
Т |
полиформальдегид | |||
|
У |
ацетилцеллюлоза | |||
|
Ф |
71, 72 |
Смолы полиэфирные |
пентапласты | |
|
Ц |
фторопласты | |||
|
Ш |
полиарилаты | |||
|
Э |
материалы листовые из термопластов | |||
|
1 |
74, 75, 76, 77 |
Материалы термореактивиые | ||
|
2 |
На основе фенолформальдегидных смол (фенопласты новолачного типа) |
пресс-порошки | ||
|
3 |
волокниты | |||
|
4 |
На основе фенолформальдегидных смол (фенопласты резольного типа) |
пресс-порошки | ||
|
5 |
волокниты | |||
|
6 |
стекловолокниты | |||
|
7 |
На основе карбамидных смол (аминопласты) |
на основе мочевиноформальдегидных смол | ||
|
8 |
на основе меламиноформальдегидных смол | |||
|
9 |
на основе мочевиномеламиноформальдегидных смол | |||
|
А |
На основе фуриловых и фурфурольных смол | |||
|
Б |
На основе кремнийорганических смол |
с наполнителем | ||
|
В |
без наполнителя | |||
|
Г |
Эпоксидные пресс-материалы и компаунды | |||
|
Д |
Полиэфирные пресс-материалы и препреги | |||
|
Е |
Материалы слоистые на основе фенолформальдегидных смол | |||
|
Ж |
Материалы слоистые прочие | |||
|
1 |
73 |
Пенопласты на основе термопластов |
на основе полимеров олефинов | |
|
2 |
на основе поливинилхлорида | |||
|
3 |
на основе фторопластов | |||
|
4 |
на основе полистирола | |||
|
5 |
па основе поливинилацеталей | |||
|
6 |
на основе полиакрилатов | |||
|
1 |
78 |
Пенопласты на основе реактопластов (поропласты) |
на основе фенолформальдегидных смол | |
|
2 |
на основе карбамидных смол | |||
|
3 |
на основе полиуретановых смол | |||
|
4 |
на основе эпоксидных смол | |||
Данный признак развивает и уточняет основной признак "группа материала" и используется для более полной характеристики технологических особенностей деталей, изготовляемых формообразованием из полимерных материалов.
В случае изготовления детали из смеси различных материалов код назначают по материалу, имеющему более сложную технологию переработки. Например, деталь изготовляют из смеси фенопласта 02-010-02 и волокнита У1-301-07. В этом случае код материала назначают по волокниту У1-301-07.
Квалитет
Детали по признаку "квалитет" кодируют одним знаком по таблице 6.4 (9-й разряд технологического кода).
Таблица 6.4
|
Технологическая классификация деталей, изготовляемых формообразованием из полимерных материалов и резины |
Раздел | |
|
|
6 | |
|
Квалитет |
Номер признака | |
|
|
3 | |
|
Код |
Квалитет | |
|
1 |
17, 16, 15, 14 | |
|
2 |
13, 12 | |
|
3 |
11, 10, 9 | |
|
4 |
8, 7, 6, 5 | |
|
5 |
4, 3, 2 | |
|
6 |
1, 0, 01 | |
Квалитет определяют по размеру детали в чертеже, имеющему наименьший квалитет (наиболее жесткие допустимые отклонения).
Этот признак определяет точность размеров детали и оказывает влияние на технологические режимы ее изготовления.
Классификационные группировки в кодировочной таблице даны в порядке возрастания точности.
Детали со специальными полями допусков кодируют после сопоставления допусков, заданных в чертеже, с основными отклонениями и допусками по соответствующему стандарту.
Характеристика технологических требований
Признак "характеристика технологических требований" определяет технологическую сложность и трудоемкость процессов формообразования детали, ее извлечение из формы и механической доработки, предопределяет выбор типа конструкции оснастки и сложность ее изготовления.
Деталь по признаку "характеристика технологических требований" кодируют двумя знаками технологического кода по таблицам 6.5 и 6.6 (10 и 11-й разряды технологического кода). Первым знаком кода по таблице 6.5 кодируют характеристику детали по наличию элементов, усложняющих свободное извлечение детали из формы.
Таблица 6.5
|
Технологическая классификация деталей, изготовляемых формообразованием из полимерных материалов и резины |
Раздел | ||
|
6 | |||
|
Характеристика технологических требований по наличию усложняющих элементов |
Номер признака | ||
|
4 | |||
|
Код |
Усложняющие элементы | ||
|
Боковые: отверстия, пазы, выемки, ребра, выступы, "обратный конус" и другие подобные элементы |
Резьба | ||
|
0 |
- |
- | |
|
1 |
+ |
- | |
|
2 |
- |
+ | |
|
3 |
+ |
+ | |
Таблица 6.6
|
Технологическая классификация деталей, изготовляемых формообразованием из полимерных материалов и резины |
Раздел | ||||||
|
|
6 | ||||||
|
Характеристика технологических требований |
Номер признака | ||||||
|
|
4 | ||||||
|
Код |
Количество элементов, определяющих развитость поверхности детали | ||||||
|
0 |
Без усложняющих элементов | ||||||
|
1 |
До |
5 |
включ. |
||||
|
2 |
Св. |
5 |
до |
10 |
" |
||
|
3 |
" |
10 |
" |
20 |
" |
||
|
4 |
" |
20 |
" |
50 |
" |
||
|
5 |
" |
50 |
" |
100 |
" |
||
|
6 |
" |
100 |
" |
200 |
" |
||
|
7 |
" |
200 |
" |
400 |
" |
||
|
8 |
" |
400 |
|||||
К усложняющим элементам относят боковые: отверстия, окна, пазы, выемки, выступы и другие виды поднутрений, резьбы - независимо от их расположения. Отсутствие усложняющего элемента в детали обозначено в таблице 6.5 знаком "-", наличие - знаком "+"*.
________________
* Особенности технологической классификации изделия из пластмасс, имеющих арматуру в качестве усложняющего элемента, вынесены в приложение.
Согласно ГОСТ 2.101-68 изделия с арматурой являются сборочными единицами.
По таблице 6.5 кодируют:
кодом 0 - детали, у которых отсутствуют усложняющие элементы (рисунки 16, 17);
кодами 1 и 2 - детали, имеющие только один из видов усложняющих элементов, а при сочетании нескольких видов элементов применяют код 3.
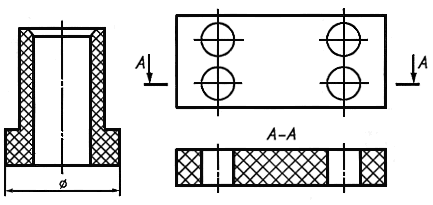
Рисунок 16
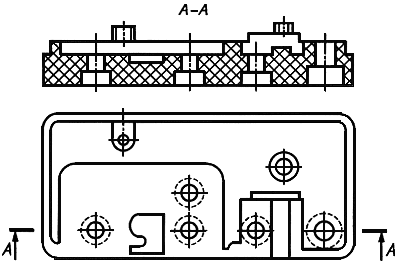
Рисунок 17
Например:
детали с поднутрениями кодируют кодом 1 (рисунок 18);
детали с резьбой кодируют кодом 2 (рисунок 19);
детали с резьбой и поднутрениями кодируют кодом 3 (рисунок 20).
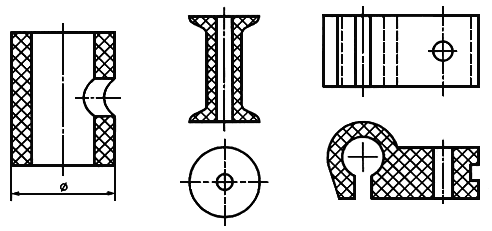
Рисунок 18
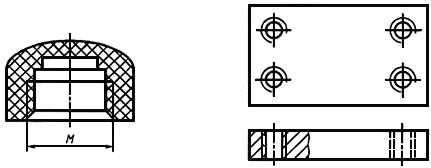
Рисунок 19
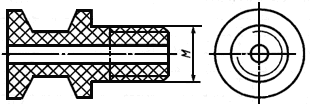
Рисунок 20
Вторым знаком по таблице 6.6 кодируют характеристику детали по развитости поверхности детали в плане. Развитость поверхности определяют наличием сквозных отверстий, окон, впадин, ребер, штырей и других выступов высотой не менее своей толщины. Она характеризуется количеством элементных поверхностей, составляющих контур детали, или количеством поверхностей, образующих рабочие полости формы (пуансон, матрица, вставка и др.). При кодировании берут сумму всех элементов, определяющих развитость поверхности. Незначительные углубления или выступы, а также резьбу не учитывают.
Например, детали, имеющие не более четырех элементов, развивающих поверхность, кодируют кодом 1 (рисунки 16, 18-20), детали, имеющие от 5 до 10 элементов, развивающих поверхность, кодируют кодом 2, детали, имеющие от 10 до 20 элементов, развивающих поверхность, кодируют кодом 3 и т.д.
Дополнительная характеристика
Детали по признаку "дополнительная характеристика" кодируют по таблице 6.7 (12-й разряд технологического кода).
Таблица 6.7
|
Технологическая классификация деталей, изготовляемых формообразованием из полимерных материалов и резины |
Раздел | ||
|
6 | |||
|
Дополнительная характеристика |
Номер признака | ||
|
5 | |||
|
Код |
Термообработка или другие процессы стабилизации свойств материала в детали |
Отделка поверхности (полировка, металлизация, окраска, лакировка, тиснение, печать) |
Сборка, комплектование |
|
0 |
- |
- |
- |
|
1 |
+ |
||
|
2 |
- |
+ |
|
|
3 |
+ |
||
|
4 |
- |
- |
+ |
|
5 |
+ |
|
|
|
6 |
- |
+ |
|
|
7 |
+ |
||
Информацию по дополнительной обработке берут из чертежа, маршрутной карты или технических условий на деталь. Учитывают все виды дополнительной обработки деталей, после формообразования (кроме снятия облоя и упаковки), которые являются, как правило, обязательными для всех деталей. Отсутствие дополнительной обработки детали обозначено в таблице знаком "-", наличие - знаком "+".
Кодом 0 кодируют детали, для которых после формообразования не требуется никакой дополнительной обработки.
Кодами 1, 2 и 4 кодируют детали, имеющие только один из видов обработки, а при их сочетании применяют соответственно коды 3, 5, 6, 7.
Характеристика толщины
Детали по признаку "характеристика толщины" кодируют по таблице 6.8 (13-й разряд технологического кода).
Таблица 6.8
|
Технологическая классификация деталей, изготовляемых формообразованием из полимерных материалов и резины |
Раздел | ||||||
|
|
6 | ||||||
|
Характеристика толщины |
Номер признака | ||||||
|
|
6 | ||||||
|
Код |
Максимальная толщина стенки, мм | ||||||
|
1 |
До |
1,6 |
включ. |
||||
|
2 |
Св. |
1,6 |
до |
2,5 |
" |
||
|
3 |
" |
2,5 |
" |
4 |
" |
||
|
4 |
" |
4 |
" |
6,3 |
" |
||
|
5 |
" |
6,3 |
" |
8 |
" |
||
|
6 |
" |
8 |
" |
10 |
" |
||
|
7 |
" |
10 |
" |
12 |
" |
||
|
8 |
" |
12 |
" |
14 |
" |
||
|
9 |
" |
14 |
" |
16 |
" |
||
|
А |
" |
16 |
" |
18 |
" |
||
|
Б |
" |
18 |
|||||
В качестве характеристики толщины для деталей, изготовляемых формообразованием из полимерных материалов, принята максимальная толщина стенки детали.
Характеристика массы
Детали по признаку "характеристика массы" кодируют по таблице 6.9 (14-й разряд технологического кода).
Таблица 6.9
|
Технологическая классификация деталей, изготовляемых формообразованием из полимерных материалов и резины |
Раздел | ||||||
|
|
6 | ||||||
|
Характеристика массы |
Номер признака | ||||||
|
|
7 | ||||||
|
Код |
Масса, кг | ||||||
|
1 |
До |
0,003 |
включ. |
||||
|
2 |
Св. |
0,003 |
до |
0,006 |
" |
||
|
3 |
" |
0,006 |
" |
0,012 |
" |
||
|
4 |
" |
0,012 |
" |
0,025 |
" |
||
|
5 |
" |
0,025 |
" |
0,05 |
" |
||
|
6 |
" |
0,05 |
" |
0,1 |
" |
||
|
7 |
" |
0,1 |
" |
0,2 |
" |
||
|
8 |
" |
0,2 |
" |
0,5 |
" |
||
|
9 |
" |
0,5 |
" |
1,0 |
" |
||
|
А |
" |
1,0 |
" |
1,6 |
" |
||
|
Б |
" |
1,6 |
" |
2,5 |
" |
||
|
В |
" |
2,5 |
" |
4,0 |
" |
||
|
Г |
" |
4,0 |
" |
10 |
" |
||
|
Д |
" |
10 |
" |
16 |
" |
||
|
Е |
" |
16 |
" |
25 |
" |
||
|
Ж |
" |
25 |
" |
40 |
" |
||
|
И |
" |
40 |
" |
63 |
" |
||
|
К |
" |
63 |
" |
100 |
" |
||
|
Л |
" |
100 |
" |
160 |
" |
||
|
М |
" |
160 |
" |
250 |
" |
||
|
Н |
" |
250 |
" |
400 |
" |
||
|
П |
" |
400 |
" |
630 |
" |
||
|
Р |
" |
630 |
" |
1000 |
" |
||
|
С |
" |
1000 |
" |
1600 |
" |
||
|
Т |
" |
1600 |
" |
2500 |
" |
||
|
У |
" |
2500 |
" |
5000 |
" |
||
|
Ф |
" |
5000 |
" |
10000 |
" |
||
|
Ц |
" |
10000 |
" |
20000 |
" |
||
|
Ш |
" |
20000 |
|||||
Классификационные группировки даны в порядке возрастания массы детали.
7 Технологическая классификация деталей с покрытием
Для технологической классификации деталей с покрытиями приняты следующие признаки:
группа покрытия;
вид покрытия;
толщина покрытия или группа условий эксплуатации;
дополнительная характеристика;
поверхность покрытия;
характеристика массы.
Структура и длина кодового обозначения признаков:
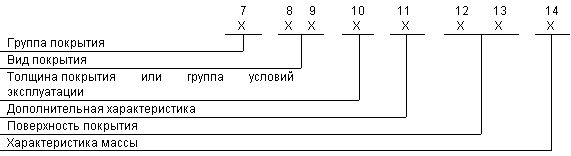
Детали по признакам: вид, толщина покрытия, дополнительная характеристика, характеристика массы, поверхность покрытия кодируют по соответствующим классификационным таблицам в зависимости от группы покрытия.
Детали, имеющие несколько видов покрытий, кодируют по числу видов покрытий. Таблица 7.1 является общей для всех признаков.
Таблица 7.1
|
Технологическая классификация деталей с покрытием |
Раздел | |||
|
|
7 | |||
|
Классификатор ЕСКД. Коды классификационных группировок деталей | ||||
|
Класс |
Подкласс |
Группа |
Подгруппа |
Вид |
|
71 |
Все |
Все |
Все |
Все |
|
72 |
" |
" |
" |
" |
|
73 |
" |
" |
" |
" |
|
74 |
" |
" |
" |
" |
|
75 |
" |
" |
" |
" |
|
76 |
" |
" |
" |
" |
В таблице 7.2 показана зависимость указанных признаков и номеров их классификационных таблиц от группы покрытия.
Таблица 7.2
Номера классификационных таблиц признаков в зависимости от группы покрытия
|
Наименование группы покрытия |
Номер таблиц | ||||
|
Вид покрытия |
Толщина покрытия или группа условий эксплуатации |
Дополнительная характеристика |
Поверхность покрытия |
Характеристика массы | |
|
Гальваническое |
7.4 |
7.11 |
7.13 |
7.17 |
7.18 |
|
Анодно-окисное |
7.5 |
||||
|
Химическое |
7.6 |
||||
|
Лакокрасочное |
7.7 |
7.12 |
7.14 |
||
|
Маркировка |
7.8 |
||||
|
Горячее |
7.9 |
7.11 |
7.15 |
||
|
Диффузионное, металлизационное, контактное |
7.10 |
7.16 |
|||
Группа покрытия
Детали по признаку "группа покрытия" кодируют одним знаком по таблице 7.3 (7-й разряд технологического кода). Классификация деталей по этому признаку предназначена для укрупненной группировки деталей по отдельным видам покрытий.
Таблица 7.3
|
Технологическая классификация деталей с покрытием |
Раздел | |
|
7 | ||
|
Группы покрытия |
Номер признака | |
|
1 | ||
|
Код |
Группа покрытия | |
|
1 |
Гальваническое | |
|
2 |
Анодно-окисное | |
|
3 |
Химическое | |
|
4 |
Лакокрасочное | |
|
5 |
Маркировка | |
|
6 |
Покрытие порошковыми полимерными материалами | |
|
7 |
Горячее | |
|
8 |
Диффузионное, металлизационное, контактное | |
|
9 |
Комбинированное | |
Вид покрытия
Детали по признаку "вид покрытия" кодируют двумя знаками по таблицам 7.4-7.10 (8 и 9-й разряды технологического кода). Признак "вид покрытия" определяет условие группирования по виду покрытия, что дает возможность определить типовой технологический процесс, по которому необходимо производить покрытие, а также установить перечень основных и вспомогательных материалов для выполнения технологического процесса.
Таблица 7.4
|
Технологическая классификация деталей с покрытием |
Раздел | |||
|
7 | ||||
|
Вид покрытия |
Номер признака | |||
|
2 | ||||
|
Код |
Гальваническое покрытие |
Обозначение | ||
|
01 |
Цинковое |
матовое, блестящее |
Ц...; Цб... | |
|
02 |
черное |
Цч... | ||
|
03 |
с дополнительной обработкой |
Ц...xp | ||
|
Ц...фос | ||||
|
Ц...лкп | ||||
|
Ц...хр. лкп | ||||
|
Ц...фос. лкп | ||||
|
07 |
Кадмиевое |
матовое, блестящее |
Кд...; Кдб... | |
|
08 |
с дополнительной обработкой |
Кд...хр | ||
|
Кд...фос | ||||
|
Кд...лкп | ||||
|
Кд...хр. лкп | ||||
|
Кд...фос. лкп | ||||
|
Н...; Кд...хр | ||||
|
11 |
Медное |
с подслоем |
М... | |
|
12 |
Н...; М... | |||
|
15 |
Никелевое |
матовое, блестящее зеркальное |
Н...; Нб ... | |
|
16 |
черное |
Нч... | ||
|
17 |
с подслоем |
М...; Н... | ||
|
Н ...; Нб... | ||||
|
Н...; М...; Н... | ||||
|
М ...; Нч... | ||||
|
Н...; М...; Нч... | ||||
|
21 |
Хромовое |
матовое, блестящее зеркальное |
Х...; Хб... | |
|
22 |
молочное |
Хмол... | ||
|
23 |
твердое |
Хтв... | ||
|
24 |
черное |
Хч... | ||
|
25 |
с технологическим подслоем |
Н...; Х... | ||
|
Н...; М...; Х... | ||||
|
М... Н... X... | ||||
|
М... X... | ||||
|
Н...М...Н...X... | ||||
|
Н...М...Н...Хб... | ||||
|
Хмол...Хч... | ||||
|
М...Н...Хч... | ||||
|
28 |
Оловянное |
оплавленное |
О...Об... | |
|
29 |
О...опл | |||
|
30 |
с подслоем |
Н...О... | ||
|
Н...О...опл | ||||
|
М...О... | ||||
|
М...Н...О... | ||||
|
М...О...опл | ||||
|
33 |
Сплавы |
Олово - висмут |
матовое, блестящее |
О-Ви ...; О-Виб... |
|
34 |
с подслоем |
М...О-Ви... | ||
|
М...Н...О-Ви... | ||||
|
Н...О-Ви? | ||||
|
37 |
Олово - свинец |
- |
О-С... | |
|
38 |
оплавленное |
О-С...опл | ||
|
39 |
с подслоем |
Н...О-С... | ||
|
М...О-С... | ||||
|
М...О-С...опл | ||||
|
Н...О-С...опл | ||||
|
42 |
Сплавы |
Олово - цинк |
- |
О-Ц... |
|
43 |
с подслоем |
М...О-Ц... | ||
|
45 |
|
Олово - |
- |
О-Н... |
|
46 |
|
|
с подслоем |
М...О-Н... |
|
49 |
Сплавы на основе меди |
Медь - цинк |
- |
М-Ц... |
|
50 |
|
с подслоем |
Н...М-Ц... | |
|
53 |
|
Медь - олово |
- |
М-О... |
|
54 |
|
с подслоем |
М...М-О... | |
|
56 |
Сплавы |
Кадмий - цинк |
- |
Кд-Ц... |
|
58 |
Сплавы |
Никель - кобальт |
- |
Н-Ко... |
|
59 |
|
|
с подслоем |
М...Н-Ко... |
|
|
|
|
|
Н...М...Н-Ко... |
|
62 |
Серебряное |
матовое, блестящее |
Ср...; Срб... | |
|
63 |
с подслоем |
М...Ср... | ||
|
64 |
|
Н...Ср... | ||
|
65 |
|
|
Н...М...Ср... | |
|
66 |
с дополнительной обработкой |
Ср...лкп | ||
|
69 |
Сплав серебро - сурьма |
матовое, блестящее |
Ср-Су...; Ср-Суб... | |
|
71 |
с подслоем |
М...Ср-Су... | ||
|
72 |
|
Н...М...Ср-Су... | ||
|
75 |
Палладиевое |
- |
Пд... | |
|
76 |
с подслоем |
Ср...Пд... | ||
|
77 |
Н...Пд... | |||
|
81 |
Сплав серебро - палладий |
- |
Ср-Пд... | |
|
82 |
с подслоем |
Ср...Ср-Пд... | ||
|
85 |
Золотое |
- |
Зл... | |
|
86 |
твердое |
Злтв... | ||
|
87 |
с технологическим подслоем |
Н...Зл... | ||
|
88 |
|
Н...Злтв... | ||
|
91 |
Сплав золото - серебро |
- |
Зл-Ср... | |
|
94 |
Родиевое |
- |
Рд... | |
|
95 |
с подслоем |
Ср...Рд... | ||
|
96 |
|
Н...Рд... | ||
Таблица 7.5
|
Технологическая классификация деталей с покрытием |
Раздел | ||
|
7 | |||
|
Вид покрытия |
Номер признака | ||
|
2 | |||
|
Код |
Анодно-окисное покрытие |
Обозначение | |
|
01 |
Анодно-окисное |
- |
Ан. Окс. |
|
02 |
с дополнительной обработкой |
Ан. Окс. лкп | |
|
Ан. Окс. прм | |||
|
Ан. Окс. хр | |||
|
Ан. Окс. хр. лкп | |||
|
Ан. Окс. эл. Назв. цв. | |||
|
Ан. Окс. эл. Назв. цв. прм | |||
|
Ан. Окс. гфж | |||
|
Ан. Окс. опл | |||
|
Ан. Окс. опл. лкп | |||
|
03 |
хроматное |
Ан. Окс. хр | |
|
04 |
хроматное с дополнительной обработкой |
Ан. Окс. хр. лкп | |
|
05 |
твердое |
Ан. Окс. тв | |
|
06 |
твердое с дополнительной обработкой |
Ан. Окс. тв. хр | |
|
Ан. Окс. тв. прм | |||
|
Ан. Окс. тв. прп | |||
|
07 |
эматаль |
Ан. Окс. эмт | |
|
08 |
эматаль с дополнительной обработкой |
Ан. Окс. эмт. эл. Назв. цв | |
|
09 |
эматаль хроматное |
Ан. Окс. эмт. хр | |
|
11 |
электроизоляционное |
Ан. Окс. эиз | |
|
12 |
электроизоляционное с дополнительной обработкой |
Ан. Окс. эиз. прм | |
|
Ан. Окс. эиз. лкп | |||
Таблица 7.6
|
Технологическая классификация деталей с покрытием |
Раздел | ||
|
7 | |||
|
Вид покрытия |
Номер признака | ||
|
2 | |||
|
Код |
Химическое покрытие |
Обозначение | |
|
01 |
Никелевое |
- |
Хим. Н... |
|
02 |
с подслоем |
М... Хим. Н ... | |
|
03 |
с дополнительной обработкой |
Хим. Н...лкп | |
|
Хим. Н...гфж | |||
|
04 |
твердое |
Хим. Нтв... | |
|
05 |
твердое с дополнительной обработкой |
Хим. Нтв... гфж | |
|
09 |
Медное |
- |
Хим. М ... |
|
12 |
Оловянное |
- |
Хим. О... |
|
15 |
Окисное |
- |
Хим. Окс |
|
16 |
с дополнительной обработкой |
Хим. Окс. хр | |
|
Хим. Окс. прм | |||
|
Хим. Окс. лкп | |||
|
17 |
фторидное |
Хим. Окс. фтор | |
|
18 |
фторидное с дополнительной обработкой |
Хим. Окс. фтор. лкп | |
|
Хим. Окс. фтор. гфж | |||
|
19 |
Фосфатное |
фосфатное |
Хим. Фос. окс |
|
20 |
фосфатное с дополнительной обработкой |
Хим. Фос. окс. гфж | |
|
Хим. Фос. окс. лкп | |||
|
Хим. Фос. окс. прм | |||
|
25 |
- |
Хим. Фос | |
|
26 |
с дополнительной обработкой |
Хим. Фос. лкп | |
|
Хим. Фос. хр | |||
|
Хим. Фос. прм | |||
|
Хим. Фос. гфж | |||
|
30 |
Пассивирование (дополнительная обработка основного металла) |
- |
Хим. Пас |
|
31 |
с дополнительной обработкой |
Хим. Пас. лкп | |
|
Хим. Пас. прм | |||
|
Хим. Пас. гфж | |||
Таблица 7.7
|
Технологическая классификация деталей с покрытием |
Раздел | ||
|
7 | |||
|
Вид покрытия |
Номер признака | ||
|
2 | |||
|
Код |
Лакокрасочное покрытие |
Наименование и марка материала | |
|
01 |
Глифталевое |
Эмали ГФ-1426 и ГФ-1147 | |
|
02 |
Канифольное |
Лак КФ-965 | |
|
03 |
Кремнийорганическое |
Эмали КО-811 и КО-822 | |
|
04 |
Эмали КО-813 и лак КО-815 | ||
|
05 |
Лаки КО-916, КО-923 и КО-921 | ||
|
06 |
Лак КО-85 | ||
|
07 |
Лак КО-940 | ||
|
08 |
Покрытие гидрофобизирующей жидкостью |
Жидкость 136-41 | |
|
09 |
Гидрофобизирующий состав на основе жидкости 136-41 | ||
|
10 |
Алкидностирольное |
Эмали МС-17 и МС-1181А | |
|
11 |
Масляное |
Лак МА-592 | |
|
12 |
Эмаль МА-5118 | ||
|
13 |
Меламинное |
Эмали МЛ-12 и МЛ-279 | |
|
14 |
Эмаль МЛ-158 | ||
|
15 |
Эмали МЛ-165 и МЛ-165ПМ | ||
|
16 |
Эмаль МЛ-1156 | ||
|
17 |
Эмаль МЛ-629 | ||
|
18 |
Лак МЛ-92 | ||
|
19 |
Эмаль МЛ-169 | ||
|
20 |
Лак МЛ-255 | ||
|
21 |
Нитроцеллюлозное |
Лаки НЦ-134 и НЦ-62 | |
|
22 |
Эмали НЦ-11, НЦ-25, НЦ-132П, НЦ-5134 | ||
|
23 |
Эмаль НЦ-5123 | ||
|
24 |
Пентафталевое |
Лак ПФ-170 | |
|
25 |
Эмаль ПФ-241 | ||
|
26 |
Эмаль ПФ-218ГС | ||
|
27 |
Эмали ПФ-115 и ПФ-1105 | ||
|
28 |
Эмали ПФ-19 и ПФ-19М | ||
|
29 |
Эмаль ПФ-178 | ||
|
30 |
Эмаль ПФ-837 | ||
|
31 |
Перхлорвиниловое |
Эмали ХВ-16, ХВ-124, ХВ-125, ХВ-1120 | |
|
32 |
Эмали ХВ-518 и ХВ-519 | ||
|
33 |
Эмаль ХВ-785 и лак ХВ-784 | ||
|
34 |
Полиакриловое |
Лаки АК-113 и АК-113ф | |
|
35 |
Эмаль АК-171 | ||
|
36 |
Эмаль АК-194 | ||
|
37 |
Поливинилацетальное |
Эмали ВЛ-515, ВЛ-725 и лак ВЛ-725 | |
|
38 |
Эмаль ВЛ-297 | ||
|
39 |
Лак ВЛ-931 | ||
|
40 |
Полиуретановое |
Лак УР-231 | |
|
41 |
Лак УР-256 | ||
|
42 |
Полиэфирное |
Водоразбавляемая полиэфирная эмаль В-ПЭ-1179 | |
|
43 |
Сополимерно-винилхлоридное |
Эмали ХС-1107М, ХС-1107ГМ и ХС-527 | |
|
44 |
Сополимерно-винилхлоридное |
Эмали ХС-928 и ХС-5141 | |
|
45 |
Сополимерно-акриловое |
Эмали АС-598 и АС-599 | |
|
46 |
Водоразбавляемая эмаль В-АС-1162 | ||
|
47 |
Лак AC-528 | ||
|
48 |
Фенольное |
Лак ФЛ-582 | |
|
49 |
Фторопластовое |
Эмаль ФП-566 | |
|
50 |
Фторопластовая суспензия | ||
|
51 |
Эпоксидное |
Эмаль ЭП-51 | |
|
52 |
|
Эмаль ЭП-140 | |
|
53 |
|
Эмали ЭП-525П, ЭП-525 и ЭП-2114 | |
|
54 |
|
Эмали ЭП-773 и ЭП-255 | |
|
55 |
|
Лак ЭП-075 | |
|
56 |
|
Водоразбавляемая эмаль В-ЭП-2100 | |
|
57 |
|
Лак ЭП-298 | |
|
58 |
|
Эмаль ЭП-755 | |
|
59 |
|
Лак ЭП-730 | |
|
60 |
|
Эмали ЭП-91 и ЭП-274 | |
|
61 |
|
Краска порошковая П-ЭП-177 | |
|
62 |
|
Краска порошковая П-ЭП-219 | |
|
63 |
|
Компаунд порошкообразный ЭП-49Д/1 | |
|
64 |
|
Компаунд порошкообразный ЭП-49Д/2 | |
|
65 |
|
Компаунд порошкообразный ЭП-49А/1 | |
|
66 |
|
Компаунд порошкообразный ЭП-49А/2 | |
|
67 |
Эпоксиэфирное |
Эмаль ЭФ-1118 | |
|
68 |
Поливинилацетальное |
Краска порошковая ПВЛ-212 | |
|
69 |
Полихлорвиниловое |
Краска порошковая П-ХВ-716 | |
Таблица 7.8
|
Технологическая классификация деталей с покрытием |
Раздел | ||
|
7 | |||
|
Вид покрытия |
Номер признака | ||
|
2 | |||
|
Код |
Маркировка |
Наименование и марка материала | |
|
01 |
Маркировка способом "Офсет" |
Краска МА-514 | |
|
02 |
Краски специальные | ||
|
03 |
Краски переплетные | ||
|
04 |
Краски жестепечатные | ||
|
05 |
Маркировка способом "Офсет" на автомате |
Краски КФ и КСФ | |
|
06 |
Краска БМКЧ | ||
|
07 |
Маркировка методом сеткографии |
Краска МА-514 | |
|
08 |
Краска ТНПФ | ||
|
09 |
Краска ТУМС | ||
|
10 |
Краски специальные | ||
|
11 |
Краски переплетные | ||
|
12 |
Краски жестепечатные | ||
|
13 |
Маркировка рейсфедером |
Краска МА-514 | |
|
14 |
Эмаль ЭП-140 | ||
|
15 |
|
Краска ГФ-57 | |
|
16 |
|
Краска МКЭ | |
|
17 |
|
Краска БМК | |
|
18 |
|
Краски на основе пластиката БМК-М-50, ЧМК-М-50 | |
|
19 |
|
Краска ФЛ-59 | |
|
20 |
|
Краска БКС | |
|
21 |
|
Эмаль ЭП-572 | |
|
22 |
|
Краски специальные | |
|
23 |
|
Краски переплетные | |
|
24 |
Маркировка кистью через трафарет |
Краска MA-514 | |
|
25 |
Эмаль ЭП-140 | ||
|
26 |
Краска ТНПФ | ||
|
27 |
Эмаль НЦ-11 | ||
|
28 |
|
Краска ТУМС | |
|
29 |
Краски специальные | ||
|
30 |
Краски переплетные | ||
|
31 |
Маркировка кистью |
Краска БМК | |
|
32 |
Эмаль ПФ-115 | ||
|
33 |
Маркировка пером |
Эмаль ЭП-140 | |
|
34 |
Краска ТНПФ | ||
|
35 |
Краска ГФ-57 | ||
|
36 |
Краска МКЭ | ||
|
37 |
Краска БМК | ||
|
38 |
Краски на основе пластиката БМК-М-50, ЧМК-М-50 | ||
|
39 |
Краска ФЛ-59 | ||
|
40 |
Краска БКС | ||
|
41 |
Эмаль ПФ-115 | ||
|
42 |
Краска ТУМС | ||
|
43 |
Эмаль ЭП-572 | ||
|
44 |
Краски специальные | ||
|
45 |
Маркировка методом штемпелевания |
Краски переплетные | |
|
46 |
Краска ТНПФ | ||
|
47 |
Краска ГФ-57 | ||
|
48 |
Краска МКЭ | ||
|
49 |
Краска БМК | ||
|
50 |
Краски на основе пластиката БМК-М-50, ЧМК-М-50 | ||
|
51 |
Краска ФЛ-59 | ||
|
52 |
Краска БКС | ||
|
53 |
Эмаль ПФ-115 | ||
|
54 |
Эмаль НЦ-11 | ||
|
55 |
Краска МКР | ||
|
56 |
Эмаль ЭП-572 | ||
|
57 |
Краски специальные | ||
|
58 |
Краски переплетные | ||
|
59 |
Краски жестепечатные | ||
|
60 |
Маркировка методом распыления (через трафарет) |
Эмаль ПФ-115 | |
|
61 |
Эмаль НЦ-11 | ||
Таблица 7.9
|
Технологическая классификация деталей с покрытием |
Раздел | ||
|
7 | |||
|
Вид покрытия |
Номер признака | ||
|
2 | |||
|
Код |
Горячее покрытие |
Обозначение | |
|
01 |
Цинковое |
Гор. Ц... | |
|
02 |
Цинковое с дополнительной обработкой |
Гор. Ц...хр | |
|
03 |
Оловянное |
Гор. О... | |
|
04 |
Покрытие сплавами на основе олова и свинца |
Гор. ПОС... | |
|
Гор. ПОСКд... | |||
|
Гор. ПОСВи... | |||
Таблица 7.10
|
Технологическая классификация деталей с покрытием |
Раздел | ||
|
7 | |||
|
Вид покрытия |
Номер признака | ||
|
3 | |||
|
Код |
Диффузионное, металлизационное, контактное | ||
|
01 |
Диффузионное |
Цинковое | |
|
02 |
Цинковое с дополнительной обработкой | ||
|
03 |
Хромовое | ||
|
04 |
Алюминиевое | ||
|
31 |
Металлизационное |
Цинковое | |
|
32 |
Алюминиевое | ||
|
33 |
Медное | ||
|
34 |
Хромовое | ||
|
35 |
Титановое, ванадиевое | ||
|
36 |
Танталовое | ||
|
37 |
Резистивно-селицидное | ||
|
91 |
Контактное |
| |
Знак (...) в таблице 7.4 обозначает толщину покрытия, которую проставляют в коде покрытия на чертеже.
Основная часть видов покрытий и их обозначения даны в соответствии с ГОСТ 9.008-82, ГОСТ 9.306-85, ГОСТ 9.825-73.
Виды покрытия и их обозначения даны в соответствии с ГОСТ 9.008-82, ГОСТ 9.306-85, ГОСТ 9825-73.
Толщина покрытия и условия эксплуатации покрытий
Кодирование по толщине покрытия для деталей с гальваническими покрытиями выполняют одним знаком по таблице 7.11 (10-й разряд технологического кода).
Таблица 7.11
|
Технологическая классификация деталей с покрытием |
Раздел | ||||||
|
7 | |||||||
|
Толщина покрытия |
Номер признака | ||||||
|
|
3 | ||||||
|
Код |
Толщина покрытия, мкм | ||||||
|
1 |
До |
0,03 |
включ. |
||||
|
2 |
Св. |
0,03 |
до |
0,06 |
" |
||
|
3 |
" |
0,06 |
" |
0,09 |
" |
||
|
4 |
" |
0,09 |
" |
0,10 |
" |
||
|
5 |
" |
0,10 |
" |
0,25 |
" |
||
|
6 |
" |
0,25 |
" |
0,50 |
" |
||
|
7 |
" |
0,50 |
" |
1,00 |
" |
||
|
8 |
" |
1,00 |
" |
3,00 |
" |
||
|
9 |
" |
3,00 |
" |
6,00 |
" |
||
|
А |
" |
6,00 |
" |
9,00 |
" |
||
|
Б |
" |
9,00 |
" |
12,00 |
" |
||
|
В |
" |
12,00 |
" |
15,00 |
" |
||
|
Г |
" |
15,00 |
" |
18,00 |
" |
||
|
Д |
" |
18,00 |
" |
21,00 |
" |
||
|
Е |
" |
21,00 |
" |
24,00 |
" |
||
|
Ж |
" |
24 |
" |
30 |
" |
||
|
И |
" |
30 |
" |
36 |
" |
||
|
К |
" |
36 |
" |
42 |
" |
||
|
Л |
" |
42 |
" |
48 |
" |
||
|
М |
" |
48 |
" |
60 |
" |
||
|
Н |
" |
60 |
" |
80 |
" |
||
|
П |
" |
80 |
" |
100 |
" |
||
|
Р |
" |
100 |
" |
120 |
" |
||
|
С |
" |
120 |
" |
160 |
" |
||
|
Т |
" |
160 |
" |
200 |
" |
||
|
У |
" |
200 |
" |
250 |
" |
||
|
Ф |
" |
250 |
" |
300 |
" |
||
|
Ц |
" |
300 |
" |
400 |
" |
||
|
Ш |
" |
400 |
|||||
Толщина покрытия определяет продолжительность технологического процесса нанесения гальванического покрытия и дает возможность рассчитать наиболее часто применяемые в производстве толщины покрытий.
Толщины покрытий даны в соответствии с ГОСТ 9.306-85.
Так как для деталей с лакокрасочными покрытиями толщину покрытия не устанавливают, взамен ее кодируют детали по условиям эксплуатации покрытий (таблица 7.12). Условия эксплуатации деталей с лакокрасочными покрытиями даны в соответствии с ГОСТ 9.104-79, ГОСТ 9.032-74.
Таблица 7.12
|
Технологическая классификация деталей с покрытием |
Раздел | ||
|
7 | |||
|
Группа условий эксплуатации лакокрасочных покрытий |
Номер признака | ||
|
3 | |||
|
Код |
Условия эксплуатации |
Обозначение | |
|
1 |
Холодный климат |
ХЛ1, ХЛ2, ХЛ3 | |
|
2 |
Умеренный климат |
У1, У2, У3 | |
|
3 |
Умеренно-холодный климат |
УХЛ1, УХЛ2, УХЛ3 | |
|
4 |
Тропический сухой и тропический влажный климат |
T1, T2, Т3 | |
|
5 |
Умеренно-тропический климат |
УТ1, УТ2, УТ3 | |
|
6 |
Морской умеренно-холодный, морской тропический климат |
ОМ1, ОМ2, ОМ3 | |
|
7 |
Общеклиматический |
О1, О2, О3 | |
|
8 |
Всеклиматический |
B1, B2, В3, В5 | |
|
9 |
Водостойкие к пресной воде |
4/1 | |
|
А |
Водостойкие к морской воде |
4/2 | |
|
Б |
Специальные |
5 | |
|
В |
Маслостойкие |
6/1 | |
|
Г |
Бензостойкие |
6/2 | |
|
Д |
Химически стойкие к агрессивным газам |
7/1 | |
|
Е |
Химически стойкие к растворам кислот |
7/2 | |
|
Ж |
Химически стойкие к растворам щелочей |
7/3 | |
|
И |
Термостойкие |
8 | |
|
К |
Электроизоляционные |
9 | |
Дополнительная характеристика
Детали кодируют одним знаком по таблицам 7.13-7.16 (11-й разряд технологического кода).
Таблица 7.13
|
Технологическая классификация деталей с покрытием |
Раздел | ||
|
7 | |||
|
Дополнительная характеристика |
Номер признака | ||
|
4 | |||
|
Код |
Способ загрузки деталей в ванны при нанесении электрохимических и химических покрытий | ||
|
1 |
На проволоке | ||
|
2 |
В корзине | ||
|
3 |
В барабане | ||
|
4 |
В колоколе | ||
|
5 |
На подвесочных приспособлениях |
без жесткого контакта | |
|
6 |
с жестким контактом | ||
|
7 |
с жестким контактом и дополнительными анодами | ||
Таблица 7.14
|
Технологическая классификация деталей с покрытием |
Раздел | |
|
7 | ||
|
Дополнительная характеристика |
Номер признака | |
|
4 | ||
|
Код |
Способ нанесения лакокрасочного покрытия |
Класс отделки |
|
1 |
Окрашивание пневматическим или безвоздушным распылением |
I |
|
2 |
II | |
|
3 |
III | |
|
4 |
IV | |
|
5 |
V-VII | |
|
6 |
Окрашивание распылением в электрополе |
III |
|
7 |
IV | |
|
8 |
V-VII | |
|
9 |
Окрашивание окунанием |
IV |
|
А |
V-VII | |
|
Б |
Окрашивание нанесением порошковых полимерных материалов |
III |
|
В |
IV-VII | |
|
Г |
Окрашивание электроосаждением |
III |
|
Д |
IV-VII | |
|
Е |
Окрашивание кистью, валковым методом, методом налива и облива, аэрозольным распылением |
V-VII |
Таблица 7.15
|
Технологическая классификация деталей с покрытием |
Раздел | ||
|
7 | |||
|
Дополнительная характеристика |
Номер признака | ||
|
4 | |||
|
Код |
Способ нанесения горячего покрытия | ||
|
1 |
Погружение |
в расплавленный металл | |
|
2 |
в расплавленный металл с последующим центрифугированием | ||
Таблица 7.16
|
Технологическая классификация деталей с покрытием |
Раздел | ||
|
7 | |||
|
Дополнительная характеристика |
Номер признака | ||
|
4 | |||
|
Код |
Способ напыления | ||
|
1 |
Диффузионный |
в порошковой среде | |
|
2 |
в газовой среде | ||
|
3 |
Металлизационный |
пламенный | |
|
4 |
электродуговой | ||
|
5 |
плазменный | ||
|
6 |
детонационный | ||
|
7 |
высокочастотный | ||
|
8 |
катодный | ||
|
9 |
термический | ||
|
10 |
ионный | ||
|
11 |
В псевдоожиженном слое | ||
|
12 |
Электростатический | ||
|
13 |
Струйный | ||
|
14 |
Газопламенный | ||
|
15 |
Вакуумный | ||
В качестве дополнительной характеристики для деталей с гальваническими, анодно-окисными и химическими покрытиями используют характеристику способа загрузки деталей, что позволяет установить тип оборудования для нанесения покрытий:
для деталей с лакокрасочными покрытиями - способ нанесения покрытий и класс отделки покрытия;
для деталей с покрытием, полученным напылением или диффузионным насыщением - уточненный способ получения покрытия.
Таблица 7.14 разработана в соответствии с ГОСТ 9.032-74.
Поверхность покрытия
Детали по признаку "поверхность покрытия" кодируют двумя знаками по таблице 7.17 (12 и 13-й разряды технологического кода).
Таблица 7.17
|
Технологическая классификация деталей с покрытием |
Раздел | |||||||
|
7 | ||||||||
|
Поверхность покрытия |
Номер признака | |||||||
|
5 | ||||||||
|
Код |
Поверхность покрытия, дм |
Средняя величина, дм | ||||||
|
01 |
До |
0,0001 |
включ. |
0,0001 | ||||
|
02 |
Св. |
0,0001 |
до |
0,0007 |
" |
0,0004 | ||
|
03 |
" |
0,0007 |
" |
0,0013 |
" |
0,0010 | ||
|
04 |
" |
0,0013 |
" |
0,0067 |
" |
0,0040 | ||
|
05 |
" |
0,0067 |
" |
0,0133 |
" |
0,0100 | ||
|
06 |
" |
0,0133 |
" |
0,0190 |
" |
0,0161 | ||
|
07 |
" |
0,0190 |
" |
0,0310 |
" |
0,0250 | ||
|
08 |
" |
0,0310 |
" |
0,0490 |
" |
0,0400 | ||
|
09 |
" |
0,0490 |
" |
0,0770 |
" |
0,0630 | ||
|
10 |
" |
0,0770 |
" |
0,1230 |
" |
0,1000 | ||
|
11 |
" |
0,1230 |
" |
0,1270 |
" |
0,1250 | ||
|
12 |
" |
0,1270 |
" |
0,1930 |
" |
0,1600 | ||
|
13 |
" |
0,1930 |
" |
0,2070 |
" |
0,2000 | ||
|
14 |
" |
0,2070 |
" |
0,2930 |
" |
0,2500 | ||
|
15 |
" |
0,2930 |
" |
0,3370 |
" |
0,3150 | ||
|
16 |
" |
0,3370 |
" |
0,4630 |
" |
0,4000 | ||
|
17 |
" |
0,4630 |
" |
0,5370 |
" |
0,5000 | ||
|
18 |
" |
0,5360 |
" |
0,7230 |
" |
0,6300 | ||
|
19 |
" |
0,7230 |
" |
0,8770 |
" |
0,8000 | ||
|
20 |
" |
0,9000 |
" |
1,1000 |
" |
1,0000 | ||
|
21 |
" |
1,1000 |
" |
1,1400 |
" |
1,1200 | ||
|
22 |
" |
1,1400 |
" |
1,3600 |
" |
1,2500 | ||
|
23 |
" |
1,3600 |
" |
1,5000 |
" |
1,4300 | ||
|
24 |
" |
1,5000 |
" |
1,7000 |
" |
1,6000 | ||
|
25 |
" |
1,7000 |
" |
1,9000 |
" |
1,8000 | ||
|
26 |
" |
1,9000 |
" |
2,1000 |
" |
2,0000 | ||
|
27 |
" |
2,1000 |
" |
2,3800 |
" |
2,2400 | ||
|
28 |
" |
2,3800 |
" |
2,6000 |
" |
2,4900 | ||
|
29 |
" |
2,6000 |
" |
3,0000 |
" |
2,8000 | ||
|
30 |
" |
3,0000 |
" |
3,3000 |
" |
3,1500 | ||
|
31 |
" |
3,3000 |
" |
3,8000 |
" |
3,5500 | ||
|
32 |
" |
3,8000 |
" |
4,2000 |
" |
4,0000 | ||
|
33 |
" |
4,2000 |
" |
4,8000 |
" |
4,5000 | ||
|
34 |
" |
4,8000 |
" |
5,2000 |
" |
5,0000 | ||
|
35 |
" |
5,2000 |
" |
6,0000 |
" |
5,6000 | ||
|
36 |
" |
6,0000 |
" |
6,6000 |
" |
6,3000 | ||
|
37 |
" |
6,6000 |
" |
7,6000 |
" |
7,1000 | ||
|
38 |
" |
7,6000 |
" |
8,4000 |
" |
8,0000 | ||
|
39 |
" |
8,4000 |
" |
9,6000 |
" |
9,0000 | ||
|
40 |
" |
9,6000 |
" |
10,4000 |
" |
10,0000 | ||
|
41 |
" |
10,4000 |
" |
12,0000 |
" |
11,2000 | ||
|
42 |
" |
12,0000 |
" |
13,0000 |
" |
12,5000 | ||
|
43 |
" |
13,0000 |
" |
15,0000 |
" |
14,0000 | ||
|
44 |
" |
15,0 |
" |
17,0 |
" |
16,0 | ||
|
45 |
" |
17,0 |
" |
19,0 |
" |
18,0 | ||
|
46 |
" |
19,0 |
" |
21,0 |
" |
20,0 | ||
|
47 |
" |
21,0 |
" |
23,8 |
" |
22,4 | ||
|
48 |
" |
23,8 |
" |
26,2 |
" |
25,0 | ||
|
49 |
" |
26,2 |
" |
29,8 |
" |
28,0 | ||
|
50 |
" |
29,8 |
" |
33,2 |
" |
31,5 | ||
|
51 |
" |
33,2 |
" |
37,8 |
" |
35,5 | ||
|
52 |
" |
37,8 |
" |
42,2 |
" |
40,0 | ||
|
53 |
" |
42,2 |
" |
47,8 |
" |
45,0 | ||
|
54 |
" |
47,8 |
" |
52,2 |
" |
50,0 | ||
|
55 |
" |
52,2 |
" |
59,8 |
" |
56,0 | ||
|
56 |
" |
59,8 |
" |
66,2 |
" |
63,0 | ||
|
57 |
" |
66,2 |
" |
75,8 |
" |
71,0 | ||
|
58 |
" |
75,8 |
" |
84,2 |
" |
80,0 | ||
|
59 |
" |
84,2 |
" |
95,8 |
" |
90,0 | ||
|
60 |
" |
95,8 |
" |
104,0 |
" |
100,0 | ||
|
61 |
" |
104,0 |
" |
120,0 |
" |
112,0 | ||
|
62 |
" |
120,0 |
" |
130,0 |
" |
125,0 | ||
|
63 |
" |
130,0 |
" |
150,0 |
" |
140,0 | ||
|
64 |
" |
150,0 |
" |
170,0 |
" |
160,0 | ||
|
65 |
" |
170,0 |
" |
190,0 |
" |
180,0 | ||
|
66 |
" |
190,0 |
" |
210,0 |
" |
200,0 | ||
|
67 |
" |
210,0 |
" |
238,0 |
" |
224,0 | ||
|
68 |
" |
238,0 |
" |
262,0 |
" |
250,0 | ||
|
69 |
" |
262,0 |
" |
298,0 |
" |
280,0 | ||
|
70 |
" |
298,0 |
" |
332,0 |
" |
315,0 | ||
|
71 |
" |
332,0 |
" |
378,0 |
" |
355,0 | ||
|
72 |
" |
378,0 |
" |
422,0 |
" |
400,0 | ||
|
73 |
" |
422,0 |
" |
478,0 |
" |
450,0 | ||
|
74 |
" |
478,0 |
" |
522,0 |
" |
500,0 | ||
|
75 |
" |
522,0 |
" |
598,0 |
" |
560,0 | ||
|
76 |
" |
598,0 |
" |
662,0 |
" |
630,0 | ||
|
77 |
" |
662,0 |
" |
758,0 |
" |
710,0 | ||
|
78 |
" |
758,0 |
" |
840,0 |
" |
799,0 | ||
|
79 |
" |
840,0 |
" |
960,0 |
" |
900,0 | ||
|
80 |
" |
960,0 |
" |
1040,0 |
" |
1000,0 | ||
|
81 |
" |
1040,0 |
" |
1200,0 |
" |
1120,0 | ||
|
82 |
" |
1200,0 |
" |
1300,0 |
" |
1250,0 | ||
|
83 |
" |
1300,0 |
" |
1500,0 |
" |
1400,0 | ||
|
84 |
" |
1500,0 |
" |
1700,0 |
" |
1600,0 | ||
|
85 |
" |
1700,0 |
" |
1900,0 |
" |
1800,0 | ||
|
86 |
" |
1900,0 |
" |
2100,0 |
" |
2000,0 | ||
Признак "поверхность покрытия" дает возможность, зная объем производства, установить объем работы в квадратных метрах по видам покрытий и определить в сочетании с предыдущей информацией расход основных и вспомогательных материалов, а также количество оборудования, включая автоматические и механизированные линии.
Таблица поверхностей разработана в соответствии с НД.
Характеристика массы
Детали по признаку "характеристика массы" кодируют одним знаком по таблице 7.18 (14-й разряд технологического кода).
Таблица 7.18
|
Технологическая классификация деталей с покрытием |
Раздел | ||||||
|
|
7 | ||||||
|
Характеристика массы |
Номер признака | ||||||
|
|
6 | ||||||
|
Код |
Масса, кг | ||||||
|
1 |
|
До |
0,003 |
включ. |
|||
|
2 |
Св. |
0,003 |
до |
0,006 |
" |
||
|
3 |
" |
0,006 |
" |
0,012 |
" |
||
|
4 |
" |
0,012 |
" |
0,025 |
" |
||
|
5 |
" |
0,025 |
" |
0,050 |
" |
||
|
6 |
" |
0,050 |
" |
0,100 |
" |
||
|
7 |
" |
0,100 |
" |
0,200 |
" |
||
|
8 |
" |
0,200 |
" |
0,500 |
" |
||
|
9 |
" |
0,500 |
" |
1,000 |
" |
||
|
А |
" |
1,000 |
" |
1,600 |
" |
||
|
Б |
" |
1,600 |
" |
2,500 |
" |
||
|
В |
" |
2,500 |
" |
4,000 |
" |
||
|
Г |
" |
4,000 |
" |
10,000 |
" |
||
|
Д |
" |
10,000 |
" |
16,000 |
" |
||
|
Е |
" |
16,000 |
" |
25,000 |
" |
||
|
Ж |
Св. |
25 |
до |
40 |
" |
||
|
И |
" |
40 |
" |
63 |
" |
||
|
К |
" |
63 |
" |
100 |
" |
||
|
Л |
" |
100 |
" |
160 |
" |
||
|
М |
" |
160 |
" |
250 |
" |
||
|
Н |
" |
250 |
" |
400 |
" |
||
|
П |
" |
400 |
" |
630 |
" |
||
|
Р |
" |
630 |
" |
1000 |
" |
||
|
С |
" |
1000 |
" |
1600 |
" |
||
|
Т |
" |
1600 |
" |
2500 |
" |
||
|
У |
" |
2500 |
" |
5000 |
" |
||
|
Ф |
" |
5000 |
" |
10000 |
" |
||
|
Ц |
" |
10000 |
" |
20000 |
" |
||
|
Ш |
" |
20000 |
|
|
|||
Классификационные группировки даны в порядке возрастания масс деталей.
8 Технологическая классификация деталей, обрабатываемых электрофизикохимическими методами
В технологической классификации деталей, обрабатываемых электрофизикохимическими методами, приняты следующие признаки:
квалитет;
параметр шероховатости;
характеристика технологических требований;
вид дополнительной обработки;
характеристика массы.
Структура и длина кодового обозначения признаков классификации:
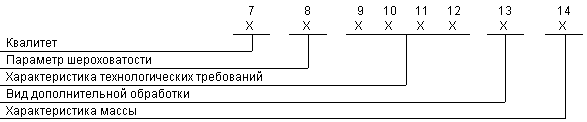
Таблица 8.1
|
Технологическая классификация деталей, |
Раздел | |||
|
8 | ||||
|
Классификатор ЕСКД. Коды классификационных группировок деталей | ||||
|
Класс |
Подкласс |
Группа |
Подгруппа |
Вид |
|
71 |
Все |
Все |
Все |
Все |
|
72 |
" |
" |
" |
" |
|
73 |
" |
" |
" |
" |
|
74 |
" |
" |
" |
" |
|
75 |
" |
" |
Все (кроме 754110-754170, 756310, 756620, 754420-754460) |
" |
|
76 |
" |
Все (кроме 761700) |
Все |
" |
Квалитет
Детали по признаку "квалитет" кодируют одним знаком по таблице 8.2 (7-й разряд технологического кода).
Таблица 8.2
|
Технологическая классификация деталей, |
Раздел | |
|
8 | ||
|
Квалитет |
Номер признака | |
|
|
1 | |
|
Код |
Квалитет | |
|
1 |
17, 16, 15, 14 | |
|
2 |
13, 12 | |
|
3 |
11, 10, 9 | |
|
4 |
8, 7, 6, 5 | |
|
5 |
4, 3, 2 | |
|
6 |
1, 0, 01 | |
Кодируют детали по квалитету с наименьшим полем допуска (наивысшая точность) размеров обрабатываемой поверхности.
Параметр шероховатости
Детали по признаку "параметр шероховатости" кодируют одним знаком по таблице 8.3 (8-й разряд технологического кода). Кодируют обрабатываемую поверхность по наименьшему значению параметра шероховатости.
Таблица 8.3
|
Технологическая классификация деталей, |
Раздел | ||||||||||||
|
8 | |||||||||||||
|
Параметр шероховатости |
Номер признака | ||||||||||||
|
|
2 | ||||||||||||
|
Код |
Параметр шероховатости, мкм | ||||||||||||
|
|
| ||||||||||||
|
1 |
Св. |
80 |
Св. |
320 |
|||||||||
|
2 |
" |
10 |
до |
80 |
включ. |
" |
40 |
до |
320 |
включ. |
|||
|
3 |
" |
2,5 |
" |
10 |
" |
" |
10 |
" |
40 |
" |
|||
|
4 |
" |
0,32 |
" |
2,5 |
" |
" |
1,6 |
" |
10 |
" |
|||
|
5 |
" |
0,02 |
" |
0,32 |
" |
" |
0,1 |
" |
1,6 |
" |
|||
|
6 |
" |
0,008 |
" |
0,02 |
" |
" |
0,032 |
" |
0,1 |
" |
|||
Числовые значения параметров и приведены в кодировочной таблице.
Характеристика технологических требований
Детали по признаку "характеристика технологических требований" кодируют четырьмя знаками кода по таблицам 8.4-8.6 (9-12-й разряды технологического кода).
Таблица 8.4 устанавливает правила кодирования деталей по видам технологических операций и методам их выполнения (9 и 10-й разряды технологического кода).
Таблица 8.4
|
Технологическая классификация деталей, |
Раздел | |||||||
|
8 | ||||||||
|
Характеристика технологических требований |
Номер признака | |||||||
|
3 | ||||||||
|
Код |
Вид технологической операции | |||||||
|
01 |
Копировально- |
электрофизическая |
электроэрозионная | |||||
|
02 |
электромеханическая |
ультразвуковая | ||||||
|
03 |
электрохимическая | |||||||
|
05 |
Прошивочная |
электрофизическая |
лучевая |
лазерная | ||||
|
06 |
электронно-лучевая | |||||||
|
11 |
Профильно-вырезная |
электрохимическая | ||||||
|
12 |
электрофизическая |
электроэрозионная | ||||||
|
13 |
лучевая |
лазерная | ||||||
|
14 |
электронно-лучевая | |||||||
|
15 |
электромеханическая |
ультразвуковая | ||||||
|
21 |
Отрезная |
электроэрозионная |
проволочным электродом | |||||
|
22 |
дисковым электродом | |||||||
|
23 |
плазменная | |||||||
|
24 |
электрохимическая |
размерная |
анодно-механическая |
дисковым электродом | ||||
|
25 |
ленточным электродом | |||||||
|
31 |
Заточная |
электрохимическая |
размерная |
анодно-механическая |
абразивная | |||
|
32 |
алмазная | |||||||
|
35 |
Расточная |
электрофизическая |
электроэрозионная | |||||
|
41 |
Плоскошлифовальная |
электрофизическая |
электроэрозионная | |||||
|
42 |
электрохимическая |
размерная |
анодно-механическая |
абразивная | ||||
|
43 |
алмазная | |||||||
|
45 |
Круглошлифовальная |
электрохимическая |
электроэрозионная | |||||
|
46 |
электрохимическая |
размерная |
анодно-механическая |
абразивная | ||||
|
47 |
алмазная | |||||||
|
51 |
Балансировочная |
электрофизическая |
электроэрозионная | |||||
|
52 |
лучевая |
лазерная | ||||||
|
53 |
электрохимическая | |||||||
|
55 |
Гравировальная |
электрохимическая | ||||||
|
56 |
электрофизическая |
электроэрозионная | ||||||
|
57 |
электромеханическая |
ультразвуковая | ||||||
|
61 |
Отделочно-зачистная |
электрохимическая | ||||||
|
62 |
электрофизическая |
электромеханическая |
ультразвуковая | |||||
|
65 |
Доводочная |
электрохимическая |
поверхностная |
полировальная | ||||
|
71 |
Упрочняюще- |
электрофизическая |
электроэрозионная | |||||
|
72 |
Резьбонарезная |
электрофизическая |
электроэрозионная | |||||
Таблица 8.5 устанавливает правила кодирования деталей по технологическим требованиям к исходной заготовке (11-й разряд технологического кода).
Таблица 8.5
|
Технологическая классификация деталей, |
Раздел | ||
|
8 | |||
|
Характеристика технологических требований |
Номер признака | ||
|
3 | |||
|
Код |
Уточненный вид исходной заготовки | ||
|
1 |
Электроэрозионная |
без технологического отверстия в заготовке | |
|
2 |
с технологическим отверстием в заготовке | ||
Таблица 8.6 устанавливает правила кодирования деталей по наличию конструктивных элементов (12-й разряд технологического кода).
Таблица 8.6
|
Технологическая классификация деталей, |
Раздел | ||||||
|
8 | |||||||
|
Характеристика технологических требований |
Номер признака | ||||||
|
3 | |||||||
|
Код |
Характеристика конструктивных элементов | ||||||
|
1 |
Тела вращения |
|
| ||||
|
2 |
|
Количество пазов четное | |||||
|
3 |
Количество пазов четное | ||||||
|
4 |
Количество пазов нечетное | ||||||
|
6 |
|
| |||||
|
7 |
|
Количество пазов четное | |||||
|
8 |
Количество пазов | ||||||
|
А |
|
круглые |
Количество отверстий | ||||
|
Б |
Количество отверстий | ||||||
|
В |
прочие |
Количество отверстий | |||||
|
Г |
Количество отверстий | ||||||
|
Ж |
Не тела вращения |
Пазы |
глухие (глубина |
прямоугольные | |||
|
И |
с элементами окружностей |
| |||||
|
К |
| ||||||
|
Л |
сквозные |
прямоугольные | |||||
|
М |
с элементами окружностей |
0,08 | |||||
|
Н |
| ||||||
|
П |
Отверстия |
глухие |
(глубина |
||||
|
Р |
сквозные | ||||||
|
У |
Сложный профиль | ||||||
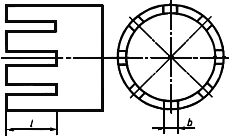
 0,5 мм
0,5 мм  20 мм
20 мм
 8
8 8
8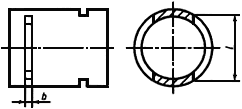
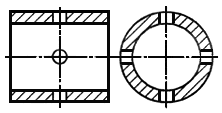
 0,2-0,4
0,2-0,4  0,5
0,5 0,2
0,2
Вид дополнительной обработки
Детали по признаку "дополнительная обработка" кодируют одним знаком по таблице 8.7 (13-й разряд технологического кода).
Таблица 8.7
|
Технологическая классификация деталей, |
Раздел | ||||
|
8 | |||||
|
Вид дополнительной обработки |
Номер признака | ||||
|
4 | |||||
|
Код |
Вид дополнительной обработки | ||||
|
Обезжиривание |
Зачистка |
Термическая (отжиг) |
Контроль микроструктуры | ||
|
0 |
- |
- |
- |
- | |
|
1 |
+ |
||||
|
2 |
- |
+ |
|||
|
3 |
+ |
||||
|
4 |
- |
- |
+ |
||
|
5 |
+ |
|
|||
|
6 |
- |
+ |
|||
|
7 |
+ |
||||
|
8 |
- |
- |
- |
+ | |
|
9 |
+ |
|
|||
|
А |
- |
+ |
|||
|
Б |
+ |
||||
|
В |
- |
- |
+ |
||
|
Г |
+ |
|
|||
|
Д |
- |
+ |
|||
|
Е |
+ |
||||
Код детали назначают в зависимости от наличия видов дополнительной обработки и их сочетаний (обезжиривание, зачистка, термическая обработка, контроль микроструктуры).
Отсутствие всех видов дополнительной обработки, указанных в таблице 8.7, обозначают знаком "-" (соответствует коду 0), наличие всех видов дополнительной обработки - обозначают знаком "+" (соответствует коду Е), а различные сочетания видов обработки кодируют цифрами от 1 до 9 и буквами от А до Д.
Характеристика массы
Детали по признаку "характеристика массы" кодируют одним знаком по таблице 8.8 (14-й разряд технологического кода).
Таблица 8.8
|
Технологическая классификация деталей, обрабатываемых электрофизикохимическими методами |
Раздел | ||||||
|
|
8 | ||||||
|
Характеристика массы |
Номер признака | ||||||
|
|
5 | ||||||
|
Код |
Масса, кг | ||||||
|
1 |
До |
0,003 |
включ. |
||||
|
2 |
Св. |
0,003 |
до |
0,006 |
" |
||
|
3 |
" |
0,006 |
" |
0,012 |
" |
||
|
4 |
" |
0,012 |
" |
0,025 |
" |
||
|
5 |
" |
0,025 |
" |
0,050 |
" |
||
|
6 |
" |
0,050 |
" |
0,100 |
" |
||
|
7 |
" |
0,100 |
" |
0,200 |
" |
||
|
8 |
" |
0,200 |
" |
0,500 |
" |
||
|
9 |
" |
0,500 |
" |
1,000 |
" |
||
|
А |
" |
1,000 |
" |
1,600 |
" |
||
|
Б |
" |
1,600 |
" |
2,500 |
" |
||
|
В |
" |
2,500 |
" |
4,000 |
" |
||
|
Г |
" |
4,000 |
" |
10,000 |
" |
||
|
Д |
" |
10,000 |
" |
16,000 |
" |
||
|
Е |
" |
16,000 |
" |
25,000 |
" |
||
|
Ж |
" |
25 |
" |
40 |
" |
||
|
И |
" |
40 |
" |
63 |
" |
||
|
К |
" |
63 |
" |
100 |
" |
||
|
Л |
" |
100 |
" |
160 |
" |
||
|
М |
" |
160 |
" |
250 |
" |
||
|
Н |
" |
250 |
" |
400 |
" |
||
|
П |
" |
400 |
" |
630 |
" |
||
|
Р |
" |
630 |
" |
1000 |
" |
||
|
С |
" |
1000 |
" |
1600 |
" |
||
|
Т |
" |
1600 |
" |
2500 |
" |
||
|
У |
" |
2500 |
" |
5000 |
" |
||
|
Ф |
" |
5000 |
" |
10000 |
" |
||
|
Ц |
" |
10000 |
" |
20000 |
" |
||
|
Ш |
" |
20000 |
|||||
Классификационные группировки даны в порядке возрастания массы деталей.
9 Технологическая классификация деталей, изготовляемых порошковой металлургией
В технологической классификации деталей, изготовляемых порошковой металлургией, приняты следующие признаки:
площадь формования;
квалитет;
параметр шероховатости;
уточненная группа материалов;
характеристика технологических требований;
вид дополнительной обработки;
характеристика массы.
Структура и длина кодового обозначения признаков классификации:
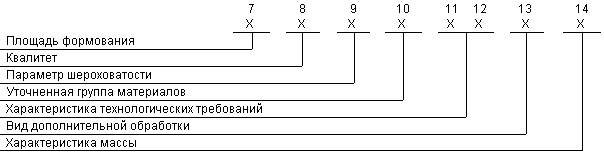
Таблица 9.1
|
Технологическая классификация деталей, |
Раздел | |||
|
9 | ||||
|
Классификатор ЕСКД. Коды классификационных группировок деталей | ||||
|
Класс |
Подкласс |
Группа |
Подгруппа |
Вид |
|
71 |
Все |
Все |
Все |
Все |
|
72 |
" |
Все (кроме 725100, 725200) |
" |
" |
|
73 |
Все |
Все (кроме 735300, 735400, 735500, 735600) |
" |
" |
|
74 |
Все (кроме 745000) |
Все (кроме 743600, 745100-745600, 746500-747600, 747700) |
" |
" |
|
75 |
Все (кроме 754000, 755000, 756000) |
Все |
Все |
Все (кроме 757614, 757615) |
|
76 |
Все |
Все (кроме 761700) |
Все (кроме 765340, 765350, 765470) |
Все |
Площадь формования
Детали по признаку "площадь формования" кодируют одним знаком по таблице 9.2 (7-й разряд технологического кода).
Таблица 9.2
|
Технологическая классификация деталей, |
Раздел | ||||||
|
|
9 | ||||||
|
Площадь формования |
Номер признака | ||||||
|
|
1 | ||||||
|
Код |
Площадь формования, см | ||||||
|
1 |
До |
2 |
включ. |
||||
|
2 |
Св. |
2 |
до |
4 |
" |
||
|
3 |
" |
4 |
" |
8 |
" |
||
|
4 |
" |
8 |
" |
16 |
" |
||
|
5 |
" |
16 |
" |
30 |
" |
||
|
6 |
" |
30 |
" |
60 |
" |
||
|
7 |
" |
60 |
" |
125 |
" |
||
|
8 |
" |
125 |
" |
200 |
" |
||
|
9 |
" |
200 |
" |
300 |
" |
||
В деталях, изготовляемых порошковой металлургией, площадь формования определяют как площадь проекции детали на плоскость формы в направлении усилия прессования.
Квалитет
Детали по признаку "квалитет" кодируют одним знаком по таблице 9.3 (8-й разряд технологического кода).
Таблица 9.3
|
Технологическая классификация деталей, |
Раздел | |
|
9 | ||
|
Квалитет |
Номер признака | |
|
|
2 | |
|
Код |
Квалитет | |
|
1 |
17, 16, 15, 14 | |
|
2 |
13, 12 | |
|
3 |
11, 10, 9 | |
|
4 |
8, 7, 6, 5 | |
|
5 |
4, 3, 2 | |
|
6 |
1, 0, 01 | |
Код детали назначают по квалитету с наименьшим полем допуска (наивысшая степень точности) размеров.
Классификационные группировки в кодировочной таблице даны в порядке возрастания точности.
Детали со специальными полями допусков кодируют после сопоставления допусков, заданных в чертеже, с основными отклонениями и допусками по соответствующему стандарту.
Параметр шероховатости
Детали по признаку "параметр шероховатости" кодируют одним знаком по таблице 9.4 (9-й разряд технологического кода). Кодируют деталь по наименьшему параметру шероховатости. Числовые значения параметров и приведены в кодировочной таблице.
Таблица 9.4
|
Технологическая классификация деталей, |
Раздел | ||||||||||||
|
9 | |||||||||||||
|
Параметр шероховатости |
Номер признака | ||||||||||||
|
3 | |||||||||||||
|
Код |
Параметр шероховатости, мкм | ||||||||||||
|
|
| ||||||||||||
|
1 |
Св. |
80 |
Св. |
320 |
|||||||||
|
2 |
" |
10 |
до |
80 |
включ. |
" |
40 |
до |
320 |
включ. |
|||
|
3 |
" |
2,5 |
" |
10 |
" |
" |
10 |
" |
40 |
" |
|||
|
4 |
" |
0,32 |
" |
2,5 |
" |
" |
1,6 |
" |
10 |
" |
|||
|
5 |
" |
0,02 |
" |
0,32 |
" |
" |
0,1 |
" |
1,6 |
" |
|||
|
6 |
" |
0,008 |
" |
0,02 |
" |
" |
0,032 |
" |
0,1 |
" |
|||
Уточненная группа материалов
Детали по признаку "уточненная группа материалов" кодируют одним знаком по таблице 9.5 (10-й разряд технологического кода).
Таблица 9.5
|
Технологическая классификация деталей, |
Раздел | ||
|
9 | |||
|
Уточненная группа материала |
Номер признака | ||
|
4 | |||
|
Код |
Уточненная группа материала | ||
|
1 |
Магнитные материалы |
магнито-мягкие | |
|
2 |
магнито-твердые | ||
|
3 |
магнитодиэлектрики | ||
|
1 |
Антифрикционные материалы |
на основе железа | |
|
2 |
на основе меди | ||
|
3 |
металлопластмассовые | ||
|
1 |
Фрикционные материалы |
на основе железа | |
|
2 |
на основе меди | ||
|
1 |
Конструкционные материалы |
железо и сплавы на его основе | |
|
2 |
на основе цветных металлов | ||
Характеристика технологических требований
Детали по признаку "характеристика технологических требований" кодируют двумя знаками по таблице 9.6 и 9.7 (11-й и 12-й разряды технологического кода). Первым знаком по табл.9.7 кодируют конструктивные характеристики деталей, влияющие на процесс формования.
Таблица 9.6
|
Технологическая классификация деталей, |
Раздел | ||||
|
9 | |||||
|
Характеристика технологических требований |
Номер признака | ||||
|
|
5 | ||||
|
Код |
Требование к конструктивным характеристикам деталей | ||||
|
|
|
|
| ||
|
|
|
|
|
| |
|
0 |
- |
- |
- |
- | |
|
1 |
+ |
||||
|
2 |
- |
+ |
|
||
|
3 |
+ |
||||
|
4 |
- |
- |
+ |
||
|
5 |
+ |
||||
|
6 |
- |
+ |
|||
|
7 |
+ |
||||
|
8 |
- |
- |
- |
+ | |
|
9 |
+ |
||||
|
А |
- |
+ |
|||
|
Б |
+ |
||||
|
В |
- |
- |
+ |
||
|
Г |
+ |
||||
|
Д |
- |
+ |
|||
|
Е |
+ |
||||
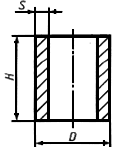
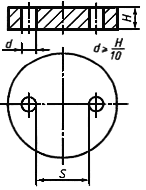
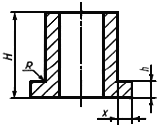
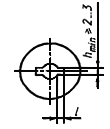
 при одностороннем прессовании;
при одностороннем прессовании; 2?3
2?3 55 при
55 при  ;
; 2,55 при
2,55 при  ,
, ;
; 2?3
2?3
Таблица 9.7
|
Технологическая классификация деталей, |
Раздел | ||||
|
9 | |||||
|
Характеристика технологических требований |
Номер признака | ||||
|
5 | |||||
|
Код |
Параметры требований | ||||
|
|
Химический состав |
Физико-механические свойства |
Вакуумная плотность |
Электромагнитные свойства | |
|
0 |
- |
- |
- |
- | |
|
1 |
+ |
||||
|
2 |
- |
+ |
|||
|
3 |
+ |
||||
|
4 |
- |
- |
+ |
||
|
5 |
+ |
|
|||
|
6 |
- |
+ |
|||
|
7 |
+ |
||||
|
8 |
- |
- |
- |
+ | |
|
9 |
+ |
||||
|
А |
- |
+ |
|||
|
Б |
+ |
||||
|
В |
- |
- |
+ |
||
|
Г |
+ |
||||
|
Д |
- |
+ |
|||
|
Е |
+ |
||||
Для обеспечения качества формования конструктивные характеристики должны удовлетворять следующим требованиям: отношение высоты к диаметру детали или к толщине стенки должно быть не более 2,5 при одностороннем формовании и 2,5 5, 3
5, 3 12 при двустороннем формовании; толщина стенок - не менее 1,6 мм; диаметры сквозных отверстий - не менее 2 мм; радиусы сопряжения - не менее 0,25 мм; толщина стенок между смежными сквозными отверстиями или отверстиями и краями детали - не менее 2 мм; отношение толщины паза или выступа к длине должно быть более или равно 2; отношение высоты бурта к высоте детали должно быть более или равно 2.
12 при двустороннем формовании; толщина стенок - не менее 1,6 мм; диаметры сквозных отверстий - не менее 2 мм; радиусы сопряжения - не менее 0,25 мм; толщина стенок между смежными сквозными отверстиями или отверстиями и краями детали - не менее 2 мм; отношение толщины паза или выступа к длине должно быть более или равно 2; отношение высоты бурта к высоте детали должно быть более или равно 2.
Детали, имеющие конструктивные элементы в виде круговых выточек, резьбы, обратную конусность, пазы или отверстия, расположенные под углом к направлению прессования, изготавливать методом порошковой металлургии не рекомендуется.
Код детали назначают в зависимости от наличия этих элементов и их сочетаний. Отсутствие всех элементов обозначают знаком "-" (соответствует коду 1), наличие всех элементов обозначают знаком "+" (соответствует коду 7), а их сочетания кодируют цифрами от 1 до 6.
Вторым знаком по таблице 9.8 кодируют требования, предъявляемые к детали и существенно влияющие на процесс. Требования, перечисленные в таблице 9.8, указывают в чертеже детали или в технических условиях.
Таблица 9.8
|
Технологическая классификация деталей, |
Раздел | ||||
|
9 | |||||
|
Вид дополнительной обработки |
Номер признака | ||||
|
6 | |||||
|
Код |
Обработка резанием |
Деформационно-термическая |
Пропитка |
Покрытие | |
|
0 |
- |
- |
- |
- | |
|
1 |
+ |
||||
|
2 |
- |
+ |
|||
|
3 |
+ |
||||
|
4 |
- |
- |
+ |
||
|
5 |
+ |
||||
|
6 |
- |
+ |
|||
|
7 |
+ |
||||
|
8 |
- |
- |
- |
+ | |
|
9 |
+ |
|
|||
|
А |
- |
+ |
|||
|
Б |
+ |
||||
|
В |
- |
- |
+ |
||
|
Г |
+ |
|
|||
|
Д |
- |
+ |
|||
|
Е |
+ |
||||
Отсутствие требований обозначают знаком "-" (соответствует коду 0), наличие всех требований обозначают знаком "+" (соответствует коду Е), а их сочетания кодируют цифрами от 1 и буквами до Д.
Вид дополнительной обработки
Детали по признаку "вид дополнительной обработки" кодируют одним знаком по таблице 9.8 (13-й разряд технологического кода).
Код детали назначают по видам дополнительной обработки и их сочетаний. Отсутствие дополнительной обработки обозначают знаком "-" (соответствует коду 0), наличие всех видов обработки - знаком "+" (соответствует коду Е), а различные сочетания видов обработки кодируют цифрами от 1 и буквами до Д.
Характеристика массы
Детали по признаку "характеристика массы" кодируют одним знаком кода по таблице 9.9 (14-й разряд технологического кода).
Таблица 9.9
|
Технологическая классификация деталей, |
Раздел | ||||||
|
9 | |||||||
|
Характеристика массы |
Номер признака | ||||||
|
7 | |||||||
|
Код |
Масса, кг | ||||||
|
1 |
До |
0,003 |
включ. |
||||
|
2 |
Св. |
0,003 |
до |
0,006 |
" |
||
|
3 |
" |
0,006 |
" |
0,012 |
" |
||
|
4 |
" |
0,012 |
" |
0,025 |
" |
||
|
5 |
" |
0,025 |
" |
0,050 |
" |
||
|
6 |
" |
0,050 |
" |
0,100 |
" |
||
|
7 |
" |
0,100 |
" |
0,200 |
" |
||
|
8 |
" |
0,200 |
" |
0,500 |
" |
||
|
9 |
" |
0,500 |
" |
1,000 |
" |
||
|
А |
" |
1,000 |
" |
1,600 |
" |
||
|
Б |
" |
1,600 |
" |
2,500 |
" |
||
|
В |
" |
2,500 |
" |
4,000 |
" |
||
|
Г |
" |
4,000 |
" |
10,000 |
" |
||
|
Д |
" |
10,000 |
" |
16,000 |
" |
||
|
Е |
" |
16,000 |
" |
25,000 |
" |
||
|
Ж |
" |
25 |
до |
40 |
" |
||
|
И |
" |
40 |
" |
63 |
" |
||
|
К |
" |
63 |
" |
100 |
" |
||
|
Л |
" |
100 |
" |
160 |
" |
||
|
М |
" |
160 |
" |
250 |
" |
||
|
Н |
" |
250 |
" |
400 |
" |
||
|
П |
" |
400 |
" |
630 |
" |
||
|
Р |
" |
630 |
" |
1000 |
" |
||
|
С |
" |
1000 |
" |
1600 |
" |
||
|
Т |
" |
1600 |
" |
2500 |
" |
||
|
У |
" |
2500 |
" |
5000 |
" |
||
|
Ф |
" |
5000 |
" |
10000 |
" |
||
|
Ц |
" |
10000 |
" |
20000 |
" |
||
|
Ш |
" |
20000 |
|
|
|||
Классификационные группировки даны в порядке возрастания массы деталей.
ПРИЛОЖЕНИЕ
ПЕРЕЧЕНЬ МАТЕРИАЛОВ И ИХ КОДЫ
ПО ТЕХНОЛОГИЧЕСКОМУ КЛАССИФИКАТОРУ
Перечень материалов (таблица 1) состоит из наименований и марок материалов, номеров стандартов на материалы и соответствующих им кодов по Технологическому классификатору.
Таблица 1
Перечень материалов и их коды по фасету
|
Обозначение стандарта |
Наименование и марка материала |
Код |
|
|
МЕТАЛЛЫ И СПЛАВЫ |
|
|
Стали углеродистые обыкновенного качества |
01, 02, 03 | |
|
Никель, сплавы никелевые и медно-никелевые, обрабатываемые давлением: |
| |
|
|
никель и сплавы никелевые - все марки, кроме медно-никелевых |
53 |
|
|
сплавы медно-никелевые - все марки, кроме константана, манганина |
44 |
|
|
константан, манганин |
23 |
|
Бронзы безоловянные - все марки |
43 | |
|
Бронзы оловянные - все марки |
43 | |
|
Бронза безоловянная - все марки |
43 | |
|
Сталь подшипниковая - все марки |
20 | |
|
Сталь качественная и высококачественная |
01, 10 | |
|
Медь - все марки |
41 | |
|
Олово - все марки |
57 | |
|
Сталь углеродистая качественная конструкционная |
02-04, 01 | |
|
Баббиты кальциевые - все марки |
57 | |
|
Отливки из ковкого чугуна - все марки |
33 | |
|
Свинец сурмянистый - все марки |
57 | |
|
Баббиты оловянные и свинцовые - все марки |
57 | |
|
Отливки из серого чугуна - все марки |
31, 32 | |
|
Сталь конструкционная повышенной и высокой обрабатываемости - все марки |
11 | |
|
Сталь инструментальная углеродистая |
08 | |
|
Сплавы алюминиевые литейные - все марки |
46 | |
|
ГОСТ 1585-79* |
Отливки из антифрикционного чугуна - все марки |
35 |
|
______________ | ||
|
Сплавы магниевые литейные - все марки |
48 | |
|
Цинк - все марки |
56 | |
|
Свинец - все марки |
57 | |
|
Проволока биметаллическая сталемедная - все марки |
59 | |
|
Сталь электротехническая нелегированная тонколистовая и ленты - все марки |
27 | |
|
Сталь легированная конструкционная |
11, 12 | |
|
Алюминий и сплавы алюминиевые деформируемые - все марки |
45, 46 | |
|
Бронзы оловянные, обрабатываемые давлением - все марки |
43 | |
|
Сталь листовая углеродистая низколегированная и легированная для котлов и сосудов, работающих под давлением |
02, 21 | |
|
Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные - все марки |
21 | |
|
Стекло безопасное |
92 | |
|
ГОСТ 5905-79* |
Хром металлический - все марки |
52 |
|
______________ | ||
|
Сталь легированная инструментальная |
18 | |
|
Сталь низколегированная конструкционная для мостостроения |
11 | |
|
Сталь трехслойная для отвалов - все марки |
59 | |
|
Золото и золотые сплавы - все марки |
58 | |
|
Серебро и серебряные сплавы - все марки |
58 | |
|
Термобиметаллы |
59 | |
|
Сталь легированная для холодного выдавливания и высадки |
11, 12 | |
|
Сталь листовая горячекатаная двухслойная коррозионно-стойкая - все марки |
59 | |
|
Высокопрочный чугун с шаровидным графитом - все марки |
34 | |
|
Отливки из коррозионно-стойкого и жаропрочного чугуна - все марки |
35 | |
|
Стали прецизионные: |
| |
|
|
сплавы с высокой магнитной проницаемостью магнитно-мягкие и магнитно-твердые - все марки |
27 |
|
|
сплавы с заданным температурным коэффициентом линейного расширения и с заданными свойствами упругости, сверхпроводящие сплавы - все марки |
25 |
|
|
с заданным (с высоким) электрическим сопротивлением - все марки |
23 |
|
Сталь сортовая электротехническая нелегированная - все марки |
27 | |
|
Алюминий - все марки |
45 | |
|
Стали конструкционные легированные - все марки |
12 | |
|
Сталь толстолистовая и широкополосная универсальная конструкционная легированная высококачественная специального назначения |
| |
|
|
- все марки |
12 |
|
Родий - все марки |
58 | |
|
______________ | ||
|
Иридий - все марки |
58 | |
|
______________ | ||
|
Жесть белая электролитического лужения |
59 | |
|
Палладий и палладиевые сплавы - все марки |
58 | |
|
Платина и платиновые сплавы - все марки |
58 | |
|
Трубки тонкостенные из никеля и никелевых сплавов - все марки |
53 | |
|
Стали рессорно-пружинные: |
| |
|
|
углеродистые - все марки |
04 |
|
|
легированные - все марки |
11, 12 |
|
Трубы из бескислородной меди |
41 | |
|
Сплавы медно-цинковые (латуни), обрабатываемые давлением - все марки |
42 | |
|
______________ | ||
|
Ниобий в слитках |
54 | |
|
Ниобий в штабиках |
54 | |
|
Сплавы медно-цинковые (латуни) литейные - все марки |
42 | |
|
ГОСТ 18389-73 |
Проволока из платины и ее сплавов - все марки |
58 |
|
Проволока из палладия и его сплавов - все марки |
58 | |
|
Никель и низколегированные никелевые сплавы, обрабатываемые давлением |
53 | |
|
Стали быстрорежущие |
19 | |
|
Стали низколегированные толстолистовые и широкополосные универсальные - все марки |
11, 12 | |
|
ГОСТ 19671-91 |
Проволока вольфрамовая для источников света |
54 |
|
Титан и титановые сплавы, обрабатываемые давлением - все марки |
51 | |
|
Стали теплоустойчивые - все марки |
21 | |
|
ГОСТ 21007-75 |
Проволока из платины для термометров сопротивления |
58 |
|
Сплавы цинковые антифрикционные - все марки |
56 | |
|
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ | ||
|
Текстолит и асботекстолит - все марки |
70, 90 | |
|
Ленты конвейерные резинотканевые - все марки |
80 | |
|
ГОСТ 99-96 |
Шпон лущеный |
85 |
|
Фанера березовая авиационная |
85 | |
|
Стекло оконное |
92 | |
|
Войлок технический тонкошерстный - все марки |
87 | |
|
Бельтинг хлопчатобумажный фильтровальный - все марки |
87 | |
|
ГОСТ 438-87 |
Сукно техническое трубочное |
87 |
|
Пластины асбестоцеллюлозные фильтрующие и стерилизующие - все марки |
91 | |
|
Паронит - все марки |
91 | |
|
Пиломатериалы авиационные (бруски и доски) - все марки |
85 | |
|
Нити изоляционные шелковые |
87 | |
|
Ткань хлопчатобумажная доместик |
87 | |
|
Ленты асбестовые тормозные - все марки |
91 | |
|
Стекло термометрическое - все марки |
92 | |
|
ГОСТ 1284.2-89 (ИСО 1081-80) |
Ремни приводные клиновые |
70; 80 |
|
Рукава резиновые с нитяным усилением для тормозной системы подвижного состава железных дорог |
81 | |
|
ГОСТ 1765-89 |
Шнуры и канатики льняные |
87 |
|
Шнуры асбестовые |
91 | |
|
Накладки фрикционные асбестовые - все марки |
91 | |
|
Бумага конденсаторная - все марки |
86 | |
|
Бумага электроизоляционная - все марки |
86 | |
|
Картон калиброванный |
86 | |
|
Заготовки авиационные хвойных пород - все марки |
85 | |
|
Пиломатериалы лиственных пород |
85 | |
|
Гетинакс электротехнический листовой - все марки |
70 | |
|
Эбонит электротехнический листовой - все марки |
82 | |
|
Картон электроизоляционный - все марки |
86 | |
|
Картон асбестовый |
91 | |
|
Текстолит электротехнический листовой - все марки |
70 | |
|
Шпон строганый |
85 | |
|
ГОСТ 2996-79 |
Заготовки авиационные лиственных пород |
85 |
|
ГОСТ 3357-72 |
Ткани хлопчатобумажные для шлифовальных шкурок |
87 |
|
Бумага электроизоляционная - все марки |
86 | |
|
ГОСТ 3514-94 |
Стекло оптическое бесцветное - все марки |
92 |
|
Картон электроизоляционный для трансформаторов и аппаратов с масляным заполнением - все марки |
86 | |
|
Доски асбестоцементные электротехнические дугостойкие - все марки |
91 | |
|
Микалента - все марки |
90 | |
|
Ткани шелковые для сит |
87 | |
|
Графит тигельный |
95 | |
|
Набивки сальниковые - все марки |
95, 73, 91 85, 80 | |
|
Стержни электротехнические текстолитовые круглые |
70 | |
|
Трубки резиновые технические - все марки |
80 | |
|
Пластикат поливинилхлоридный для изоляции и защитных оболочек проводов и кабелей |
71 | |
|
Ткани асбестовые - все марки |
91 | |
|
ГОСТ 6121-75 |
Миканит прокладочный (слюда) - все марки |
92 |
|
Войлок технический полугрубошерстный - все марки |
87 | |
|
Войлок технический грубошерстный - все марки |
87 | |
|
Шнур резиновый круглого и прямоугольного сечения |
81 | |
|
ГОСТ 6722-75 |
Картон фильтровальный технический |
86 |
|
Слюда конденсаторная |
90 | |
|
ГОСТ 7478-75 |
Графит элементный - все марки |
95 |
|
Стекло армированное листовое |
92 | |
|
Пленка целлюлозная |
85 | |
|
Графит - все марки |
95 | |
|
Пиломатериалы хвойных пород |
85 | |
|
ГОСТ 8727-78 |
Стекломиканит гибкий - все марки |
90 |
|
ГОСТ 9206-80 |
Алмазные порошки - все марки |
96 |
|
Нитроискожа-7 |
73 | |
|
ГОСТ 9284-75 |
Стекла предметные для микропрепаратов |
92 |
|
Картон прокладочный - все марки |
86 | |
|
Массы прессовочные карбамидо- и меламиноформальдегидные |
75, 76 | |
|
Стекло оптическое цветное - все марки |
92 | |
|
Стекла закаленные для судовых иллюминаторов |
92 | |
|
ГОСТ 9439-85 |
Поливинилбутираль |
71 |
|
ГОСТ 9629-81 |
Заготовки из модифицированной древесины |
85 |
|
Винипласт листовой - все марки |
71 | |
|
Заготовки из древесины хвойных пород |
85 | |
|
Стекло органическое светотехническое листовое - все марки |
71 | |
|
ГОСТ 9821-71 |
Ткани хлопчатобумажные технические для электропромышленности |
87 |
|
ПТФЭ - все марки |
71 | |
|
ГОСТ 10061-78 |
Ткани хлопчатобумажные офсетные |
87 |
|
ГОСТ 10273-79 |
Графит аккумуляторный - все марки |
95 |
|
Графит электроугольный - все марки |
95 | |
|
Стеклотекстолит конструкционный - все марки |
70 | |
|
Гетинакс и стеклотекстолит фольгированные - все марки |
70 | |
|
Пленка полиэтиленовая - все марки |
71 | |
|
Полиамид 610 литьевой |
71 | |
|
Стекло органическое конструкционное - все марки |
71 | |
|
Слюда - все марки |
92 | |
|
Фанера бакелизированная - все марки |
85 | |
|
ГОСТ 12099-75 |
Сополимер ВА-15 винилхлорида с винилацетатом |
71 |
|
Бруски для ткацких челноков |
85 | |
|
Сополимеры стирола - все марки |
71 | |
|
ГОСТ 12456-83 |
Фибра для шлифовальных дисков |
86 |
|
Цилиндры и трубки электротехнические стеклоэпоксифенольные |
70 | |
|
Стеклотекстолит электротехнический листовой - все марки |
70 | |
|
ГОСТ 12785-87 |
Бумага для электролитических конденсаторов - все марки |
86 |
|
Резина листовая для трансформаторов |
81 | |
|
Листы асбостальные |
91 | |
|
Асбест хризотиловый - все марки |
91 | |
|
Пленка полистирольная |
71 | |
|
|
Бруски деревянные для шпуль и катушек |
85 |
|
Плиты столярные - все марки |
85 | |
|
ПТФХЭ |
71 | |
|
Пластики древеснослоистые - все марки |
77 | |
|
|
Материалы пьезокерамические |
92 |
|
ГОСТ 14039-78 |
Поливинилхлорид эмульсионный - все марки |
71 |
|
ГОСТ 14183-78 |
Стекло органическое часовое - все марки |
71 |
|
Ленты асбестовые электро- и теплоизоляционные - все марки |
91 | |
|
ГОСТ 14332-78 |
Поливинилхлорид суспензионный - все марки |
71 |
|
ГОСТ 14613-83 |
Фибра - все марки |
86 |
|
Фанера декоративная |
85 | |
|
Ткани хлопчатобумажные технические для авиационной промышленности |
87 | |
|
Стекло кварцевое - все марки |
92 | |
|
Резиновые технические изделия для районов с тропическим климатом - все марки |
81, 82 | |
|
Материалы асбестовые фрикционные эластичные - все марки |
91 | |
|
Пленка винилпластовая перфорированная и перфорированногофрированная - все марки |
71 | |
|
Пленка поливинилхлоридная пластифицированная техническая - все марки |
71 | |
|
Полиэтилен высокого давления |
71 | |
|
Пленка винилпластовая каландрированная - все марки |
71 | |
|
Графит - все марки |
95 | |
|
Материал прессовочный ДСВ |
76 | |
|
Стекло органическое техническое |
71 | |
|
ГОСТ 17648-83 |
Полиамиды стеклонаполненные |
73 |
|
Стекло медицинское |
92 | |
|
Полистирол общего назначения |
71 | |
|
Материалы электротехнические фарфоровые |
93 | |
|
Материал прессовочный АГ-4 |
76 | |
|
Кожа техническая |
88 | |
|
ГОСТ 21228-85 |
Целлулоид |
71 |
|
Массы прессовочные фенольные |
75, 76 | |
|
Канаты пеньковые |
87 | |
|
Примечание - Материалы с кодами 76-79, 87, 92 изготовляют по: ТУ 6-05-211-247-74, ТУ 6-05-1158-77, ТУ 6-05-1741-75, ТУ 6-05-1806-77, ТУ 6-05-1303-76, ТУ 6-05-221-304-77, ТУ 6-05-221-107-77, ТУ 6-05-5888-77, ТУ 6-05-1790-76, ТУ РСФСР 17-46-9075-78, ТУ РСФСР 17-46-8931-78, ТУ РСФСР 17-63-10250-82, ТУ 13-7308001-669-84 и др. | ||
Перечень предназначен для облегчения кодирования детали по признаку "группа материала" (таблица 0.4 Классификатора) в соответствии с данными чертежа. Все перечисленные материалы делятся на металлы и сплавы и неметаллические материалы. В перечень вошли широко распространенные и часто применяемые в машино- и приборостроении материалы.
Перечень материалов является методическим рекомендуемым документом. Он может быть использован в качестве основы для составления перечня материалов, применяемых в конкретных производственных условиях.
ФОРМИРОВАНИЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО КОДА ДЕТАЛИ,
ИЗГОТОВЛЯЕМОЙ ЛИТЬЕМ. КОРПУС
Пример формирования конструкторско-технологического кода рассматриваемой детали представлен на с.97.
Данную деталь - корпус относят к деталям - телам вращения класса 72. Она представляет собой корпус с плоской основной базой, с криволинейной наружной поверхностью с одним базовым отверстием, перпендикулярным к основной базе, сквозным.
Код конструкторской классификационной группировки 724252.
В соответствии со структурой технологического кода первым признаком технологической классификации деталей является размерная характеристика. Поскольку рассматриваемая деталь относится к подклассу 724000, кодирование ее размерной характеристики следует проводить по таблице 0.1. Исходя из кодируемых размеров детали: наибольший наружный диаметр 110, длина 80, диаметр центрального отверстия 25 мм, код размерной характеристики БВ5.
Деталь по чертежу должна изготовляться из алюминиевого сплава АЛ27 по ГОСТ 2685-75.
Код группы материала 46 по таблице 0.4.
В связи с тем, что деталь литая, по таблице 0.5 ей присваивают код 1.
Таким образом, классификационные группировки основных признаков технологической классификации имеют код БВ5461 (постоянная часть технологического кода). Остальную часть технологического кода (переменную) формируют по таблицам раздела 1 с учетом признаков, характерных для деталей, изготовляемых литьем.
Код детали по признаку "вид исходной заготовки" назначают по таблице 1.2. В данном случае для изготовления детали должны использоваться слитки готового сплава, следовательно код исходной заготовки 2.
Далее по таблице 1.3 определяют коды классификационных группировок квалитетов на размеры наружных и внутренних поверхностей. Из чертежа классифицируемой детали видно, что наивысшей точностью размеров наружных и внутренних поверхностей является 12-й квалитет, что соответствует коду 22.
Наименьшее значение параметра шероховатости наружных поверхностей детали по чертежу: 1,6, что по таблице 1.4 соответствует коду 5.
Следующим признаком технологической классификации является характеристика технологических требований. Минимальная толщина стенки данной детали 4,5 мм, что по таблице 1.5 соответствует коду 4.
Требования, предъявляемые к детали, - контроль на отсутствие трещин и испытания на герметичность при давлении 2,5 МПа.
По таблице 1.6 эти требования соответствуют коду 4. Таким образом, код признака "характеристика технологических требований" 44.
Вид термической обработки детали - закалка, что по таблице 1.7 соответствует коду 4.
Последним знаком технологического кода является характеристика массы. Масса детали 1,3 кг, что по таблице 1.8 соответствует коду А.
Таким образом, классификационные группировки признаков, определяющих вид детали, изготовляемой литьем, имеют код 2225444А.
Технологический код рассматриваемой детали БВ5461.2225444А.
Конструкторско-технологический код детали, состоящий из кода конструкторской классификационной группировки и технологического кода, будет 724252.БВ5461.2225444А.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования детали (рисунок 1).
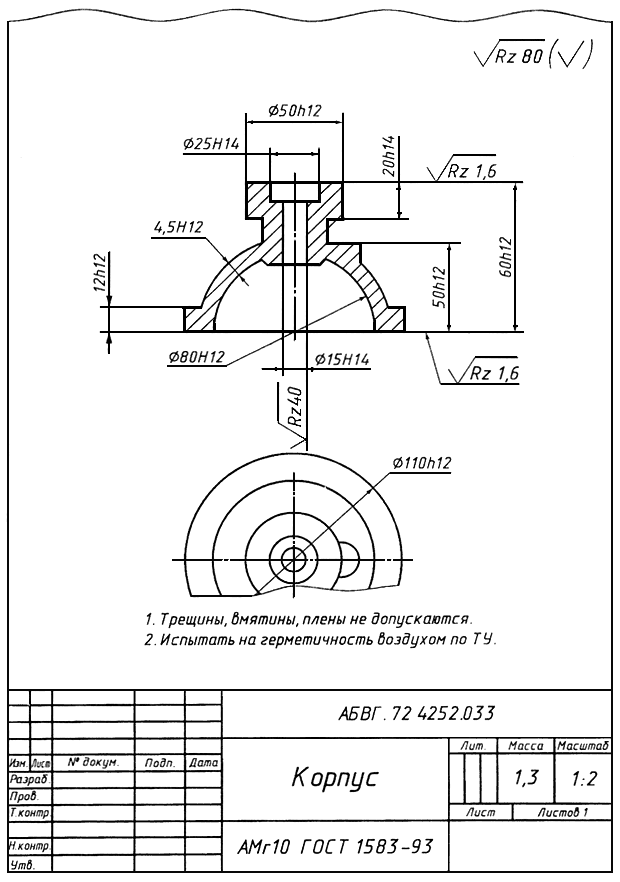
Рисунок 1
Пример формирования конструкторско-технологического кода детали,
изготовляемой литьем. Корпус
Обозначение детали
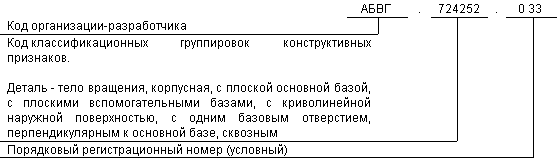
Основные признаки технологической классификации детали
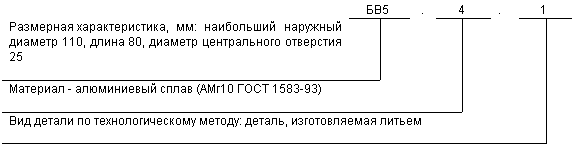
Технологическая классификация детали, изготовляемой литьем
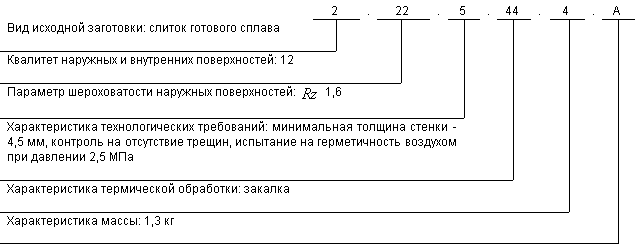
Конструкторско-технологический код детали

Полный конструкторско-технологический код детали:
АБВГ. 724252.033.БВ5461.2225444А
ФОРМИРОВАНИЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО КОДА ДЕТАЛИ,
ИЗГОТОВЛЯЕМОЙ ЛИТЬЕМ. КАРТЕР НИЖНИЙ
Пример формирования конструкторско-технологического кода рассматриваемой детали представлен на с.100.
Данную деталь - картер нижний относят к деталям - не телам вращения, класса 73. Она представляет собой разъемный корпус с одной плоскостью разъема с плоской основной базой, совмещенной с плоскостью разъема, параллельными и непараллельными между собой базовыми отверстиями. Код конструкторской классификационной группировки 732188.
В соответствии со структурой технологического кода первым признаком технологической классификации деталей является размерная характеристика. Деталь относят к подклассу 732000, поэтому ее размерную характеристику кодируют по табл. 0.2. Исходя из габаритных размеров детали: ширина - 230, длина - 440, высота - 150 мм, код размерной характеристики - 986.
Деталь по чертежу должна изготовляться из серого чугуна марки СЧ18 ГОСТ 1412-85. Код группы материала 31 по таблице 0.4. В связи с тем, что деталь литая, по таблице 0.5 ее код 1. Таким образом, классификационные группировки основных признаков технологической классификации имеют код: 986.311 (постоянная часть технологического кода).
Остальную часть технологического кода (переменную) формируют по таблицам раздела 1 с учетом технологических признаков, характерных для деталей, изготовляемых литьем.
Код детали по признаку "вид исходной заготовки" назначают по таблице 1.2. В данном случае для изготовления детали используют шихту, следовательно, код исходной заготовки будет 1.
Далее по таблице 1.3 определяют коды классификационных группировок квалитетов размеров наружных и внутренних поверхностей.
Из чертежа детали видно, что наивысшая точность размеров наружных и внутренних поверхностей характеризуется квалитетом 14, что соответствует коду 11.
Наименьшее значение параметра шероховатости наружных поверхностей по чертежу характеризуется параметром 40, что по таблице 1.4 соответствует коду 3.
Следующим признаком технологической классификации является характеристика технологических требований.
Минимальная толщина стенки данной детали 8 мм, что по таблице 1.5 соответствует коду 5. Деталь испытывают на герметичность воздухом при давлении 1,5 МПа. По таблице 1.6 это соответствует коду 4. Таким образом, код признака "характеристика технологических требований" - 54.
Деталь не подвергают термической обработке, что соответствует коду 0.
Последним знаком кодируют характеристику массы.
Масса детали 70 кг, что соответствует по таблице 1.8 коду К.
Классификационные группировки признаков, определяющих вид рассматриваемой детали, изготовляемой литьем, имеют код: 1113540К.
Технологический код детали: 986311.1113540К.
Конструкторско-технологический код детали, состоящий из кода классификационной группировки конструктивных признаков и технологического кода: 732188.986311.1113540К.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования детали (рисунок 2).
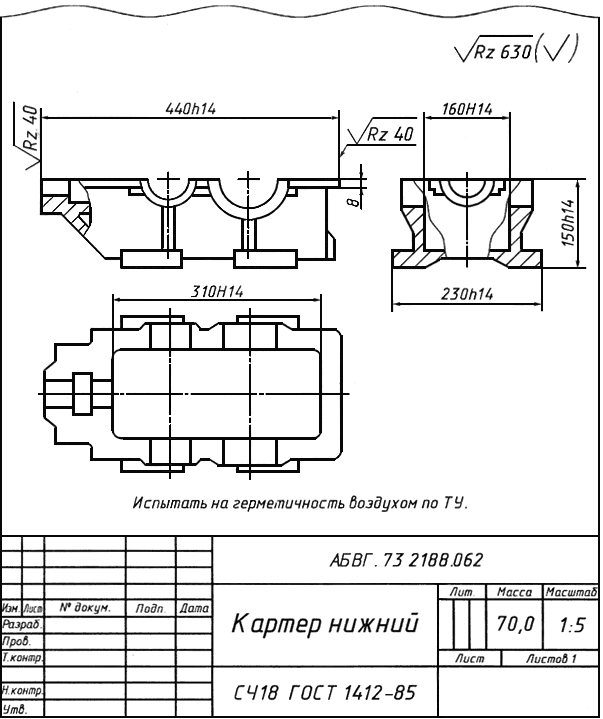
Рисунок 2
Пример формирования конструкторско-технологического кода детали,
изготовляемой литьем. Картер нижний
Обозначение детали
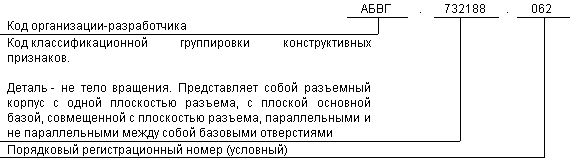
Основные признаки технологической классификации детали

Технологическая классификация детали, изготовляемой литьем
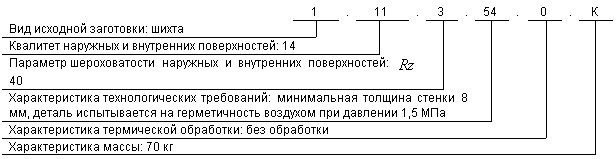
Конструкторско-технологический код детали

Полный конструкторско-технологический код детали:
АБВГ. 732188.062.986311.1113540К
Пример анализа конструкторско-технологических признаков детали. Картер нижний
Чтобы оценить возможность использования сформированного конструкторско-технологического кода для решения производственных задач технологического характера, в таблице 2 приведен пример декодирования и укрупненного анализа смыслового значения конструкторско-технологических признаков данной детали, изготовленной в мелкосерийном производстве.
Конструкторско-технологический код детали
732188.986311.1113540К
Таблица 2
Пример декодирования и укрупненного анализа
|
Код |
Смысловое значение кода |
Вывод (результат анализа) |
|
Конструкторская характеристика | ||
|
732188 |
Деталь - не тело вращения представляет собой разъемный корпус с одной плоскостью разъема, с плоской основной базой, совмещенной с плоскостью разъема, параллельными и не параллельными между собой базовыми отверстиями |
Основной вид обработки детали - литье. Основные операции технологического процесса: |
|
Технологическая характеристика | ||
|
986 |
Габаритные размеры входят в следующие диапазоны, мм: ширина 220-300; длина 360-450; высота 140-200 |
По диапазонам размерных характеристик и материалу детали, с учетом ее серийности определяются способ литья и тип оборудования |
|
31 |
Материал детали: чугун серый простой |
Применение данного материала служит обоснованием для уточнения способа изготовления отливки, выбора исходной заготовки и типа плавильного оборудования |
|
1 |
Вид детали по технологическому методу: деталь, изготовляемая литьем |
Данный код является связующим звеном основных признаков с признаками технологической классификации, определяющими вид детали |
|
1 |
Вид исходной заготовки: шихта |
|
|
11 |
Квалитет наружных и внутренних поверхностей: 14 |
Точность размеров, соответствующая квалитету 14, может быть достигнута литьем в песчаные формы при формовке по металлическим моделям |
|
3 |
Шероховатость поверхности: |
Такая поверхность детали может быть получена литьем в песчаные формы |
|
54 |
Характеристика технологических требований: |
Эти параметры могут быть обеспечены при литье в песчаные формы |
|
0 |
Деталь не подвергается термической обработке |
|
|
К |
Масса детали: от 63 до 100 кг |
Данный признак позволяет учесть применение специальных приспособлений и подъемно-транспортного оборудования |
РЕКОМЕНДАЦИИ ПО ВЫБОРУ ТИПОВОГО
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ЛИТЫХ ДЕТАЛЕЙ
Группирование деталей по конструктивно-технологическому подобию для разработки типовых технологических процессов и внедрения группового метода обработки, а также технологически и экономически обоснованный выбор вида детали являются центральными вопросами технологической подготовки производства и проведения работ по специализации и развитию кооперированных поставок и литых деталей.
Выбор рационального технологического метода изготовления детали зависит от совокупности многих факторов - конструктивно-технологических признаков детали, серийности производства, программы выпуска и др. В связи с этим приводятся рекомендации по группированию деталей для выбора типовых технологических методов с применением средств вычислительной техники, систематизированные в таблице 5. Способ группирования деталей по кодам, приведенный в рекомендациях, дает возможность сформировать группы однотипных деталей для разработки типовых технологических процессов с учетом технологической характеристики материала и типажа оборудования.
Таблица 5 составлена таким образом, что группу однородных деталей, обозначенную определенными кодами, наиболее целесообразно изготовлять по одному из технологических методов, представленных в таблице 4 приложения.
К дополнительной информации, влияющей на выбор типового технологического метода изготовления литых деталей, относят типы производства, приведенные в таблице 3.
Таблица 3
|
Тип производства |
Код |
|
Единичное |
1 |
|
Мелкосерийное |
2 |
|
Среднесерийное |
3 |
|
Крупносерийное |
4 |
|
Массовое |
5 |
Таблица 4
Коды типовых технологических методов
|
Код |
Типовой метод |
|
01 |
Литье в песчаные формы с ручной формовкой |
|
02 |
" " " " с формовкой пескометом |
|
03 |
" " " " с машинной формовкой |
|
04 |
" " " " изготовленные под высоким удельным давлением |
|
05 |
Литье в формы из жидких самотвердеющих (ЖСС) и холоднотвердеющих (ХТС) смесей |
|
06 |
Литье в кокиль стационарный |
|
07 |
Литье в кокиль с кантовкой |
|
08 |
Литье в кокиль облицованный |
|
09 |
Литье центробежным способом на машинах с горизонтальной осью вращения |
|
10 |
Литье центробежным способом на машинах с вертикальной осью вращения |
|
11 |
Штамповка жидкого металла |
|
12 |
Литье в оболочковые формы |
|
13 |
Литье по выплавляемым моделям с открытой плавкой |
|
14 |
Литье по выплавляемым моделям в вакууме |
|
15 |
Литье под давлением на машинах с горячей камерой прессования |
|
16 |
Литье под давлением на машинах с холодной камерой прессования |
|
17 |
Литье в дуговых вакуумных гарниссажных печах |
Таблица 5
РЕКОМЕНДАЦИИ ПО ВЫБОРУ ТИПОВОГО
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ЛИТЫХ ДЕТАЛЕЙ
|
Класс деталей |
Технологический код детали |
Типовой технологический метод изготовления литой детали | ||||||||||||||
|
Код |
Тип |
Шири- |
Длина |
Высота |
Внут- |
Группа мате- |
Вид дета- |
Вид ис- |
Точ- |
Шеро- |
Тех- |
Тер- |
Ха- |
Тип произ- |
Код |
Наименование |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
71-76 |
По табл. 01 |
Щ |
Ш |
- |
Л |
01, 10, 20, 30, 42, 43, 44, 52, 53, 54, 56 |
1 |
0 |
11 |
1 |
45 |
0-7 |
Ш |
1-3,6 |
01 |
Литье в песчаные формы с ручной формовкой |
|
73-76 |
" " 02 |
Н |
П |
М |
- |
02 |
Литье в песчаные формы с формовкой пескометом | |||||||||
|
По табл. 01 |
П |
Р |
- |
Л |
22 |
35 |
С |
1-5 |
03 |
Литье в песчаные формы с машинной формовкой | ||||||
|
" " 02 |
Е |
Е |
Д |
- |
||||||||||||
|
По табл. 01 |
К |
М |
- |
Е |
01,10,20, 30, 42, 43, 44 |
33 |
2 |
И |
2-5 |
04 |
Литье в песчаные формы, изготовленные под высоким удельным давлением | |||||
|
" " 02 |
В |
А |
7 |
- |
||||||||||||
|
По табл. 01 |
Щ |
Ш |
- |
Л |
01,10,20, 30, 40 |
22 |
1 |
45 |
Ш |
1-6 |
05 |
Литье в формы из жидких самотвердеющих (ЖСС) и холоднотвердеющих (ХТС) смесей | ||||
|
" " 02 |
Н |
П |
М |
- |
||||||||||||
|
По табл. 01 |
Н |
М |
- |
Л |
01,10,20, 30, 42, 43, 44, 56 |
1 |
33 |
2 |
25 |
|
Р |
2-5 |
06 |
Литье в кокиль стационарный | ||
|
" " 02 |
Е |
Г |
Д |
- |
||||||||||||
|
По табл. 01 |
Л |
М |
- |
И |
П |
07 |
Литье в кокиль с кантовкой | |||||||||
|
" " 02 |
Г |
А |
Д |
- |
||||||||||||
|
По табл. 01 |
М |
Н |
- |
- |
01,10,20, 30 |
Н |
08 |
Литье в кокиль облицованный | ||||||||
|
" " 02 |
Д |
В |
7 |
- |
||||||||||||
|
71-76 (кроме 715100- |
По табл. 01 |
Н |
П |
- |
Л |
01,10,20, 30, 42, 43, 44, 52, 53, 54 |
0 |
3 |
05 |
13 |
Литье по выплавляемым моделям с открытой плавкой | |||||
|
" " 02 |
Е |
Д |
Д |
- |
20, 52, 53, 54 |
14 |
Литье по выплавляемым моделям в вакууме | |||||||||
|
73-76 |
По табл. 01 |
Д |
Ж |
- |
В |
48, 56 |
44 |
|
04 |
0-2 |
Г |
|
15 |
Литье под давлением на машинах с горячей камерой прессования | ||
|
|
" " 02 |
8 |
6 |
6 |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
По табл. 01 |
Л |
Н |
- |
И |
42, 46, 48, |
|
|
|
|
|
|
И |
|
16 |
Литье под давлением на машинах с холодной камерой прессования |
|
|
" " 02 |
Г |
Л |
В |
- |
56 |
|
|
|
|
|
|
|
|
|
|
|
|
По табл. 01 |
Л |
Л |
- |
И |
01, 10, 20, 30, 46, 48 |
|
|
33 |
2 |
35 |
0-7 |
Н |
|
12 |
Литье в оболочковые формы |
|
|
" " 02 |
Г |
9 |
9 |
- |
|
|
|
|
|
|
|
|
|
|
|
|
По табл. 01 |
К |
Н |
- |
Ж |
51 |
|
1 |
22 |
|
|
|
|
1-4 |
17 |
Литье в дуговых вакуумных гарниссажных печах | |
|
|
" " 02 |
В |
В |
Б |
- |
|
|
|
|
|
|
|
|
|
|
|
|
711000; 712100; 712200; 713000; 714100; 714200; 721000; 731100- |
По табл. 01 |
Г |
Е |
- |
Б |
10, 20, 30, 42, 43, 44, 46 |
|
|
44 |
|
|
|
Ж |
2-5 |
11 |
Штамповка жидкого металла |
|
" " 02 |
7 |
5 |
5 |
|
|
|
|
|
|
|
|
|
|
|
| |
|
721000 |
По табл. 01 |
Н |
|
- |
- |
01, 10, 20, 30, 42, 43, 44 |
|
0 |
11 |
1 |
55 |
|
П |
|
09 |
Литье центробежным способом на машинах с горизонтальной осью вращения |
|
|
По табл. 01 |
Н |
|
- |
- |
30, 42, 43, 44 |
|
|
|
|
|
|
Н |
|
10 |
Литье центробежным способом на машинах с вертикальной осью вращения |


ФОРМИРОВАНИЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО КОДА ДЕТАЛИ,
ИЗГОТОВЛЯЕМОЙ ОБЪЕМНОЙ ШТАМПОВКОЙ. ШКИВ
Пример формирования кода рассматриваемой детали представлен на с.107.
Данную деталь - шкив относят к телам вращения класса 71. Она представляет собой деталь с  до 0,5 с цилиндрической наружной поверхностью, без закрытых уступов, без наружной резьбы, с центральным сквозным отверстием, круглым в поперечном сечении, цилиндрическим, без резьбы, гладким, с кольцевыми пазами на торцах, без пазов и шлицев на наружной поверхности, без отверстий вне оси детали. Код конструкторской классификационной группировки 711145.
до 0,5 с цилиндрической наружной поверхностью, без закрытых уступов, без наружной резьбы, с центральным сквозным отверстием, круглым в поперечном сечении, цилиндрическим, без резьбы, гладким, с кольцевыми пазами на торцах, без пазов и шлицев на наружной поверхности, без отверстий вне оси детали. Код конструкторской классификационной группировки 711145.
В соответствии со структурой технологического кода первым признаком технологической классификации деталей является размерная характеристика.
Рассматриваемая деталь относится к подклассу 711000, поэтому кодирование ее размерной характеристики следует проводить по таблице 0.1.
Исходя из кодируемых размеров детали, наибольший наружный диаметр - 185, длина - 75, диаметр центрального отверстия - 45 мм, код размерной характеристики - ДВ7.
Деталь по чертежу должна изготовляться из стали конструкционной легированной 40Х по ГОСТ 4543-71. Код группы материала 12 по таблице 0.4.
В связи с тем, что деталь изготовляют объемной штамповкой, ей по таблице 0.5 присваивают код 2.
Таким образом, рассматриваемой детали по основным признакам технологической классификации присваивают код ДВ7122 (постоянная часть технологического кода). Остальную часть технологического кода (переменную) формируют по таблицам раздела 2 с учетом технологических признаков, характерных для деталей, изготовляемых объемной штамповкой.
Код детали по признаку "вид исходной заготовки" назначают по таблице 2.2. В данном случае используется пруток (круглый), следовательно, код исходной заготовки - 3.
Далее по таблице 2.3 определяют коды классификационных группировок квалитетов точности размеров наружных и внутренних поверхностей. Из чертежа классифицируемой детали видно, что наивысшим квалитетом наружных поверхностей является h11, внутренних поверхностей - Н14. Это соответствует коду 31.
Наивысший параметр шероховатости наружных поверхностей по чертежу 80, что по таблице 2.4 соответствует коду 1.
Следующим признаком технологической классификации является характеристика технологических требований. Деталь без ребер, следовательно, по таблице 2.5 ее код 0.
Определяют содержание основных компонентов и примесей, что по таблице 2.6 соответствует коду 2.
Деталь после штамповки подвергают нормализации, что по таблице 2.7 соответствует коду 3.
Последним знаком кодируют характеристику массы. Масса детали 11,2 кг, что соответствует по таблице 2.8 коду Д.
Таким образом, классификационные группировки признаков применительно к виду детали, изготовляемой объемной штамповкой, имеют код 3311023Д.
Технологический код рассматриваемой детали:
ДВ7122.3311023Д.
Конструкторско-технологический код детали, состоящий из кода классификационной группировки конструктивных признаков и технологического кода: 711145.ДВ7122.3311023Д.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования детали (рисунок 3).
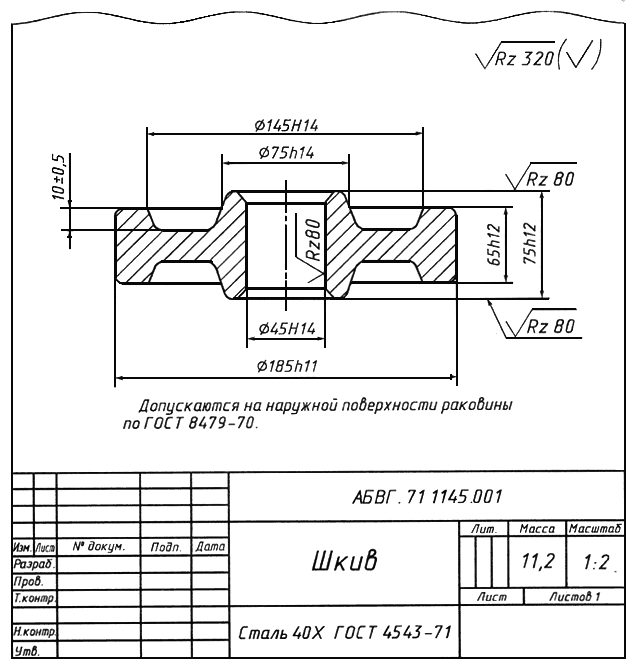
Рисунок 3
Пример формирования конструкторско-технологического кода детали,
изготовляемой объемной штамповкой. Шкив
Обозначение детали
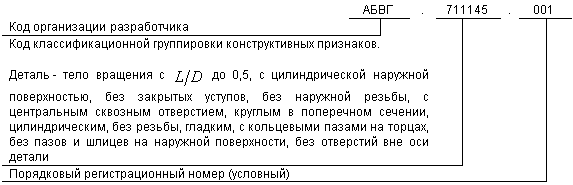
Основные признаки технологической классификации детали
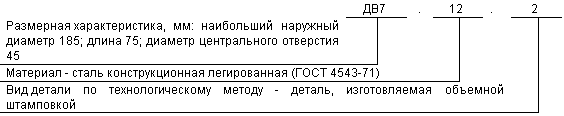
Технологическая классификация детали, изготовляемой объемной штамповкой
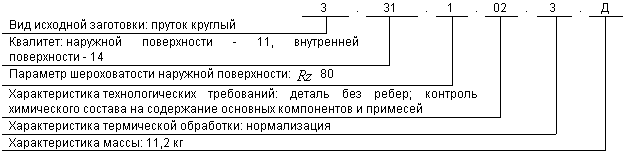
Конструкторско-технологический код детали

Полный конструкторско-технологический код детали:
АБВГ.711145.001ДВ7122.3311023Д
Пример анализа конструкторско-технологических признаков детали. Шкив
Чтобы оценить возможность использования сформированного конструкторско-технологического кода для решения производственных задач технологического характера, в таблице 6 приведен пример декодирования и укрупненного анализа смыслового значения конструкторско-технологических признаков данной детали, применительно к изготовлению в мелкосерийном производстве.
Таблица 6
Пример декодирования и укрупненного анализа
|
Код |
Смысловое значение кода |
Вывод (результат анализа) |
|
Конструкторская характеристика | ||
|
711145 |
Деталь общемашиностроительного применения - тело вращения с |
Основной вид обработки детали - объемная штамповка. Основные операции технологического процесса: отрезка, нагрев, осадка, штамповка, снятие заусенцев, прошивка отверстия, термообработка - нормализация или отжиг. |
|
Технологическая характеристика | ||
|
ДВ7 |
Габаритные размеры детали входят в следующие пределы, мм: наружный диаметр - 180-200; длина - 75-95; диаметр центрального отверстия - 35-50 |
По диапазонам размеров детали и материалу с учетом серийности ее изготовления можно выбрать детали по технологическому процессу, подобрать оборудование и определить вид технологической оснастки |
|
12 |
Материал детали: сталь конструкционная легированная |
|
|
2 |
Вид детали по технологическому методу: деталь, изготовляемая объемной штамповкой |
Данный код является связующим звеном основных признаков с признаками технологической классификации, определяющими вид детали |
|
3 |
Вид исходной заготовки: пруток (круглый) |
Данный признак дает обоснование для выбора вспомогательного оборудования |
|
31 |
Наивысшие квалитеты точности размеров наружных и внутренних поверхностей: 11 и 14 |
Данная точность размеров может быть достигнута при изготовлении детали на определенном оборудовании и оснастке |
|
1 |
Наивысший параметр шероховатости наружных поверхностей: от 320 до 80 включ. |
Эти параметры могут быть достигнуты при изготовлении детали объемной штамповкой |
|
02 |
Характеристика технологических требований: деталь без ребер; определяют содержание основных компонентов и примесей и механические свойства при нормальных условиях |
Этот признак позволяет правильно выбрать способ изготовления детали, вид оборудования, тип оснастки |
|
3 |
Характеристика термической обработки - нормализация |
Термическая обработка позволяет улучшить обрабатывание резанием |
|
Д |
Масса детали 11,2 кг |
Данный признак позволяет определить способ изготовления детали, выбрать определенный вид оборудования, тип оснастки, вспомогательное (подъемно-транспортное) оборудование |
Конструкторско-технологический код детали:
711145.ДВ7122.3311023Д
ФОРМИРОВАНИЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО КОДА ДЕТАЛИ,
ИЗГОТОВЛЯЕМОЙ ОБЪЕМНОЙ ШТАМПОВКОЙ. РЫЧАГ
Пример формирования конструкторско-технологического кода рассматриваемой детали представлен на с.111.
Данную деталь - рычаг относят к деталям общемашиностроительного применения класса 74 - не тела вращения. Это рычаг одноплечий, без вилок, педалей, рукояток, с двумя параллельными базовыми отверстиями, круглыми в поперечном сечении, без элемента типа "хомут".
Код конструкторской классификационной группировки 743121.
В соответствии со структурой технологического кода первым признаком технологической классификации является размерная характеристика.
Поскольку рассматриваемую деталь относят к подклассу 743000, кодирование ее размерной характеристики следует производить по таблице 0.2. Исходя из кодируемых размеров детали: ширина - 65, длина - 216, высота - 65 мм, код размерной характеристики 363.
Деталь по чертежу должна изготовляться из стали 45 по ГОСТ 1050-74*. Код группы материала 04 по таблице 0.4.
______________
* На территории Российской Федерации действует ГОСТ 1050-88. - Примечание изготовителя базы данных.
В связи с тем, что деталь изготовляют объемной штамповкой, ей по таблице 0.5 присваивают код 2.
Таким образом, классификационные группировки основных признаков технологической классификации имеют код 363042 (постоянная часть технологического кода). Остальную часть технологического кода (переменную) формируют по таблицам раздела 2.
Код детали по признаку "вид исходной заготовки" назначают по таблице 2.2. В данном случае для изготовления детали используют пруток, следовательно, код исходной заготовки 3.
Далее по таблице 2.3 определяют квалитеты размеров наружных и внутренних поверхностей. Из чертежа видно, что наивысшая точность размеров наружных поверхностей является h12, а внутренних поверхностей Н14. Это соответствует коду 21.
Наименьшее значение параметра шероховатости наружных поверхностей 80, что соответствует коду 1.
Следующим признаком технологической классификации является "характеристика технологических требований".
Относительный размерный параметр  , (где - ширина горизонтального ребра 65 мм, a - толщина горизонтального ребра 25 мм), что по таблице 2.5 соответствует коду 4.
, (где - ширина горизонтального ребра 65 мм, a - толщина горизонтального ребра 25 мм), что по таблице 2.5 соответствует коду 4.
Деталь подвергают исследованиям макро- и микроструктуры по ТУ, что по таблице 2.6 соответствует коду 4. Таким образом, код признака "характеристика технологических требований" - 44.
Термообработка детали - отжиг, что по таблице 2.7 соответствует коду 2.
Масса детали 3,8 кг соответствует по таблице 2.8 коду В.
Таким образом, классификационные группировки признаков применительно к виду детали, изготовляемой объемной штамповкой, имеют код 3211442В.
Технологический код рассматриваемой детали: 363042.3211442В.
Конструкторско-технологический код детали, состоящий из кода классификационной группировки конструктивных признаков и технологического кода: 743121.363042.3211442В.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования детали (рисунок 4).
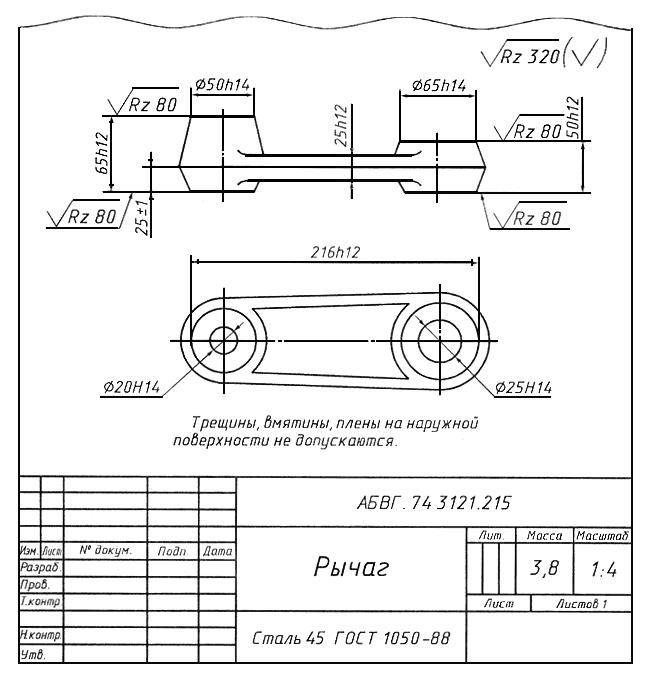
Рисунок 4
Пример формирования конструкторско-технологического кода детали,
изготовляемой объемной штамповкой. Рычаг
Обозначение детали
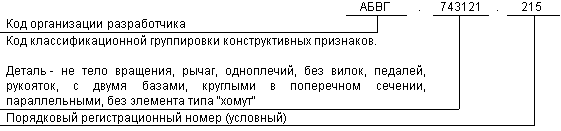
Основные признаки технологической классификации детали
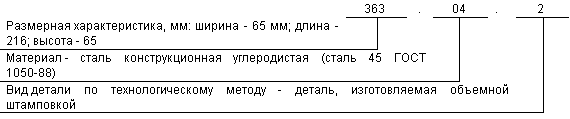
Технологическая классификация детали, изготовляемой объемной штамповкой
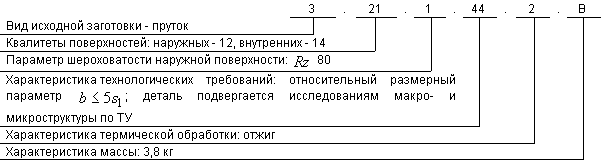
Конструкторско-технологический код детали

Полный конструкторско-технологический код детали:
АБВГ.743121.215.363042.3211442В
РЕКОМЕНДАЦИИ ПО ВЫБОРУ ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ПОЛУЧАЕМЫХ КОВКОЙ И ОБЪЕМНОЙ ШТАМПОВКОЙ
Выбор типового технологического процесса получения деталей, изготовляемых ковкой и объемной штамповкой, зависит от совокупности многих факторов конструктивно-технологических признаков детали, серийности производства, программы выпуска и др.
В связи с этим приводятся рекомендации по группированию деталей для выбора типового технологического процесса с применением средств вычислительной техники, систематизированные в таблице 7.
Таблица 7
Коды типовых технологических методов
|
Код |
Типовой технологический метод |
|
01 |
Ковка на молотах |
|
02 |
Ковка на прессах |
|
03 |
Ковка на горизонтально-ковочной машине |
|
04 |
Ковка на ротационно-ковочной машине |
|
05 |
Ковка на радиально-обжимных машинах |
|
06 |
Штамповка на штамповочных молотах |
|
07 |
Штамповка на кривошипных горячештамповочных прессах |
|
08 |
Штамповка на горизонтально-ковочных машинах |
|
09 |
Штамповка на гидравлических прессах |
|
10 |
Штамповка на вальцах |
|
11 |
Машинная раскатка кольцевых заготовок |
Способ группирования деталей по кодам, приведенным в рекомендациях, даст возможность сформировать группы однотипных деталей для разработки типовых процессов с учетом технологической характеристики материала и типажа оборудования.
Таблица 8 приложения составлена таким образом, что группу однотипных деталей, обозначенную определенными кодами, наиболее целесообразно изготовлять по одному из технологических методов, представленных в таблице 7.
Таблица 8
РЕКОМЕНДАЦИИ ПО ВЫБОРУ ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ,
ПОЛУЧАЕМЫХ КОВКОЙ И ОБЪЕМНОЙ ШТАМПОВКОЙ
|
Класс деталей |
Технологический код детали |
Технологический метод изготовления | ||||||||||||||
|
Код |
Тип |
Ши- |
Дли- |
Вы- |
Внут- |
Группа мате- |
Вид дета- |
Вид исход- |
Точ- |
Шеро- |
Тех- |
Тер- |
Харак- |
Тип произ- |
Код |
Наименование |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
711100-714500 712100-712200 713100-713500 714100; 714200 715000; 716100 716200; 723100 |
Тела вращения |
Н |
Т |
- |
- |
01;10; 20; 40; 50 (кроме 59) |
2 |
1; 3 |
40 |
1 |
02 |
0-7 |
С |
1; 2 |
01 |
Свободная ковка на молоте |
|
741100-741300 742100-742300 746210-746280 746380; 746600 746700 |
Не тела вращения |
Д |
Г |
Д |
- |
01;10; 20; 40; 50 (кроме 59) |
2 |
1; 3 |
40 |
1 |
02 |
0-7 |
П |
1; 2 |
01 |
|
|
715000; 716000 723100 |
Тела вращения |
Н |
Ф |
- |
- |
01;10; 20; 40; 50 (кроме 59) |
2 |
1; 3 |
40 |
1 |
03 |
0-7 |
Ф |
1; 2 |
02 |
Свободная ковка на прессе |
|
711100-711500 712100; 712200 713100-713500 714100; 714200 715000; 716100 716200; 723100 752000, кроме 752600 |
То же |
М |
К |
- |
Г |
01;10; 20; 40; 50 (кроме 59) |
2 |
3 |
44 |
1 |
34 |
0-7 |
И |
2-5 |
03 |
Штамповка на молоте |
|
741000-744000 746400; 746500 751500; 753300 |
Не тела вращения |
В |
Б |
9 |
- |
01;10; 20; 40; 50 (кроме 59) |
2 |
3 |
44 |
1 |
34 |
0-7 |
8 |
2-5 |
03 |
То же |
|
71-76 (кроме 73, 74) |
Тела вращения |
М |
К |
- |
Г |
01; 10; 20; 40; 50 (кроме 59) |
2 |
3 |
44 |
1 |
34 |
0-7 |
К |
2-5 |
04 |
Штамповка на кривошипном горячештамповочном прессе |
|
743110; 743120 743210-743230 743270; 743310 743320; 743370 743410; 743420 |
Не тела вращения |
9 |
7 |
6 |
Г |
01; 10; 20; 40; 50 (кроме 59) |
2 |
3 |
40 |
1 |
34 |
0-7 |
К |
2-5 |
04 |
То же |
|
711100-711500 712100; 712200 713100-713500 714100; 714200 715100; 715300 715400; 716100-716400 |
Тела вращения |
Ж |
Е |
- |
- |
01; 10; 20; 40; 50 (кроме 59) |
2 |
3 |
40 |
1 |
04 |
0-7 |
И |
3-5 |
05 |
Штамповка на горизонтально ковочной машине |
|
711100-711500 712100; 712200 713100-713500 714100; 714200 721000; 722000 731600-731800 751700 |
То же |
В |
Г |
- |
А |
01; 10; 20; 40 |
2 |
3 |
40 |
1 |
24 |
0-7 |
Т |
3-5 |
06 |
Штамповка на фрикционном прессе |
|
743110-743120 743210-743230 743270; 743310 743320; 743370 743410; 743420 |
Не тела вращения |
5 |
5 |
3 |
- |
01; 10; 20; 40 |
2 |
3 |
40 |
1 |
24 |
0-7 |
Т |
3-5 |
06 |
То же |
К дополнительной информации, влияющей на выбор типового технологического процесса получения деталей, изготовляемых ковкой и объемной штамповкой, относится тип производства (см. таблицу 3).
ФОРМИРОВАНИЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО КОДА ДЕТАЛИ,
ИЗГОТОВЛЯЕМОЙ ЛИСТОВОЙ ШТАМПОВКОЙ. КРОНШТЕЙН
Пример формирования конструкторско-технологического кода рассматриваемой детали представлен на с.115.
Данную деталь - кронштейн относят к деталям - не тела вращения, изогнутый из листа с незамкнутым контуром в сечении, с четырьмя угловыми разнонаправленными изгибами, открытый, без местных изгибов, с окнами.
Код конструкторской классификационной группировки 745422.
В соответствии со структурой технологического кода первым признаком технологической классификации деталей является размерная характеристика. Поскольку рассматриваемая деталь относится к подклассу 745000, кодирование ее размерной характеристики следует проводить по таблице 0.3. Исходя из кодируемых размеров детали: ширина - 20, длина - 120 и толщина листа - 1,6 мм, код размерной характеристики 575.
Деталь по чертежу должна изготовляться из углеродистой конструкционной стали марки 10кп но ГОСТ 16523-97. Код группы материала 02 по таблице 0.4.
В связи с тем, что деталь изготовляют листовой штамповкой, по таблице 0.5 ей присваивают код 3.
Таким образом, классификационные группировки основных признаков технологической классификации имеют код 575023 (постоянная часть технологического кода). Остальную часть технологического кода (переменную) формируют по таблицам раздела 3 с учетом технологических признаков, характерных для деталей, изготовляемых листовой штамповкой.
Код детали по признаку "вид исходной заготовки" назначают по таблице 3.2. В данном случае для изготовления детали используют лист, следовательно, код исходной заготовки 1.
Далее по таблице 3.3 определяют коды классификационных группировок квалитетов точности размеров наружных и внутренних поверхностей. Из чертежа классифицируемой детали видно, что наивысшим квалитетом наружных и внутренних поверхностей является 14. Это соответствует коду 11.
Наивысший параметр шероховатости наружных поверхностей по чертежу 40, что по таблице 3.4 соответствует коду 2.
Следующим признаком технологической классификации является характеристика технологических требований. Данная деталь имеет четыре отверстия, близко расположенные к линии гибки; общее количество отверстий в детали более 10 (13 отверстий), что по таблице 3.5 соответствует коду 41.
Деталь подвергают дополнительной обработке - нанесению покрытия, что по таблице 3.6 соответствует коду 4.
Последним знаком технологического кода кодируют характеристику детали. Масса детали 0,04 кг, что соответствует по таблице 3.7 коду 5.
Таким образом, классификационные группировки признаков, применительно к виду детали, изготовляемой листовой штамповкой, имеют код: 11124145. Технологический код рассматриваемой детали: 575023.11124145. Конструктивно-технологический код детали, состоящий из кода конструкторской классификационной группировки и технологического: 745422.575023.11124145.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования детали (рисунок 5).
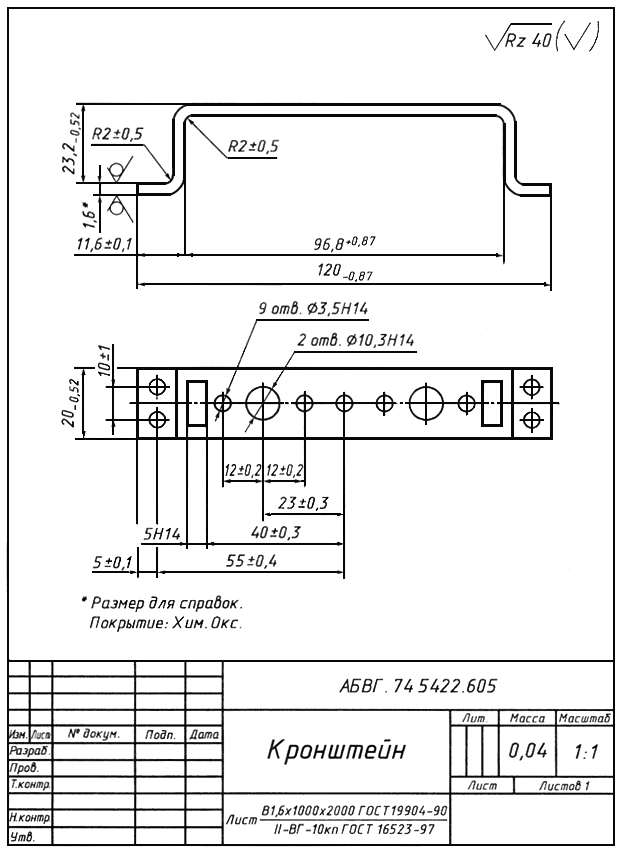
Рисунок 5
Пример формирования конструкторско-технологического кода детали,
изготовляемой листовой штамповкой. Кронштейн
Обозначение детали
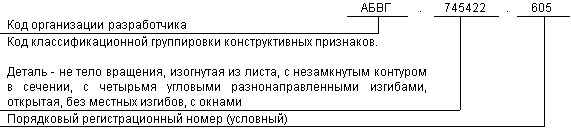
Основные признаки технологической классификации детали

Технологическая классификация детали, изготовляемой листовой штамповкой
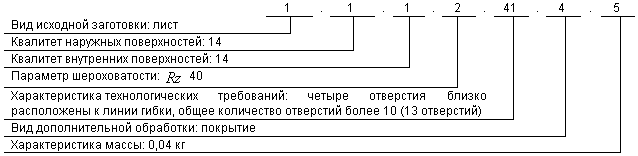
Конструкторско-технологический код детали

Полный конструкторско-технологический код детали:
АБВГ.745422.605.575023.11124145
Пример анализа конструкторско-технологических признаков детали. Кронштейн
Чтобы оценить возможность использования сформированного конструкторско-технологического кода для решения производственных задач технологического характера, в таблице 9 приведен пример декодирования и укрупненного анализа смыслового значения конструкторско-технологических признаков данной детали применительно к изготовлению ее в мелкосерийном производстве.
Таблица 9
Пример декодирования и укрупненного анализа
|
Код |
Смысловое значение кода |
Вывод (результат анализа) |
|
Конструкторская характеристика | ||
|
745422 |
Деталь - не тело вращения, изогнутая из листа с незамкнутым контуром в сечении, с четырьмя угловыми разнонаправленными изгибами, открытая, без местных изгибов, с окнами |
Основной вид обработки детали - листовая штамповка. Основные операции технологического процесса: вырубка; пробивка отверстий; гибка; дополнительная рассверловка отверстий |
|
Технологическая характеристика | ||
|
575 |
Габаритные размеры детали, мм: ширина - 16-20; длина - 75-120; толщина - 1,2-1,6 |
По диапазонам размерных характеристик детали можно установить эксплуатационную характеристику оборудования, на котором целесообразно изготавливать деталь |
|
02 |
Материал детали: сталь углеродистая конструкционная с содержанием углерода до 0,25% |
Листовая сталь указанного химического состава применяется при листовой штамповке, так как обладает небольшим сопротивлением срезу, достаточно упруга и пластична. Изготовление детали из этого материала требует небольших усилий вырубки и гибки, что определяет выбор оборудования и оснастки |
|
3 |
Вид детали по технологическому методу: деталь, изготовляемая листовой штамповкой |
Данный код является связующим звеном основных признаков технологической классификации с признаками соответствующего раздела технологического классификатора |
|
1 |
Исходная заготовка детали: лист |
Технологический процесс при изготовлении детали из листа должен содержать операции вырубки, пробивки отверстий и гибки |
|
11 |
Наивысший квалитет точности наружных и внутренних поверхностей детали |
К детали не предъявляются повышенные требования по точности и шероховатости поверхности. В связи с этим оснастка может быть выбрана несложной |
|
2 |
Наивысший параметр шероховатости наружных поверхностей: |
|
|
41 |
В детали четыре отверстия, расположенные близко к линии гибки; общее количество отверстий более 10 |
При изготовлении детали, в которой отверстия расположены близко к линии гибки, вместо изготовления специального пробивного штампа производят пробивку отверстий в развертке, но меньшего диаметра, с последующей рассверловкой после гибки. Большое количество отверстий в детали создает возможность появления ошибок при пробивке отверстий на универсальных блоках со сменными пробивными штампами. В таких случаях отверстия пробивают по шаблону на координатно-револьверных прессах модели ПКР-1 или изготовляют специальный кондуктор для сверления отверстий взамен трудоемких специальных пробивных штампов |
|
4 |
Деталь подвергается дополнительной обработке - покрытию |
Наличие покрытия обусловливает выполнение особых требований при листовой штамповке (отсутствие рисок, заусенцев и т.д.) |
|
5 |
Масса детали: 0,025-0,5 кг |
Масса детали не требует специальных грузоподъемных средств. При групповом поточном методе производства информация о массе детали вместе с информацией о размерной характеристике может быть использована с целью выбора тары и транспортных средств |
Конструкторско-технологический код детали: 745422.575023.11124145.
ФОРМИРОВАНИЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО КОДА ДЕТАЛИ,
ОБРАБАТЫВАЕМОЙ РЕЗАНИЕМ. ВАЛ ШЛИЦЕВОЙ
Пример формирования конструкторско-технологического кода рассматриваемой детали представлен на с.122.
Данная деталь - вал шлицевой относится к деталям - телам вращения. Это вал с свыше 2, наружной цилиндрической поверхностью без закрытых уступов, ступенчатый двусторонний, без наружной резьбы с центральным глухим отверстием без резьбы, со шлицами на наружной поверхности, без отверстий вне оси детали.
Код конструкторской классификационной группировки 715423.
В соответствии со структурой технологического кода первым признаком технологической классификации деталей является размерная характеристика. Рассматриваемая деталь относится к 71 классу, поэтому кодирование ее размерной характеристики следует проводить по таблице 0.1 раздела 0. Исходя из кодируемых размеров детали: наибольший наружный диаметр 50, длина 280 и наибольший диаметр центрального отверстия 12,5 мм, код размерной характеристики 8И3.
Деталь по чертежу должна изготовляться из углеродистой конструкционной стали марки 45 (ГОСТ 1050-88). По таблице 0.4 детали присваивают код 04.
В связи с тем, что далее деталь классифицируется по разделу 4 классификатора - "детали, обрабатываемые резанием", по таблице 0.5 ей присваивают код 4.
Таким образом, код классификационных группировок основных признаков технологической классификации имеет вид 8И3044 (постоянная часть кода). Остальную часть технологического кода (переменную) формируют по таблицам раздела 4 с учетом технологических признаков, характерных для деталей, обрабатываемых резанием.
Код детали по признаку "вид исходной заготовки" назначают по таблице 4.2; в данном случае для изготовления детали будет использован круглый некалиброванный пруток, следовательно, код исходной заготовки 31.
По таблице 4.3 определяют коды классификационных группировок группы квалитетов размеров наружных и внутренних поверхностей. Из чертежа классифицируемой детали видно, что наивысшей точностью размеров наружных поверхностей является квалитет 6, а внутренних - 14. Это соответствует коду 41.
Далее по таблице 4.4 кодируют наименьшее значение параметра шероховатости наружной поверхности при , равном 0,25 мкм. Это соответствует коду 5; или по таблице 4.5 определяют код классификационной группировки отклонения формы и расположения поверхностей. В чертеже детали имеются требования на радиальное биение поверхности, что соответствует коду 8. Допуск радиального биения 0,02 мм на диаметре 50 мм относится к 6-й степени точности, что соответствует по таблице 4.6 коду 4.
Следующим признаком технологической классификации является "характеристика вида дополнительной обработки". Чертежом предусматривается термическая обработка всех поверхностей детали до твердости 40,5...45,0 HRC и не предусмотрено покрытие, что по таблице 4.7 соответствует коду 4.
Последним знаком технологического кода кодируют характеристику массы. Масса детали 4,3 кг соответствует по таблице 4.7 коду Г.
Таким образом, классификационная группировка признаков, определяющих вид детали, обрабатываемой резанием, имеет код 3141544Г или 3141844Г. Технологический код рассматриваемой детали: 8И3044.3141544Г. (3141844Г).
Конструкторско-технологический код детали, состоящий из кода конструкторской классификационной группировки и технологического кода: 71523.8И3044.3141544Г.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования детали (рисунок 6).
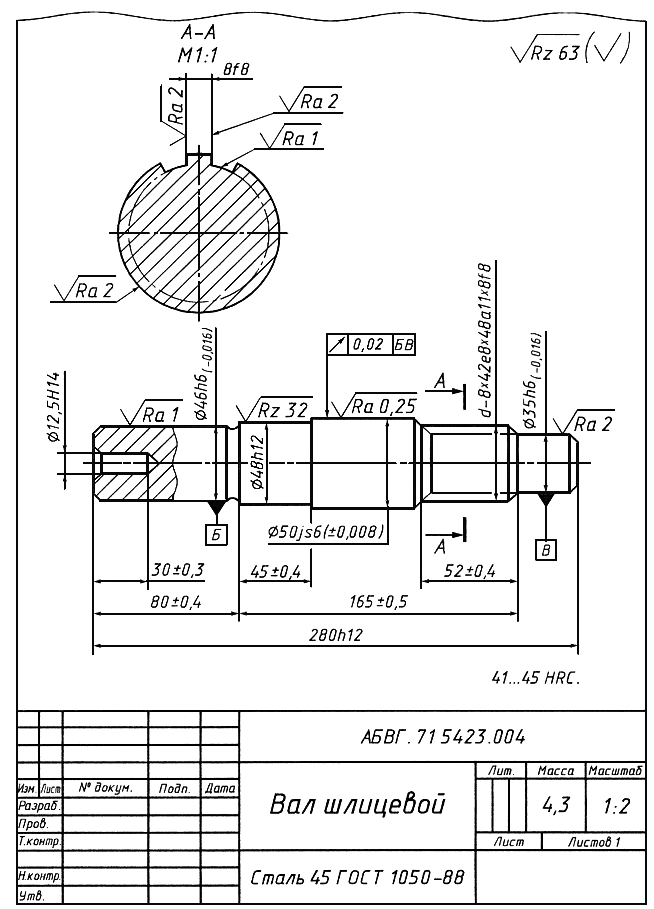
Рисунок 6
Пример анализа конструкторско-технологических признаков детали. Шлицевой вал
Чтобы оценить возможность использования сформированного конструкторско-технологического кода для решения производственных задач технологического характера, в таблице 10 приведен пример декодирования и укрупненного анализа смыслового значения конструкторско-технологических признаков данной детали применительно к изготовлению в мелкосерийном производстве.
Таблица 10
Пример декодирования и укрупненного анализа
|
Код |
Смысловое значение кода |
Вывод (результат) анализа |
|
Конструкторская характеристика | ||
|
715423 |
Деталь - тело вращения с |
Основной вид обработки детали - обработка резанием. Основные операции технологического процесса: подрезка торцов и зацентровка; токарная и круглошлифовальная обработка наружной поверхности в центрах с переустановкой детали; обработка глухого отверстия, фрезерование пазов или шлицев |
|
Технологическая характеристика | ||
|
8И3 |
Габаритные размеры детали, мм: наибольший наружный диаметр - 40-60; длина - 250-300; диаметр центрального отверстия - 10-20 |
По диапазонам размерных характеристик детали можно установить эксплуатационную характеристику оборудования, на котором целесообразно обрабатывать деталь |
|
04 |
Материал детали: сталь углеродистая конструкционная с содержанием углерода 0,25-0,6% |
Стали указанного химического состава отличаются хорошей обрабатываемостью резанием, в том числе и резанием твердосплавным инструментом. Поэтому для операции наиболее трудоемкой обработкой наружных поверхностей детали возможен выбор модели станков, позволяющих вести обработку на высоких режимах резания. |
|
4 |
Вид детали по технологическому методу: деталь, обрабатываемая резанием |
Данный код является связующим звеном основных признаков технологической классификации с признаками соответствующего раздела технологического классификатора |
|
31 |
Исходная заготовка детали: пруток круглого сечения некалиброванный (горячекатаный) |
Вся наружная поверхность детали подвергается обработке резанием в центрах. Технологический процесс при изготовлении детали из прутка должен содержать операцию отрезки с последующей подрезкой и зацентровкой заготовки |
|
4 |
Наивысшая точность размеров наружных поверхностей соответствует группе квалитетов 6, 7, 8 |
Наружные поверхности указанных квалитетов точности экономически выгодно производить круглым шлифованием |
|
1 |
Наивысшая точность размеров внутренних поверхностей соответствует группе квалитетов 13, 14 |
Точность поверхности центрального отверстия указанных квалитетов может быть достигнута операцией сверления |
|
84 |
Деталь имеет допуск радиального биения поверхностей по 6-й степени точности |
Наличие жестких требований на радиальное биение требует одновременной обработки за одну установку всех поверхностей |
|
4 |
Деталь подвергается термической обработке между механическими операциями, получаемая твердость до 38<HRC<52 |
Наличие термообработки детали с повышенной твердостью 38<HRC<52 обусловливает: применение абразивного инструмента на операциях резания, следующих за термической обработкой; изменение межцехового маршрута детали по сравнению с подобными деталями, не требующими термической обработки |
|
|
Деталь не подвергается покрытию |
Деталь не подлежит группированию с другими деталями, направляемыми на участок гальванопокрытий или окраски |
|
Г |
Масса детали: 4-10 кг |
Масса детали не требует специальных грузоподъемных устройств для установки и снятия детали со стакана. |
Конструкторско-технологический код детали: 715423.8И3044.3141844Г.
Пример формирования конструкторско-технологического кода детали,
обрабатываемой резанием. Вал шлицевой
Обозначение детали
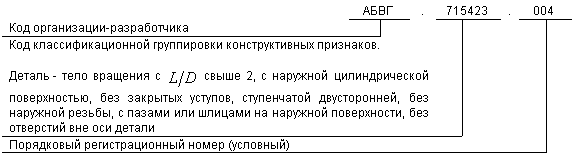
Основные признаки технологической классификации детали
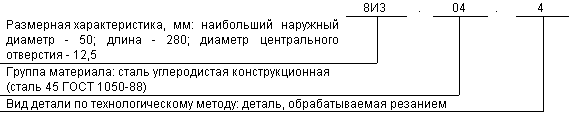
Технологическая классификация детали, обрабатываемой резанием
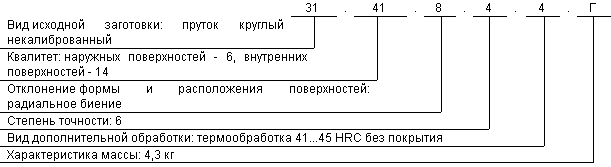
Конструкторско-технологический код детали

Полный конструкторско-технологический код детали:
АБВГ.715423.004.8И3044.3141844Г
ФОРМИРОВАНИЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО КОДА ДЕТАЛИ,
ОБРАБАТЫВАЕМОЙ РЕЗАНИЕМ. РЫЧАГ
Пример формирования конструкторско-технологического кода рассматриваемой детали представлен на с.125.
Данную деталь - рычаг относят к деталям, кроме тел вращения. Это рычаг с одним плечом с двумя параллельными базовыми отверстиями круглыми в поперечном сечении, с хомутом.
Код конструкторской классификационной группировки 743122.
В соответствии со структурой технологического кода, первым признаком технологической классификации является размерная характеристика. Так как рассматриваемая деталь относится к подклассу 743000, кодирование ее размерной характеристики следует производить по таблице 0.2. В соответствии с габаритными размерами детали: ширина - 110, длина - 220 и высота - 45 мм, код размерной характеристики 563.
Деталь по чертежу должна изготовляться из серого чугуна марки СЧ18 по ГОСТ 1412-85. По таблице 0.4 детали присваивают код 31.
В связи с тем, что далее деталь классифицируют по разделу 4 классификатора "Детали, обрабатываемые резанием", по таблице 0.5 ей присваивают код 4.
Таким образом, по кодам классификационных группировок основных признаков технологической классификации код детали имеет вид 563314 (постоянная часть кода). Остальную часть технологического кода (переменную) формируют по таблицам раздела 4 с учетом технологических признаков, характерных для деталей, обрабатываемых резанием.
Код детали по признаку "вид исходной заготовки" назначают по таблице 4.2. В данном случае заготовкой является отливка, полученная литьем в песчано-глинистую форму, следовательно, код исходной заготовки - 11.
Далее по таблице 4.3 определяют коды классификационных группировок квалитетов точности размеров наружных и внутренних поверхностей. По чертежу детали наименьший квалитет размеров наружных поверхностей является 12, внутренних - 9, что соответствует коду 23.
В чертеже детали отсутствуют указания на отклонения формы и расположения поверхностей, следовательно, по данному признаку проставляют код 0.
Деталь не термообрабатывается и не подвергается покрытиям, следовательно, будет проставлен код 00.
Последним признаком технологического кода является "характеристика массы". Масса детали 1 кг, что по таблице 4.7 соответствует коду 9.
Таким образом, классификационные группировки признаков применительно к виду детали, обрабатываемой резанием, имеют код: 11230009.
Технологический код рассматриваемой детали: 563314.11230009.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования детали (рисунок 7).
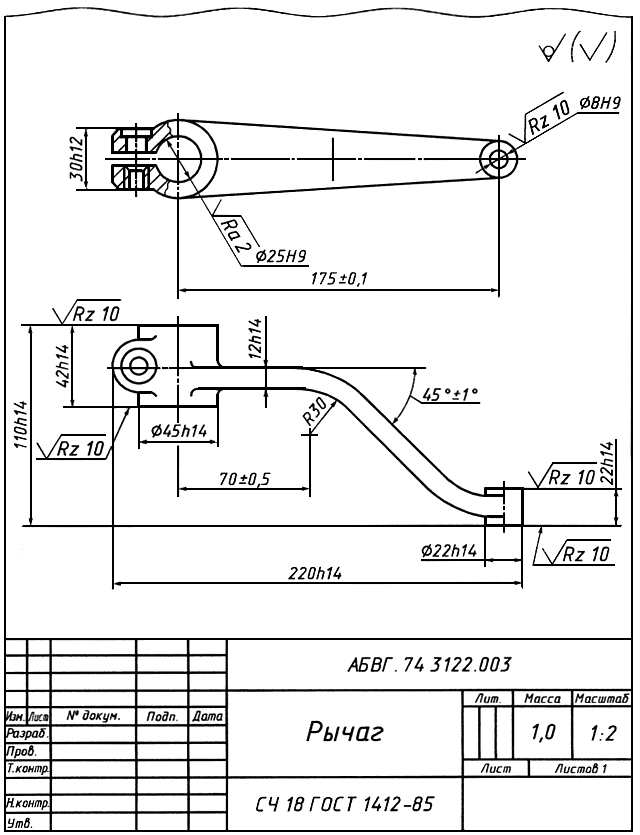
Рисунок 7
Пример формирования конструкторско-технологического кода детали,
обрабатываемой резанием. Рычаг
Обозначение детали
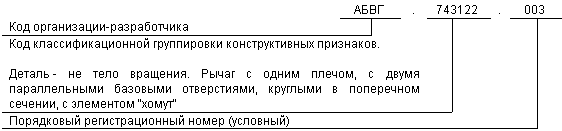
Основные признаки технологической классификации детали

Технологическая классификация детали, обрабатываемой резанием
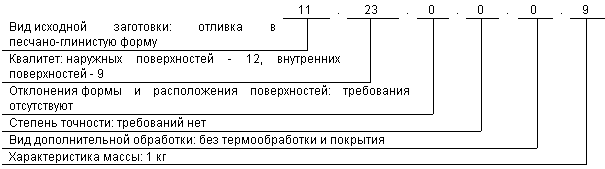
Конструкторско-технологический код детали

Полный конструкторско-технологический код детали:
АБВГ.743122.003.563314.11230009
РЕКОМЕНДАЦИИ ПО ВЫБОРУ МЕТАЛЛОРЕЖУЩЕГО ОБОРУДОВАНИЯ
Для определения необходимых моделей станков токарной группы, круглошлифовальных и бесцентрово-шлифовальных станков в зависимости от размеров наибольшего наружного диаметра и длины деталей разработана таблица 11. Для определения моделей внутришлифовальных, хонинговальных станков и станков для глубокого сверления в зависимости от размеров центрального отверстия разработана таблица 12.
Таблица 11
Распределение станков токарной группы, круглошлифовальных и бесцентрово-шлифовальных
в зависимости от размерных диапазонов наружных диаметров и длин ( ) у деталей - тел вращения
) у деталей - тел вращения
|
|
|
Станки токарной группы |
| |||||
|
Код наибольшего размера детали по таблице 0.1 |
Наибольший размер обрабатываемой детали, мм |
автоматы |
токарно- |
токарно- |
токарно- |
Станки круглошли- | ||
|
Коды ВКГ ОКП | ||||||||
|
Диа- |
Дли- |
Диа- |
Длины |
381110 |
381130 |
381140, 381150 |
381160 |
381311, 381314 |
|
Модели станков | ||||||||
|
1 |
9 |
4 |
45 |
1103, 1103А, 1Р103, 1104 |
|
|
|
|
|
2 |
8 |
6 |
25 |
|
|
|
|
3Д180, 3М180 |
|
А |
56 |
1Д06А, 1Д06В, 1Д06П, 1М06А |
|
|
|
| ||
|
3 |
9 |
10 |
45 |
1Д112, 1112, 1Б112, 1А112 |
|
|
|
|
|
А |
56 |
1Е110, 1Е110П, 1Ц110П |
|
|
|
| ||
|
Б |
75 |
1А12П, 1Д10П, 1М10П, 1Д10В |
|
|
|
| ||
|
4 |
9 |
16 |
45 |
1118, 1A118, 16118, 1Д118АКС |
|
|
|
|
|
А |
56 |
1E116, 1Е116П |
|
|
|
| ||
|
Б |
75 |
1Д16П, 1П16, 1П16А, 1П16П |
|
|
|
| ||
|
В |
95 |
1216-4, 1216-4к, 1216-6, 1216-6К, 1220-8 |
1Р316, 1Р316П, 1Н318Р, 1Н318, 1Е316, 1Е316П, 1Е316ПЦ, 1Д316, 1Д316П |
|
|
| ||
|
5 |
В |
25 |
95 |
1124, 1A124, 1Б124, 1Б125 |
|
|
|
|
|
Г |
120 |
1Д25В, 1Д25П, 1П25, 1A225-6 |
1Е325ПЦ, 1Г325, 1Д325, 1Д325П, 1Д325ПЦ, 1Н325 1Е325Б, 1Е325П, 1Е325, 1Е325БП |
|
|
| ||
|
|
Д |
150 |
150 |
|
|
|
|
3Г182, 3В182, 3М182А, |
|
Ж |
250 |
|
|
|
|
3Ш182 | ||
|
6 |
Б |
32 |
75 |
1Б136, 1А136 |
|
|
|
|
|
Д |
150 |
1А240-8, 1Б240-8, 1А240-8к, 1АБ240-8К |
|
|
|
| ||
|
7 |
В |
40 |
95 |
1Б140, 1Е140, 1Е140П, 1Д40П |
|
|
|
|
|
Г |
120 |
|
1А340, 1Е340, 1Е340Б, 1Е340БП, 1Е340П, 1Б340ПЦ, 1А340Ц, 1Д340, 1341, 1К341, 1Д340П, 1Д340ПЦ, 1А341Ц, 1А341ПЦ |
|
16Т01П, 1600, С-95, 16Т01В, 1600В, 16Т01А, 1Д600, 16Д01П |
| ||
|
Д |
150 |
1А240-6, 1240-6, 1А240-6К, 1Б240-6, 1Б240-6К, 1240-6М, 1А240-4, 1А240-4К, 1Б240-4К |
|
|
|
| ||
|
8 |
Д |
60 |
150 |
1Б265-6, 1265М-6, 1265М-6К, КА-112, 1Б265-6К, 1Е165, 1Е165П, 1165 |
|
|
16Т02П, 16Т02А, 16Т02В, 16Д02П, 16Р02П |
|
|
Ж |
250 |
|
|
|
16Т02П, 16Т02А, 16Т03П, 16Т03А, 1600В, 16Д03, 16Д03П, 16Р03П, 1603П, 1603В, 16Т03П, 16Т03А, 16У03П |
| ||
|
М |
710 |
1365, 1Е365, 1Е365П, 1Д365 |
||||||
|
|
|
|
1Б365ПЦ, 1Д365П, 1Д365ПЦ, 1Д365Б, 1Д365БП, 1Д365БПЦ |
|
|
| ||
|
9 |
Д |
80 |
150 |
1А240П-8, 1265-4, 1265М-4, 1Б265-4к |
|
|
|
3А184 |
|
Ж |
250 |
1А290-8, 1А290-8К |
|
|
|
3Ш184И, 3М184, 3М184А, 3М184, 3М184И, 3М184К | ||
|
К |
350 |
|
|
|
16Т04П, 1А604, 16Т04В, 16К04В |
| ||
|
Л |
500 |
|
|
|
16Т04А, С193Н, Т193Б |
| ||
|
Н |
1000 |
|
1371 |
|
|
| ||
|
А |
Д |
100 |
150 |
|
|
|
|
3А10П, 3У10В, 3В10А, 3Р10А, 3У10А, 3У10С |
|
Е |
200 |
|
|
|
|
3В110, 3А150, 3М150, 3М150А, 3М150Е, 3М151ЕА | ||
|
Ж |
250 |
1290, 1Б290-6, 1Б290-6К, КА-121 |
|
|
|
| ||
|
К |
350 |
|
|
|
|
3М150Е, 3М150А, 3М151ЕА, 3Т150Е | ||
|
Б |
Д |
120 |
150 |
1А240П-6, 1Б240П-6К, 1265ПМ-8 |
|
|
|
|
|
Е |
200 |
|
|
|
|
3Э110, 3Э110М, 3А110, 3У11В, 3А110В, 3В110А, 3У110А, 3У11С | ||
|
Ж |
250 |
1А290-4, 1Б290-4К |
|
|
|
| ||
|
К |
350 |
|
|
|
1Б11П, 16Б05П, 1И611П, 1Б611П |
3У11В, 3У110В, 3У110А, 3У11С | ||
|
Л |
500 |
|
|
|
1П611, 16Б05П, 1И611П, 1Б611П, 16М05В, 16Б05А, 16С05А, 16Б11А, ОТ-4, ОТ-5, 16Л05П |
3Б153У, 3Б153, 3Б153Е, 3И153Е, 3Е153, 3М153А | ||
|
М |
710 |
|
|
|
1П611, 16Б05П |
3И153Е, 3М153А, 3М153Е | ||
|
В |
В |
|
95 |
1Ф616, 1Ф616А, 1Ф616Ф3, 1П716Ф3 |
|
|
|
|
|
Д |
150 |
150 |
1А240П-4, 1Б625П-6, 1Б625П-6К |
|
|
|
| |
|
Е |
180 |
1А290П-8 |
|
|
|
| ||
|
Ж |
250 |
|
|
|
|
СЛ-601, 3185 | ||
|
И |
|
300 |
|
|
|
|
3Ш185, 3М185, 3М185И | |
|
К |
|
350 |
1716Ф3 |
|
|
|
| |
|
|
Л |
150 |
500 |
1716Ф3, 1716МФ3, 1К716ВМФ3 |
|
|
16М16, 16Т16П, 1А616Ц, 16Б16Ф3, 1А616, ТВ-320, 1А616К, 16Б16, 1М61, 1А616П, 1Б616П, 16Б16КП, 1М61П, 1В616, 16Б16А, 16С16А, 1В61, 1Н61 |
|
|
М |
710 |
|
|
|
16М16, 16А16, 16Т16П, 1А616Ц, 1А616Ф3, 16Б16Ф3, 1А616, 1А616К, 16Б16, 1А616П, 1М61, 1Е61М, 1Е61ВМ, 1Е61ПВ, 1Б616П, 16Б16КП, 1М61П, 1Е61МТ, 1В616, 16Б16А, 16Б16КА, 16С16А, 1В61, 16Л16, 16Г16, 1Н61 |
| ||
|
Н |
1000 |
|
|
|
16М16, 16А16, 1А616К, 1М61, 16Б16К, 1П611, 16Г16 |
| ||
|
П |
1400 |
|
|
|
16Б16К |
| ||
|
Г |
В |
180 |
95 |
1П717Ф3, 1П717ПФ3 |
|
|
|
|
|
Д |
150 |
1723, 1723П, 1723Ф3 |
|
|
|
| ||
|
Л |
500 |
1А720, 1Б708, 1708, 1708САУ, 1708П, 1708Ц |
|
|
|
| ||
|
М |
710 |
1708, 1708П, 1708Ц |
|
|
16К20М, 16А20, 16К20Ц, 16Л20, 1К62, 16К20, 16Л20П, 16С20А, 16У20, 16У20Е |
| ||
|
|
Н |
1000 |
|
|
|
16К20М, 16А20, 16К20Ц, 16Л20, 1К62, 16К20ГС, 16К20Ф3, 1К62Ф3, 16К20РФ3, 16К20, 16Л20П, 1К62В, 16Б20, 16К20П, 16Б20П, 16Б20М, 16С20А, 16К20АДУ, 16К20Ф1, ЛТ-10М, ИТ-1, 16У20, 16У20Е, 1А62Г, 16К20Г |
| |
|
П |
1400 |
|
|
|
16К20Ф3, 16К20, 16К20П, ЛТ-10С |
| ||
|
Д |
Л |
200 |
500 |
|
|
|
|
3Б12, 3К12, 3У12В, 3У120В, 3Е12, 3У12А, 3В151А, 3М151Е, 3М151Д, 3Т151Е |
|
М |
710 |
|
|
|
|
3У12В, 3У120В, 3У12С, 3Б151, 3Б151П, 3А151, 3М151, 3М151В, 3А151Ц, 3А151Ф2, 3М151Ф2 | ||
|
Н |
1000 |
|
|
|
|
3М152, 3М152В | ||
|
Е |
Д |
150 |
1755Ф4, 1В340, 1В340П |
|
|
|
| |
|
Ж |
250 |
1П752МФ3 |
|
|
|
| ||
|
Л |
500 |
1Б713, 1И713, 1713, 1Н713ГС, ДУ-320 |
|
|
|
| ||
|
М |
710 |
1713, 1713САУ, 1713Е, 1713П, 1713Ц, 1713Ф3 |
|
|
|
| ||
|
|
Н |
220 |
1000 |
1713, 1713САУ, 1713Е, 1713П, 1713Ц, 1713ГФ3, 1725Ф3 |
|
|
16Т25, 1А625, 16Л25, 16К25, 16Л25П |
|
|
П |
1400 |
1713МФ3 |
|
|
1А625, 1Б625, 16Л25, 16К25, 16Л25П |
| ||
|
Р |
2000 |
|
|
|
1А625, 1Б625, 16Л25, 16К25, 16Л25П |
| ||
|
Ж |
Е |
260 |
200 |
1734, 1734П, 1734Ф3 |
|
|
|
|
|
Ж |
250 |
1П732Ф3, 1П732МФ3, 1П732МФ4 |
|
|
|
| ||
|
М |
710 |
|
|
|
|
3А130, 3У131, 3У131В, 3М131, 3Д161, 3М161Е, 3К161, 3М161Д, 3Т161, 3Т161Е, 3Т161Д | ||
|
Н |
1000 |
1А715Ф3, 1719, 1Б732, 1Б732П, 1Б732Ц, 1719Ф3, 1Б732Ф3 |
|
|
|
3132, 3У132, 3У132В, 3М132, 3Б161, 3Б161П, 3А161, 3В161, 3М162, 3Т162, 3Т162Ф2 | ||
|
П |
1400 |
1719, 1Б732, 1Б732П, 1719Ц, 1Б732Ц, 1Б732Ф3, 1719МФ3, 1Б732МФ3 |
|
|
|
3131, 3У133, 3М163, 3М163В, 3Т163 | ||
|
Р |
2000 |
1719, 1Б732, 1719Ц, КМ-7 |
|
|
|
3В161А, 3М164, 3А164 | ||
|
М |
710 |
1П365, 1А365, 1Б365, 1Е365Б, 1Е365БП, 1Е365БПЦ, АР-15 |
|
|
|
| ||
|
П |
1400 |
|
|
|
1М63Ф3, 16К30Ф3, 1М63, 1М63-21, 16К30П, 16Б30В, 1М63Ц, 1М63Ф3 |
| ||
|
Р |
300 |
2000 |
|
|
|
1М63, 16К30, 16К30П, 1М63Г, РТ205Ф3-12, РТ705Ф3-12 |
| |
|
С |
2800 |
|
|
|
1М63Ф3, 16К30Ф3, 1М63, 1К30, 16К30П, 1М63Ф3-06, 1М63Г |
| ||
|
Ф |
8000 |
|
|
|
РТ-2501 |
| ||
|
Ц |
10000 |
|
|
|
РТ-2503 |
| ||
|
И |
Н |
380 |
1000 |
|
|
|
|
3У142, 3У142В |
|
П |
1400 |
|
|
|
|
3А164Б, 3М173, 3Т173, 3В164БФ2, 3В164Б, 3М173Е, 3У143 | ||
|
Р |
2000 |
|
|
|
|
3У144, 3А164, 3М174, 3М174В, 3В164, 3М174Е | ||
|
С |
2800 |
|
|
|
|
3А164А | ||
|
Т |
4000 |
|
|
|
|
ХШ1-16, 3М176 | ||
|
У |
6000 |
|
|
|
|
ХШ1-15 | ||
|
К |
Е |
420 |
200 |
1751, 1751П, 1751Ф3 |
|
|
|
|
|
Н |
1000 |
1П371 |
|
|
|
| ||
|
Р |
2000 |
|
|
|
1Л64, 1А64, 1А64Г |
| ||
|
С |
2800 |
|
|
|
1Л64, 1А64 |
| ||
|
Т |
4000 |
|
|
|
1Л64, 1А64, 1А64Г |
| ||
|
П |
480 |
1400 |
|
|
|
|
3У153 | |
|
С |
2800 |
|
|
|
|
3У155 | ||
|
П |
530 |
1400 |
|
|
|
|
ХШЧ-15 | |
|
С |
2800 |
|
|
|
16К50Ф3, 165, 16К50, 16К50П, 16К50В, 165Г |
3А172Б, 3М193, ХШЧ-07 | ||
|
Т |
4000 |
|
|
|
16К50Ф3, 165, 16К50, 16К50П, 16К50В |
3А172, 3М194 | ||
|
|
У |
5000 |
|
|
|
165, 16К50, 16К50П |
| |
|
Ф |
8000 |
|
|
|
1658 |
| ||
|
Л |
М |
750 |
710 |
|
|
1508, 1508Ц, 1508Ф2, 1508Ф3 |
|
|
|
Н |
1000 |
|
|
|
|
ХШ5-17 | ||
|
П |
1400 |
|
|
|
|
ХШ1-18 | ||
|
С |
2800 |
|
|
|
|
3М195 | ||
|
Т |
4000 |
|
|
|
|
3А174Б, 3М196 | ||
|
У |
5000 |
|
|
|
1А660, 16Б60, 16Б60П, 1А660П, 16Б60В, 16Л60 |
| ||
|
6000 |
|
|
|
1А660Ф3, 166, 1А660, 16Б60, 16Б60П, 1А660П, 16Л60 |
3А174, 3М197 | |||
|
Ф |
8000 |
|
|
|
1А660, 16Б60, 16Б60П, 1А660П |
3М198 | ||
|
Ц |
10000 |
|
|
|
16Б60, 16Б60П, 1А660П |
| ||
|
М |
М |
850 |
710 |
|
|
1510, 1510Ц |
|
|
|
Ж |
1000 |
250 |
|
|
1А691, 1М691, 1691МФ3, 1А691Ф3, 1А691МФ3 |
|
| |
|
У |
5000 |
|
|
|
1А665, 16Л80 |
| ||
|
Ф |
8000 |
|
|
|
1А661, 1А665, КЖ-1631, 1А665-П, 1А665Ф3, 16Л80 |
| ||
|
Ш |
Св. 10000 |
|
|
|
1А665 |
| ||
|
Н |
М |
1100 |
710 |
|
|
1512, 1512Ф1, 1512П, 1512ПФ1, 1512Ц, 1512Ф2 |
|
|
|
У |
6000 |
|
|
|
1А670 |
| ||
|
|
Ф |
8000 |
|
|
|
1А670, КЖ-1614, КЖ-1641Ф2 |
| |
|
Ц |
10000 |
|
|
|
1А666, 1А670, 1К670Ф3, КЖ-1666 |
| ||
|
Ш |
Св.10000 |
|
|
|
1А670 |
| ||
|
П |
М |
1500 |
710 |
|
|
1516, 1516Ф1, 1516П, 1516ПФ1, 1516Ф2, 1516Ф3 |
|
|
|
П |
1400 |
|
|
1А692, 1М692, 1И692 |
|
| ||
|
Ф |
8000 |
|
|
|
1А675 |
| ||
|
Ц |
10000 |
|
|
|
1А675 |
| ||
|
Ш |
Св. |
|
|
|
1А671, 1А675, 1А671Ф1, 1А667П |
| ||
|
Р |
Н |
1900 |
1000 |
|
|
1520 |
|
|
|
Ш |
Св. 10000 |
|
|
|
1А672, 1А676, 1А680, А680Ф2 |
| ||
|
С |
Н |
2360 |
1000 |
|
|
1Л525 |
|
|
|
П |
1400 |
|
|
1525, 1525Ф1, 1525Л, 1525Ф2, 1525Ф3 |
|
| ||
|
Ф |
8000 |
|
|
|
1А677П, 1А680-8 |
| ||
|
Ц |
10000 |
|
|
|
1А677П |
| ||
|
Ш |
Св. 10000 |
|
|
|
1А677, 1А681, 1А685, 1А677П |
| ||
|
Т |
Н |
2800 |
1000 |
|
|
1693, 1А693 |
|
|
|
П |
1400 |
|
|
1Л532, 1Л532Ф1, 1Л532Ф2, 1Л532Ф3 |
|
| ||
|
Р |
2000 |
|
|
1532Т, 1532ТФ2 |
|
| ||
|
С |
2800 |
|
|
1560Т |
|
| ||
|
Ш |
Св.10000 |
|
|
|
1А682, 1А686, 1А686ПФ1 |
| ||
|
У |
П |
3750 |
1400 |
|
|
1540, 1540Ф1, 1540П, 1540Ф2 |
|
|
|
Р |
2000 |
|
|
5040Т, 1540Ф3 |
|
| ||
|
Ф |
П |
4750 |
1400 |
|
|
КУ-50 |
|
|
|
Р |
2000 |
|
|
1550, 1550Ф1 |
|
| ||
|
С |
2800 |
|
|
1550Т |
|
| ||
|
Ш |
Св.10000 |
|
|
|
1А687 |
| ||
|
Ц |
Р |
6000 |
2000 |
|
|
КУ-63 |
|
|
|
С |
2800 |
|
|
1563, 1563Ф1, 1563Ф2, 1563Ф3, 1563ПФ1 |
|
| ||
|
Т |
4000 |
|
|
КУ-64 |
|
| ||
|
Ш |
С |
7500 |
2800 |
|
|
1580Л |
|
|
|
Т |
4000 |
|
|
КУ65 |
|
| ||
|
Т |
Св. 7500 |
4000 |
|
|
1А591, А592, 1Б591 |
|
| |
|
У |
6000 |
|
|
1А594, 1А596, 1594 |
|
| ||
Таблица 12
Распределение станков внутришлифовальных, хонинговальных и для сверления и растачивания
глубоких отверстий в зависимости от размеров центрального отверстия ( ) у деталей - тел вращения
) у деталей - тел вращения
|
Код наибольшего размера центрального отверстия |
Наибольший размер обрабатываемого центрального отверстия, мм |
Станки внутришли- |
Станки хонинговальные |
Станки для сверления | ||
|
Коды ВКГ ОКП | ||||||
|
Диа- |
Длины |
Диа- |
Длины |
381312 |
381836 |
381824 |
|
Модели станков | ||||||
|
1 |
Н |
3 |
1000 |
|
|
2803 |
|
3 |
И |
10 |
300 |
|
|
ОС-402А |
|
4 |
И |
16 |
300 |
3225Б |
|
|
|
М |
710 |
|
|
ОС-901 | ||
|
5 |
8 |
20 |
25 |
3К225Б, 3К225Д |
|
|
|
Е |
200 |
|
3820 |
| ||
|
6 |
9 |
25 |
45 |
3К225В, 3К225С, 3К225А |
|
|
|
Е |
200 |
|
3820-9 |
| ||
|
7 |
Н |
35 |
1000 |
|
|
ОС-801 |
|
8 |
В |
50 |
95 |
СШ-101 |
|
|
|
И |
300 |
|
3821, 3821-2 |
| ||
|
9 |
Б |
60 |
75 |
3А227Б, 3К227Б, 3293 |
|
|
|
А |
И |
80 |
300 |
|
3822, 3822-2, 3822Э |
|
|
К |
500 |
|
3К82, 3М82, РТ-57 |
| ||
|
У |
4000 |
|
|
РТ-601, РТ-604 | ||
|
Б |
Г |
100 |
120 |
3К227, 3К227В, 3К227А, 3К227С |
|
|
|
Ц |
6000 |
|
|
РТ-605 | ||
|
В |
Г |
125 |
120 |
3К228Д, 3Д228Е, 3К228Б, 3А228Б, 3294 |
|
|
|
Е |
200 |
3Д227А |
|
| ||
|
У |
5000 |
|
3К83, 3М83, 3К83-2 |
| ||
|
В |
У |
125 |
5000 |
|
|
РТ-43 |
|
Ш |
10000 |
|
|
РТ-606 | ||
|
Г |
Ф |
160 |
8000 |
|
РТ-59 |
|
|
Д |
Е |
200 |
200 |
3К228В, 3К228А, 3А228, 3К228, 3А228П, 3К228С |
|
|
|
Н |
300 |
3Д228В |
|
| ||
|
К |
350 |
ВС3-102 |
|
| ||
|
Л |
500 |
3285 |
|
| ||
|
М |
710 |
|
|
| ||
|
Н |
1000 |
|
3Н84 |
| ||
|
Ж |
Е |
250 |
200 |
3295, 3А229Б, 3К229Б |
|
|
|
У |
5000 |
|
|
РТ-602, РТ-603 | ||
|
М |
320 |
710 |
3286, 3А286 |
|
| |
|
П |
1400 |
|
3Н85 |
| ||
|
Н |
Н |
400 |
300 |
3К229А, 3А229, 3К229В, 3К229 |
|
|
|
Л |
500 |
3Д229В |
|
| ||
|
К |
И |
500 |
300 |
3К230Б |
|
|
|
Н |
1000 |
3287, 3А287, ВС3-103 |
|
КЖ-1916 | ||
|
Р |
2000 |
|
3Н86 |
| ||
|
Л |
Р |
800 |
2000 |
3288 |
|
|
|
М |
У |
Св. 800 |
6000 |
|
|
КЖ-1920 |
|
Ш |
12500 |
|
|
КЖ-1936 | ||
Для определения необходимых моделей станков фрезерных, строгальных и плоскошлифовальных в зависимости от размеров ширины и длины детали разработана таблица 13.
Таблица 13
Распределение станков фрезерных, строгальных и шлифовальной группы в зависимости
от диапазонов ширины и длины обрабатываемых деталей по таблице 0.2
|
Код наибольшей размерной характеристики по таблице 0.2 |
Наибольший размер обрабатываемой детали, мм |
Станки фрезерные |
Станки строгальные |
Станки плоскошли- | |||
|
вертикальные и продольные |
горизонтальные и универсальные |
||||||
|
Коды ВКГ ОКП | |||||||
|
Шири- |
Дли- |
Шири- |
Дли- |
381610 и 381660 |
381620 и 381630 |
381710 |
381313 |
|
Модели станков | |||||||
|
4 |
6 |
95 |
300 |
6Н103, 6Н103А |
6Н803Г, 6Н803А |
|
|
|
5 |
5 |
120 |
180 |
|
6А73П, 6А73В |
|
|
|
6 |
300 |
|
6А73БП |
|
| ||
|
7 |
360 |
6Н104 |
6Н804Г |
|
3701 | ||
|
6 |
7 |
150 |
360 |
6Т104, 6Н104А, 6Т104А |
6Т804Г |
|
ЗБ70В, ЗЭ70ВФ2 |
|
8 |
450 |
6Н10, 6Р10, 6Т10 |
6Н80Г, 6Р80Г, 6Т80Г, 6Р80, 6Т80, 6Н80Ш, 6Р80Ш, 6Т80Ш |
|
| ||
|
7 |
6 |
180 |
300 |
|
6А75В, 6А75ВФ1, 6Б75В, 6Б75ВФ1 |
|
|
|
8 |
450 |
|
6Т75 |
|
| ||
|
9 |
600 |
6Н11, 6Р11, РТ11, 6Р11Ц, 6Р11САУ, 6М1183 |
6Н18Г, 6Р81Г, 6Т81Г, 6Н81, 6Р81, 6Т81, 6Р81САУ, 6Н81А, 6Р81Ш, 6Т81Ш |
|
3Г71, 3Г71М, 3Э731, 3731, 3731Б, 3711, 3Е711ИВ, 3Е711В, 3Е711ВУ, 3Э711А | ||
|
В |
950 |
|
|
|
3711Б | ||
|
8 |
5 |
220 |
180 |
|
676 |
7А311 |
|
|
7 |
360 |
|
67611, 6А76ПФ2, 6А76ПМФ2 6А76В |
|
| ||
|
8 |
450 |
6520, 6520Ф3, 6520МФ3, 6520РФ3 |
|
|
| ||
|
9 |
600 |
6М12П, 6М12К |
6Н82, 6Н82Ш |
|
| ||
|
А |
750 |
6Р12, 6Р12Б, 6Т12, 6550Ф3, 6540РФ3 |
6Н82Г, 6Р82Г, 6Т82Г, 6Р82, 6Т82, 6Р82Ш, 6Т82Ш |
|
| ||
|
Б |
850 |
|
6Н83Г, 6Н83 |
|
| ||
|
9 |
9 |
300 |
600 |
6530, 6530Ц |
|
|
3Е721В, 3Е721ВФ3 |
|
Б |
850 |
6М13К, 6М13П, 6Р13Б, 6Б13, 6Т13 |
|
|
3А732, 3Б732, 3Д732, 3И732, 3К732, 3П732 | ||
|
В |
950 |
6Р13Ц, 6Н13Ф3 |
6Р83Г, 6Т83Г, 6Р83, 6Т83, 6Н83Ш, 6Р83Ш, 6Т83Ш |
|
3722, 3Б722, 3Б721, 3А722, 3К722, 3Е722, 3Д722 | ||
|
Г |
1180 |
|
|
|
3Е722, 3Д722, 3Д722А | ||
|
Д |
1500 |
|
|
|
3Д722, 3Д722А, 3Е722 | ||
|
Е |
1900 |
|
|
|
3Д722 | ||
|
А |
6 |
380 |
300 |
|
|
7А33 |
|
|
8 |
480 |
|
|
7Е35 |
| ||
|
А |
750 |
6540, 6540Ц, 6540Ф3, 6540РФ3 |
|
|
| ||
|
В |
950 |
6Р13Ф3, 6Р13РФ3 |
|
|
| ||
|
Г |
1180 |
6304, 6604 |
6Н84Г |
|
3Д723 | ||
|
Д |
1500 |
|
|
|
3Д723, 3Б724 | ||
|
Е |
1900 |
|
|
|
3Д723, 3Б724 | ||
|
Б |
8 |
480 |
450 |
|
|
7Б35, 7В35 |
|
|
А |
750 |
|
|
7Д37 |
| ||
|
В |
950 |
6550РФ3, 6550 |
|
|
| ||
|
Д |
1500 |
6305, 6305Ф4, 6605 |
|
|
3Д724, 3Д724А | ||
|
Б |
Е |
480 |
1900 |
|
|
|
3Д724 |
|
Ж |
2360 |
|
|
|
3Д724, 3Д724А | ||
|
И |
2800 |
|
|
|
3Д724 | ||
|
В |
9 |
560 |
600 |
|
|
7В36, 7М36, 7Д36Ц |
|
|
Г |
1180 |
654Ф3, 654РФ3, 6560МФ3 |
|
7В76, 7М36, 7Д36Ц |
| ||
|
Е |
1900 |
6606, 6306, 6306Ф3 |
|
|
3Д725 | ||
|
Ж |
2360 |
|
|
|
3Д725 | ||
|
И |
2800 |
|
|
|
3Д725 | ||
|
К |
3750 |
|
|
|
3Д725 | ||
|
Г |
В |
750 |
950 |
|
|
7Д37Ц, 7А37 |
|
|
Д |
1500 |
6А56, 6А56Г |
|
- |
| ||
|
Ж |
2360 |
6М608, 6Г608, 6Г308 |
|
7208, 7М108 |
| ||
|
И |
2800 |
6308, 6М608 |
|
7М108, 7М208 |
| ||
|
Д |
Е |
950 |
1900 |
6А59, 6А59РФ3 |
|
|
|
|
Ж |
2360 |
6М310, 6М610 |
|
|
| ||
|
И |
2800 |
6М310, 6Г310, 6Г610, 6610Б 6М610Ф2, 6М610Ф3 |
|
7210-6, 7110 |
| ||
|
К |
3750 |
6310, 6610, 6М610 |
|
7212Г |
| ||
|
М |
5600 |
|
|
7210 |
| ||
|
Е |
К |
1180 |
3750 |
6У312, 6У612 |
|
7112, 7212 |
|
|
Ж |
Л |
1500 |
4750 |
6У316, 6У616 |
|
|
|
|
М |
5600 |
|
|
7116, 7216 |
| ||
|
И |
Л |
1800 |
4750 |
|
|
7Б220 |
|
|
М |
5600 |
6620 |
|
7Б220Е-5 |
| ||
|
Н |
7500 |
|
|
7228 |
| ||
|
К |
М |
2360 |
5600 |
|
|
7Б225 |
|
|
Н |
7500 |
6625 |
|
|
| ||
|
Л |
П |
3000 |
Св. 7500 |
6У632 |
|
7232Г |
|
|
М |
П |
3750 |
Св. 7500 |
6640 |
|
|
|
|
Н |
П |
4500 |
Св. 7500 |
6650 |
|
|
|
Для определения необходимых моделей трубогибочных и пружинонавивочных станков, зигмашин и универсально-гибочных автоматов в зависимости от размеров труб, пружин и деталей, изогнутых из листов, полос и лент разработана таблица 14.
Таблица 14
Распределение станков трубогибочных и пружинонавивочных в зависимости
от диапазонов  пружин,
пружин,  проволоки пружин и стенки трубы, рессоры и деталей,
проволоки пружин и стенки трубы, рессоры и деталей,
изогнутых из листов, полос и лент по таблице 0.3
|
Код наибольшей размерной характеристики |
Наибольший размер обрабатываемой детали, мм |
Машины трубогибочные |
Автоматы пружинона- |
Зигмашины | ||
|
|
|
|
|
Коды ВКГ ОКП | ||
|
382759, 382755 |
382451, 382454, 382495 |
382766, 382494 | ||||
|
Модели машин и автоматов | ||||||
|
2 |
2 |
10 |
0,8 |
|
А5309 |
|
|
3 |
2 |
12 |
0,8 |
|
|
АА7209 |
|
|
3 |
|
1 |
|
А5810 |
|
|
4 |
2 |
16 |
0,8 |
|
А5109 |
|
|
|
4 |
|
1,2 |
|
|
АА7211 |
|
5 |
2 |
20 |
0,8 |
|
А5209 |
|
|
|
6 |
|
2 |
И0622А, И0622Б |
|
|
|
6 |
7 |
25 |
2,5 |
|
ИБ5114А |
|
|
7 |
7 |
30 |
2,5 |
|
А5814 |
|
|
|
Е |
|
16 |
|
А5026 |
|
|
8 |
7 |
40 |
2,5 |
АА5114Б |
||
|
|
8 |
|
3 |
|
|
А7215 |
|
|
9 |
|
4 |
ВМС23В |
|
|
|
9 |
6 |
50 |
2 |
|
|
АА7213 |
|
|
7 |
|
2,5 |
|
А5214А |
|
|
|
А |
|
5 |
|
|
А7217 |
|
А |
7 |
60 |
2,5 |
|
АА5114, А5214А |
|
|
|
8 |
|
3 |
И3528М |
|
АА7215 |
|
|
9 |
|
4 |
ИА3428А, ИБ3528П, ИА3528, ИБ3428 |
|
|
|
Б |
9 |
75 |
4 |
|
АА5116, А5216 |
|
|
|
А |
|
5 |
|
|
АА7217 |
|
В |
А |
100 |
5 |
ИВ3530П, ИА3430, ИА3530 |
|
|
|
|
Б |
|
6 |
|
А5218 |
|
|
|
В |
|
8 |
|
|
А7219 |
|
|
Д |
|
14 |
|
А0522 |
|
|
Г |
Б |
150 |
6 |
ИА3432, И3432А, |
АА5220 |
|
|
|
Г |
|
10 |
ИА3432А |
АА5220 |
|
|
Д |
Е |
220 |
16 |
|
А5222 |
|
|
Е |
Е |
250 |
16 |
И3534 |
|
|
|
Ж |
|
25 |
|
А5424, АА5424 |
| |
|
Ж |
5 |
320 |
1,6 |
|
|
И2712 |
|
|
К |
|
50 |
|
А5427, АА5427 |
|
|
И |
7 |
400 |
2,5 |
|
|
И2714 |
|
К |
8 |
500 |
3 |
|
|
И2715 |
|
|
9 |
|
4 |
|
|
И2716 |
|
Л |
5 |
Св. 500 |
1,6 |
|
|
И2712А |
|
|
7 |
|
2,5 |
|
|
И2714А |
ФОРМИРОВАНИЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО КОДА ДЕТАЛИ,
ТЕРМИЧЕСКИ ОБРАБАТЫВАЕМОЙ
Пример формирования конструкторско-технологического кода детали, термически обрабатываемой, представлен ниже.
Рассматриваемая деталь-кулачок радиальный с одним рабочим профилем, без элементов зубчатого зацепления, с открытым рабочим профилем, с внутренней основной базой, некруглой в поперечном сечении, с одним рабочим участком профиля.
Код конструкторской классификационной группировки - 751161. В соответствии со структурой технологического кода первым признаком технологической классификации деталей является размерная характеристика. Поскольку рассматриваемая деталь относится к подклассу 751000, кодирование ее размерной характеристики следует проводить по таблице 0.1. Исходя из кодируемых размеров детали: наибольший наружный диаметр - 200, длина - 52, диаметр центрального отверстия - 36 мм, код размерной характеристики - ДА7.
Деталь по чертежу должна изготовляться из стали 20Х - сталь низколегированная конструкционная - код 11 по таблице 0.4. Вид детали - по таблице 0.5, что соответствует коду 5.
Таким образом, постоянная часть технологического кода рассматриваемой детали имеет вид ДА7115.
Далее формируют часть технологического кода применительно к виду детали. Так как вид исходной заготовки чертежом не оговаривается, то его определяют, исходя из конфигурации и размеров отдельных элементов детали. В случае наличия на предприятии кузнечно-прессового производства, в качестве исходной заготовки можно принять поковку, изготовляемую на данном предприятии, т.е. предварительно термически не обрабатываемую, чему соответствует код 5 по таблице 5.2. Уточненная группа материала по таблице 5.3 для детали из стали 20Х, как хромистой стали обозначается кодом 1.
Технические требования по термической обработке кодируют по таблицам 5.4-5.6, исходя из требований только к поверхностной термической обработке - по наружной поверхности на глубину 1,6-1,8 мм при твердости 56...62 HRC после цементации и закалки ТВЧ на глубину 1,6-1,8 мм, чему соответствует код 0106. Толщина детали в месте максимального сечения - 20 мм, чему соответствует код 3 по таблице 5.7. Масса детали - 3,13 кг, что определяет код характеристики массы - "В" по таблице 5.8.
Таким образом, часть технологического кода детали, применительно к виду детали по технологическому методу изготовления, имеет вид 5101063В.
Конструкторско-технологический код детали:
751161.ДА7115.5101063В
Полный конструкторско-технологический код детали:
АБВГ.751161.001.ДА7115.5101063В
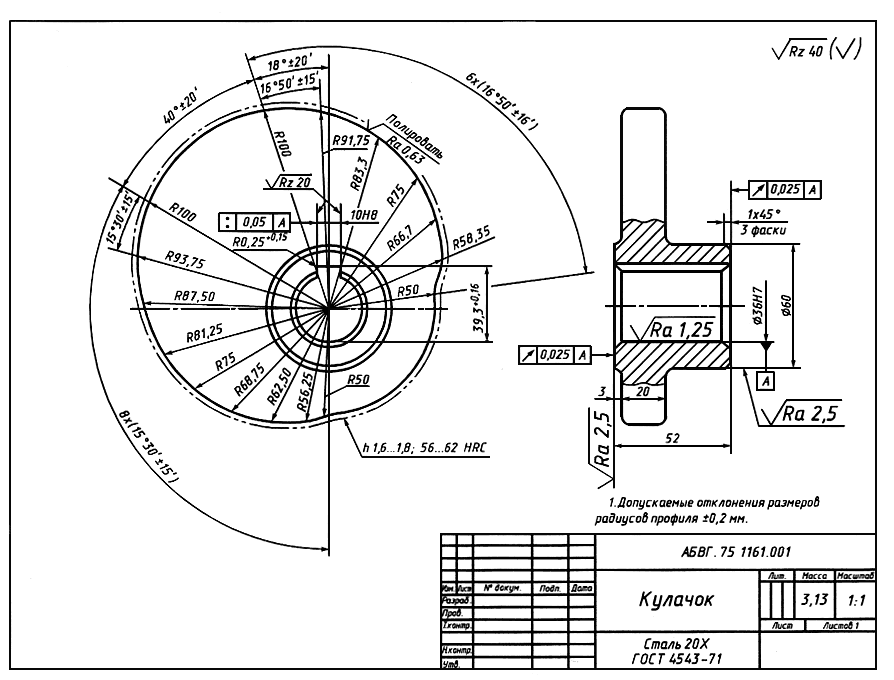
Рисунок 8
Код детали, термически обрабатываемой
Обозначение детали
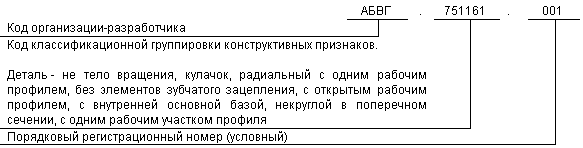
Основные признаки технологической классификации детали

Признаки технологической классификации детали, термически обрабатываемой
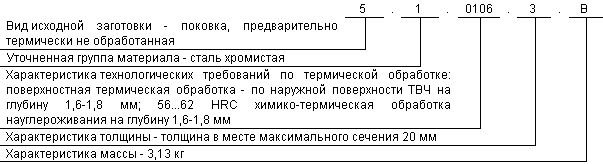
Конструкторско-технологический код детали

Полный конструкторско-технологический код детали:
АБВГ.751161.001.ДА7115.5101063В
Пример анализа конструкторско-технологических признаков детали, термически обрабатываемой
Для того, чтобы оценить возможность использования сформированного конструкторско-технологического кода для решения производственных задач технологического характера, в таблице 15 приведен пример декодирования и укрупненного анализа смыслового значения конструкторско-технологических признаков данной детали, применительно к изготовлению ее в мелкосерийном производстве.
Таблица 15
Пример декодирования и укрупненного анализа
|
Код |
Смысловое значение кода |
Вывод (результат анализа) |
|
751161 |
Конструкторская характеристика. Деталь - кулачок радиальный с одним рабочим профилем, без элементов зубчатого зацепления, с открытым рабочим профилем, с внутренней основной базой, некруглой в поперечном сечении, с одним рабочим участком профиля |
Основные операции технологического процесса: цементация, науглероживание, поверхностная термообработка |
|
ДА7 |
Технологическая характеристика. Габаритные размеры детали, мм: наибольший наружный диаметр - 200; длина - 52; диаметр центрального отверстия - 36 |
По диапазонам размеров детали можно установить типоразмер оборудования, на котором проводятся операции термообработки |
|
11 |
Материал детали: сталь конструкционная низколегированная |
Применение данного материала определяет основные виды термообработки и в соответствии с этим типы оборудования |
|
5 |
Вид детали по технологическому процессу: деталь, термически обрабатываемая |
Данный код является связующим звеном основных признаков с признаком технологической классификации применительно к виду детали |
|
5 |
Вид исходной заготовки: поковка, предварительно термически не обработанная |
Данный признак дает обоснование последовательности операций технологического процесса - предварительной и последующей термообработки |
|
1 |
Уточненная группа материала: сталь конструкционная хромистая |
Данный признак дает обоснование для выбора режимов термической обработки |
|
0106 |
Характеристика технических требований по термической обработке: цементация на глубину 1,6-1,8 мм; закалка ТВЧ на глубину 1,6-1,8 мм; 55...61 HRC |
Данный признак позволяет уточнить температурные режимы обработки и соответственно с этим правильно выбрать основное оборудование и типовой процесс |
|
3 |
Характеристика толщины: толщина в месте максимального сечения 20 мм |
Данный признак определяет время выдержки, что позволяет собрать детали для группового технологического процесса |
|
В |
Масса: 3,13 кг |
Данный признак позволяет выбрать вспомогательное и частично основное оборудование, для которого имеется ограничение по массе деталей |
Конструкторско-технологический код детали:
751161.ДА7125.5101063В
РЕКОМЕНДАЦИИ ПО ВЫБОРУ ТЕРМИЧЕСКОГО ОБОРУДОВАНИЯ
Для деталей, подвергаемых термической обработке, классификация по признаку "размерная характеристика" позволяет установить связь кодов размерных диапазонов с моделями основного термического оборудования, исходя из ширины, длины и высоты рабочего пространства; по этим параметрам составлены таблицы 16 и 17, охватывающие модели термического оборудования, представленные в таблице 18.
Таблица 16
Распределение моделей термического оборудования в зависимости от размерных интервалов
наружных диаметров и длин термообрабатываемых деталей, кодируемых по таблице 0.1
|
Наибольший наружный диаметр |
Длина |
Номера оборудования по таблице 18 | ||
|
Код |
Размер, мм |
Код |
Размер, мм |
|
|
1-7 |
До 40 |
1-В |
До 95 |
1-150 |
|
1-А |
" 100 |
1-Е |
" 200 |
1-52; 54-57; 59-62; 64-113; 115-117; 119-125; 127-139; 141-143; 148-150 |
|
1-В |
До 150 |
1-К |
До 350 |
1-25; 30-52; 55-57; 61-62; 64-105; 107-108; 111-113; 121-123; 130-139; 141-143; 148-150 |
|
1-Е |
" 220 |
1-Л |
" 500 |
1-12; 22-25; 31; 33-42; 46-50; 55-57; 61-62; 65-66; 68-71; 73-80; 82-105; 107-108; 111-112; 121-123; 130-136; 138-139; 142-143 |
|
1-Ж |
" 320 |
1-М |
" 710 |
2-12; 22; 24; 36-42; 47-50; 55-57; 61-62; 65-66; 68-71; 73-78; 80; 82-105; 107-108; 111-112; 121-123; 130-136; 139 |
|
1-И |
" 400 |
1-Н |
" 1000 |
2-12; 22; 24; 36-40; 42; 47-50; 55-57; 62; 65-66; 68-71; 73-78; 80; 83-104; 111-112; 121-123; 133; 139 |
|
1-К |
" 630 |
1-П |
" 1400 |
6-11; 22; 24; 39-40; 42; 47-50; 56-57; 66; 69-71; 74-78; 80; 85-93; 101-102; 111-112; 122-123; 139 |
|
1-Л |
" 800 |
1-Р |
" 2000 |
6-11; 22; 24; 39-40; 42; 47-50; 56-57; 66; 69-71 74-78; 80; 85-93; 122-123 |
|
1-М |
" 1000 |
1-С |
" 2800 |
7-11; 57; 66; 69-70; 74-78; 85-93 |
|
1-Н |
" 1250 |
1-Т |
" 4000 |
10-11; 69-70; 75-78; 85-93 |
|
1-П |
" 1600 |
1-У |
" 6000 |
10-11; 75-78; 85-90 |
|
1-С |
" 2500 |
1-Ф |
" 8000 |
11; 76-78 |
|
1-У |
" 4000 |
1-Ц |
" 10000 |
77-78 |
Таблица 17
Распределение моделей термического оборудования в зависимости от ширины,
длины и высоты термообрабатываемых деталей, кодируемых по таблицам 0.2 и 0.3
|
Ширина |
Длина |
Высота |
Номера оборудования по таблице 18 | |||
|
Код |
Размер, мм |
Код |
Размер, мм |
Код |
Размер, мм |
|
|
1-3 |
До 45 |
1-3 |
До 75 |
1-2 |
До 40 |
1-150 |
|
1-4 |
" 95 |
1-5 |
" 180 |
1-4 |
" 110 |
1-52; 54-57; 59-62; 64-113; 115-117; 119-125; 127-139; 141-143; 148-150 |
|
1-6 |
" 150 |
1-7 |
" 360 |
1-5 |
" 140 |
1-25; 30-52; 55-57; 61-62; 64-105; 107-108; 111-113; 121-123; 130-139; 141-143; 148-150 |
|
1-8 |
" 220 |
1-8 |
" 450 |
1-7 |
" 250 |
1-12; 22-25; 31; 33-42; 46-50; 55-57; 61-62; 65-66; 68-71; 73-80; 82-105; 107-108; 111-112; 121-123; 130-136; 138-139; 142-143 |
|
1-9 |
" 300 |
1-А |
" 750 |
1-8 |
" 300 |
2-12; 22; 24; 36-42; 47-50; 55-57; 61-62; 65-66; 68-71; 73-78; 80; 82-105; 107-108; 111-112; 121-123; 130-136; 139 |
|
1-А |
" 380 |
1-Б |
" 850 |
1-А |
" 400 |
2-12; 22; 24; 36-40; 42; 47-50; 55-57; 62; 65-66; 68-71; 73-78; 80; 83-104; 111-112; 121-123; 133; 139 |
|
1-В |
" 560 |
1-Д |
" 1500 |
1-Г |
" 670 |
6-11; 22; 24; 39-40; 42; 47-50; 56-57; 66; 69-71; 74-78; 80; 85-93; 111-112; 122-123; 139 |
|
1-Г |
" 750 |
1-Е |
" 1900 |
1-Д |
" 750 |
6-11; 22; 24; 39-40; 42; 47-50; 56-57; 66; 69-71; 74-78; 80; 85-93; 122-123 |
|
1-Е |
" 1180 |
1-Л |
" 4750 |
1-Ж |
" 1180 |
10-11; 69-70; 75-78; 85-93 |
|
1-И |
" 1800 |
1-М |
" 5600 |
1-И |
" 1800 |
10-11; 75-78; 85-87; 89-90 |
|
1-Н |
" 5000 |
1-Н |
" 7500 |
1-К |
" 3000 |
77-78 |
Таблица 18
Модели основного термического оборудования (базовые конструкции)
|
Номер п/п |
Модель |
Наименование оборудования |
|
1 |
ТНО-4.6.4,5/11 |
Печи пламенные термические камерные |
|
2 |
ТНО-5.10.5,5/11 |
|
|
3 |
ТНО-6.12.5,5/11 |
|
|
4 |
ТНО-8.12.6,5/11 |
|
|
5 |
ТНЗМА-5.10.5,5/9,5 |
Печи пламенные термические камерные механизированные |
|
6 |
ТНЗМА-10.13.9/9,5 |
|
|
7 |
ТДО-16.30.12/11 |
Печи пламенные термические с выкатным подом |
|
8 |
ТДО-20.35.16/11 |
|
|
9 |
ТДО-25.42.24/11 |
|
|
10 |
ТДО-30.61.28/11 |
|
|
11 |
ТДО-30.84.28/11 |
|
|
12 |
ТДО-45.10.42/11 |
|
|
13 |
Н-301 |
Печи пламенные термические с тиглями |
|
14 |
Н-305 |
|
|
15 |
Н-302 |
|
|
16 |
Н-306 |
|
|
17 |
Н-307 |
|
|
18 |
Н-303, тип 6 |
|
|
19 |
Н-303, тип 7 |
|
|
20 |
Н-304, тип 8 |
|
|
21 |
Н-304, тип 9 |
|
|
22 |
ТТОА.8.50.8,5/10,5 |
Печи пламенные термические закалочно-отпускных агрегатов |
|
23 |
ТКОА-10,5-10.70.3/7 |
|
|
24 |
ТТОА-10.50.8,5/10,5 |
|
|
25 |
ТКОА.12.70.3/7 |
|
|
26 |
СКЗА-4/7 |
Электропечи конвейерных, закалочно-отпускных агрегатов для мелких и средних деталей |
|
27 |
СКЗА-4/3 |
|
|
28 |
СКЗА-10/7 |
|
|
29 |
СКЗА-10/3 |
|
|
30 |
СНО-3,0.6,5.2,0/7 |
Камерные электропечи сопротивления широкого назначения с металлическими нагревателями |
|
31 |
СНЗ-3,0.6,5.2,0/10 |
|
|
32 |
СНЗ-3,0.6,5.2,0/12 |
|
|
33 |
СНО-4,0.8,0.2,6/7 |
|
|
34 |
СНЗ-4,0.8,0.2,6/10 |
|
|
35 |
СНЗ-4,0.8,0.2,6/12 |
|
|
36 |
СНО-8,5.17.5,0/7 |
|
|
37 |
СНЗ-8,5.17.5,0/10 |
|
|
38 |
СНЗ-8,5.17.5,0/12 |
|
|
39 |
СНО-18,36.12/7 |
|
|
40 |
СНЗ-18,36.12/12 |
|
|
41 |
СНЗА-4,0.8,0.2,6/10 |
|
|
42 |
СНЗА-8,5.22.5,0/10 |
|
|
43 |
СШО-06.12/3 |
Шахтные электропечи сопротивления широкого назначения с металлическими нагревателями |
|
44 |
СШЗ-06.12/10 |
|
|
45 |
СШЗ-06.12/12 |
|
|
46 |
СШЗ-06.06/7 |
|
|
47 |
СШО-15.30/7 |
|
|
48 |
СШЗ-15.30/7 |
|
|
49 |
СШО-40.40/7 |
|
|
50 |
СШЗ-40.40/10 |
|
|
51 |
СШЩ-03.04/10 |
Шахтные электропечи безмуфельной газовой цементации |
|
52 |
СШЩ-04.06/10 |
|
|
53 |
СШВ-1.2 |
Электропечи вакуумные шахтные |
|
54 |
СШВ-2.8 |
|
|
55 |
СШВ-5.15 |
|
|
56 |
СШВ-8.24 |
|
|
57 |
СШВ-21,5.43 |
|
|
58 |
СЭВ-1.1 |
Электропечи вакуумные элеваторные |
|
59 |
СЭВ-3.3 |
|
|
60 |
СЭВ-5.3 |
|
|
61 |
СЭВ-8,8 |
|
|
62 |
СЭВ-11.5,5/16Э-М1 |
|
|
63 |
СНВ-1.3.1/16И |
Электропечи сопротивления периодического действия вакуумные для отжига, спекания и других процессов |
|
64 |
СНВ-2,8.2 |
|
|
65 |
СНВ-5.15.5 |
|
|
66 |
СНВ-15.30.15 |
|
|
67 |
СТВ-3,8.15,2/18-Х15,2 |
Электропечи сопротивления непрерывного действия вакуумные промышленного назначения |
|
68 |
СТВ-5,20/18-Х20 |
|
|
69 |
СЛВ-12,48.12/13-Х48 |
|
|
70 |
СЛВ-16.64.16/13-Х64 |
|
|
71 |
СЛВ-9.36.18/13-Х36 |
|
|
72 |
СНО-3.6,5.2/15 |
Электропечи сопротивления периодического действия камерные с нагревателями из дисилицида молибдена |
|
73 |
СНО-8,5.11.5/16 |
|
|
74 |
СДО-18.36.12/7-18 |
Электропечи сопротивления периодического действия камерные с выдвижным подом |
|
75 |
СДО-37.70.25/7-45 |
|
|
76 |
СДО-45.85.30/10-60 |
|
|
77 |
СДО-55.85.40/10-75 |
|
|
78 |
СДО-55.85.40/12-75 |
|
|
79 |
СБЗ-2,2.25/9С-М02 |
Электропечи непрерывного действия барабанные |
|
80 |
СБЗ-10,50/9С-63 |
|
|
81 |
СБЗА-2,5.12/3 |
|
|
82 |
СБЦА-4,24/ЗБ1 |
|
|
83 |
СБЦА-6,3.10/5П-И1 |
|
|
84 |
СБЦ-6,12/10П-Б1 |
|
|
85 |
СГО-55.24/3-Ц1 |
Электропечи сопротивления периодического действия колпаковые для термической обработки |
|
86 |
СГЗ-23.35/7-ЦК1 |
|
|
87 |
СГЗ-23.35/7-ЦК3 |
|
|
88 |
СГЗ-20.35/7-ЦК4 |
|
|
89 |
СГЗ-25.63.19/7-К1 |
|
|
90 |
СГЗ-23.24/10-ЦК1 |
|
|
91 |
СГЗ-16.25/10И2 |
|
|
92 |
СГЗ-10.56.10/10Б1 |
|
|
93 |
СГЗ-17.11/12-К4 |
|
|
94 |
СТЗ-5.40.5/10Б1 |
Электропечи сопротивления непрерывного действия толкательные |
|
95 |
СТЗ-5.50.5/10Б2 |
|
|
96 |
СТЗ-5.60.5/7Б |
|
|
97 |
СТЗ-10.40.5/10Б1 |
|
|
98 |
СТО-5.60.5/3Б1 |
|
|
99 |
СТО-10.60.5/10Б1 |
|
|
100 |
СТЗА-5.40.5/7-151-Б1 |
|
|
101 |
СТЗА-16.120.6/10-27-И1 |
|
|
102 |
СТЗА-32.250.6/7-39С1 |
|
|
103 |
СТЦА-5.60.5/3-П1Л-С1 |
|
|
104 |
СТЦА-10.60.5/3-П1Л-С1 |
|
|
105 |
СРО-8.100.4/12М1 |
Электропечи сопротивления непрерывного действия с рольганговым подом для термической обработки |
|
106 |
СРО-10.80.1/8Х160 |
|
|
107 |
СРО-10.80.4/10М03 |
|
|
108 |
СРЗ-6.40.4/13 |
|
|
109 |
СРЗ-12.80.1,5/12 |
|
|
110 |
СРЗ-30.80.1,5/7 |
|
|
111 |
СРЗ-14.140.7/9Х300А |
|
|
112 |
СРЗ-14.160.7/9Х320М1 |
|
|
113 |
СРЗА-8.56.2/2 |
|
|
114 |
СВС-1,5.3,4/8,5М-М1 |
Электрованны соляные широкого назначения |
|
115 |
СВС-100/8,5 |
|
|
116 |
СВС-2,5/13И1 |
|
|
117 |
СВС-100/13 |
|
|
118 |
СВГ-1,5.2/8,5И2 |
|
|
119 |
СВГ-3,5.4/8,5И2 |
|
|
120 |
СВГ-30/8,5 |
|
|
121 |
США-8.12/6 |
Электропечи сопротивления периодического действия для газового азотирования |
|
122 |
США-15.22,5/6 |
|
|
123 |
США-25.37,5/6 |
|
|
124 |
СГН-2,3/12 |
Электропечи сопротивления периодического и непрерывного действия с водородной атмосферой |
|
125 |
СЭН-5,8/18 |
|
|
126 |
СТН-1.10.0,8/15-М2 |
|
|
127 |
СТН-2,5.10.2/15-М |
|
|
128 |
СТН-4.20.3/15 |
|
|
129 |
СКЗ-3.30.1,5/11,5Х60 |
Электропечи сопротивления непрерывного действия конвейерные с камерами охлаждения |
|
130 |
СКЗ-8,50.3,5/11.5-Х100М1 |
|
|
131 |
CКЗ-8,50.3,5/7-X100-X1 |
|
|
132 |
СКЗ-14.180.3/7Х3О |
|
|
133 |
СКО-8.50.5/8-Х6Х1 |
|
|
134 |
СКО-6.35.4/3Б1 |
|
|
135 |
СКО-14.75.4/3Б1 |
|
|
136 |
СКО-14.75.4/4Х20 |
|
|
137 |
СКЗ-18.100.2,5/7Х100 |
|
|
138 |
САО-21.11.3/7 |
Электропечи сопротивления непрерывного действия карусельные |
|
139 |
САО-85.67.7/11И1 |
|
|
140 |
САЗ-8.4.1/10-К |
|
|
141 |
САЗ-11.5,3/10-М02 |
|
|
142 |
САЗ-21.7.3/11-H-02 |
|
|
143 |
САЗ-21.11.3/5МО2 |
|
|
144 |
СИЗ-2.8.1/9 |
Электропечи сопротивления непрерывного действия с пульсирующим подом |
|
145 |
СИЗ-6.40.1,5/9 |
|
|
146 |
СИЗА-4.20,1/3Б1 |
|
|
147 |
СИЗА-6.40,1/3Б1 |
|
|
148 |
СЮЗ-4.80.2/13 |
Электропечи сопротивления непрерывного действия с шагающим подом |
|
149 |
СЮЗ-4.80.2/15 |
|
|
150 |
СЮО-4.80.2/15 |
|
По таблице 16 устанавливают допустимые к использованию модели термического оборудования, исходя из наибольшего наружного диаметра и длины детали.
По таблице 17 устанавливают допустимые к использованию модели термического оборудования, исходя из ширины, длины и высоты детали.
В указанных таблицах не даются коды размерных диапазонов наибольшего диаметра центрального отверстия по таблице 0.1 и толщины или диаметра прутка, проволоки по таблице 0.3, поскольку эти характеристики в большинстве случаев или непосредственно не влияют на выбор основного термического оборудования или учитываются через другие параметры, например, толщину листа, высоту и т.д.
Выбор того или иного термического оборудования производят следующим образом: по коду размерной характеристики детали определяют допустимые к использованию номера термического оборудования, а уже по таблице 18 выбирают конкретную модель.
В качестве примера использования таблиц рассмотрим деталь, представленную на рисунке 8, размерная характеристика которой закодирована по таблице 0.1, - код ДА7.
По первому знаку кода (наибольший наружный диаметр) по таблице 16 определяем диапазон кодов (графа 1) - 1-Е, по второму знаку кода (длина) определяем, входит ли код в диапазон длины. Указанный диапазон 1-Л включает закодированную длину, т.е. все номера оборудования, соответствующие данным диапазонам 1-12; 22-25; 31; 33-42; 46-50; 55-57; 61-62; 65-66; 68-71; 73-80; 82-105; 107-108; 111-112; 121-123; 130-136; 138-139; 142-143.
Третий знак кода (диаметр центрального отверстия) - 7 не учитывают при выборе моделей основного термического оборудования.
Окончательный выбор модели термического оборудования, необходимой для проведения всего цикла термической обработки, производят из отобранных моделей в процессе разработки технологического процесса.
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКОЙ КЛАССИФИКАЦИИ
АРМИРОВАННЫХ ИЗДЕЛИЙ, ИЗГОТОВЛЯЕМЫХ ФОРМООБРАЗОВАНИЕМ
ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ И РЕЗИНЫ
В зависимости от функционального назначения пластмассовые изделия могут иметь металлическую арматуру: проволочную, штифтовую, втулочную, резьбовую и др. Арматура образует неразъемное соединение с изделием в процессе ее формообразования из исходного полимерного сырья. Наличие арматуры влияет на выбор оборудования, конструкцию оснастки, время цикла и степень автоматизации технологического процесса.
Поэтому при технологической классификации изделий (деталей), изготовляемых формообразованием из полимерных материалов, целесообразно учитывать наличие арматуры с точки зрения последующего группирования деталей для разработки типовых и групповых технологических процессов. Формирование технологического кода аналогичных изделий можно осуществлять по разделу 6 с некоторыми особенностями.
Наличие арматуры учитывают в постоянной и переменной частях технологического кода. При кодировании размерных характеристик изделий с выступающей арматурой учитывают общий размер изделия, т.е. размер вместе с арматурой (рисунок 9).
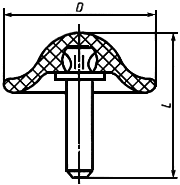
Рисунок 9
При кодировании по характеристике "квалитет" арматуру не учитывают.
Наличие арматуры учитывают в признаке "характеристика детали" по "наличию усложняющих элементов" (10-й разряд технологического кода).
Кодирование изделий с арматурой осуществляют по таблице 19, которая дополняет таблицы 16, 17. По таблице 19 кодируют:
кодом 4 - изделия с арматурой, но не имеющие элементов, усложняющих свободное извлечение изделия из формы (рисунок 10);
кодами 5, 6 и 7 - изделия, имеющие арматуру в сочетании с другими усложняющими элементами. Например:
изделия, имеющие арматуру и боковые отверстия, кодируют кодом 5 (рисунок 11);
изделия с резьбовой арматурой (рисунок 12) или с резьбой и арматурой (рисунок 13) кодируют кодом 6;
изделия с боковой резьбовой арматурой (рисунок 14) и детали с арматурой, резьбой и поднутрением (рисунок 15) кодируют кодом 7.
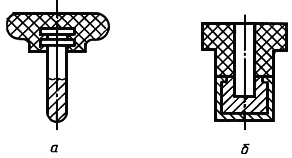
Рисунок 10
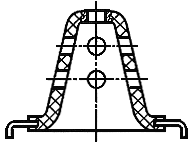
Рисунок 11
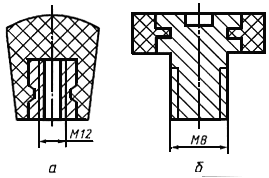
Рисунок 12
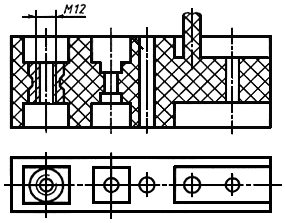
Рисунок 13
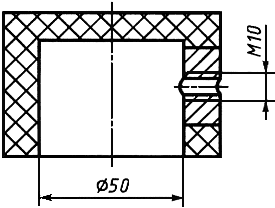
Рисунок 14
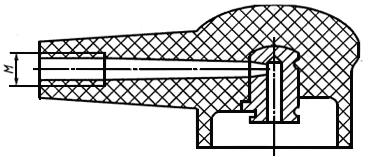
Рисунок 15
Таблица 19
|
Технологическая классификация деталей, изготовляемых формообразованием из полимерных материалов |
Раздел | |||
|
6 | ||||
|
Характеристика технологических требований |
Номер признака | |||
|
|
4 | |||
|
Наличие усложняющих элементов | ||||
|
Код |
Боковые: отверстия, пазы, выемки, ребра, выступы, "обратный конус" и другие виды поднутрений |
Резьба |
Арматура | |
|
0 |
- |
- |
- | |
|
1 |
+ |
- |
- | |
|
2 |
- |
+ |
- | |
|
3 |
+ |
+ |
- | |
|
4 |
- |
- |
+ | |
|
5 |
+ |
- |
+ | |
|
6 |
- |
+ |
+ | |
|
7 |
+ |
+ |
+ | |
При кодировании пластмассовых изделий с арматурой по признаку "характеристика массы" следует принимать в расчет только чистый вес (массу) изделия без учета арматуры.
ФОРМИРОВАНИЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО КОДА ДЕТАЛИ,
ИЗГОТОВЛЯЕМОЙ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА
Пример формирования конструкторско-технологического кода рассматриваемой детали представлен на с.153.
Данная деталь - муфта предохранительная - относится к деталям класса тела вращения типа колец, дисков, стержней, шкивов, втулок, блоков, стаканов, колонок, штоков, валов, осей и др., подкласса свыше 0,5 до 2 включительно (катушки, шкивы, стержни, втулки, барабаны, стаканы, пальцы и др.) с наружной комбинированной поверхностью; группы - без закрытых уступов, ступенчатой односторонней, без наружной резьбы; подгруппы - с центральным сквозным отверстием, некруглом в поперечном сечении, без резьбы, ступенчатым; вида - без кольцевых пазов на торцах, с пазами и (или) шлицами на наружной поверхности без отверстий вне оси детали. Код классификационной группировки конструктивных признаков: 714393.
В соответствии со структурой технологического кода первым признаком технологической классификации деталей является размерная характеристика.
Размерную характеристику данной детали кодируют по таблице 0.1.
Кодируют размеры детали: наибольший наружный диаметр 22,5 мм, длину 41 мм, диаметр центрального отверстия 15 мм, им соответствует код размерной характеристики 593.
Деталь по чертежу изготовляют из капроновой смолы, это термопластичный материал без наполнителя. Код по признаку "Группа материала" в соответствии с таблицей 0.4 будет 71.
В связи с тем, что деталь изготовляют формообразованием из полимерных материалов, по таблице 0.5 ей присваивают код 6.
Таким образом, классификационные группировки основных признаков технологической классификации имеют код: 593716. Остальную часть кода формируют по таблицам раздела 6 с учетом технологических признаков, характерных для деталей, изготовляемых литьем под давлением из полимерных материалов. Код детали по признаку "площадь формования" назначают по таблице 6.2. В данном случае площадь проекции детали в плане (площадь литья) составляет 4 см , следовательно, код будет 1.
, следовательно, код будет 1.
Уточненную группу материала по таблице 6.3 для детали из капроновой смолы кодируют кодом Е (смолы полиамидные, получаемые реакцией полимеризации).
Признак "квалитет" для всех элементов детали равен квалитету 14, код которого по таблице 6.4 является 4.
Из чертежа видно, что в данной детали имеется усложняющий элемент - поднутрения. По таблице 6.5 соответствует коду 1.
Дополнительной характеристикой, уточняющей характеристику технологических требований, является развитость поверхности детали в плане. Для рассматриваемой детали она определяется наличием одного центрального ступенчатого отверстия и восьми пазов, т. е. всего 9. Код по таблице 6.6 будет 2.
Требования по дополнительной обработке детали - термообработка и комплектование. По таблице 6.7 соответствующий код будет 5.
Код признака "характеристика толщины" определяют по таблице 6.8. Из чертежа видно, что максимальная толщина стенки 3,7 мм, это соответствует коду 3.
Масса детали 0,004 кг, что соответствует коду 2 (по таблице 6.9).
Таким образом, классификационные группировки признаков, определяющих вид детали, изготовляемой литьем под давлением, имеют код 1Е112532.
Конструкторско-технологический код детали, состоящий из кода классификационных группировок конструктивных признаков и технологического кода, будет: 714393.593716.1Е112532.
Полный конструкторско-технологический код детали: 713353.025.593716.1Е112532.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования детали (рисунок 16).
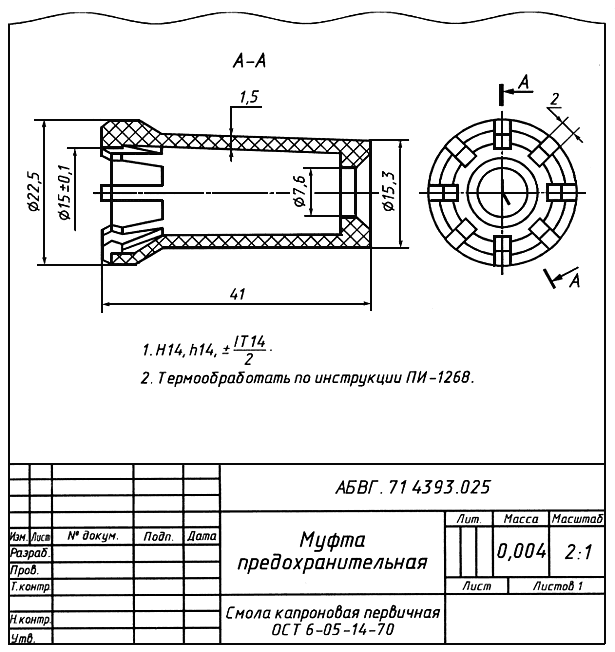
Рисунок 16
Детали, изготовляемые литьем под давлением из полимерных материалов
Обозначение детали
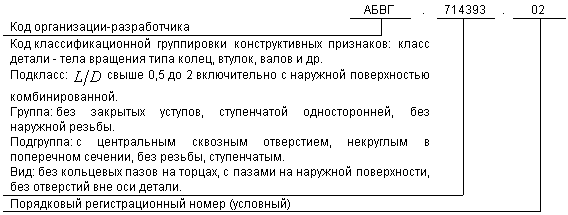
Основные признаки технологической классификации детали
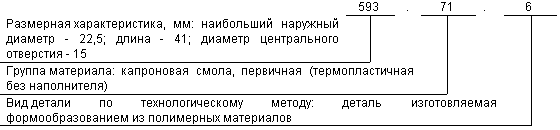
Технологическая классификация детали, изготовляемой формообразованием из полимерных материалов
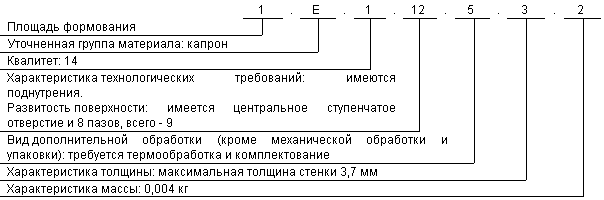
Конструкторско-технологический код детали

Полный конструкторско-технологический код детали:
АБВГ.714393.025.593716.1Е112532
ФОРМИРОВАНИЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО КОДА ДЕТАЛИ,
ИЗГОТОВЛЯЕМОЙ ПРЕССОВАНИЕМ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Пример формирования конструкторско-технологического кода рассматриваемой детали представлен на с.156.
Данная деталь - кожух - относится к деталям класса не тела вращения корпусные, опорные, емкостные; подкласса - емкостные (кожухи, крышки, капоты, коробки, футляры, баки, поддоны и др.); группы - все, кроме изогнутых из листов, полос и лент; подгруппа - из твердых материалов с наружной поверхностью призматической; вида - все, кроме откидных, без патрубков с отверстиями. Код классификационной группировки конструктивных признаков 735214.
В соответствии со структурой технологического кода первым признаком технологической классификации деталей является размерная характеристика. Размерную характеристику данной детали кодируют по таблице 0.2. Кодируют размеры детали: ширина 140 мм, длина 140 мм, высота 62 мм, им соответствует код размерной характеристики 653.
Деталь по чертежу изготовляют из волокнита У1-301-07 ГОСТ 5689-79 (реактопласт с волокнистым наполнителем). Код группы материала по таблице 0.4 будет 76.
В связи с тем, что деталь изготовляется формообразованием из полимерных материалов, по таблице 0.5 ей присваивают код 6.
Таким образом, классификационные группировки основных признаков технологической классификации имеют код 653766 (постоянная часть технологического кода). Остальную часть кода (переменную) формируют по таблицам раздела 6 с учетом технологических признаков, характерных для деталей, изготовляемых прессованием из полимерных материалов.
Код детали по признаку "площадь формования" назначают по таблице 6.2. В данном случае площадь проекции детали в плане (площадь формования) составляет 196 см, следовательно код будет А.
Уточненная группа материала детали из волокнита У1-301-07, являющегося пресс-материалом на основе фенолоальдегидной резольной смолы, по таблице 6.3 имеет код 5.
Признак "квалитет" определяется из чертежа по размеру (116±0,2) мм, сопоставляя указанный допуск с допуском по стандарту, устанавливаем, что он соответствует квалитету 12. По таблице 6.4 проставляем код 2.
Из чертежа видно, что в данной детали имеется усложняющий элемент - резьба. По таблице 6.5 характеристика сложности детали соответствует коду 2.
Развитость поверхности (одно отверстие и одна полость) соответствует коду 1 по таблице 6.6.
Требования по дополнительной характеристике детали отсутствуют. По таблице 6.7 соответствующий код будет 0.
Далее по таблице 6.8 определяют код признака "характеристика толщины". Из чертежа следует, что максимальная толщина стенки 10 мм, что соответствует коду 6.
Масса детали - 0,26 кг, что по таблице 6.9 соответствует коду 8.
Таким образом, классификационные группировки признаков, определяющих вид детали, изготовляемой формованием из полимерных материалов, имеют код: А5221068.
Технологический код рассматриваемой детали: 653766 А5221068.
Конструкторско-технологический код детали, состоящий из кода классификационных группировок конструктивных признаков и технологического кода: 735382.653766.А5221068.
Полный конструкторско-технологический код детали: 735382.273.653766.А5221068.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования детали (рисунок 17).
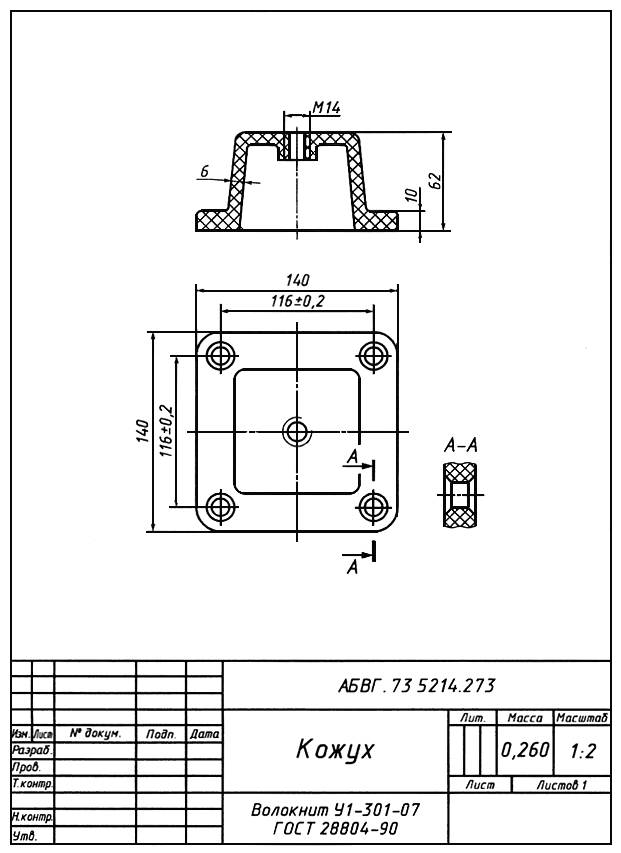
Рисунок 17
Формирование конструкторско-технологического кода детали,
изготовляемой прессованием из полимерных материалов
Обозначение детали
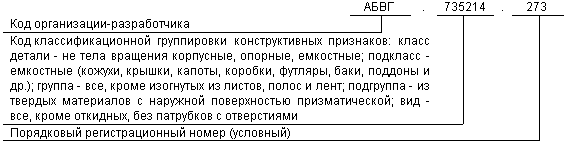
Основные признаки технологической классификации детали
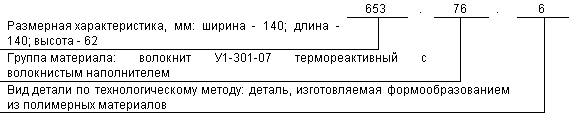
Технологическая классификация детали, изготовляемой формообразованием из полимерных материалов
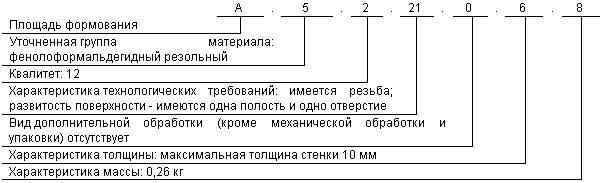
Конструкторско-технологический код детали

Полный конструкторско-технологический код детали:
АБВГ.735214.273.653766.А5221068
Рекомендации по выбору оборудования для прессовых и литьевых деталей из пластмасс
Одной из задач, решаемых с помощью технологической классификации деталей, является выбор оборудования для производства групп деталей, имеющих одинаковые характеристики, а следовательно, и одинаковые коды по тем признакам, которые обуславливают необходимый типоразмер или мощность оборудования.
Для прессовых деталей такими признаками являются габаритные размеры, для литьевых - масса и габаритные размеры.
В таблицах 23 и 27 приведены перечни наиболее распространенного прессового и литьевого оборудования, сгруппированного в типоразмерные группы с учетом некоторой взаимозаменяемости оборудования внутри каждой группы.
Связь кодов размерных характеристик деталей с типовыми группами прессового оборудования показана в таблицах 20-22, связь кодов размерных характеристик и характеристик массы литьевых деталей с типовыми группами оборудования представлена в таблицах 24-26.
Для деталей, изготовляемых формообразованием из полимерных материалов, во многих случаях недостаточно использование размерных характеристик и характеристик массы для оптимального решения по выбору оборудования.
Поэтому рекомендации, приведенные в таблицах 20-22, 24-26, даны с условием изготовления деталей только в одногнездных формах. При условии изготовления деталей в многогнездных формах оптимальное решение по выбору оборудования должно приниматься по другим методическим материалам.
Таблица 20
Связь кодов размерных характеристик (длина и наибольший наружный диаметр ) деталей,
кодируемых по таблице 0.1, с типовыми группами прессового оборудования при расположении детали
в форме, когда ось вращения совпадает с направлением разъема формы
|
Номер типовой группы оборудования |
Код |
Требуемое удельное давление на материал, МПа (кгс/см | |||||
|
14,1(150) |
19,6(200) |
24,5(250) |
29,4(300) |
34,3(350) |
39,2(400) | ||
|
|
|
Код | |||||
|
1 |
0-2 |
0-9 |
0-9 |
0-9 |
0-8 |
0-8 |
0-8 |
|
2 |
0-2 |
А |
2-А |
2-А |
9 |
9 |
9 |
|
3 |
2 |
Б-В |
Б |
Б |
А |
А |
А |
|
4 |
3 |
В |
В |
В |
Б |
Б |
Б |
|
5 |
4 |
Г-Д |
Г |
Г |
В |
В |
В |
|
6 |
5 |
Д |
Д |
Д |
Г |
Г |
Г |
|
7 |
6 |
Е |
Е |
Д |
Д |
Л |
Д |
|
8 |
7 |
Ж |
Ж |
Е |
Е |
Е |
Е |
|
9 |
8 |
И |
Ж |
Ж |
Ж |
Ж |
Е |
|
10 |
9 |
И |
И |
И |
И |
И |
Ж |
|
11 |
А |
Л |
К |
К |
К |
И |
И |
Таблица 21
Связь кодов размерных характеристик (длина и наибольший наружный диаметр ) деталей,
кодируемых по таблице 0.1, с типовыми группами прессового оборудования при расположении детали
в форме, когда ось вращения перпендикулярна направлению разъема формы
|
Номер типовой группы оборудования |
Код |
Требуемое удельное давление на материал, МПа (кгс/см | |||||
|
14,1(150) |
19,6(200) |
24,5(250) |
29,4(300) |
34,3(350) |
39,2(400) | ||
|
|
|
Код | |||||
|
1 |
0-7 |
0-4 |
0-4 |
0-4 |
0-4 |
0-3 |
0-3 |
|
2 |
0-7 |
5 |
5 |
5 |
4 |
4 |
4 |
|
3 |
7 |
6 |
6 |
6 |
5 |
5 |
5 |
|
4 |
8 |
7 |
6 |
6 |
6 |
5 |
5 |
|
5 |
9 |
8 |
8 |
8 |
7 |
7 |
7 |
|
6 |
А |
9 |
9 |
9 |
8 |
8 |
8 |
|
7 |
Б |
9 |
9 |
9 |
9 |
9 |
9 |
|
8 |
В |
А |
А |
А |
А |
9 |
9 |
|
9 |
Г |
Б |
Б |
Б |
А |
А |
А |
|
10 |
Д |
В |
Б |
Б |
Б |
Б |
А |
|
11 |
Е |
Г |
В |
В |
В |
В |
Б |
Таблица 22
Связь кодов размерных характеристик (высота , ширина , длина ) деталей,
кодируемых по таблице 0.2, с типовыми группами прессового оборудования
|
Номер типовой группы оборудования |
Код |
Требуемое удельное давление на материал, МПа (кгс/см | |||||||||||
|
|
14,1(150) |
19,6(200) |
24,5(250) |
29,4(300) |
34,3(350) |
39,2(400) | |||||||
|
|
Коды | ||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
0-2 |
0-4 |
0-3 |
0-2 |
0-3 |
0-2 |
0-3 |
0-3 |
0-2 |
0-3 |
0-2 |
0-1 |
0-2 |
|
2 |
0-2 |
2-5 |
3 |
2-5 |
3 |
2-5 |
3 |
1-3 |
3 |
1-5 |
2 |
1-5 |
2 |
|
3 |
2 |
3-6 |
4 |
3-6 |
4 |
3-6 |
4 |
2-5 |
3 |
2-5 |
3 |
2-5 |
3 |
|
4 |
3 |
4-7 |
5 |
4-7 |
5 |
4-7 |
5 |
3-6 |
4 |
3-6 |
4 |
3-6 |
4 |
|
5 |
4 |
5-8 |
6 |
5-8 |
6 |
5-8 |
6 |
4-7 |
5 |
4-7 |
5 |
4-7 |
5 |
|
6 |
5 |
6-А |
7 |
6-А |
7 |
3-8 |
7 |
5-8 |
6 |
5-8 |
6 |
5-8 |
6 |
|
7 |
6 |
7-А |
8 |
8-В |
7 |
6-9 |
7 |
6-9 |
7 |
6-9 |
7 |
3-8 |
7 |
|
8 |
7 |
9-А |
8 |
9-А |
8 |
7-А |
8 |
7-А |
8 |
8-В |
7 |
6-9 |
7 |
|
9 |
8 |
7-В |
9 |
7-В |
9 |
7-В |
9 |
9-А |
8 |
9-А |
8 |
7-А |
8 |
|
10 |
9 |
3-5 |
А |
6-Г |
А |
7-В |
9 |
7-В |
9 |
7-В |
9 |
7-В |
9 |
|
11 |
А |
5-Г |
Б |
5-Г |
5 |
5-Г |
А-Б |
6-Г |
А |
6-Г |
А |
6-Г |
А |
Таблица 23
Типовые группы прессового оборудования (гидравлические прессы)
|
Номер группы |
Модель |
Краткая техническая характеристика | ||
|
Номинальное усилие пресса, кН (тс) |
Размер стола |
Наибольшее расстояние между плитами, мм | ||
|
I |
ДА2420 |
98 (10) |
250х250 |
500 |
|
|
|
157 (16) |
320х250 |
500 |
|
II |
Д3234 |
245 (25) |
400х400 |
500 |
|
|
П480 |
245 (25) |
400х400 |
500 |
|
|
П480А |
245 (25) |
400х400 |
500 |
|
|
ДА2424 |
245 (25) |
400х400 |
400 |
|
ДБ2424 |
245 (25) |
560х500 |
710 | |
|
|
ДБ2424А |
245 (25) |
560х500 |
710 |
|
|
ДБ2424В |
245 (25) |
560х500 |
710 |
|
|
ДБ2424Г |
245 (25) |
560х500 |
710 |
|
|
ДБ2424Б |
245 (25) |
560х500 |
450 |
|
III |
П481 |
392 (40) |
400х400 |
560 |
|
|
П481А |
392 (40) |
400х400 |
560 |
|
|
Д3236 |
392 (40) |
500х500 |
560 |
|
ДБ2426 |
392 (40) |
560х500 |
710 | |
|
|
ДБ2426А |
392 (40) |
560х500 |
710 |
|
|
ДБ2426Б |
392 (40) |
560х500 |
710 |
|
|
ДБ2426Г |
392 (40) |
560х500 |
710 |
|
IV |
П-452 |
490 (50) |
530х490 |
600 |
|
|
П-452Б |
618 (63) |
590х490 |
600 |
|
|
П-472А |
618 (63) |
550х470 |
695 |
|
|
П-472Б |
618 (63) |
600х530 |
600 |
|
|
П-483 |
618 (63) |
500х500 |
630 |
|
|
Д2328 |
618 (63) |
500х500 |
630 |
|
|
Д2428 |
618 (63) |
500х500 |
800 |
|
|
ДА2428 |
618 (63) |
500х500 |
800 |
|
|
ДБ2428 |
618 (63) |
500х500 |
630 |
|
|
ДБ2428Б |
618 (63) |
630х560 |
800 |
|
|
ДВ2428 |
618 (63) |
630х560 |
800 |
|
|
ДВ2428А |
618 (63) |
630х560 |
800 |
|
|
Т-60В |
618 (63) |
330х330 |
340 |
|
|
60Т |
588 (60) |
450х500 |
750 |
|
V |
П454 |
980 (100) |
670х550 |
710 |
|
|
П454А |
980 (100) |
670х550 |
710 |
|
|
П474 |
980 (100) |
750х710 |
710 |
|
|
П474А |
980 (100) |
630х630 |
710 |
|
|
ПВ474 |
980 (100) |
700х600 |
845 |
|
|
Д2330 |
980 (100) |
630х630 |
800 |
|
|
Д2430Б |
980 (100) |
630х630 |
710 |
|
|
ДБ2430А |
980 (100) |
710х630 |
900 |
|
|
ДБ2430Б |
980 (100) |
710х630 |
900 |
|
|
ДБ2430Г |
980 (100) |
710х630 |
900 |
|
|
ДО430 |
980 (100) |
630х630 |
630 |
|
|
Т100В |
980 (100) |
500х500 |
640 |
|
VI |
П476 |
1569 (160) |
750х650 |
900 |
|
|
ПА476 |
1569 (160) |
900х850 |
800 |
|
|
ПБ476 |
1569 (160) |
900х850 |
800 |
|
ПВ476 |
1569 (160) |
900х850 |
800 | |
|
|
ПД476А |
1569 (160) |
800х800 |
800 |
|
|
ПД476 |
1569 (160) |
800х800 |
800 |
|
|
П486 |
1569 (160) |
650х750 |
900 |
|
|
П457 |
2000 (200) |
760х730 |
1100 |
|
|
Д2332 |
1569 (160) |
800х800 |
800 |
|
|
ДБ2432 |
1569 (160) |
800х710 |
1000 |
|
ДБ2432А |
1569 (160) |
800х710 |
1000 | |
|
|
ДБ2432Б |
1569 (160) |
800х710 |
1000 |
|
|
ДБ2432Г |
1569 (160) |
800х710 |
1000 |
|
|
ДО132 |
1569 (160) |
800х800 |
630 |
|
|
ПТ150 |
1411 (150) |
550х660 |
900 |
|
VII |
Д2434 |
2451 (250) |
1000х1000 |
900 |
|
|
Д2434В |
2451 (250) |
1000х1000 |
900 |
|
|
ДБ2434 |
2451 (250) |
1120х1000 |
1250 |
|
|
ДБ2434А |
2451 (250) |
1120х1000 |
1250 |
|
|
П478 |
2451 (250) |
1000х950 |
900 |
|
ПБ478 |
2451 (250) |
950х1000 |
800 | |
|
|
П457 |
1961 (200) |
750х730 |
1100 |
|
|
ПБ458 |
3088 (315) |
750х800 |
1070 |
|
|
Т200В |
1961 (200) |
650х650 |
700 |
|
|
300Т |
2941 (300) |
750х800 |
1050 |
|
|
Т300В |
2941 (300) |
750х850 |
800 |
|
|
Т500В |
4902 (500) |
1100х900 |
1100 |
|
VIII |
ДО436 |
3922 (400) |
1250х1250 |
- |
|
ДБ2436 |
3922 (400) |
1250х1150 |
1400 | |
|
|
ДБ2436А |
3922 (400) |
1250х1150 |
1400 |
|
|
П479 |
3922 (400) |
1250х1250 |
1250 |
|
IX |
Д2238 |
6176 (630) |
1400х1400 |
1250 |
|
|
ДА2238 |
6176 (630) |
1400х1400 |
1250 |
|
ДА2238А |
6176 (630) |
1400х1400 |
1250 | |
|
|
П459 |
6176 (630) |
800х900 |
1325 |
|
|
П459А |
6176 (630) |
800х900 |
1325 |
|
|
П459Б |
6176 (630) |
800х900 |
1325 |
|
X |
П799 |
15686 (1600) |
1500х1000 |
1650 |
|
|
П914С |
9804 (1000) |
1250х1250 |
2000 |
|
Д2240 |
9804 (1000) |
1250х1250 |
2250 | |
|
|
Д2240А |
9804 (1000) |
1250х1250 |
2250 |
|
|
ДА2240 |
9804 (1000) |
1250х1250 |
2250 |
|
XI |
Д2243; Д2243А |
19608 (2000) |
1650х2000 |
2400 |
|
|
П917; П917С |
19608 (2000) |
1530х1500 |
2000 |
Таблица 24
Связь кодов размерных характеристик и характеристик массы деталей, кодируемых по таблице 0.1,
с типовыми группами литьевых машин при расположении детали в форме,
когда ось вращения детали совпадает с направлением разъема формы
|
Интервалы кодов |
Код диапазонов масс | ||||||||||
|
Наибольший наружный диаметр |
Длина |
0-1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
A |
|
0-7 |
0-1 |
I |
|
|
|
|
|
|
|
|
|
|
8 |
2 |
|
|
II |
|
|
|
|
|
|
|
|
9 |
3 |
|
|
|
III |
|
|
|
|
|
|
|
А-В |
4 |
|
|
|
|
IV |
|
|
|
|
|
|
Г |
5 |
|
|
|
|
|
V |
|
|
|
|
|
Д |
6 |
|
|
|
|
|
|
VI |
|
|
|
|
Е |
7 |
|
|
|
|
|
|
|
VII |
|
|
|
Ж |
8 |
|
|
|
|
|
|
|
|
VIII |
|
|
Св. Ж |
Св. 9 |
|
|
|
|
|
|
|
|
|
IX |
Таблица 25
Связь кодов размерных характеристик и характеристик массы деталей, кодируемых по таблице 0.1,
с типовыми группами литьевых машин при расположении детали в форме,
когда ось вращения детали перпендикулярна направлению разъема формы
|
Интервалы кодов |
Код диапазонов масс | |||||||||||
|
Наибольший наружный диаметр |
Длина |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
A |
|
0-3 |
0-4 |
|
I |
|
|
|
|
|
|
|
|
|
|
4-5 |
5 |
|
|
|
II |
|
|
|
|
|
|
|
|
6-7 |
6 |
|
|
|
|
III |
|
|
|
|
|
|
|
8 |
7 |
|
|
|
|
|
IV |
|
|
|
|
|
|
9 |
8 |
|
|
|
|
|
|
V |
|
|
|
|
|
А-Б |
9 |
|
|
|
|
|
|
|
VI |
|
|
|
|
В |
А |
|
|
|
|
|
|
|
|
VII |
|
|
|
Г |
Б |
|
|
|
|
|
|
|
|
|
VIII |
|
|
Св. Г |
Св. Б |
|
|
|
|
|
|
|
|
|
|
IX |
Таблица 26
Связь кодов размерных характеристик и характеристик массы деталей, кодируемых по таблице 0.2
|
Интервалы кодов |
Код диапазонов масс | |||||||||||
|
Длина |
Высота |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
A |
|
0-2 |
0-1 |
|
I |
|
|
|
|
|
|
|
|
|
|
3 |
0-1 |
|
|
|
II |
|
|
|
|
|
|
|
|
4 |
2 |
|
|
|
|
III |
|
|
|
|
|
|
|
5-6 |
3 |
|
|
|
|
|
IV |
|
|
|
|
|
|
7 |
4 |
|
|
|
|
|
|
V |
|
|
|
|
|
7 |
5 |
|
|
|
|
|
|
|
VI |
|
|
|
|
8 |
6-7 |
|
|
|
|
|
|
|
|
VII |
|
|
|
9 |
8 |
|
|
|
|
|
|
|
|
|
VIII |
|
|
Св. 9 |
Св. 8 |
|
|
|
|
|
|
|
|
|
|
IX |
Таблица 27
Типовые группы литьевых машин
|
Номер типовых групп обору- |
Наименование оборудования |
Модель |
Краткая техническая характеристика | |||
|
|
Объем впрыска, см |
Расстояние между колоннами в свету, мм |
Расстояние | |||
|
|
|
|
|
горизон- |
верти- |
|
|
I |
Термопласт-автомат |
Д-3319 |
8 |
- |
- |
- |
|
|
|
ТП-8 |
8 |
- |
- |
225 |
|
II |
Термопласт-автомат |
Д-3322 |
16 |
200 |
320 |
- |
|
|
|
ТП-16М |
16 |
- |
- |
320 |
|
|
|
ТП-16А |
16 |
- |
- |
270 |
|
III |
Термопласт-автомат |
ТП-32 |
32 |
260 |
120 |
440 |
|
|
|
Д-3325 |
32 |
260 |
- |
440 |
|
IV |
Термопласт-автомат |
Д3328 |
63 |
320 |
- |
500 |
|
|
|
ДБ3328 |
63 |
320 |
- |
500 |
|
|
|
Д3127-63 |
63 |
320 |
250 |
500 |
|
|
|
ДА3127-63 |
63 |
320 |
250 |
500 |
|
|
|
ДБ3127-63 |
63 |
320 |
250 |
500 |
|
|
|
ТП-63 |
63 |
290 |
190 |
480 |
|
|
|
ЛМ-50 |
50 |
- |
- |
490 |
|
|
|
Д3931 |
2х63 |
500 |
400 |
320 |
|
Реактопласт-автомат |
Д3528 |
63 |
- |
- |
250 | |
|
V |
Термопласт-автомат |
Д3130-95 |
95 |
- |
- |
- |
|
|
|
Д3231 |
125 |
400 |
320 |
630 |
|
|
|
ДА3231 |
125 |
400 |
320 |
630 |
|
|
|
ДБ3231 |
125 |
400 |
320 |
630 |
|
|
|
ДГ3231 |
125 |
400 |
320 |
630 |
|
|
|
Д3130-125 |
125 |
400 |
320 |
630 |
|
|
|
Д3130-125П |
125 |
400 |
320 |
630 |
|
|
|
Д3130-170 |
170 |
400 |
320 |
630 |
|
|
|
ТП-125 |
125 |
370 |
370 |
600 |
|
Реактопласт-автомат |
Д3431 |
125 |
400 |
320 |
630 | |
|
|
|
Д3130-125Р |
125 |
400 |
320 |
630 |
|
VI |
Термопласт-автомат |
Д3132-250 |
250 |
500 |
400 |
800 |
|
|
|
ДА3132-250 |
250 |
500 |
400 |
800 |
|
|
|
Д3234 |
250 |
500 |
400 |
800 |
|
|
|
Д3324 |
250 |
500 |
400 |
800 |
|
|
|
ТП-250 |
250 |
460 |
460 |
815 |
|
|
|
ЛМ-250 |
250 |
- |
- |
700 |
|
|
|
ДА3937 |
2х250 |
800 |
630 |
500 |
|
Реактопласт-автомат |
Д3434 |
250 |
500 |
400 |
800 | |
|
|
|
Д3132-250Р |
250 |
500 |
400 |
800 |
|
VII |
Термопласт-автомат |
Д3134-500 |
500-670 |
500 |
500 |
1000 |
|
|
|
Д3134-500П |
500-670 |
500 |
500 |
1000 |
|
|
|
Д3237 |
500 |
630 |
500 |
1000 |
|
|
|
ДА3237 |
500 |
630 |
500 |
1000 |
|
|
|
ДБ3237 |
500 |
630 |
500 |
1000 |
|
|
|
ТП-500 |
500 |
610 |
610 |
1100 |
|
|
|
ТП-500А |
500 |
610 |
610 |
1100 |
|
|
|
ЛМ-500 |
500 |
- |
- |
800 |
|
Реактопласт-автомат |
Д3134-500Р |
500-670 |
500 |
500 |
1000 | |
|
|
|
Д3437 |
500 |
630 |
500 |
1000 |
|
VIII |
Термопласт-автомат |
Д3240 |
1000 |
800 |
630 |
1250 |
|
|
|
ДА3240 |
1000 |
800 |
630 |
1250 |
|
|
|
ЛМ-1000В |
1000 |
- |
- |
1000 |
|
|
|
ЛМ-1000Г |
1000 |
- |
- |
1000 |
|
|
|
ЛМ-1000ГМ |
1000 |
- |
- |
1000 |
|
|
|
ТП-1000 |
1000 |
- |
- |
1000 |
|
|
|
Д3136-1000 |
1000 |
630 |
630 |
1250 |
|
Реактопласт-автомат |
Д3440 |
1000 |
800 |
630 |
1250 | |
|
|
|
Д3136-1000Р |
1000 |
630 |
630 |
1250 |
|
IX |
Термопласт-автомат |
Д3243 |
2000 |
1000 |
800 |
1600 |
|
|
|
ТП-2000 |
2000 |
1000 |
800 |
1600 |
|
|
|
Д3138-2000 |
2000 |
- |
- |
- |
|
|
|
Д3246 |
4000 |
1200 |
1000 |
- |
|
|
|
Д3140-4000 |
4000 |
- |
- |
- |
|
|
|
Д3142-8000 |
8000 |
- |
- |
- |
|
|
|
Д3249 |
8000 |
- |
- |
- |

ФОРМИРОВАНИЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО КОДА
ДЕТАЛИ С ПОКРЫТИЕМ. РЫЧАГ
Пример формирования конструкторско-технологического кода детали представлен на с.166.
Данная деталь - рычаг относится к деталям не телам вращения класса 74. Рычаг без вилок, педалей и рукояток, с одним плечом, без хомута, с двумя параллельными базовыми отверстиями, круглыми в поперечном сечении.
Код конструкторской классификационной группировки: 743121.
В соответствии со структурой технологического кода первым признаком технологической классификации деталей является размерная характеристика. Поскольку рассматриваемая деталь относится к подклассу 743000, кодирование ее размерной характеристики следует проводить по таблице 0.2, исходя из кодируемых размеров детали: ширина - 65, длина - 215, высота - 65 мм, код размерной характеристики 363.
Деталь по чертежу изготовляют из стали 45 по ГОСТ 1050-88. Код группы материала 04 по таблице 0.4.
В связи с тем, что деталь подвергают покрытию, по таблице 0.5 ей присваивают код 7.
Таким образом, классификационные группировки основных признаков технологической классификации имеют код: 363047 (постоянная часть технологического кода). Остальную часть (переменную) формируют по таблицам раздела 7 с учетом технологических признаков, характерных для деталей с покрытием.
Код детали по признаку "группа покрытия" назначают по таблице 7.3. В данном случае деталь подвергают гальваническому покрытию, следовательно, код будет 1.
По таблице 7.4 определяют вид покрытия.
Так как деталь подвергают цинкованию с хроматированием по коду Ц...хр., ей присваивают код 03.
Следующим признаком технологической классификации является толщина покрытия. Толщина покрытия 12 мкм, что по таблице 7.11 соответствует коду Б.
При цинковании детали покрывают на подвесках без жесткого контакта. По таблице 7.13 это соответствует коду 5.
Поверхность покрываемой детали 4 дм, что соответствует по таблице 7.17 коду 32.
Последним знаком технологического кода является характеристика массы. Масса детали 1,3 кг, что соответствует по таблице 7.18 коду А.
Таким образом, классификационные группировки признаков, определяющих вид детали с покрытиями, имеют код: 103Б532А.
Технологический код рассматриваемой детали: 363047.103Б532А.
Конструкторско-технологический код детали, состоящий из конструкторско-классификационной группировки и технологического кода будет: 743121.363047.103Б532А.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования детали (рисунок 18).
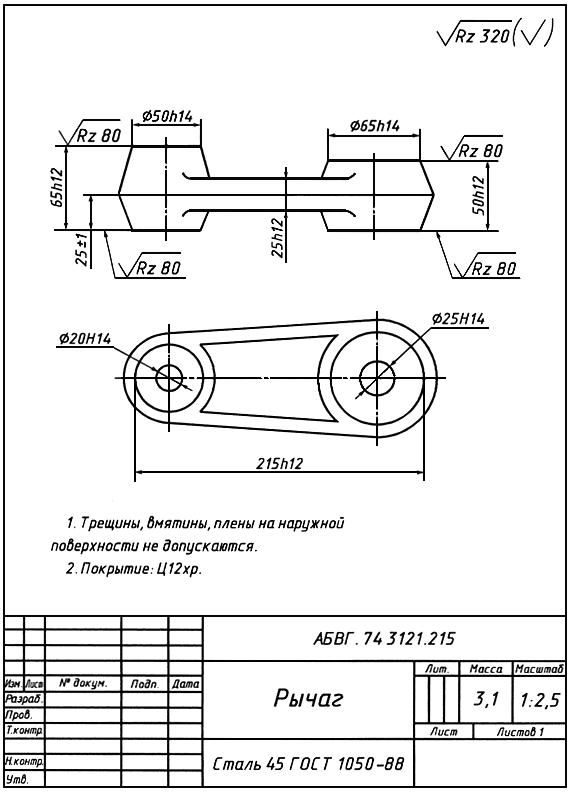
Рисунок 18
Пример формирования конструкторско-технологического кода детали с покрытием. Рычаг
Обозначение детали
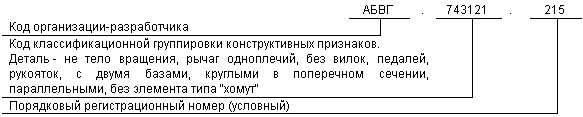
Основные признаки технологической классификации детали

Технологическая классификация детали с покрытием
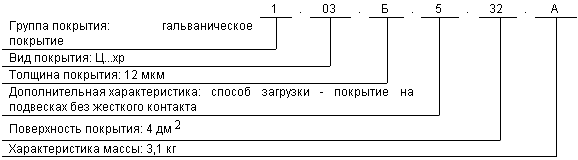
Конструкторско-технологический код детали

Полный конструкторско-технологический код детали:
АБВГ.743121.215.363047.103Б532А
Пример анализа конструкторско-технологических признаков детали с покрытием. Рычаг
Для того, чтобы оценить возможность использования сформированного конструкторско-технологического кода для решения производственных задач технологического характера, в таблице 28 приведен пример декодирования и укрупненного анализа смыслового значения конструкторско-технологических признаков данной детали применительно к изготовлению ее в мелкосерийном производстве.
Таблица 28
Пример декодирования и укрупненного анализа
|
Код признака |
Смысловое значение |
Вывод (результат анализа) |
|
Конструкторская характеристика | ||
|
743121 |
Деталь - не тело вращения, рычаг одноплечий, без вилок, педалей, рукояток, с двумя базами, круглыми в поперечном сечении, параллельными, без элемента типа "хомут" |
Вид обработки детали: деталь с покрытием, цинкование. |
|
Технологическая характеристика | ||
|
363 |
Габаритные размеры детали, мм: ширина - 40-75; длина - 180-300; высота - 40-75 |
По диапазонам размерных характеристик детали можно установить характеристику оборудования, на котором целесообразно наносить покрытие |
|
04 |
Материал детали: сталь конструкционная углеродистая с содержанием углерода до 0,6% |
Применение данного материала дает основание для выбора состава растворов для подготовки и покрытия детали |
|
7 |
Вид детали по технологическому методу: деталь с покрытием |
Данный код является связующим звеном основных признаков с признаками технологической классификации применительно к виду обработки |
|
1 |
Группа покрытия: гальваническое покрытие |
Данный признак дает обоснование для укрупненной группировки деталей по отдельным видам покрытий и выбора соответствующего оборудования для нанесения покрытия |
|
03 |
Вид покрытия: цинковое с хроматированием |
Данный признак дает возможность определить типовой технологический процесс, а также установить перечень основных и вспомогательных материалов, необходимых для выполнения технологических процессов |
|
Б |
Толщина покрытия: 12 мкм |
Данный признак дает возможность определить длительность процесса цинкования, а также рассчитать количество цинка, необходимого для получения покрытия данной толщины |
|
5 |
Дополнительная характеристика: способ загрузки - на подвесках без жесткого контакта |
Данный признак характеризует способ загрузки, что позволяет установить тип оборудования |
|
32 |
Поверхность покрытия: 3,8-4,2 дм |
Данный признак дает возможность установить объем работы по видам покрытия и определить расход основных и вспомогательных материалов |
|
А |
Характеристика массы: 1,0-1,6 кг |
Масса детали требует наличия на рабочих местах специальных грузоподъемных средств |
Конструкторско-технологический код детали:
743121.363047.103Б532А
ФОРМИРОВАНИЕ КОНСТУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО КОДА ДЕТАЛИ,
ОБРАБАТЫВАЕМОЙ ЭЛЕКТРОФИЗИКОХИМИЧЕСКИМ
(ЭЛЕКТРОЭРОЗИОННЫМ) МЕТОДОМ. КОРПУС
Пример формирования конструкторско-технологического кода рассматриваемой детали представлен на с.170.
Данная деталь относится к деталям - не телам вращения (рисунок 19). Она представляет собой корпус, без плоскости разъема, с плоской основной базой, с наружной поверхностью призматической, с плоскими вспомогательными базами, с одним базовым отверстием, параллельным основной базе, сквозным; без ребер охлаждения на наружной поверхности.
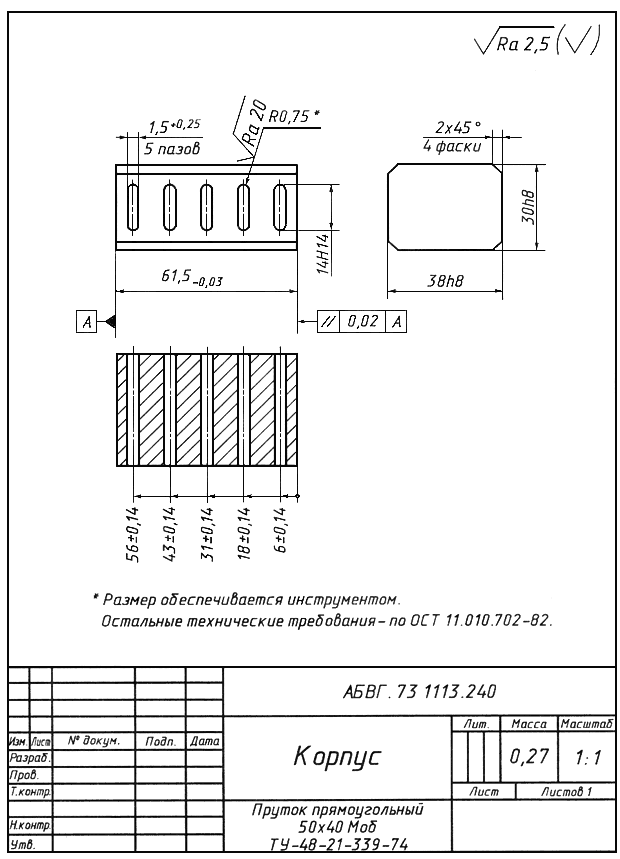
Рисунок 19
Код конструкторской классификационной группировки: 731113.
В соответствии со структурой технологического кода первым признаком технологической классификации детали является размерная характеристика. Поскольку рассматриваемая деталь относится к подклассу 731000, кодирование ее размерной характеристики следует проводить по таблице 02. Исходя из кодируемых размеров детали (ширина 38 мм - код 2, длина 61,5 мм - код 3, высота 30 мм - код 2), код размерной характеристики 232.
Деталь изготавливают из меди. По таблице 0.4 "Группа материалов" ее код 41.
В связи с тем, что деталь изготавливается электрофизикохимическим (электроэрозионным) методом, по таблице 0.5 "Вид детали по технологическому методу изготовления" ей присваивают код 8.
Таким образом формируют постоянную часть технологического кода детали 232418.
Остальную (переменную) часть технологического кода формируют по таблицам настоящего раздела с учетом технологических признаков, характерных для деталей, обрабатываемых электроэрозионным методом.
По таблице 8.2 определяем группу квалитетов. Согласно рисунку наименьший квалитет размеров 14 - код 1.
Наименьшее значение параметра шероховатости поверхности 20, что по таблице 8.3 соответствует коду 2.
Следующим признаком технологической классификации является "характеристика технологических требований". Вид технологической операции - "профильно-вырезная электрофизическая электроэрозионная", что по таблице 8.4 соответствует коду 12.
Для изготовления детали необходимы технологические отверстия (для введения электрода - проволоки), что по таблице 8.5 соответствует коду 2.
Имеются конструктивные элементы - пазы сквозные с элементами окружностей с  0,5 мм, что по таблице 8.6 соответствует коду Н. Полный код признака 122Н.
0,5 мм, что по таблице 8.6 соответствует коду Н. Полный код признака 122Н.
Деталь подвергают дополнительному виду обработки: зачистке, что по таблице 8.7 соответствует коду 2.
Последним знаком технологического кода является характеристика массы. Масса детали 0,27 кг, что по таблице 8.8 соответствует коду 8.
Таким образом сформирована переменная часть технологического кода: 12122Н28.
Технологический код детали: 232418.12122Н28.
Конструкторско-технологический код детали:
731113.232418.12122Н28
Пример формирования конструкторско-технологического кода детали,
обрабатываемой электрофизикохимическим (электроэрозионным) методом. Корпус
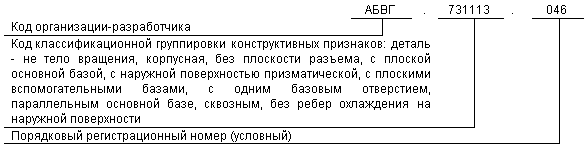
Основные признаки технологической классификации детали

Технологическая классификация детали, обрабатываемой электрофизическим (электроэрозионным) методом
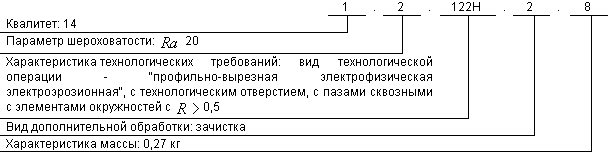
Конструкторско-технологический код детали

Полный конструкторско-технологический код детали:
АБВГ.731113.046.232418.12122Н28
Пример анализа конструкторско-технологических признаков детали. Корпус
Чтобы оценить возможность использования сформированного конструкторско-технологического кода для решения производственных задач технологического характера, в таблице 29 приведен пример декодирования и укрупненного анализа смыслового значения конструкторско-технологических признаков данной детали, изготовленной в мелкосерийном производстве.
Таблица 29
Пример декодирования и укрупненного анализа
|
Код |
Смысловое значение кода |
Вывод (результат анализа) |
|
Конструкторская характеристика | ||
|
731113 |
Деталь - не тело вращения, корпусная, без плоскости разъема, с плоской основной базой, с наружной поверхностью призматической, с плоскими вспомогательными базами, с одним базовым отверстием, параллельным основной базе, сквозным; без ребер охлаждения на наружной поверхности |
Одним из видов технологической обработки детали является элсктрофизикохимический (электроэрозионный) метод, как наиболее прогрессивный и рациональный для получения указанных поверхностей |
|
Технологическая характеристика | ||
|
232 |
Габаритные размеры детали, мм: ширина - 16-40; длина - 45-75; высота - 16-40 |
По диапазонам размерных характеристик детали устанавливается эксплуатационная характеристика оборудования, на котором целесообразно обрабатывать деталь |
|
41 |
Материал детали: медь |
Материал обладает хорошей электроэрозионной обрабатываемостью, что дает основание для выбора вида обработки, оборудования и материала электрода-инструмента |
|
8 |
Вид детали по технологическому методу: деталь, изготовляемая электрофизикохимическим методом |
Данный код является связующим звеном основных признаков технологической классификации с признаками, характеризующими данный метод обработки |
|
1 |
Наименьший квалитет обрабатываемой поверхности детали: 14 |
К детали не предъявляются повышенные требования по точности |
|
2 |
Наименьшее значение параметра шероховатости: |
В связи с этим оснастка может быть выбрана несложной |
|
122Н |
Характеристика технологических требований: обрабатываются сквозные пазы с элементами окружностей |
При изготовлении данной детали необходимо пользоваться станком с числовым программным управлением |
|
2 |
Деталь подвергается дополнительной обработке - зачистке |
Наличие дополнительной обработки обусловливает изменение межцехового маршрута детали |
|
8 |
Характеристика массы: 0,2-0,5 кг |
Масса детали не требует специальных грузоподъемных средств. Информация о массе вместе с размерной характеристикой используется для выбора тары |
Конструкторско-технологический код детали:
731113.046.232418.12122Н28
ФОРМИРОВАНИЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО КОДА ДЕТАЛИ,
ИЗГОТОВЛЯЕМОЙ ПОРОШКОВОЙ МЕТАЛЛУРГИЕЙ. ВТУЛКА
Пример формирования конструкторско-технологического кода рассматриваемой детали представлен на с.174.
Данная деталь - втулка (рисунок 20) относится к деталям - телам вращения. Деталь с до 2 включительно, с наружной поверхностью цилиндрической, без закрытых уступов, гладкая, без наружной резьбы, с центральным сквозным отверстием, круглым в поперечном сечении, цилиндрическим, без резьбы, гладким; без кольцевых пазов на торцах, с пазами на наружной поверхности, без отверстий вне оси детали.
Рисунок 20
Конструкторский код детали 713143.
В соответствии со структурой технологического кода первым признаком технологической классификации деталей является размерная характеристика. Поскольку рассматриваемая деталь относится к подклассу 713000, кодирование ее размерной характеристики следует проводить по таблице 0.1. Исходя из кодируемых размеров детали (наибольший наружный диаметр 16 мм - код 4, длина 18 мм - код 8, диаметр центрального отверстия 9,5 мм - код 2), код размерной характеристики 482.
Деталь изготовляют по чертежу из порошка марки ПХ18Н10Т (ГОСТ 13084-88). По таблице 0.4 "Группа материалов" ее код 61.
В связи с тем, что деталь изготавливается порошковой металлургией, по таблице 0.5 "Вид детали по технологическому методу" ей присваивают код 9.
Таким образом формируется постоянная часть технологического кода детали 482619.
Остальную (переменную) часть технологического кода формируют по таблицам настоящего раздела с учетом технологических признаков, характерных для деталей, изготовляемых порошковой металлургией.
Код детали по признаку "площадь формования" назначают по таблице 9.2. В данном случае площадь проекции детали в направлении прессования составляет 0,854 см, следовательно, код детали 1.
Уточненная группа материалов для детали из порошка марки ПХ18Н10Т, являющегося конструкционным материалом на основе железа, легированного хромом, по таблице 9.3 имеет код 1.
По таблице 9.4 определяют квалитет с наименьшим полем допуска (наивысший класс точности) размеров H11 - код 3.
Наименьшее значение параметра шероховатости (наивысший класс чистоты) поверхности 5, что по таблице 9.5 соответствует коду 3.
Деталь подвергают дополнительным видам обработки: обработке резанием, что по таблице 9.6 соответствует коду 1.
Следующим признаком технологической классификации является характеристика технологических требований. В рассматриваемой детали элементы, усложняющие формование, отсутствуют, что по таблице 9.7 соответствует коду 0.
Требования по химическому составу, физико-механическим свойствам, вакуумной плотности и электромагнитным свойствам не предъявляются, что соответствует по таблице 9.8 коду 0.
Последним знаком технологического кода является характеристика массы. Масса детали 0,113 кг, что по таблице 9.9 соответствует коду 7.
Таким образом формируется переменная часть технологического кода: 11331007.
Технологический код детали: 482619.11331007.
Конструкторско-технологический код детали:
713143.482619.11331007
Пример формирования конструкторско-технологического кода детали,
изготовляемой порошковой металлургией. Втулка
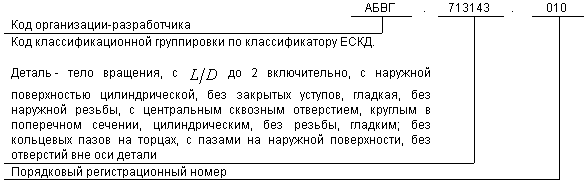
Основные признаки технологической классификации детали

Технологическая классификация детали, изготовляемой порошковой металлургией
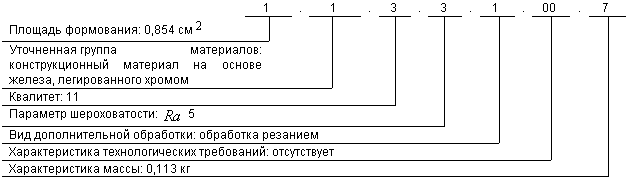
Конструкторско-технологический код детали

Полный конструкторско-технологический код детали:
АБВГ.713143.010.482619.11331007
Пример анализа конструкторско-технологических признаков детали. Втулка
Чтобы оценить возможность использования сформированного конструкторско-технологического кода, в таблице 30 приведен пример декодирования и укрупненного анализа смыслового значения конструкторско-технологических признаков рассматриваемой детали (см. рисунок 20), изготовляемой в мелкосерийном производстве.
Таблица 30
Пример декодирования и укрупненного анализа признаков детали. Втулка
|
Код |
Смысловое значение кода |
Вывод (результат анализа) |
|
Конструкторская характеристика | ||
|
713143 |
Деталь - тело вращения с |
Конструкция детали технологична для изготовления методом порошковой металлургии |
|
Технологическая характеристика | ||
|
482 |
Габаритные размеры, мм: наибольший наружный диаметр - 16; длина - 28; диаметр центрального отверстия - 9,5 |
По диапазонам размерных характеристик детали можно подобрать тип оборудования |
|
61 |
Материал - порошок ПХ18Н10Т |
Применение данного материала дает основание для выбора оборудования и параметров технологического процесса |
|
9 |
Вид детали по технологическому методу: деталь, изготавливаемая порошковой металлургией |
Данный код является связующим звеном основных признаков технологической классификации, определяющими вид детали |
|
1 |
Площадь формования: 0,854 см |
Данный признак дает основание для выбора режимов технологического процесса и выбора основного и вспомогательного оборудования |
|
1 |
Уточненная группа материалов: конструкционный материал на основе железа, легированного хромом |
Данный признак дает основание для выбора режимов технологического процесса и выбора основного и вспомогательного оборудования |
|
3 |
Квалитет: 11 |
Данные признаки позволяют определить |
|
3 |
Параметр шероховатости: |
необходимость дальнейшей дополнительной обработки (калибровки, обработки резанием) |
|
1 |
Вид дополнительной обработки: обработка резанием |
Наличие обработки резанием обусловливает изменение межцехового маршрута детали по сравнению с подобными деталями, не требующими обработки резанием |
|
00 |
Характеристика технологических требований: усложняющие элементы и специальные требования отсутствуют |
Этот признак позволяет правильно выбрать тип оснастки, оборудования и определить необходимость введения дополнительной обработки |
|
7 |
Характеристика массы: 0,113 кг |
Данный признак позволяет учесть применение специальных приспособлений и подъемно-транспортного оборудования |
Конструкторско-технологический код детали:
713143.482619.11331007
Для удобства соотнесения размеров в размерной характеристике с размерами рабочих органов оборудования приведены в таблице 31.
ОСНОВНЫЕ ЭКСПЛУАТАЦИОННЫЕ ДАННЫЕ ПРЕССОВ
ДЛЯ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Таблица 31
|
Наименование пресса |
Модель |
Назначение и область применения |
Краткая техническая характеристика | ||||
|
Номи- |
Наи- |
Наи- |
Ход ползуна, мм |
Произ- | |||
|
Прессы гидравлические | |||||||
|
Пресс гидравлический для прессования изделий из металлических порошков |
ДА1532Б |
Для прессования широкой номенклатуры изделий из металлических порошков |
1568 |
200 |
125 |
400 |
6,0 |
|
То же |
ДА1534Б |
То же |
2450 |
250 |
170 |
400 |
6,0 |
|
" |
ДА1536 |
" |
3920 |
300 |
250 |
500 |
1,5 |
|
Пресс-автомат гидравлический для прессования изделий из порошков твердых сплавов |
ДА1224 |
Для прессования изделий различной конфигурации из твердых смесей |
245 |
- |
- |
- |
- |
|
Наименование пресса |
Модель |
Назначение и область применения |
Краткая техническая характеристика | ||||
|
Номи- |
Наи- |
Наи- |
Ход прес- |
Число прес- | |||
|
Прессы механические | |||||||
|
Автомат механический для прессования изделий из металлических порошков |
К0628 |
Для прессования порошковой номенклатуры деталей из металлических порошков |
617 |
125 |
100 |
200 |
10-32 |
|
То же |
К8130 |
То же |
980 |
160 |
125 |
265 |
5-25 |
|
Пресс-автомат механический для калибровки изделий из металлического порошка или его смеси с неметаллическими порошками |
КА0424 |
Для калибровки и допрессовки изделий из металлического порошка или смеси его с неметаллическими порошками |
245 |
- |
60 |
150 |
16-40 |
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2004
КОММЕНТАРИЙ
к Технологическому классификатору
деталей машиностроения и приборостроения
ОК 021-95
Ведение Технологического классификатора деталей машиностроения и приборостроения (ТКД) осуществляет Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении (ВНИИНМАШ).
Подсистема ведения ТКД предусматривает взаимодействие ВНИИНМАШ с ВНИИКИ Госстандарта России.
Данный классификатор не включен в специализированную справочную систему "Классификаторы России" ввиду большого объема.
Личный кабинет:
доступно после авторизации "Превращается в пыль" все в эпицентре. Путин рассказал о специфике работы...
"Превращается в пыль" все в эпицентре. Путин рассказал о специфике работы...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке